Изобретение относится к технологии электромашиностроения, в частности к способам пропитки обмоток электрических машин, и может быть использовано, например, при изготовлении обмотанных статоров, роторов и т.п.
Известен способ пропитки обмотки стаTQpa электрической машины, включающий подвод пропиточного .состава к поверхности одной из лобовых частей обмотки и воздействие на него механических сил для проникновения состава в обмотку 1.
Однако с проникновением пропиточного состава в обмотку давление на него уменьшается, что вызывает необходимость повышать общее давление в камере, а для пропитки статоров с отнощением длины статора к его наружному диаметру больше 1,5 применяют давление больще 4 атм. С проникновением пропиточного состава в обмотку давление в нем падает. Вследствие этого в обмотке могут образоваться зоны, не заполненные пропиточным составом. Все это усложняет пропитку и не позволяет качественно пропитать обмотанные, статоры большой длины или с высокой плотностью укладки обмотки.
Наиболее близким по технической сущности к предлагаемому является способ пропитки обмотки статора электрической мащины, при котором обмотанный статор помещают в камеру, закрывают внутреннюю поверхность статора, подводят пропиточный состав ко всей поверхности одной из лобовых частей обмотки и осуществляют вращение камеры вокруг оси, проходящей вне статора сб стороны подвода пропиточного состава, а пропиточный состав подводят в направлении оси статора. Вращение вокруг указанной оси приводит к возникновению центробежных сил, действующих на каждый элемент объема пропиточного состава в направлении, параллельном оси статора, ускоряя вовлечение пропиточного состава в обмотку и способствуя заполнению воздущного пространства между витками, так как движение пропиточного состава происходит под действием не только капиллярных, но и центробежных сил 2.
Однако пропитка обмотки статора указанным способом происходит недостаточно быстро, а увеличение скорости пропитки за счет повышения скорости вращения статора требует увеличения затрат энергии.
Цель изобретения - сокращение времени пропитки и снижение энергетических затрат.
Поставленная цель достигается тем, что согласно способу пропитки обмотки статора электрической машины, при котором обмотанный статор помещают в камеру, закрывают внутреннюю поверхность статора, подводят пропиточный состав ко всей поверхности одной из лобовых частей обмотки и осуществляют.лращение камеры вокруг оси.
проходящей вне статора, со стороны подвода пропиточного состава, статор размещают так, что его продольная ось и ось вращения расположены под углом одна к другой, при
этом пропиточный состав подводят к той лобовой части обмотки, которая расположена выше другой ее части.
При этом пропиточный состав вовлекается в обмотку под действием силы F V0 . j превышающей центробежную
силу раз. При установившемся режиме она уравновешивается силой вязкого трения, которая пропорциональна скорости движения пропиточного состава по обмотке статора. Учитывая, что скорость движения V и время пропитки Т находятся в обратно пропорциональной зависимости, получим следующее отношение времени пропитки в способе - прототипе ко времени пропитки в предлагаемом способе:
где Q pRw-центробежная сила, действующая на единицу объема пропиточного состава при пропитке по способу - прототипу;
) удельный вес пропиточного состава;
/ -плотность пропиточного состава;Р, -расстояние от оси вращения до
статора; tj -ускорение свободного падения.
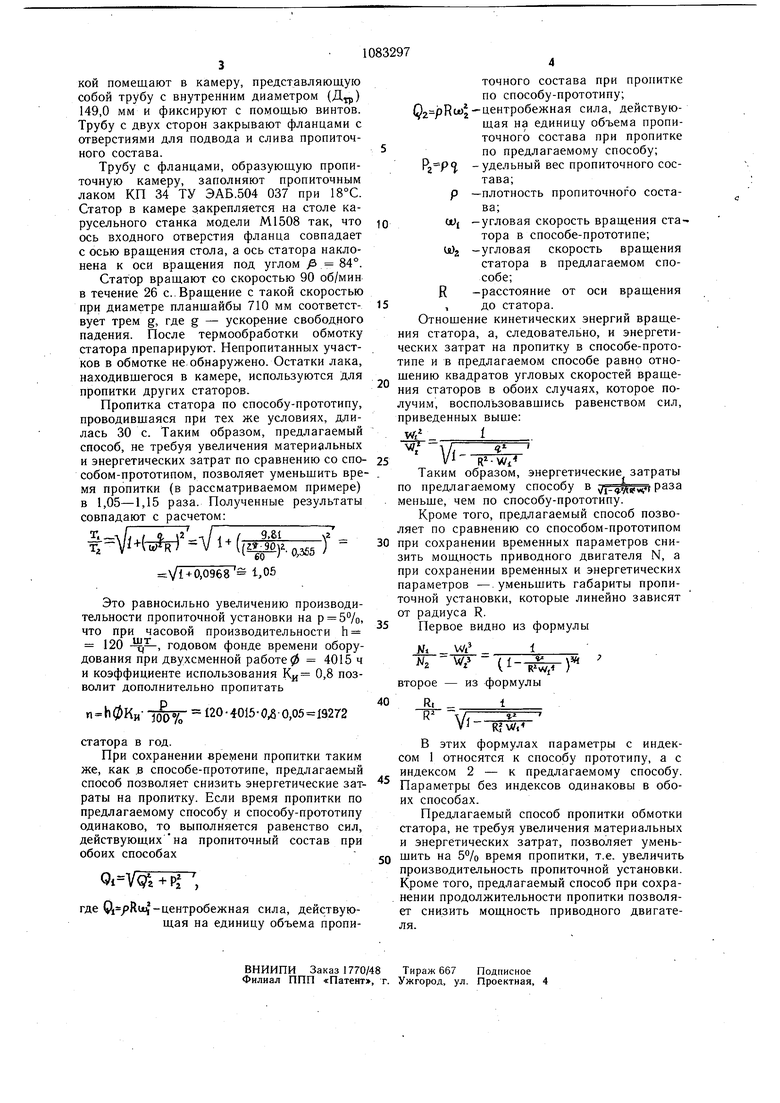
На чертеже схематически показана пропитка обмотки статора по предлагаемому способу.
Обмотанный статор 1 помещается в камеру 2 с расположением его продольной оси 3 наклонно к оси вращения 4. Внутреннюю поверхность статора под ротор закрывают заглушкой 5. Камеру заполняют пропиточным составом б и подводят его ко всей
поверхности одной из лобовых частей обмотки 7 так, чтобы покрыть ее полностью пропиточным составом. Пропиточный состав подают в обмотку вдоль оси 3 статора под действием механических сил: силы тяжести Р и центробежной силы Q, возникающей во
время его совместного вращения со статором. При этом ось статора наклонена к оси вращения под углом аг tg .
Пример. Проводится пропитка обмотанного статора асинхронного электродвигателя
серии 4А с высотой оси вращения 90 мм (тип 4A90L4 со всыпной обмоткой).
Параметры статора: наружный диаметр (Дкф) 149,0 мм, внутренний диаметр (Ди) 95,0 мм, длина пакета (Ij) 100,0 мм, количество пазов (Z) 24, обмоточный провод
ПЭТВ МРТУ 2-43-12-61, 0,9 мм.
Перед пропиткой внутреннюю поверхность статора под ротор закрывают заглущкой 95,0 мм. Статор обмотанный (с заглущ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пропитки обмотки статора электрической машины | 1978 |
|
SU775829A1 |
| СПОСОБ ПРОПИТКИ КАТУШЕК СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2014 |
|
RU2567742C1 |
| СПОСОБ ПРОПИТКИ ОБМОТОК ЭЛЕКТРОДВИГАТЕЛЯ | 2001 |
|
RU2192702C2 |
| СПОСОБ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2011 |
|
RU2482589C2 |
| Способ изготовления обмотанных магнитопроводов | 1984 |
|
SU1246257A1 |
| Способ капиллярной пропитки обмоток электрических машин | 1991 |
|
SU1820453A1 |
| СПОСОБ ПРОПИТКИ ОБМОТОК ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2467452C1 |
| СПОСОБ ТРЁХТАКТНОЙ СТРУЙНО-КАПЕЛЬНОЙ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2015 |
|
RU2593826C1 |
| СПОСОБ ПРОПИТКИ И СУШКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2015 |
|
RU2597892C1 |
| Способ контроля качества пропиткиОбМОТОК CTATOPOB | 1978 |
|
SU811420A1 |
СПОСОБ ПРОПИТКИ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНБ1, при котором обмотанный статор помещают в камеру, закрывают внутреннюю поверхность статора, подводят пропиточный состав ко всей поверхности одной из лобовых частей обмотки и осуществляют вращение камеры вокруг оси, проходящей вне статора, со стороны подвода пропиточного состава, отличающийся тем, что, с целью сокращения времени пропитки и снижения энергетических затрат, статор размещают так, что его продольная ось и ось вращения расположены под углом одна к другой, при этом пропиточный состав подводят к той лобовой части обмотки, которая расположена выше другой ее части. (Л оо со ю со 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Проспект фирмы ФРГ Ilasurit GmbH und Geschaftsbereich, Dr Beck 5C°BRD: Beck Informationen, Juni, 1973 «Tranklackie, Eigenschaften und Anwendung | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ пропитки обмотки статора электрической машины | 1978 |
|
SU775829A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
