Изобретение относится к устройствам обработки металлов давлением с целью получения кольцевых деталей из жаропрочных сплавов и сталей.
Известен стан для раскатки колец из жаропрочных сплавов, содержащий раскатный стол, систему цилиндрических опорных и подвижных валков и подвижных конических валков, исполнительные механизмы вращения и перемещения валков, систему вращения заготовки кольца и контрольно-измерительную аппаратуру.
(См. раздел «Кольцепрокатные станы» / Металлоснабжение и сбыт // - 2015, - №3, С. 48-50)
Заготовка для раскатки кольца предварительно изготавливается по следующему технологическому процессу. Первоначально из прутка отрезается определенной длины первичная заготовка (предзаготовка), которая подвергается нагреву до температуры раскатки. Предзаготовка в горячем состоянии подвергается осадке на прессе (возможно за несколько операций осадки) с обязательной теплоизоляцией поверхности заготовки. В полученном диске прошивается центральное отверстие для установки на центральный валок.
Заготовка кольца устанавливается на раскатном столе с помощью цилиндрических опорных волков, а раскатка кольца осуществляется посредством подвижных цилиндрических и конических валков.
Раскатка производится в открытом пространстве за один нагрев заготовки. При уменьшении температуры в зоне деформации ниже допустимой величины производится подогрев кольца с помощью газовых горелок. Такой подогрев не обеспечивает постоянство температуры в зоне деформации, что не гарантирует сохранение структуры материала.
Следовательно, известный кольцераскатный стан не обеспечивает возможности раскатки колец с заданной геометрией из жаропрочных сплавов, вследствие отсутствия возможности обеспечить изотермические условия в процессе всего периода раскатки, при нарушении которых в изделии могут также появиться напряжения и трещины, существенно ослабляющие материал кольца.
Техническим результатом предложения является создание стана для раскатки колец из жаропрочных сплавов с заданной геометрией без ухудшения качества материала.
Для этого стан для раскатки колец из жаропрочных сплавов, содержащий раскатный стол, систему цилиндрических опорных и подвижных валков и подвижных конических валков, исполнительные механизмы вращения и перемещения валков, систему вращения заготовки кольца и контрольно-измерительную аппаратуру, оснащен камерой нагрева, состоящей из неподвижного с верхней крышкой блока и подвижного блока, кинематически связанного с исполнительными механизмами вращения и перемещения валков с возможностью синхронного перемещения подвижного блока камеры нагрева с коническими валками вдоль раскатного стола при его одновременном подогреве, а контрольно-измерительная аппаратура включает инфракрасный термометр и оптическую систему для непрерывного контроля температуры в зоне раскатки, камеру контроля точности изготовления круга кольца, включающую ПЗС камеру с оптической системой и систему контроля геометрии торца кольца, состоящую из лазерного излучателя с оптической системой, полупрозрачного зеркала с оптической системой и приемной телевизионной камерой.
Заявленный результат достигается наличием в устройстве камеры нагрева, содержащей подвижный блок, синхронно перемещающийся с раскатными роликами вдоль раскатного стола, и неподвижный с верхней крышкой, обеспечивающие изотермические условия раскатки в течение всего технологического цикла, контролируемого оптическими системами, а возможность изготовления различных колец обеспечивается валками и камерами нагрева, которые могут меняться.
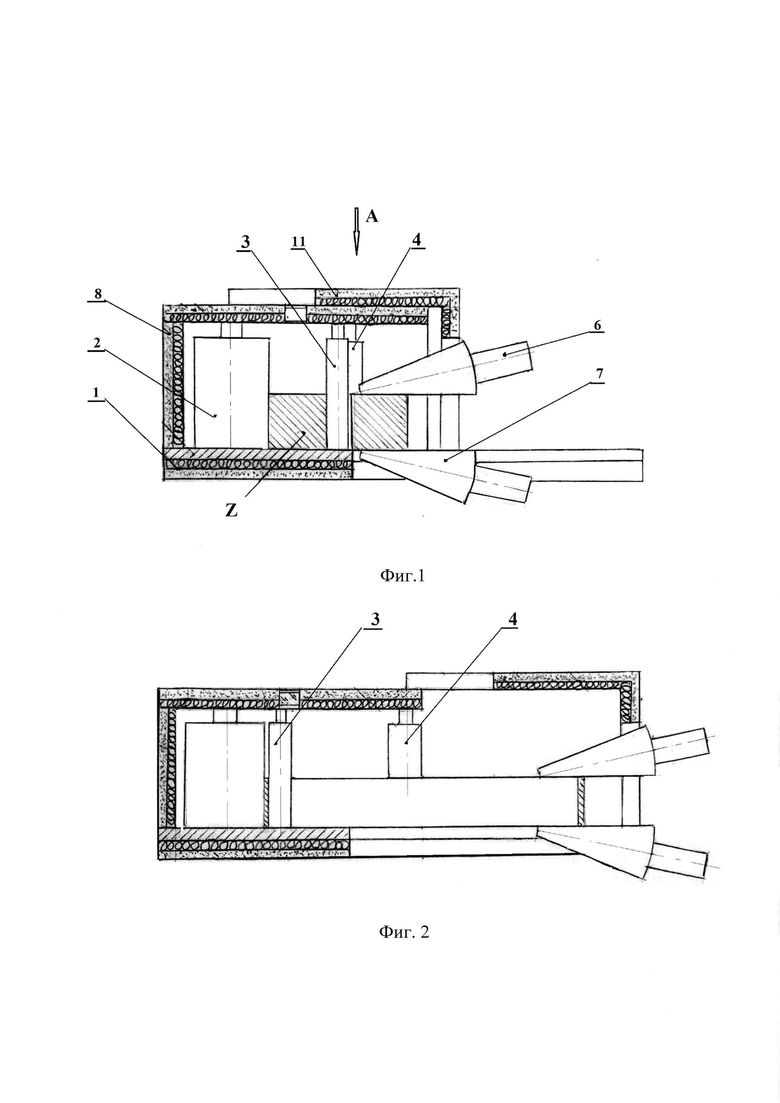
На фиг. 1 представлен общий вид стана до начала раскатки кольца.
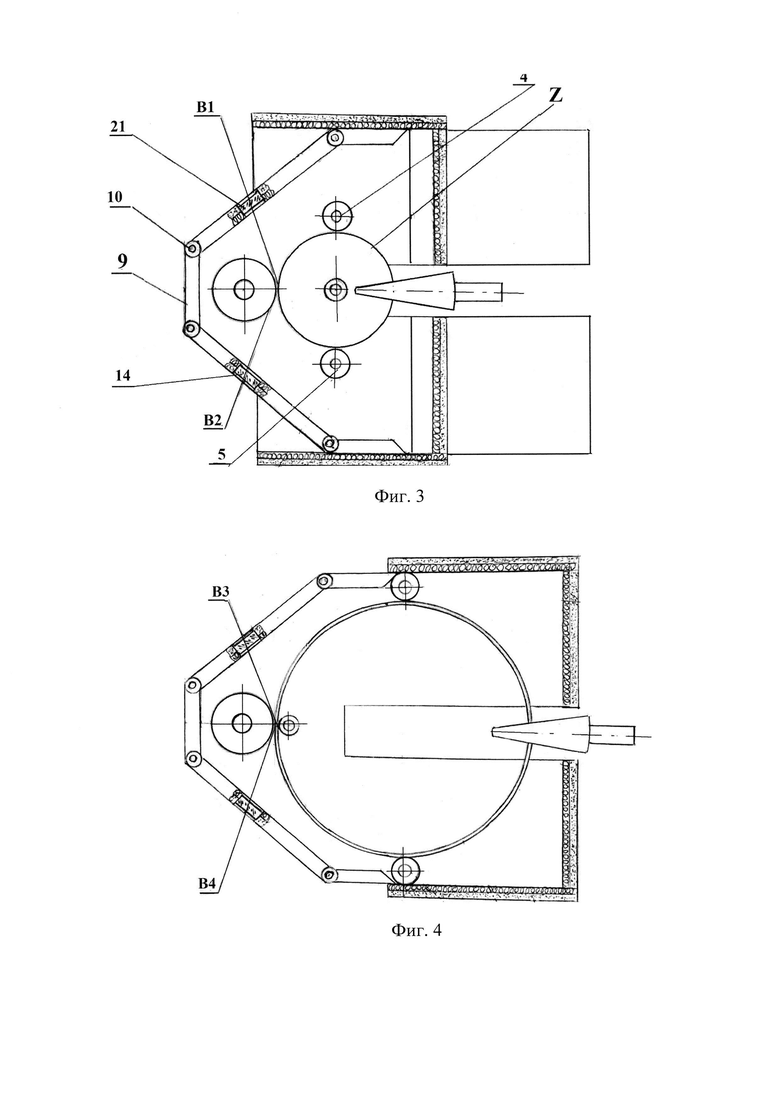
На фиг. 2 представлен общий вид стана после раскатки кольца.
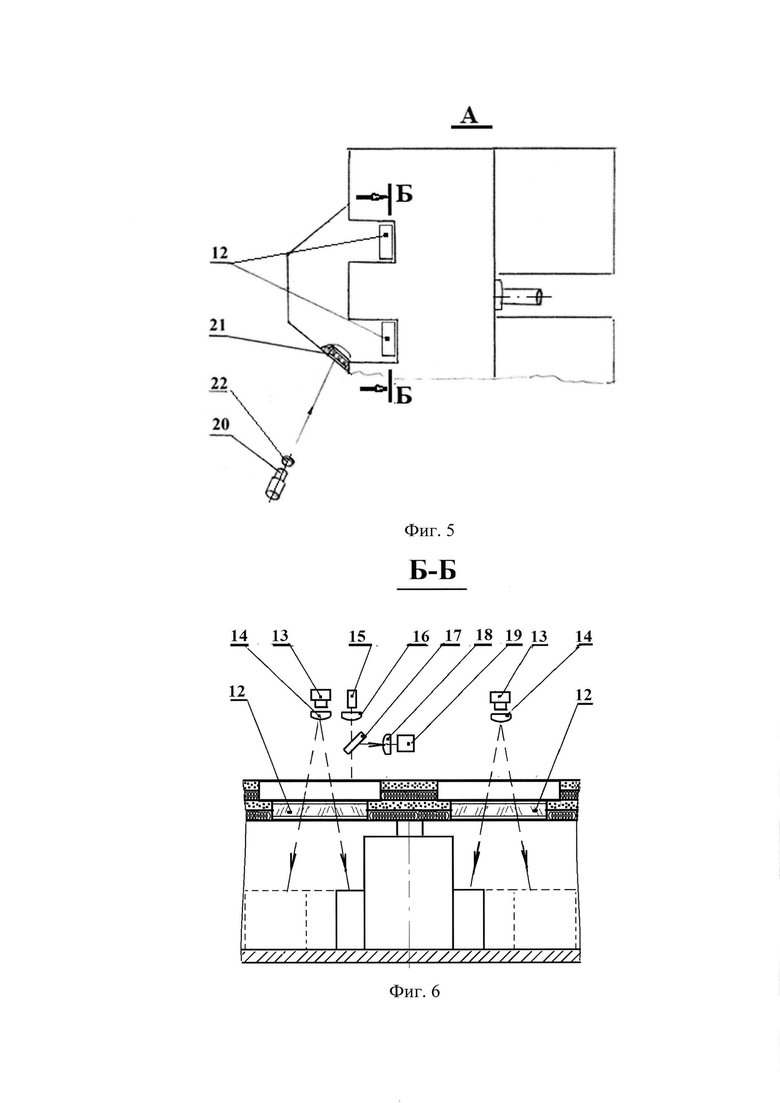
На фиг. 3 представлено расположение раскатных механизмов в камере нагрева до начала раскатки кольца.
На фиг. 4 представлено расположение раскатных механизмов в камере нагрева после раскатки кольца.
На фиг. 5 показан вид по стрелке А на фиг. 1.
На фиг. 6 показано сечение Б-Б на фиг. 5.
Стан для раскатки колец (фиг. 1, 2) содержит стол раскатной 1, на котором смонтированы основные узлы, радиально неподвижный в радиальном направлении нажимной валок 2, радиально подвижный центральный валок 3, валок опорный направляющий 4 (фиг. 3, 4) и валок опорный контрольный 5, конические валки верхний 6 и нижний 7, камеру нагрева, состоящую из неподвижного блока 8 с крышкой 9, устанавливаемых с помощью стержней 10, и подвижного блока 11, перемещающегося синхронно с коническими валками, камеру контроля точности изготовления кольца (фиг. 5), включающую окна 12 из кварцевого стекла, ПЗС камеры 13 с оптической системой 14, систему контроля торца кольца, состоящую из лазерного излучателя 15 с оптической системой 16, полупрозрачного зеркала 17 с оптической системой 18 и приемной телевизионной камерой 19, инфракрасного термометра 20 (фиг. 6), окна 21 из ZnSe и оптической системы 22. Привода вращения валков, перемещения центрального и опорного валков, а также вращения и перемещения конических валков размещены в крышке (на чертеже не показаны).
Стан работает следующим образом.
Изготавливают кольцо из жаропрочного никелевого сплава из заготовки Z изготовленной по известной технологии из прутка путем осадки на прессе и прошивки центрального отверстия. Первоначально неподвижный блок 8 и подвижный блок 11 камеры нагрева, включая плоскость подогрева стола раскатного 1, нагреваются до установленной температуры. Подвижный блок камеры нагрева вместе с коническими валками 6, 7 сдвигается на расстояние, позволяющее установить заготовку на центральном валке 3.
После установки заготовки на центральном валке она прижимается к нажимному валку 2. Валки опорный направляющий 4 и опорный контрольный 5 устанавливаются в исходное положение. Неподвижный блок закрывается крышкой 9, устанавливаемой с помощью направляющих стержней 10. Конические валки с подвижным блоком камеры нагрева перемещаются до установки конических валков на торец заготовки для раскатки. Датчики (на чертеже не показаны) установки подвижного блока и положения конических валков вырабатывают сигналы завершения сборки. По инфракрасному термометру 20 через окно 21 с помощью оптической системы 22 проверяется температура в зоне раскатки в направлении В1, В2, В3, В4. После этого запускается процесс раскатки с обеспечением требуемой скорости деформации (5⋅10-3-10-2 ceк-1) и точного поддержания температуры (±10°С) в зоне раскатки при температуре сверхпластичности. Завершение раскатки определяется данными с системы контроля качества круга (величина диаметра внешнего и внутреннего круга и допустимые отклонения от диаметра). Конические валки в процессе раскатки обеспечивают необходимое геометрическое качество торца кольца, включая и его высоту. Качество торца кольца определяется системой, состоящей из лазерного излучателя 15, приемной телевизионной камеры 19, окна 12 для визуализации кольца, ПЗС камеры 13 с полупрозрачным зеркалом 17 и оптических систем 14, 16, 18.
Стан позволяет раскатывать кольца с заданной геометрией без ухудшения качества жаропрочных никелевых сплавов, сталей и титановых сплавов. Максимальный размер кольца, раскатываемого на настоящем стане, определяется размером камеры нагрева и мощностью приводов стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2679033C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ВАЛОВ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ И СТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2725455C1 |
| СТАН ДЛЯ РАСКАТКИ ДЕТАЛЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2018 |
|
RU2704365C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ТИПА ДИСКА | 2013 |
|
RU2567084C2 |
| Способ изготовления крупногабаритного сложноконтурного кольцевого изделия из жаропрочного сплава на никелевой основе | 2020 |
|
RU2741046C1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1997 |
|
RU2134175C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ СПЛАВОВ | 2005 |
|
RU2301718C2 |
| Кольцераскатный роторный автомат | 1975 |
|
SU551099A1 |
| Способ изготовления колец | 1990 |
|
SU1766564A1 |
| Многопозиционный кольцепрокатный стан | 1977 |
|
SU660758A1 |
Изобретение относится к станам для раскатки колец из жаропрочных сплавов. Стан содержит раскатный стол, систему цилиндрических опорных и подвижных валков и подвижных конических валков, исполнительные механизмы вращения и перемещения валков, систему вращения заготовки кольца, контрольно-измерительную аппаратуру и камеру нагрева. Камера нагрева состоит из неподвижного с верхней крышкой блока и подвижного блока, кинематически связанного с исполнительными механизмами вращения и перемещения валков. Контрольно-измерительная аппаратура включает инфракрасный термометр и оптическую систему для непрерывного контроля температуры в зоне раскатки, камеру контроля точности кольца. Камера контроля точности кольца включает ПЗС камеру с оптической системой и систему контроля торца кольца, состоящую из лазерного излучателя с оптической системой, полупрозрачного зеркала с оптической системой и приемной телевизионной камерой. В результате расширяются технологические возможности. 6 ил.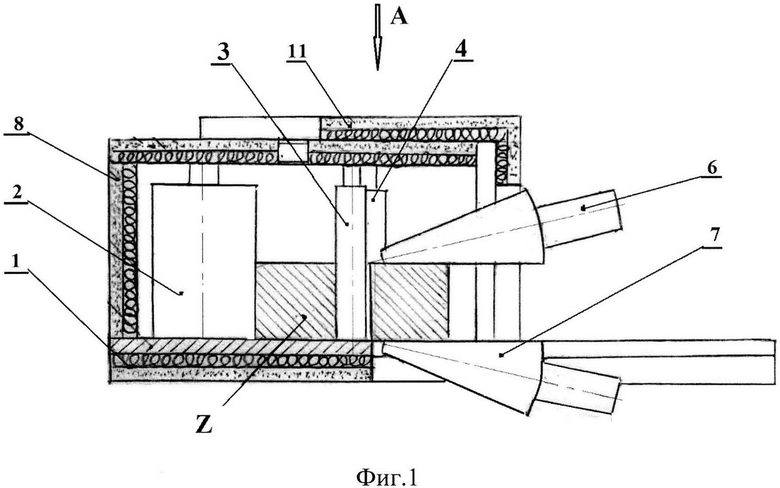
Стан для раскатки колец из жаропрочных сплавов, содержащий раскатный стол, систему цилиндрических опорных и подвижных валков и подвижных конических валков, исполнительные механизмы вращения и перемещения валков, систему вращения заготовки кольца и контрольно-измерительную аппаратуру, отличающийся тем, что он оснащен камерой нагрева, состоящей из неподвижного с верхней крышкой блока и подвижного блока, кинематически связанного с исполнительными механизмами вращения и перемещения валков с возможностью синхронного перемещения подвижного блока камеры нагрева с коническими валками вдоль раскатного стола при его одновременном подогреве, а контрольно-измерительная аппаратура включает инфракрасный термометр и оптическую систему для непрерывного контроля температуры в зоне раскатки, камеру контроля точности изготовления круга кольца, включающую ПЗС камеру с оптической системой и систему контроля торца кольца, состоящую из лазерного излучателя с оптической системой, полупрозрачного зеркала с оптической системой и приемной телевизионной камерой.
| Стан для прокатки кольцевых изделий | 1985 |
|
SU1371749A1 |
| Кольцепрокатный стан | 1973 |
|
SU599897A1 |
| Устройство для горячей раскатки колец | 1978 |
|
SU774734A1 |
| WO 2008037327 A1, 03.04.2008. | |||

