Изобретение относится к области электротехники, в частности к электромашиностроению, а более конкретно, к технологиям, обеспечивающим пропитку катушек статора таких электрических машин, как двигатели и генераторы.
Практически все известные технологии пропитки катушек статора электрических машин основаны на принудительном, силовом стимулировании проникновения пропиточного состава в катушки под воздействием различного рода силовых факторов.
Так, известен способ пропитки катушек статора электрической машины, заключающийся в том, что статор вращают вокруг своей оси и на внутреннюю и внешнюю поверхности лобовых частей катушек подают струю пропиточного состава. Затем нагревают катушки путем пропускания через них электрического тока, изменяя при этом трижды угол наклона оси статора к горизонту. При первом наклоне струю пропиточного состава электростатически заряжают, а при втором наклоне струю электростатически заряжают зарядом, противоположным вышеуказанному, и используют состав, содержащий 25-30 мас.% магнитно-мягких мелкодисперсных частиц. При третьем наклоне используют состав, содержащий 50-55 мас.% магнитно-мягких мелкодисперсных частиц [RU №1705970].
Описанный способ сложен в реализации в силу необходимости одновременного сочетания вращения и наклона статора, а также заливки пропиточного состава, насыщенного при разных углах наклона различным количеством магнитно-мягких мелкодисперсных частиц. При этом струя пропиточного состава подвергается электростатической зарядке различной полярности.
Известен способ пропитки катушек статора электрической машины, суть которого состоит в следующем. Статор с катушками устанавливают на вибростенд в наклонном положении, который включают одновременно с генератором сигналов. На последнем устанавливают верхнюю и нижнюю границы частот и осуществляют пуск автоматической развертки частоты по заданному закону. Подачу пропиточного состава осуществляют из дозирующего устройства через сопло, вращением которого обеспечивают равномерное распределение состава по лобовым частям катушек. Генератор обеспечивает циклическое изменение частоты вибрации витков катушек. Период развертки частоты выбирают так, чтобы за время пропитки осуществлялось 3-4 полных цикла изменения частоты вибрации [SU №1312692].
Описанная технология не может считаться достаточно надежной из-за невозможности проконтролировать полноту проникновения пропиточного слоя по пазовым частям катушек.
Выбранный в качестве прототипа предлагаемому изобретению способ пропитки катушек статора описан в SU №1686631. Этот способ отличается от вышеописанных аналогов большей простотой и надежностью при реализации.
Способ-прототип реализуется с помощью соответствующего устройства, которое содержит пропиточный блок, расположенный на основании, узел циркуляции пропиточного состава, выполненный в виде сообщающихся между собой и пропиточным блоком трех камер, и вакуумную камеру в форме стакана, расположенную открытой полостью вниз. Вакуумная камера охватывает пропиточный блок с основанием. Между вакуумной камерой и основанием расположено герметичное уплотнительное кольцо, охватывающее основание. Вакуумная камера выполнена с возможностью вертикального возвратно-поступательного перемещения.
Сущность способа-прототипа заключается в следующем.
Статор, содержащий катушки, устанавливают на основание и опускают на него подвешенный сверху вакуумный стакан. Цикл пропитки начинается с установления вакуума в стакане, который распространяется на статор и все камеры трехкамерного блока. Сила атмосферного давления, действующая на стакан, воспринимается крышкой, обжимая уплотнительные кольца у статора. На первой стадии нагрева статора температура катушек так же, как и сердечника магнитопровода, доводится до заданных величин. Одновременно осуществляется вакуумная сушка катушек. Пропитка начинается с установления в нагнетательной камере давления сжатого воздуха Р1. При этом пропиточный состав устремляется в кольцевой канал плиты основания, пронизывает нижние лобовые части, проходит вдоль пазов, пронизывая верхние лобовые части, и направляется к отверстиям в крышке. Встречая здесь сильное сопротивление, состав сохраняет давление, близкое к Р1. За отверстиями в крышке пропиточный состав выходит в широкую полость крышки, находящуюся под вакуумом, и сливается внутрь ограничительного цилиндра. Попадая на спиральные желоба промежуточной камеры, состав охлаждается до температуры, оптимальной по условиям пропитки, и поступает в шлюзовую камеру. С заполнением камеры в последней устанавливается давление сжатого воздуха Р2, которое больше, чем Р1. Оба давления способствуют тому, что накопившийся в шлюзовой камере пропиточный состав возвращается в нагнетательную камеру. С опорожнением шлюзовой камеры в основной камере восстанавливается вакуум. В это время в шлюзовой камере начинает накапливаться пропиточный состав. Такое периодическое передавливание состава из шлюзовой камеры в нагнетательную продолжается в течение всей пропитки, поддерживая непрерывность циркуляции пропиточного раствора. В некоторый момент времени, когда процесс проникновения пропиточного состава в катушки считается завершенным, осуществляется переход на вторую ступень нагрева статора. При этом состав в катушках и технологических зазорах пазов доводится до желатинизации. На этом собственно пропитка завершается. Пропиточный состав удаляется из камеры, а в нагнетательной камере устанавливается вакуум, который по-прежнему сохраняется в статоре. С этого момента осуществляется переход на третью ступень нагрева обмотки, при которой при предельно допустимой температуре завершается процесс полимеризации состава в катушках.
Основным недостатком описанной технологии пропитки катушек статора является ее сложность, обусловленная значительным количеством составляющих ее операций, которые к тому же практически не поддаются контролю в процессе их реализации.
Это обстоятельство сказалось на конструкции устройства для осуществления способа, которое представляет собой сложный комплекс различных по назначению узлов, связанных между собой.
Так, пропиточная камера располагается внутри вакуумного стакана, и они совместно опираются на основание, представляющее собой деталь сложной конфигурации. При этом камера и стакан кинематически связаны между собой в пространстве вакуумной камеры. К основанию примыкают три дополнительные камеры, обеспечивающие процесс подачи пропиточного состава к катушкам статора. Дополнительные камеры связаны между собой сетью воздушных, вакуумных и жидкостных магистралей, насыщенных запорными вентилями дистанционного управления, редукторами, сильфонами управления и различного рода датчиками.
Таким образом, задачей изобретения является упрощение технологии пропитки катушек статора электрической машины, а также упрощение конструкции технического средства, предназначенного для реализации этой технологии.
Поставленная задача решается за счет того, что в способе пропитки катушек статора электрической машины, заключающемся в силовом стимулировании проникновения пропиточного состава в катушки с последующей его желатинизацией и полимеризацией, катушки закрепляют на внутренней поверхности статора, которому придают вращение вокруг горизонтальной оси с не меньшей скоростью, чем определяемая по формуле
где ω - угловая скорость вращения статора, 1/с;
g - ускорение свободного падения, м/с2;
R - радиус внутренней поверхности статора, м.
При этом на катушки подают в виде струи пропиточный состав с вязкостью до состояния желатинизации и при первых признаках появления состава на лобовых частях катушек подачу прекращают и осуществляют обдув внутренней поверхности вращающегося статора горячим воздухом до состояния желатинизации состава и последующей его полимеризации. Струю пропиточного состава направляют на середину катушек. После полимеризации состава осуществляют его вторичное нанесение на катушки. Последние на внутренней поверхности статора закрепляют с помощью разрезных колец.
Техническая сущность предлагаемого способа состоит в том, что в качестве стимулятора проникновения пропиточного состава в катушки статора используют центробежную силу.
На чертежах, прилагаемых к описанию, даны:
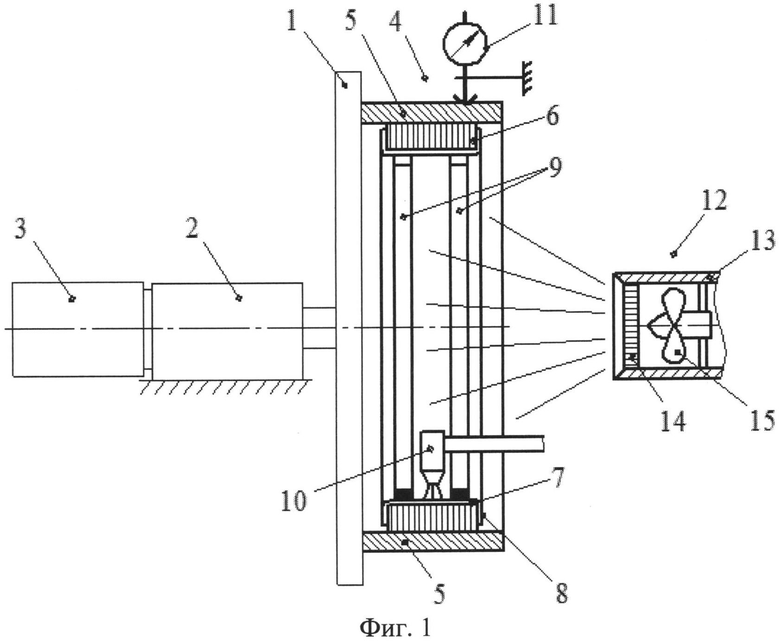
- на фиг. 1 - схематичное изображение общего вида установки для пропитки катушек статора;
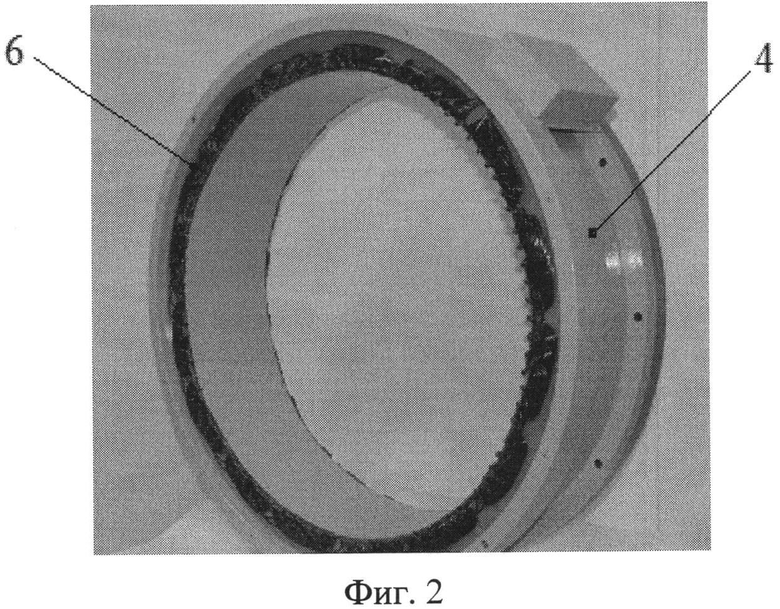
- на фиг. 2 - натурное изображение (фотография) статора электрической машины с катушками, пропитанными по предлагаемому способу.
Установка для реализации предлагаемого способа (фиг. 1) содержит планшайбу 1, закрепленную на горизонтальном шпинделе 2, кинематически связанном с электроприводом 3. Статор 4 содержит цилиндрический корпус 5 с сердечником (магнитопроводом) 6, выполненным в виде пластин из электротехнической стали и жестко связанным с внутренней поверхностью корпуса 5. На сердечнике 6 располагаются катушки 7 с лобовыми частями 8, охватывающими сердечник с двух сторон. Средство крепления катушек 7 к сердечнику 6 представляет собой разрезное пружинное кольцо 9. Для реализации способа используются: форсунка 10 подачи пропиточного раствора, индикатор 11 и тепловентилятор 12, выполненный в виде корпуса 13, внутри которого смонтированы электрокерамический нагревательный элемент 14 и вентилятор 15.
Реализуется предлагаемый способ следующим образом.
На внутреннюю цилиндрическую поверхность, образуемую магнитопроводом 6, наносится несколько слоев стеклоткани, пропитанной эпоксидным клеем. Затем на стеклоткань по разметке укладываются катушки 7 статора 4, которые прижимаются, по меньшей мере, двумя пружинными разрезными кольцами 9, располагаемыми на краях катушек. Лобовые части 8 катушек охватывают магнитопровод 6 с двух сторон. В таком виде статор 4 устанавливается на планшайбу 1. Базовая (посадочная) поверхность корпуса 5 выставляется относительно горизонтальной оси вращения планшайбы 1 по показаниям индикатора 11. Выставленный таким образом статор 4 закрепляется на планшайбе 1 с помощью, например, прихватов (на чертеже не показаны), равномерно распределенных по окружности корпуса 5. После окончания подготовительных работ включается электропривод 3, который имеет угловую скорость ω, рассчитанную по вышеприведенной формуле. На вращающийся статор 4, точнее, на его катушки в средней их части, подают из форсунки 10 струю пропиточного состава необходимого химического состава, но с вязкостью до состояния желатинизации. Под действием центробежных сил состав проникает в пазовые части катушек и перемещается в направлении лобовых частей 8. При этом осуществляют визуальное наблюдение за процессом пропитки и при первых признаках появления состава на лобовых частях 8 катушек 7 подачу состава прекращают. Одновременно начинают обдув внутренней поверхности вращающегося статора 4 горячим воздухом с температурой, зависящей от химического состава композиции пропитки. Обдув и вращение прекращают при достижении состояния полимеризации пропиточного состава.
Помимо хороших регулировочных свойств, зависящих от электротехнических свойств статора любого электродвигателя, к последним, применяемым для специальных целей, в частности, в качестве привода градуировочных центрифуг, предъявляются высокие технические требования по точности отработки параметров вращения, одним из которых является способность поддерживать заданный закон изменения ускорения во времени, преодолевая переменный момент аэродинамического сопротивления, вызванного турбулизацией воздуха. Для градуировочных центрифуг также важно, чтобы сам двигатель вносил в движение ротора минимум возмущений. Источником таких возмущений являются пульсации электромагнитного момента двигателя, связанные с «зубцовой» структурой поверхности статора. С этой точки зрения весьма важно иметь гладкую внутреннюю поверхность статора.
Для удовлетворения требования «гладкости» внутренней поверхности статора катушки равномерно укладываются на гладкий магнитопровод, а после завершения полимеризации пропиточного состава осуществляют его вторичное нанесение с соблюдением вышеприведенных условий, характерных для процесса пропитки по предлагаемому способу. На фиг. 2 дана фотография статора с «гладкой» внутренней поверхностью, использованного в электроприводе, предназначенном для градуировочной центрифуги.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пропитки обмотки статора электрической машины | 1978 |
|
SU775829A1 |
| Способ пропитки обмотки статора электрической машины | 1982 |
|
SU1083297A1 |
| Способ трехтактной струйно-капельной пропитки обмоток электрических машин | 1989 |
|
SU1705970A1 |
| СПОСОБ СТРУЙНОЙ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2012 |
|
RU2516243C1 |
| СПОСОБ ТРЁХТАКТНОЙ СТРУЙНО-КАПЕЛЬНОЙ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2015 |
|
RU2593826C1 |
| СПОСОБ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2012 |
|
RU2510564C1 |
| СПОСОБ СТРУЙНО-КАПЕЛЬНОЙ ПРОПИТКИ ОБМОТОК ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2012 |
|
RU2510563C1 |
| Способ изготовления обмотки электрической машины | 1988 |
|
SU1695454A1 |
| СТАТОР ВЫСОКОВОЛЬТНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2002 |
|
RU2236740C2 |
| Способ изготовления обмотанных магнитопроводов | 1984 |
|
SU1246257A1 |
Изобретение относится к области электротехники, в частности к электромашиностроению, а более конкретно, к технологиям, обеспечивающим пропитку катушек статора таких электрических машин, как двигатели и генераторы. В способе пропитки катушек статора электрической машины, заключающемся в силовом стимулировании проникновения пропиточного состава в катушки с последующей его желатинизацией и полимеризацией, катушки закрепляют на внутренней поверхности статора, которому придают вращение вокруг горизонтальной оси с не меньшей скоростью, чем определяемая по математическому выражению. На катушки подают в виде струи пропиточный состав с вязкостью до состояния желатинизации и при первых признаках появления состава на лобовых частях катушек подачу прекращают и осуществляют обдув внутренней поверхности вращающегося статора горячим воздухом до состояния желатинизации состава и последующей его полимеризации. Техническим результатом является обеспечение надежности. 3 з.п. ф-лы, 2 ил.
1. Способ пропитки катушек статора электрической машины, заключающийся в силовом стимулировании проникновения пропиточного состава в катушки с последующей его желатинизацией и полимеризацией, отличающийся тем, что катушки закрепляют на внутренней поверхности статора, которому придают вращение вокруг горизонтальной оси с не меньшей скоростью, чем определяемая по формуле
где ω - угловая скорость вращения статора, 1/с;
g - ускорение свободного падения, м/с2;
R - радиус внутренней поверхности статора, м,
при этом на катушки подают в виде струи пропиточный состав с вязкостью до состояния желатинизации и при первых признаках появления состава на лобовых частях катушек подачу прекращают и осуществляют обдув внутренней поверхности вращающегося статора горячим воздухом до состояния желатинизации состава и последующей его полимеризации.
2. Способ по п. 1, отличающийся тем, что струю пропиточного состава направляют на середину катушек.
3. Способ по п. 1, отличающийся тем, что после полимеризации состава осуществляют его вторичное нанесение на катушки.
4. Способ по п. 1, отличающийся тем, что катушки на внутренней поверхности статора закрепляют с помощью пружинных разрезных колец.
| Устройство для пропитки обмоток статоров электрических машин | 1988 |
|
SU1686631A1 |

