ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к гальванизированному горячим погружением стальному листу. Более конкретно, настоящее изобретение относится к высокопрочному гальванизированному горячим погружением стальному листу, который может легко обеспечивать высокую прочность (например, предел прочности 980 МПа или более), имеет превосходную формуемость, и может найти выгодное применение в качестве детали в автомобильной отрасли, в области бытовых приборов, области строительных материалов, и тому подобных.
УРОВЕНЬ ТЕХНИКИ
[0002] До сих пор гальванизированный горячим погружением стальной лист использовали главным образом в автомобильной отрасли. Однако в случае гальванизированного горячим погружением стального листа с использованием в качестве основного материала высокопрочного (например, с пределом прочности 980 МПа или более) стального листа, может легко происходить растрескивание, в частности, в базовом стальном листе во время интенсивной обработки его, такой как гибка, и концентрация напряжений в этой части во многих случаях может вызывать разрушение.
По этим соображениям, например, Патентный Документ 1 предлагал сокращать степень обогащения кремнием (Si) на поверхности стального листа перед погружением его в ванну покрытия до определенного значения или ниже, путем регулирования атмосферы при отжиге. Однако само по себе регулирование такой атмосферы при отжиге было затруднительным.
Кроме того, Патентный Документ 2 описывает высокопрочный стальной лист, в котором сумма Si+Al составляет 0,7% или более, и где, в качестве структуры стального листа, доля площади совокупного количества нижнего бейнита и общего мартенсита во всей структуре стального листа составляет от 10 до 90%, количество сохраненного (или остаточного) аустенита составляет от 5 до 50%, и доля площади бейнитного феррита в верхнем бейните относительно всей структуры стального листа составляет 5% или более. Патентный Документ 3 описывает подвергнутый легированию гальванизированный горячим погружением стальной лист, имеющий микроструктуру, содержащую, в единицах доли площади, от 20 до 75% феррита и от 5 до 25% остаточного аустенита, где средний размер кристаллического зерна феррита составляет 10 мкм или менее. Патентный Документ 4 описывает подвергнутый легированию гальванизированный горячим погружением стальной лист, имеющий сформированную на его поверхности, начиная со стороны стального листа, Γ-фазу, смешанный слой из Γ1-фазы и δ1-фазы, и δ1-фазу, или δ1-фазу и ζ-фазу, причем средняя толщина Γ-фазы составляет 1,5 мкм или менее, средняя толщина смешанного слоя из Γ1-фазы и δ1-фазы является меньшей, чем удвоенная средняя толщина Γ-фазы, и среднее аспектное отношение (отношение длинной стороны к короткой стороне при наблюдении в поперечном сечении) Γ1-кристалла составляет 2 или более.
Кроме того, Патентный Документ 5 описывает подвергнутый легированию гальванизированный горячим погружением стальной лист, где подвергнутый легированию образованный горячей гальванизацией погружением слой имеет химический состав, содержащий, в % по массе, Fe: от 10 до 15%, и Al: от 0,20 до 0,45, с остальным количеством из Zn и загрязняющих примесей, и прочность сцепления на поверхности раздела между стальным листом и подвергнутым легированию слоем, полученным горячей гальванизацией погружением, составляет 20 МПа или более. Патентный Документ 6 описывает подвергнутый легированию гальванизированный горячим погружением стальной лист с превосходными ударной вязкостью и адгезией, имеющий удельный вес покрытия от 20 до 100 г/м2 на одной поверхности или обеих поверхностях, причем среднее содержание Fe в слое покрытия составляет от 8 до 16%, и толщина Γ-фазы в слое покрытия составляет от 0,2 до 1,5 мкм. Патентный Документ 7 описывает гальванизированный горячим погружением стальной лист, имеющий цинковую пленку, в которой слой сплава на Fe-Al-основе, слой сплава на Fe-Zn-основе и цинковый слой покрытия присутствуют в этом порядке, начиная от стороны базового стального листа, причем содержание Al в слое сплава на Fe-Al-основе составляет от 10 до 300 мг/м2, и толщина слоя сплава на Fe-Zn-основе составляет 1/2 или менее от толщины цинковой пленки. Патентный Документ 8 описывает подвергнутый легированию гальванизированный горячим погружением стальной лист, в котором число кристаллов железо-цинкового сплава в контакте с поверхностью раздела «плакирующая пленка/базовый материал» составляет 5,5 или более на 1 мкм поверхности раздела.
Однако, в отношении высокопрочного стального листа, имеющего высокую прочность (например, предел прочности 980 МПа или более), гальванизированный горячим погружением стальной лист, проявляющий достаточный эффект, может быть неизвестен.
Уровень техники
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0003]
[Патентный Документ 1] JP-A (Японская нерассмотренная патентная публикация; KOKAI) № 4-211887
[Патентный Документ 2] JP-A № 2010-65273
[Патентный Документ 3] JP-A № 2011-17046
[Патентный Документ 4] JP-A № 10-306360
[Патентный Документ 5] JP-A № 2006-97102
[Патентный Документ 6] JP-A № 6-93402
[Патентный Документ 7] JP-A № 2006-307302
[Патентный Документ 8] JP-A № 2000-144362
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ЗАДАЧА, РЕШАЕМАЯ ИЗОБРЕТЕНИЕМ
[0004] Цель настоящего изобретения состоит в создании гальванизированного горячим погружением стального листа, включающего, в качестве основного материала, высокопрочный стальной лист, имеющий высокую прочность (например, предел прочности 980 МПа или более), который представляет собой высокопрочный гальванизированный горячим погружением стальной лист, который способен эффективно подавлять растрескивание или разрушение, и имеет превосходную формуемость.
СРЕДСТВА РЕШЕНИЯ ЗАДАЧИ
[0005] В результате обстоятельного исследования авторы настоящего изобретения нашли, что благодаря тому, что интерметаллическое соединение, состоящее главным образом из Fe, Al и Zn, осаждают до толщины в предварительно заданном диапазоне на поверхности раздела между образованным горячей гальванизацией погружением слоем и базовым стальным листом, и, кроме того, величины Ra и RSm в поверхности стального листа после удаления образованного горячей гальванизацией погружением слоя регулируют так, чтобы они были в предварительно заданном диапазоне, может быть улучшена формуемость, в то же время с подавлением растрескивания или разрушения стального листа во время интенсивной обработки.
Таким образом, настоящее изобретение относится к высокопрочному, обработанному легированием гальванизированному горячим погружением стальному листу, который имеет превосходную формуемость. Настоящее изобретение может предусматривать, например, следующие варианты осуществления.
[0006]
[1] Гальванизированный горячим погружением стальной лист, который представляет собой стальной лист, включающий, в % по массе,
С: от 0,10 до 0,4%,
Si: от 0,01 до 0,5%,
Mn: от 1,0 до 3,0%,
О: 0,006% или менее,
Р: 0,04% или менее,
S: 0,01% или менее,
Al: от 0,1 до 3,0%, и
N: 0,01% или менее, с остальным количеством, состоящим из Fe и неизбежных загрязняющих примесей,
в котором структура стального листа дополнительно включает, в единицах объемной доли, 40% или более совокупного содержания бейнита и мартенсита, от 8 до 60% остаточного аустенита, и менее 40% феррита, с остальным количеством из неизбежной структуры, и поверхность стального листа подвергают обработке горячей гальванизацией погружением с легированием, и
гальванизированный горячим погружением стальной лист имеет слой интерметаллического соединения, состоящего из Fe, Al, Zn и неизбежных загрязняющих примесей, на поверхности раздела между образованным горячей гальванизацией погружением слоем и базовым стальным листом, причем средняя толщина интерметаллического соединения составляет от 0,1 до 2 мкм или менее, и размер кристаллического зерна интерметаллического соединения составляет от 0,01 или более до 1 мкм или менее, и
среднее арифметическое величины Ra шероховатости поверхности базового стального листа после удаления образованного горячей гальванизацией погружением слоя составляет от 0,1 или более до 2,0 мкм или менее, и средняя длина RSm элемента линии уровня в кривой шероховатости составляет от 5 или более до 300 мкм или менее.
[2] Гальванизированный горячим погружением стальной лист согласно пункту [1], в котором стальной лист дополнительно включает один элемент или два, или более элементов, в % по массе, из
Cr: от 0,05 до 1,0%,
Ni: от 0,05 до 1,0%,
Cu: от 0,05 до 1,0%,
Nb: от 0,005 до 0,3%,
Ti: от 0,005 до 0,3%,
V: от 0,005 до 0,5%,
В: от 0,0001 до 0,01%,
Са: от 0,0005 до 0,04%,
Mg: от 0,0005 до 0,04%,
La: от 0,0005 до 0,04%,
Се: от 0,0005 до 0,04%, и
Y: от 0,0005 до 0,04%.
[3] Способ получения гальванизированного горячим погружением стального листа, включающий стадии, в которых:
нагревают стальной материал, включающий, в % по массе,
С: от 0,10 до 0,4%,
Si: от 0,01 до 0,5%,
Mn: от 1,0 до 3,0%,
О: 0,006% или менее,
Р: 0,04% или менее,
S: 0,01% или менее,
Al: от 0,1 до 3,0%, и
N: 0,01% или менее, с остальным количеством, состоящим из Fe и неизбежных загрязняющих примесей, при температуре от 1100 до 1300°С, и затем подвергают стальной лист обработке горячей прокаткой при температуре конечной прокатки соответственно температуре Ar3 или более;
наматывают горячекатаный стальной лист в рулон при температуре намотки 700°С или менее, и затем проводят холодную прокатку стального листа;
проводят отжиг холоднокатаного стального листа при максимальной температуре нагрева от 750 до 900°С;
охлаждают отожженный стальной лист до температуры для погружения в ванну покрытия со скоростью охлаждения от 3 до 200°С/сек в диапазоне от 500 до 750°С, и затем выдерживают стальной лист при температуре от 350 до 500°С в течение времени от 10 до 1000 секунд;
выполняют нанесение покрытия погружением стального листа в ванну для горячей гальванизации погружением, имеющую концентрацию WAl алюминия (Al) и концентрацию WFe железа (Fe), удовлетворяющие, в % по массе, нижеследующим выражениям (1) и (2), при температуре стального листа, варьирующей, при погружении в ванну покрытия, от температуры на 40°С ниже, чем температура ванны для горячей гальванизации погружением, до температуры на 50°С выше, чем температура ванны для горячей гальванизации погружением, в атмосфере азота, имеющей содержание азота 95% об. или более, в которой значение логарифма log(PH2O/PH2), который представляет соотношение между парциальным давлением РН2 водорода и парциальным давлением РН2О водяного пара, составляет от -5 до -2:
0,01≤WFe≤0,05 (1)
0,07≤(WAl-WFe)≤0,30 (2),
причем на поверхности валка выходной клети стана при холодной прокатке среднее арифметическое величины Ra шероховатости составляет от 0,1 или более до 8,0 мкм или менее, и средняя длина RSm элемента линии уровня в кривой шероховатости составляет от 5 или более до 1200 мкм или менее,
причем Ar3=901-325×С+33×Si-92×(Mn+Ni/2+Cr/2+Cu/2+Mo/2), в которой С, Si, Mn, Ni, Cr, Cu и Mo обозначают уровни содержания (% по массе) соответствующих компонентов, и принимают значение «0», когда компонент не содержится.
[4] Способ получения высокопрочного гальванизированного горячим погружением стального листа согласно пункту [3], в котором на поверхности валка на одной стадии перед выходной клетью стана при холодной прокатке среднее арифметическое величины Ra шероховатости составляет от 0,1 или более до 8,0 мкм или менее, и средняя длина RSm элемента линии уровня в кривой шероховатости составляет от 5 или более до 1200 мкм или менее.
РЕЗУЛЬТАТ ИЗОБРЕТЕНИЯ
[0007] Настоящим изобретением может быть создан гальванизированный горячим погружением стальной лист, который имеет превосходную формуемость. Изготовление высокопрочного гальванизированного горячим погружением стального листа согласно настоящему изобретению может быть относительно простым и может выполняться стабильно. Поэтому высокопрочный гальванизированный горячим погружением стальной лист может быть оптимально применимым, в частности, в качестве стального листа для автомобилей согласно тенденции недавних лет к достижению снижения веса. В результате промышленная ценность его может быть весьма высокой.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0008]
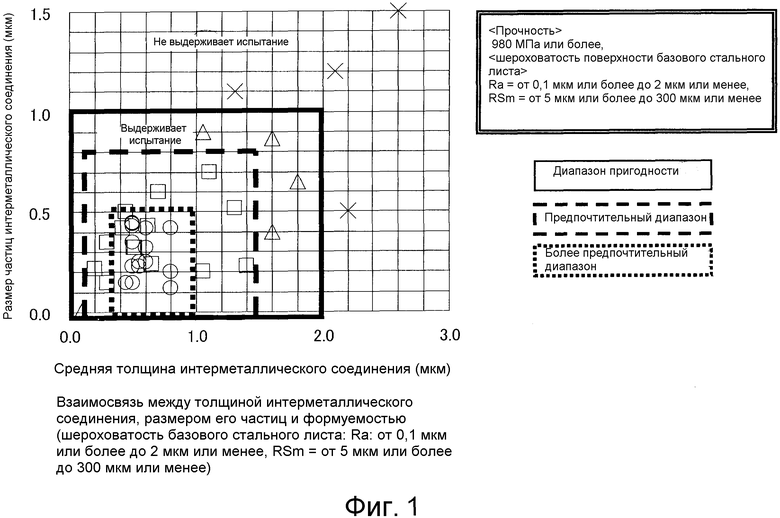
Фиг. 1 представляет график, показывающий взаимосвязь между толщиной и размером частиц интерметаллического соединения, и формуемостью. На фигуре участки А, В, С и D схемы представляют результаты оценки относительно описываемой позже формуемости; все участки из А, В и С показывают Примеры, где формуемость соответствует заданной, и D показывает Сравнительные Примеры, где формуемость является недостаточной.
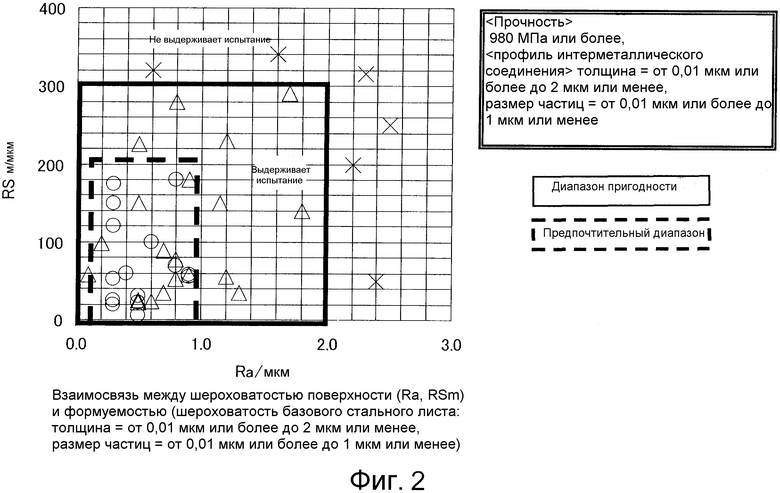
Фиг. 2 представляет график, показывающий взаимосвязь между шероховатостью базового стального листа и формуемостью. В фигуре участки А, В, С и D схемы представляют результаты оценки относительно описываемой позже формуемости; все участки из А, В и С показывают Примеры, где формуемость соответствует заданной, и D показывает Сравнительные Примеры, где формуемость является недостаточной.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0009] Ниже последовательно описано настоящее изобретение.
Сначала описаны обоснования ограничения компонентов. В этой связи «%» означает «% по массе».
[0010]
С:
углерод (С) может быть элементом, способным повышать прочность стального листа. Однако если его содержание составляет менее 0,1%, может быть затруднительным достижение как предела прочности 980 МПа или более, так и обрабатываемости. С другой стороны, если содержание превышает 0,40%, едва может быть обеспечена пригодность к точечной сварке. По этой причине содержание устанавливают на величину от 0,1 до 0,40% или менее. Содержание С предпочтительно может быть от 0,12 до 0,3, более предпочтительно от 0,13 до 0,28%.
[0011]
Si:
кремний (Si) может быть легирующим (или упрочняющим) элементом и может быть эффективным в повышении прочности стального листа. Кроме того, этот элемент может подавлять образование выделившихся фаз цементита, и, в свою очередь, содействовать стабилизации остаточного аустенита, и поэтому его добавление может быть необходимым. Если его содержание составляет менее 0,01%, эффект повышения прочности может быть малым. С другой стороны, если содержание превышает 0,5%, может снижаться обрабатываемость. По этой причине содержание Si регулируют на величину от 0,01 до 0,5%, Содержание Si предпочтительно может составлять от 0,05 до 0,45%, более предпочтительно от 0,15 до 0,42%.
[0012]
Mn:
марганец (Mn) может быть легирующим элементом и может быть эффективным в повышении прочности стального листа. Однако если его содержание составляет менее 1,0%, может быть затруднительным получение предела прочности 980 МПа или более. С другой стороны, если содержание является высоким, может стимулироваться совместная ликвация с Р или S, приводя к значительному ухудшению обрабатываемости, и поэтому верхний предел задается на уровне 3,0%. По этой причине содержание Mn регулируют на величину от 1,0 до 3,0%. Содержание Mn предпочтительно может быть от 2,0 до 2,7%, более предпочтительно от 2,03 до 2,6%.
[0013]
О:
кислород (О) может образовывать оксид и ухудшать относительное удлинение, изгибаемость или пригодность к раздаче отверстия, и поэтому добавляемое количество этого элемента должно поддерживаться низким. Помимо всего прочего, оксид часто может существовать в виде включения, и когда оксид присутствует в поверхности кромки перфорации или кромки среза, на концевой поверхности может формироваться зазубренный дефект или крупная раковина, обусловливая концентрацию напряжений во время раздачи отверстия или интенсивной обработки и создавая начало трещины, что приводит к значительному ухудшение пригодности к раздаче отверстия или изгибаемости. Если содержание О превышает 0,006%, вышеописанная тенденция может быть весьма заметной, и поэтому содержание О задается с верхним пределом 0,006% или менее. То есть, количество О как загрязняющей примеси ограничивают уровнем 0,006% или менее. Содержание О предпочтительно может составлять 0,004% или менее, более предпочтительно 0,003% или менее. С другой стороны, содержание О ниже 0,0001% может быть экономически нецелесообразным вследствие того, что обусловливает чрезмерное возрастание стоимости, и поэтому это значение по существу может представлять нижний предел.
[0014]
Р:
фосфор (Р) может проявлять склонность к ликвации в центральной части листа по толщине стального листа и приводить к охрупчиванию участка сварного шва. Если его содержание превышает 0,04%, может возникать значительное охрупчивание сварного шва, а также снижается формуемость. Поэтому задают надлежащий диапазон содержания 0,04% или менее. То есть, количество Р как загрязняющей примеси ограничивают уровнем 0,04% или менее. Содержание Р предпочтительно может составлять 0,03% или менее, более предпочтительно 0,025% или менее. Нижний предел содержания Р может не быть конкретно заданным, но содержание менее 0,0001% может быть экономически невыгодным, и поэтому это значение предпочтительно устанавливают как нижний предел.
[0015]
S:
сера (S) может оказывать вредное влияние на свариваемость и технологичность во время литья и горячей прокатки. По этой причине верхний предел ее содержания регулируют на 0,01% или менее. То есть, количество S как загрязняющей примеси ограничивают величиной 0,01% или менее. Содержание S предпочтительно может составлять 0,006% или менее, более предпочтительно 0,005% или менее. Нижний предел содержания S может не быть конкретно заданным, но содержание менее 0,0001% может быть экономически нецелесообразным, и тем самым это значение предпочтительно может быть установлено в качестве нижнего предела. В дополнение, поскольку S может связываться с Mn с образованием крупнозернистого MnS и ухудшать формуемость, такую как изгибаемость или пригодность к раздаче отверстия, содержание этого элемента следует регулировать настолько низким, насколько возможно.
[0016]
Al:
алюминий (Al) может стимулировать формирование феррита для повышения пластичности, и поэтому может быть добавлен. Этот элемент также может быть использован в качестве раскислителя. Если его содержание составляет менее 0,1%, эффект от добавления элемента может быть недостаточным. С другой стороны, чрезмерное добавление его может вести к увеличению числа крупных включений на основе Al и приводить к ухудшению пригодности к раздаче отверстия или вызывать поверхностный дефект. По этой причине верхний предел содержания Al регулируют на 3,0%. Содержание Al предпочтительно может составлять от 0,2 до 1,5%, более предпочтительно от 0,3 до 1,0%.
[0017]
N:
азот (N) может образовывать крупнозернистый нитрид, ухудшая изгибаемость или пригодность к раздаче отверстия, и поэтому добавляемое количество его должно поддерживаться на низком уровне. Если содержание N превышает 0,01%, вышеуказанная тенденция может быть весьма заметной, и поэтому диапазон содержания N регулируют на 0,01% или менее. Содержание N предпочтительно может составлять 0,007% или менее, более предпочтительно 0,005% или менее. По соображениям сокращения формирования газовых раковин во время сварки содержание N может быть более низким. Хотя эффекты согласно настоящему изобретению могут быть достигнуты без конкретного задания нижнего предела, содержание N менее 0,0005% может обусловливать резкое повышение производственных затрат, и тем самым это значение по существу может представлять собой нижний предел.
[0018]
Cr:
хром (Cr) может быть легирующим элементом, и в то же время может быть важным для повышения закаливаемости. Однако если его содержание составляет менее 0,05%, эти эффекты могут быть не получены, и поэтому нижний предел задают на уровне 0,05%. Напротив, содержание этого элемента свыше 1,0% может оказывать вредное влияние на технологичность во время изготовления и горячей прокатки, и поэтому верхний предел задают на уровне 1,0%. Содержание Cr предпочтительно может составлять 0,6% или менее, более предпочтительно 0,5% или менее.
[0019]
Ni:
никель (Ni) может быть легирующим элементом, и в то же время может быть важным для повышения закаливаемости. В дополнение, этот элемент может повышать смачивающую способность расплавленного металла или содействовать взаимодействию, и поэтому может быть добавлен. Однако если его содержание составляет менее 0,05%, эти эффекты могут быть не получены, и поэтому нижний предел задают на уровне 0,05%. Напротив, содержание этого элемента свыше 1,0% может оказывать вредное влияние на технологичность во время изготовления и горячей прокатки, и поэтому верхний предел задают на уровне 1,0%. Содержание Ni предпочтительно может составлять 0,7% или менее, более предпочтительно 0,6% или менее.
[0020]
Cu:
медь (Cu) может быть легирующим элементом, и в то же время может быть важной для повышения закаливаемости. В дополнение, этот элемент может повышать смачивающую способность расплавленного металла или содействовать взаимодействию, и поэтому может быть добавлен. Однако если ее содержание составляет менее 0,05%, эти эффекты могут быть не получены, и поэтому нижний предел задают на уровне 0,05%. Напротив, содержание этого элемента свыше 1,0% может оказывать вредное влияние на технологичность во время изготовления и горячей прокатки, и поэтому верхний предел задают на уровне 1,0%. Содержание Cu предпочтительно может составлять 0,6% или менее, более предпочтительно 0,5% или менее.
[0021]
Nb:
ниобий (Nb) может быть легирующим элементом и может содействовать повышению прочности стального листа в результате дисперсионного упрочнения, упрочнения измельчением структуры, обусловленного подавлением роста ферритного кристаллического зерна, и дислокационного упрочнения, которое обеспечивается подавлением рекристаллизации. Если добавленное количество его составляет менее 0,005%, эти эффекты могут быть не получены, и поэтому нижний предел задают на уровне 0,005%. Если этот элемент содержится в количестве свыше 0,3%, может увеличиваться количество выделивших фаз карбонитридов, ухудшающих формуемость, и поэтому верхний предел задают величиной 0,3%. Содержание Nb предпочтительно может составлять 0,25% или менее, более предпочтительно 0,20% или менее.
[0022]
Ti:
титан (Ti) может быть легирующим элементом и может содействовать повышению прочности стального листа в результате дисперсионного упрочнения, упрочнения измельчением структуры, обусловленного подавлением роста ферритного кристаллического зерна, и дислокационного упрочнения, которое обеспечивается подавлением рекристаллизации. Если добавленное количество его составляет менее 0,005%, эти эффекты могут быть не получены, и поэтому нижний предел задают на уровне 0,005%. Если этот элемент содержится в количестве свыше 0,3%, может увеличиваться количество выделивших фаз карбонитридов, ухудшающих формуемость, и поэтому верхний предел задают на уровне 0,3%. Содержание Ti предпочтительно может составлять 0,25% или менее, более предпочтительно 0,20% или менее.
[0023]
V:
ванадий (V) может быть легирующим элементом и может содействовать повышению прочности стального листа в результате дисперсионного упрочнения, упрочнения измельчением структуры, обусловленного подавлением роста ферритного кристаллического зерна, и дислокационного упрочнения, которое обеспечивается подавлением рекристаллизации. Если добавленное количество его составляет менее 0,005%, эти эффекты могут быть не получены, и поэтому нижний предел задают на уровне 0,005%. Если этот элемент содержится в количестве свыше 0,5%, может увеличиваться количество выделивших фаз карбонитридов, ухудшающих формуемость, и поэтому верхний предел задают на уровне 0,5%. Содержание V предпочтительно может составлять 0,45% или менее, более предпочтительно 0,3% или менее.
[0024] Добавление бора (В) в количестве 0,0001% или более может быть эффективным в зернограничном упрочнении или повышении прочности стального материала, но если добавленное количество превышает 0,01%, то не только эффект может насыщаться, но и может снижаться технологичность во время горячей прокатки, и поэтому верхний предел задают на уровне 0,01%.
[0025] Один элемент или два, или более элементов, выбранных из Са, Mg и REM, могут быть добавлены в совокупном количестве от 0,0005 до 0,04%. Са, Mg и REM могут быть элементом, используемым для раскисления, и может быть предпочтительным содержание одного элемента или двух, или более элементов из них в совокупном количестве 0,0005% или более. Здесь REM означает редкоземельный металл. Однако, если совокупное содержание Са, Mg и REM превышает 0,04%, это может вызывать ухудшение обрабатываемости при формовании. По этой причине совокупное содержание устанавливают на величину от 0,0005 до 0,04%.
Между прочим, в настоящем изобретении REM во многих случаях может быть добавлен в форме мишметалла, и может иметь место ситуация, в которой, в дополнение к La и Се, содержится комбинация элементов лантаноидного ряда. Даже когда такие элементы лантаноидного ряда, иные, нежели La и Се, содержатся в качестве неизбежных загрязняющих примесей, могут проявляться эффекты согласно настоящему изобретению. В этой связи эффекты согласно настоящему изобретению также могут проявляться, даже когда добавлены металлические La и Се.
[0026] Ниже может быть описана структура стального материала.
В стальном листе согласно настоящему изобретению общее содержание бейнита и мартенсита должно составлять 40% или более. Бейнит и мартенсит могут быть необходимыми для обеспечения относительного удлинения и прочности. Нижний предел их общего процентного содержания регулируют на 40%, поскольку если объемная доля общего содержания составляет менее 40%, их действие оказывается недостаточным.
[0027] Стальной лист согласно настоящему изобретению должен содержать, в единицах объемной доли, от 8 до 60% остаточного аустенита. При наличии остаточного аустенита повышение прочности и дополнительное улучшение пластичности могут быть достигнуты в одно и то же время. Если объемная доля составляет менее 8%, вышеуказанный эффект едва может быть получен, и поэтому нижний предел задают на уровне 8% или более. Верхний предел задают величиной 60% или менее, так как если его объемная доля превышает 60%, объемная доля бейнита и мартенсита может быть меньше 40%, и достаточные относительное удлинение и прочность могут быть не достигнуты. Объемная доля остаточного аустенита (γ) предпочтительно может быть от 9 до 40%, более предпочтительно от 10 до 30%.
[0028] Содержание феррита должно быть менее 40%. Феррит может повышать пластичность, но если содержание составляет 40% или более, прочность не может быть обеспечена. В качестве формы феррита может быть введен игольчатый феррит, иной, нежели полигональный феррит.
[0029] Кроме того, неизбежная структура остального количества, как используемая в настоящем изобретении, обозначает перлитную структуру.
[0030] Что касается вышеописанных фаз микроструктуры, феррита, мартенсита, бейнита, аустенита, перлита и остальной структуры, идентификация, обследование существующего положения и измерение доли площади могут быть выполнены с использованием реагента «Нитал» и реагента, представленного в патентном документе JP-A № 59-219473, для травления стального листа в сечении по направлению прокатки, или в сечении по направлению перпендикулярно направлению прокатки, и проведения количественного определения путем обследования с помощью оптического микроскопа с 1000-кратным увеличением и сканирующего и просвечивающего электронных микроскопов с увеличением от 1000 до 100000 раз. После обследования в 20 или более полях зрения для каждого, доля площади каждой структуры может быть определена методом подсчета точек или анализом изображений.
[0031] Ниже может быть описано строение образованного горячей гальванизацией погружением слоя.
В гальванизированном горячим погружением стальном листе согласно настоящему изобретению на поверхности раздела между образованным горячей гальванизацией погружением слоем и нижележащим базовым стальным листом присутствует интерметаллическое соединение, состоящее из Fe, Al, Zn и неизбежных загрязняющих примесей, со средней толщиной от 0,1 до 2 мкм. Кроме того, размер кристаллического зерна интерметаллического соединения составляет от 0,01 до 1 мкм, среднее арифметическое величины шероховатости Ra поверхности базового стального листа после удаления образованного горячей гальванизацией погружением слоя составляет от 0,1 до 2,0 мкм, и средняя длина RSm элемента линии уровня в кривой шероховатости составляет от 5 до 300 мкм.
[0032] Интерметаллическое соединение, состоящее из Fe, Al, Zn и неизбежных загрязняющих примесей, может быть необходимым для подавления растрескивания базового стального листа. Обоснование этого не обязательно может быть ясным, но, насколько известно авторам настоящего изобретения, можно предполагать, что интерметаллическое соединение растрескивается с дроблением на мелкие частицы во время обработки изгибанием, и тем самым действует как фактор предотвращения концентрации напряжений на трескающемся участке базового стального листа.
Как показано на Фиг. 1, если толщина интерметаллического соединения составляет менее 0,1 мкм, действие соединения может быть незначительным, тогда как если толщина превышает 2 мкм, само интерметаллическое соединение может не растрескиваться на мелкие частицы и может создавать локальную трещину, делая невозможным устранение концентрации напряжений. По этой причине толщина интерметаллического соединения составляет от 0,1 до 2 мкм. Толщина предпочтительно может быть от 0,2 до 1,5 мкм, более предпочтительно от 0,4 до 1 мкм.
Кроме того, как подобным образом видно из Фиг. 1, средний размер кристаллического зерна интерметаллического соединения должен составлять от 0,01 до 1 мкм. Если средний размер кристаллического зерна превышает 1 мкм, интерметаллическое соединение может не сформировать мелкую трещину, но может образовать локальное раскалывание, и на этом участке может легко возникнуть концентрация напряжений. Размер зерна предпочтительно может быть более мелким, но если размер зерна составляет менее 0,01 мкм, то не только эффект соединения может стать насыщенным, но и может повыситься нагрузка на производственное оборудование, чтобы обеспечить толщину 0,1 мкм или более. По этой причине средний размер кристаллического зерна интерметаллического соединения составляет от 0,01 до 1 мкм. Средний размер кристаллического зерна предпочтительно может быть от 0,01 до 0,8 мкм, более предпочтительно от 0,01 до 0,5 мкм.
[0033] Способ измерения толщины интерметаллического соединения может включать разнообразные методы, и предусматривает, например, «Метод микроскопического обследования поперечного сечения» (Японский промышленный стандарт JIS H 8501). Он может представлять собой метод, где поперечное сечение образца заливают смолой, полируют, и затем, если желательно, протравливают травильным реагентом, и отполированную поверхность анализируют с помощью оптического микроскопа, сканирующего электронного микроскопа (SEM), электронно-зондового микроанализатора (EPMA), или тому подобного, для определения толщины.
В настоящем изобретении образец заливали смолой Technovit 4002 (производства фирмы Maruto Instrument Co., Ltd.), полировали шлифовальными бумагами (стандарт JIS R 6001) № 240, № 320, № 400, № 600, № 800 и № 1000, в этом порядке, и участок отполированной поверхности, соответствующий плакирующему слою до глубины 5 мкм базового стального листа, обследуют с помощью EPMA анализом профиля линий вдоль направления перпендикулярно поверхности раздела между слоем покрытия и базовым стальным листом, чтобы тем самым определить толщину.
В этой связи толщина интерметаллического соединения, как применяемая здесь, может означать величину, полученную определением толщины интерметаллического соединения в слое покрытия на 10 произвольных участках, отстоящих друг от друга на 1 мкм или более, и усреднением величин определенной толщины интерметаллического соединения. Состав и структура интерметаллического соединения могут отличаться от состава и структуры ζ-фазы (FeZn13), δ1-фазы (FeZn7), Γ1-фазы (Fe5Zn21) и Γ-фазы (Fe3Zn10), которые представляют собой фазу Fe, Zn и Fe-Zn-сплава. Поэтому интерметаллическое соединение может быть идентифицировано анализом с использованием EPMA, методом рентгеновской дифракции (XRD), с помощью просвечивающего электронного микроскопа (TEM), или тому подобного.
В настоящем изобретении тип каждой фазы сплава идентифицировали TEM-анализом (таким же анализом, какой описан, например, авторами Hong, M.N., и Saka, H., в докладе Proc. 4th Intern. Conf. on Zn and Zn Alloy Coated Steel Sheet, Galvatech'98 (Материалы 4-ой Международной конференции «Galvatech'98» по стальному листу с покрытием из Zn и цинкового сплава), стр. 248, 1998; и авторами Kato, T., Hong, M.N., Nunome, K., Sasaki, K., Kuroda, K., и Saka, H., Thin Solid Films, том 319, стр. 132, 1998). В отношении подробностей метода анализа с помощью ТЕМ, при желании можно обратиться к этим публикациям.
[0034] Размер кристаллического зерна интерметаллического соединения может быть измерен разнообразными методами, но в настоящем изобретении размер кристаллического зерна может быть измерен следующим способом. Сначала может быть отобран образец гальванизированного погружением стального листа согласно настоящему изобретению в дымящую азотную кислоту для растворения и удаления образованного горячей гальванизацией погружением слоя. Время, в течение которого погружают стальной лист, может варьировать в зависимости от толщины слоя покрытия, но в результате реакции коррозионного разрушения слоя покрытия во время растворения может образовываться пузырек, и образование пузырька может прекратиться, когда растворение завершается. Поэтому погружение может быть прекращено при исчезновении пузырька. Поскольку интерметаллическое соединение может с трудом растворяться в дымящей азотной кислоте, размер кристаллического зерна оставшегося интерметаллического соединения может быть измерен после растворения и удаления слоя покрытия обследованием поверхности образца с помощью SEM при 50000-кратном увеличении. Однако размер кристаллического зерна интерметаллического соединения, как применяемый здесь, может означать среднее значение диаметров, полученных определением диаметра кристаллического зерна (когда кристаллическое зерно является многоугольным зерном, диаметра круга при допущении минимальной окружности, заключающей в себе кристаллическое зерно) на 10 произвольных кристаллических зернах интерметаллического соединения в поле зрения при SEM-наблюдении.
[0035] Кроме того, поверхность базового стального листа после удаления образованного горячей гальванизацией погружением слоя должна иметь определенную степень шероховатости. Обоснование этого может состоять в том, что когда поверхность базового стального листа является практически гладкой, якорный эффект сцепления интерметаллического соединения с поверхностью базового стального листа может быть недостаточным, и интерметаллическое соединение может легко отделяться во время обработки, устраняя возможность любого предотвращения растрескивания базового стального листа. Этот эффект может быть обеспечен, когда, как показано в Фиг. 2, среднее арифметическое величины шероховатости Ra поверхности базового стального листа составляет 0,1 мкм или более. С другой стороны, если значение Ra превышает 2 мкм, неровности, наоборот, могут создавать участок, на котором концентрируются напряжения, в результате чего может легко возникать трещина. По этой причине значение Ra составляет от 0,1 до 2,0 мкм. Величина Ra предпочтительно может быть от 0,2 до 1,0 мкм.
[0036] В настоящем изобретении средняя длина RSm элемента линии уровня в кривой шероховатости должна находиться в определенном диапазоне. Как показано в Фиг. 2, если значение RSm превышает 300 мкм, поверхность может становиться почти гладкой, и якорный эффект может быть недостаточным. Значение RSm предпочтительно может быть меньшим, но если оно составляет менее 5 мкм, его эффект может становиться насыщенным и может обусловливать бесполезное повышение производственных расходов. По этой причине значение RSm составляет от 5 до 300 мкм. Величина RSm предпочтительно может быть от 10 до 200 мкм.
[0037] Кстати, значения Ra и RSm, как используемые здесь, могут означать среднее арифметическое величины шероховатости и среднюю длину элемента кривой шероховатости, соответственно, которые регламентированы в стандарте JIS В 0601.
При измерении слой покрытия может быть удален обработкой гальванизированного горячим погружением стального листа содержащей ингибитор соляной кислотой для обнажения поверхности базового стального листа, и затем может быть измерена шероховатость поверхности стального листа. Например, в настоящем изобретении гальванизированный горячим погружением стальной лист погружали в раствор, приготовленный добавлением 0,02% средства IBIT 700A (производства фирмы Asahi Chemical Co., Ltd.) в качестве ингибитора к водному 5%-ному раствору соляной кислоты, с помощью которого может быть обнажена поверхность базового стального листа.
Время, в течение которого погружают стальной лист, может варьировать в зависимости от толщины слоя покрытия, но в результате реакции коррозионного разрушения слоя покрытия во время растворения может образовываться пузырек, и образование пузырька может прекратиться, когда растворение завершается. Поэтому погружение может быть прекращено при исчезновении пузырька. Поскольку поверхность базового стального листа может с трудом растворяться вследствие действия ингибитора, образец с обнаженной поверхностью базового стального листа может быть получен вышеуказанным способом. Затем поверхность измеряли для определения величин Ra и RSm с помощью прибора Handy Surf E-40A (производства фирмы Tokyo Seimitsu Co., Ltd.) в условиях длины оценки 4 мм и значении отсечки 0,8 мм.
[0038] Ниже может быть описан способ получения высокопрочного гальванизированного горячим погружением стального листа с превосходной формуемостью согласно настоящему изобретению. В настоящем изобретении способ получения, предшествующий горячей прокатке, может не быть конкретно ограниченным. А именно, после выплавки в доменной печи, в электрической печи или тому подобной, может быть выполнено вторичное рафинирование разнообразных типов, и после этого может быть выполнено литье в условиях обычного непрерывного литья, методом литья слитка, литья тонкого сляба или другими способами. В случае непрерывного литья сталь может быть однократно охлаждена до низкой температуры, опять нагрета и затем подвергнута горячей прокатке, или же отлитый сляб может быть подвергнут горячей прокатке в непрерывном процессе. В качестве исходного материала может быть использован скрап.
[0039] Эффекты согласно настоящему изобретению могут быть достигнуты без конкретного указания температуры нагрева горячекатаного сляба. Однако чрезмерно высокая температура нагрева может не быть предпочтительной с экономической точки зрения, и поэтому верхний предел температуры нагрева предпочтительно может быть менее 1300°С. Кроме того, если температура нагрева чрезмерно низка, температуру чистовой прокатки едва ли можно контролировать на уровне температуры Ar3 или более, и поэтому нижний предел температуры предпочтительно может составлять 1100°С.
[0040] Если температура конечной прокатки приходится на двухфазную область из аустенита + феррита, может усилиться структурная неоднородность стального листа, ухудшая формуемость после отжига. По этой причине температура конечной прокатки предпочтительно может составлять температуру Ar3 или более. Между прочим, температуру Ar3 можно рассчитать согласно следующей формуле:
Ar3=901-325×С+33×Si-92×(Mn+Ni/2+Cr/2+Cu/2+Mo/2)
[0041] Охлаждение после прокатки может не быть конкретно заданным, и эффекты согласно настоящему изобретению могут быть получены, даже когда используют режим охлаждения для выполнения регулирования структуры, согласующийся с соответственными целями.
[0042] Температура намотки в рулон должна составлять 700°С или менее. Если температура намотки в рулон превышает 700°С, то в горячекатаной структуре не только может быть обусловлено присутствие крупнозернистой ферритной или перлитной структуры, приводящее к невозможности сохранения остаточного аустенита в количестве, попадающем в диапазон согласно настоящему изобретению, и, в свою очередь, получения базового стального листа в области согласно настоящему изобретению, но и неоднородность структуры после отжига может проявлять тенденцию к усилению, приводя к повышению анизотропии материала в конечном продукте. В настоящем изобретении может быть предпочтительным усиление баланса прочности-пластичности тем, что структуру после отжига делают мелкозернистой. Кроме того, температура намотки, превышающая 700°С, может не быть предпочтительной потому, что толщина оксида, образующегося на поверхности стального листа, может быть чрезмерно увеличенной, и тем самым может быть неудовлетворительным результат декапирования. Хотя эффекты согласно настоящему изобретению могут проявляться без конкретного задания нижнего предела, намотка при температуре не более, чем комнатная температура, может быть технически затруднительной, и поэтому эта температура по существу может представлять собой нижний предел. Между прочим, при горячей прокатке чистовая прокатка может выполняться в непрерывном режиме при соединении друг с другом подвергнутых черновой прокатке листов. Кроме того, лист после черновой прокатки может быть однократно намотан в рулон.
[0043] Стальной лист после горячей прокатки может быть обычным путем подвергнут обработке для удаления окалины на поверхности с помощью обработки декапированием. Декапирование может быть выполнено однократно, или декапирование может быть проведено многократными обработками.
[0044] Горячекатаный стальной лист после декапирования обычно может быть подвергнут холодной прокатке. Степень обжатия при прокатке предпочтительно может составлять от 40 до 80%. Если степень обжатия при прокатке составляет менее 40%, форма едва ли может быть сохранена плоской, или пластичность конечного продукта может стать плохой. С другой стороны, в случае холодной прокатки со степенью обжатия при прокатке, превышающей 80%, может быть чрезмерно высокой нагрузка на валки при холодной прокатке, и холодная прокатка может становиться затруднительной. Эффекты согласно настоящему изобретению могут проявляться без конкретного указания числа проходов прокатки и степени обжатия при каждом проходе прокатки. Однако поверхность стального листа после холодной прокатки должна быть в состоянии, где среднее арифметическое величины шероховатости Ra составляет от 0,1 до 2,0 мкм, и средняя длина RSm элемента линии уровня в кривой шероховатости составляет от 5 до 300 мкм. Для создания этого состояния поверхность валков выходной клети стана холодной прокатки предпочтительно может быть обработана таким образом, чтобы среднее арифметическое величины шероховатости Ra становилось от 0,1 до 8,0 мкм, и средняя длина RSm элемента линии уровня в кривой шероховатости становилась от 5 до 1200 мкм. Может быть более предпочтительным, что валок в одной ступени перед выходной клетью стана также обрабатывают, чтобы он имел Ra и RSm в тех же диапазонах.
[0045] В настоящем изобретении холоднокатаный стальной лист может быть обычным путем подвергнут отжигу и плакированию в технологической линии непрерывного отжига и плакирования. Хотя эффекты согласно настоящему изобретению могут проявляться без конкретного задания скорости нагрева во время пропускания через технологическую линию, скорость нагрева менее 0,5°С/сек может не быть предпочтительной, поскольку может в значительной мере снизиться производительность. С другой стороны, скорость нагрева, превышающая 100°С/сек, может приводить к избыточным капиталовложениям, и не может быть предпочтительной по экономическим соображениям.
[0046] В настоящем изобретении максимальная температура нагрева (температура отжига) должна составлять от 750 до 900°С. Если максимальная температура нагрева составляет менее 750°С, может занимать слишком много времени переход карбида, сформированного во время горячей прокатки, опять в состояние твердого раствора, и карбид или часть его может оставаться, в результате чего едва ли может быть обеспечена прочность на уровне 980 МПа или более, делая невозможным получение базового стального листа в пределах области согласно настоящему изобретению. По этой причине нижний предел максимальной температуры нагрева может составлять 750°С. С другой стороны, чрезмерно высокая температура нагрева может не только приводить к возрастанию расходов и быть нецелесообразной с экономической точки зрения, но также может создавать такую проблему, как ухудшение формы листа во время пропускания листа через технологическую линию при высокой температуре, или сокращение срока службы валков. По этой причине верхний предел максимальной температуры нагрева может составлять 900°С.
[0047] Продолжительность термической обработки в этом температурном диапазоне может не быть конкретно ограниченной, но для достижения растворения карбида может быть предпочтительной термическая обработка в течение 10 секунд или более. С другой стороны, если продолжительность термической обработки превышает 600 секунд, это может приводить к возрастанию затрат, и поэтому такая продолжительность термической обработки не может быть предпочтительной с экономической точки зрения. Кроме того, при термической обработке может быть предусмотрено изотермическое выдерживание при максимальной температуре нагрева, и эффекты согласно настоящему изобретению могут проявляться, даже когда выполняют градиентный нагрев, и после достижения максимальной температуры нагрева немедленно начинают охлаждение.
[0048] После завершения отжига стальной лист может быть обычным путем охлажден до температуры, пригодной для погружения в ванну покрытия. Средняя скорость охлаждения от максимальной температуры нагрева до 750°С предпочтительно может составлять от 0,1 до 200°С/сек. Скорость охлаждения менее 0,1°С/сек может не быть предпочтительной, поскольку может значительно снизиться производительность. Чрезмерное повышение скорости охлаждения может проводить к возрастанию производственных расходов, и поэтому верхний предел предпочтительно может быть 200°С/сек.
[0049] В настоящем изобретении скорость охлаждения в диапазоне температур от 500 до 750°С должна составлять от 3 до 200°С/сек. Если скорость охлаждения является слишком низкой, аустенит в процессе охлаждения может превращаться в перлитную структуру, и едва ли может быть обеспечена объемная доля аустенита на уровне 8% или более. По этой причине нижний предел может составлять 3°С/сек или более. Даже если скорость охлаждения повышается, проблемы в отношении качества стали могут не возникать, но чрезмерное повышение скорости охлаждения может приводить к росту стоимости производства, и поэтому верхний предел предпочтительно может составлять 200°С/сек. Способ охлаждения может представлять собой любой процесс из охлаждения валков, охлаждения воздухом, охлаждения водой и их комбинации.
[0050] После этого в настоящем изобретении стальной лист может быть выдержан при температуре от 350 до 500°С в течение времени от 10 до 1000 секунд, для стимулирования бейнитного превращения и стабилизации остаточного аустенита. Верхний предел температуры выдерживания может быть установлен на 500°С, поскольку бейнитное превращение может происходить при температуре не выше этой. Между прочим, если стальной лист выдерживают при температуре менее 350°С, бейнитное превращение может занять длительное время, и, в свою очередь, может потребоваться чрезмерно крупногабаритное оборудование, приводя к ухудшению производительности. По этой причине температура выдерживания должна составлять от 350 до 500°С. Нижний предел может быть установлен на 10 секунд, поскольку выдерживание в течение менее 10 секунд может оказаться недостаточным для полноты протекания бейнитного превращения, делая невозможным стабилизацию остаточного аустенита и получение превосходной формуемости. С другой стороны, выдерживание в течение свыше 1000 секунд может обусловливать снижение производительности, и не может быть предпочтительным. Кстати, выдерживание может предусматривать не только изотермическое выдерживание, но может включать постепенное охлаждение или нагрев в этом температурном диапазоне.
[0051] Температура листа при погружении в ванну покрытия предпочтительно может составлять величину от температуры на 40°С ниже, чем температура ванны для горячей гальванизации погружением, до температуры на 50°С выше, чем температура ванны для горячей гальванизации погружением. Если температура листа при погружении в ванну составляет менее, чем (температура ванны для горячей гальванизации погружением - 40)°С, то не только может быть значительным отведение тепла при погружении и поступлении в ванну покрытия, вызывающее частичное затвердевание расплавленного цинка с ухудшением внешнего вида слоя покрытия, но также менее надежно образуется интерметаллическое соединение, которое является существенным признаком настоящего изобретения. По этой причине нижний предел регулируют на величину (температура ванны для горячей гальванизации погружением - 40)°С. Однако, даже когда температура листа перед погружением составляет ниже, чем (температура ванны для горячей гальванизации погружением - 40)°С, стальной лист может быть дополнительно нагрет перед погружением в ванну покрытия до температуры листа на уровне (температура ванны для горячей гальванизации погружением - 40)°С или более, и затем погружен в ванну для горячей гальванизации погружением. С другой стороны, если температура перед погружением в ванну покрытия превышает величину (температура ванны для горячей гальванизации погружением + 50)°С, это может вызывать технологическую проблему, наряду с повышением температуры в ванне покрытия. Предпочтительный диапазон может иметь нижний предел на уровне (температура ванны для горячей гальванизации погружением - 20)°С и верхний предел на уровне (температура ванны для горячей гальванизации погружением + 30)°С, и более предпочтительный диапазон может иметь нижний предел на уровне (температура ванны для горячей гальванизации погружением - 10)°С и верхний предел на уровне (температура ванны для горячей гальванизации погружением + 20)°С.
[0052] В дополнение к чистому цинку, в ванну покрытия должен быть добавлен Al. Благодаря добавлению Al может быть сформировано интерметаллическое соединение, состоящее из Fe, Al и Zn, которое является существенным признаком настоящего изобретения. Кстати, ванна покрытия может содержать Fe, Al, Mg, Mn, Si, Cr и тому подобные, в дополнение к чистому цинку.
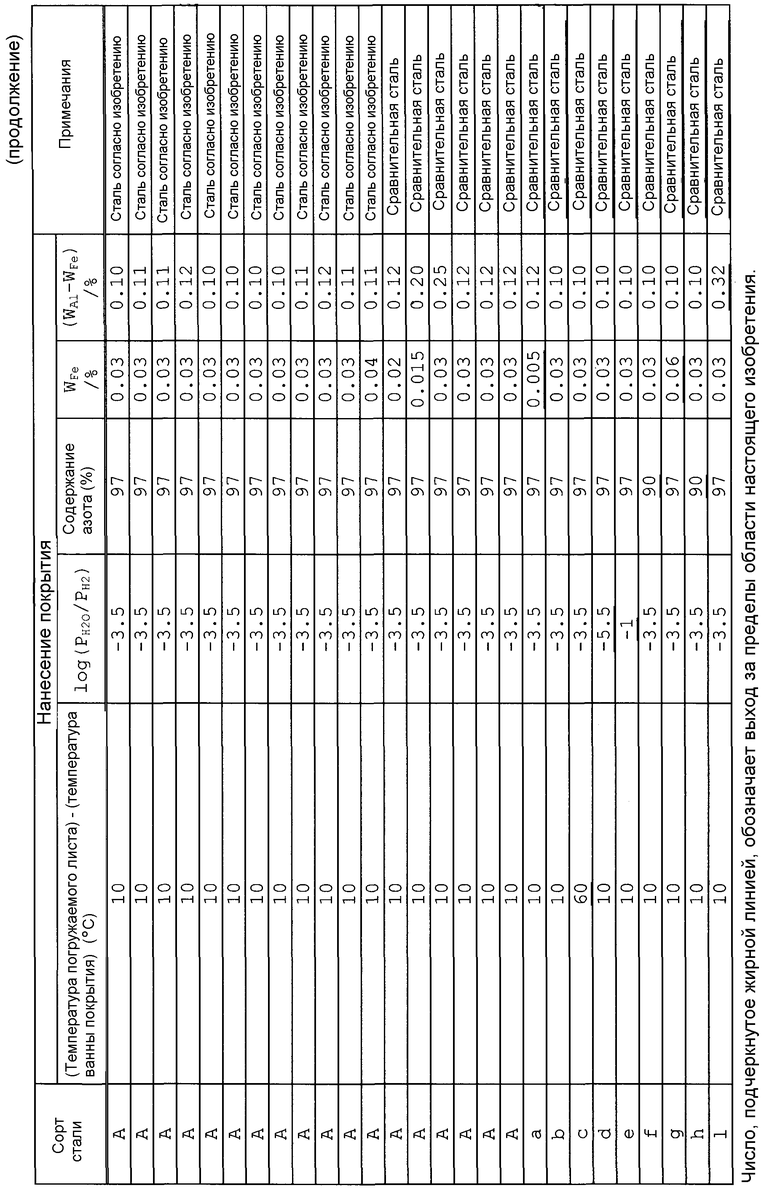
[0053] Атмосфера во время погружения стального листа в ванну покрытия представляет собой азотную атмосферу, имеющую содержание азота 95% по объему или более, в которой значение логарифма log(PH2O/PH2), который представляет соотношение между парциальным давлением РН2 водорода и парциальным давлением РН2О водяного пара, составляет от -5 до -2. Если значение log(PH2O/PH2) составляет менее -5, это может не быть предпочтительным с экономической точки зрения, и, в дополнение, реакционная способность поверхности стального листа или поверхности плакирующей ванны может повышаться, обусловливая образование толстого и хрупкого слоя Fe-Zn-сплава, и адгезия покрытия во время обработки может быть плохой. С другой стороны, если значение log(PH2O/PH2) превышает -2, на поверхности ванны покрытия может образовываться оксид цинка, подавляя формирование интерметаллического соединения, состоящего из Fe, Al и Zn, которое может быть недостаточным, и в результате этого не только не может быть получено покрытие в пределах области согласно настоящему изобретению, но и покрытие может не иметь сцепления со стальным листом, приводя к непокрытию. Если содержание азота составляет менее 95% по объему, то доля водяного пара и водорода в атмосфере может быть повышенной, что может не быть предпочтительным по соображениям рентабельности и безопасности. Повышение содержания водорода в атмосфере может вызывать охрупчивание стального листа и снижение пластичности, и не является предпочтительным. Атмосфера во время погружения стального листа в ванну покрытия, как используемая здесь, может означать атмосферу в печи по меньшей мере за 10 секунд или более до погружения в ванну покрытия, в расчете на время, за которое стальной лист погружается в ванну покрытия, и может означать всю атмосферу в целом в период времени максимально от отжига до погружения в ванну покрытия в технологической линии непрерывного отжига и нанесения покрытия.
[0054] Чтобы контролировать свойства слоя покрытия, ванна для горячей гальванизации погружением представляет собой ванну покрытия, имеющую концентрацию WAl алюминия (Al) и концентрацию WFe железа (Fe), удовлетворяющие, в % по массе, следующим выражениям (1) и (2):
0,01≤WFe≤0,05 (1)
0,07≤(WAl-WFe)≤0,30 (2)
Если значение WFe составляет менее 0,01, на поверхности раздела между слоем покрытия и стальным листом может образовываться толстый слой хрупкого Zn-Fe-сплава, и адгезия покрытия во время обработки может быть плохой. Если значение WFe превышает 0,05, то может формироваться толстый слой интерметаллического соединения, состоящего из Fe, Al и Zn, и возможно образование трещины в самом интерметаллическом соединении, и, в дополнение, в ванне покрытия может образовываться верхний слой окалины из Fe2Al5, вызывающий вдавленную отметину или непокрытый участок, вследствие чего ухудшается внешний вид после нанесения покрытия.
Обоснование того, почему значение (WAl - WFe) регулируют на величину от 0,07 или более до 0,30 или менее, состоит в том, что если (WAl - WFe) составляет менее 0,07, на поверхности раздела между слоем покрытия и стальным листом может образовываться толстый слой хрупкого Zn-Fe-сплава, и адгезия покрытия во время обработки может быть плохой. С другой стороны, если значение(WAl - WFe) превышает 0,30, может формироваться толстый слой интерметаллического соединения, состоящего из Fe, Al и Zn, и возможно образование трещины в самом интерметаллическом соединении.
[0055] Материал высокопрочного гальванизированного горячим погружением стального листа с превосходной формуемостью согласно настоящему изобретению в принципе может быть изготовлен в стадиях обычной выплавки железа, включающих рафинирование, выплавку стали, литье, горячую прокатку и холодную прокатку, но эффекты согласно настоящему изобретению могут быть получены даже с материалом, изготовленным с частичным или полным исключением этих стадий, пока могут удовлетворяться условия согласно настоящему изобретению.
ПРИМЕРЫ
[0056] Ниже настоящее изобретение описано более подробно.
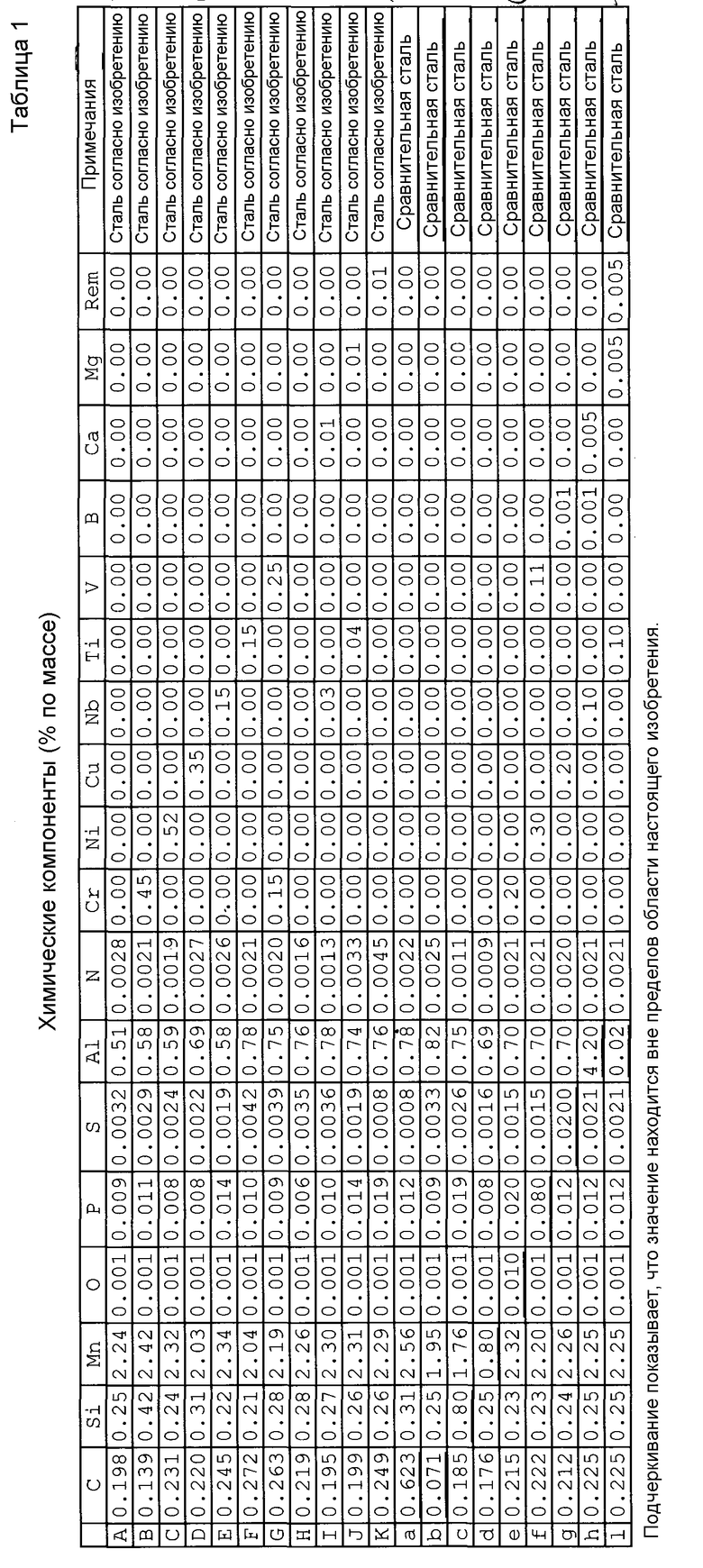
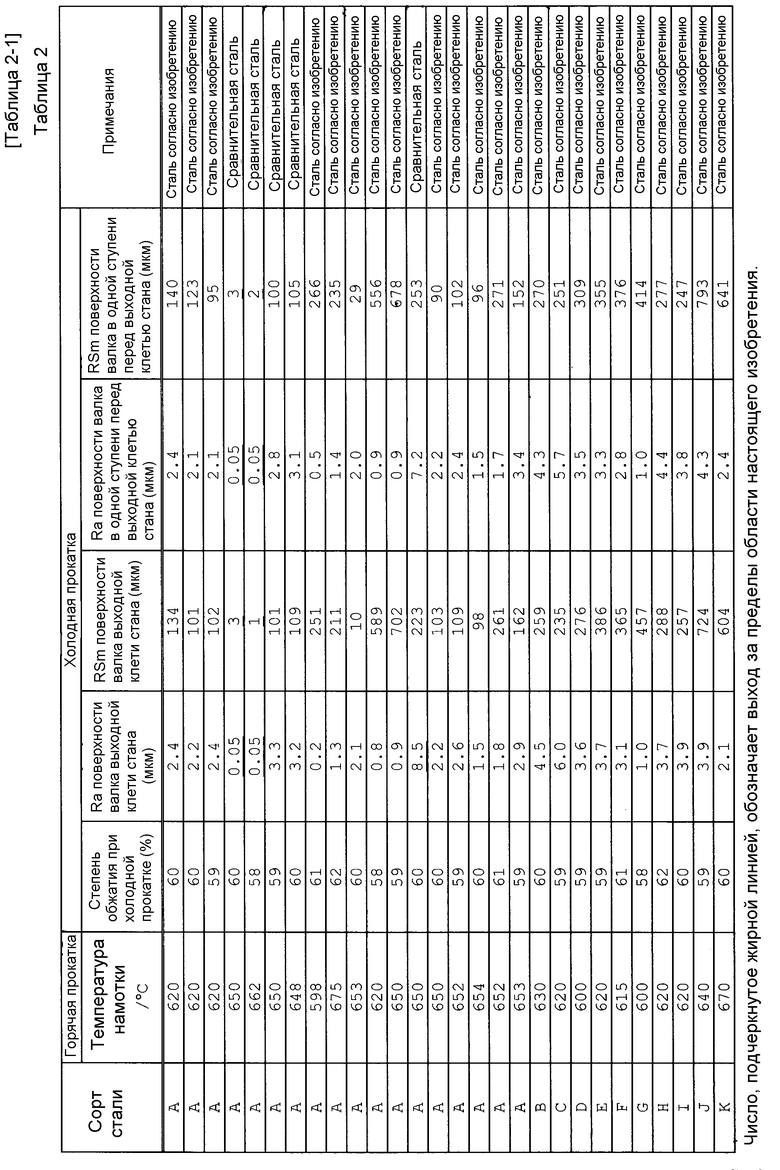
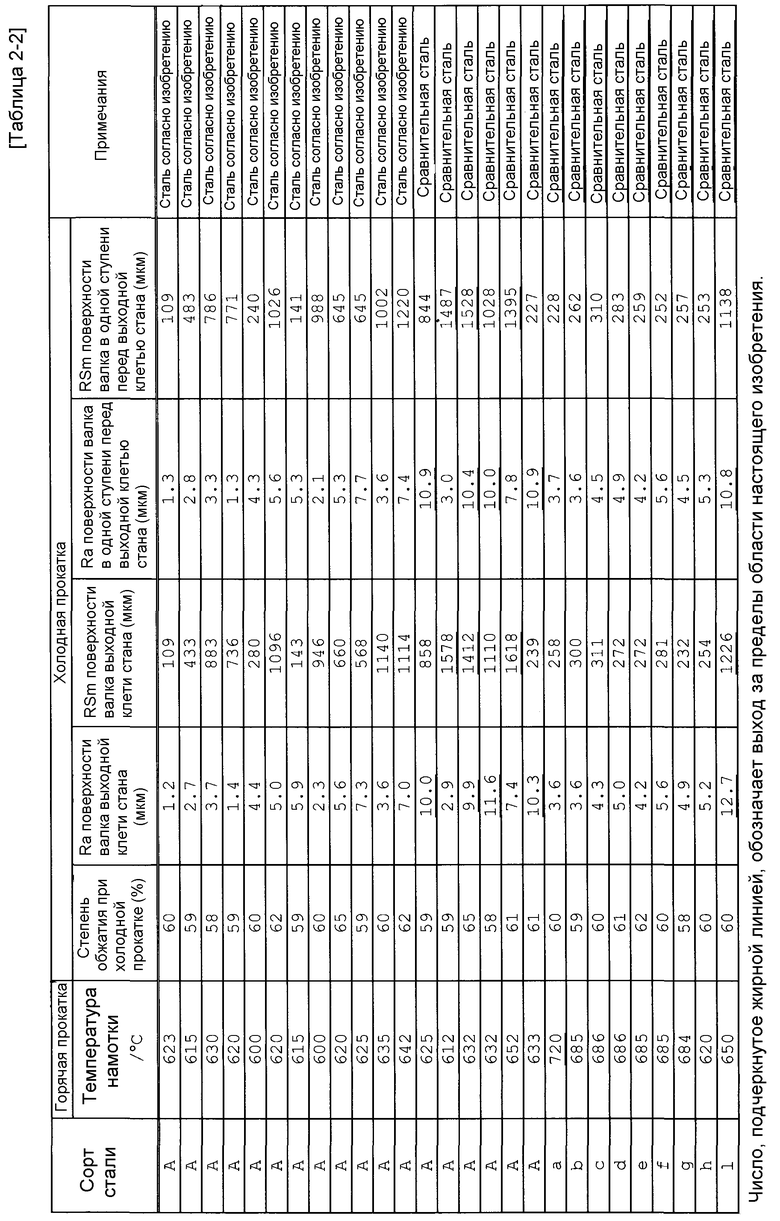
Сляб, имеющий показанные в Таблице 1 компоненты, нагревали при температуре 1200°С, охлаждали водой в зоне водяного охлаждения, и затем наматывали в рулон при температуре, показанной в Таблице 2. Толщину горячекатаного листа регулировали на величину, находящуюся в диапазоне от 2 до 4,5 мм.
Горячекатаный лист подвергали декапированию и затем холодной прокатке для получения листа с толщиной 1,2 мм после холодной прокатки, в результате чего получили холоднокатаный лист. Нижеследующая Таблица 2 показывает значения Ra и RSm поверхности валка в выходной клети стана, поверхности валка, который находится непосредственно перед выходной клетью, которые используются в этой операции.
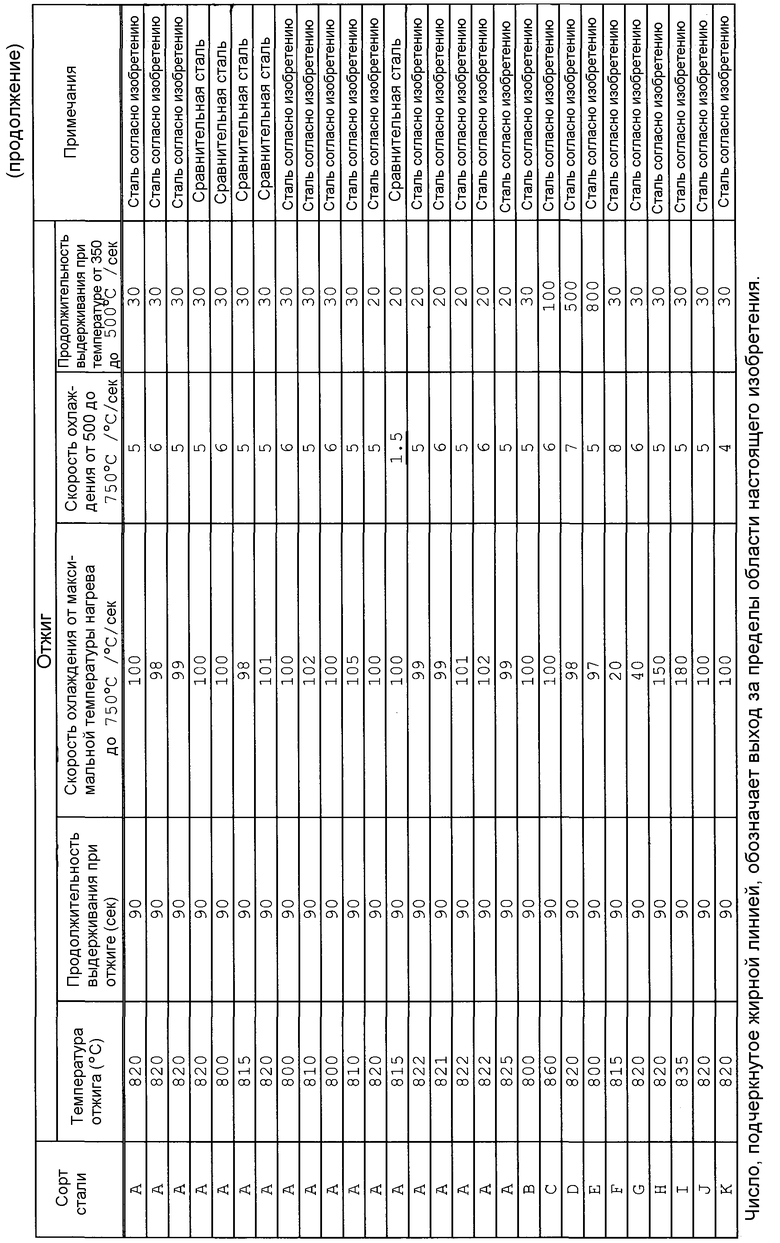
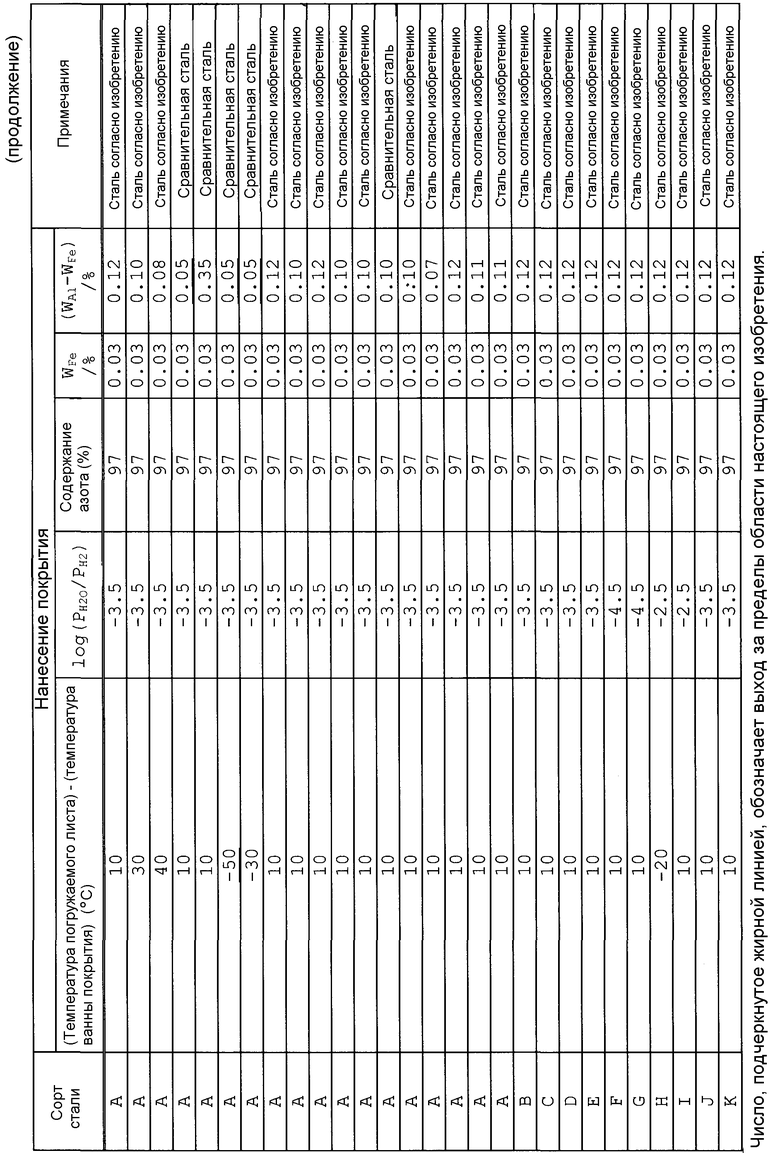
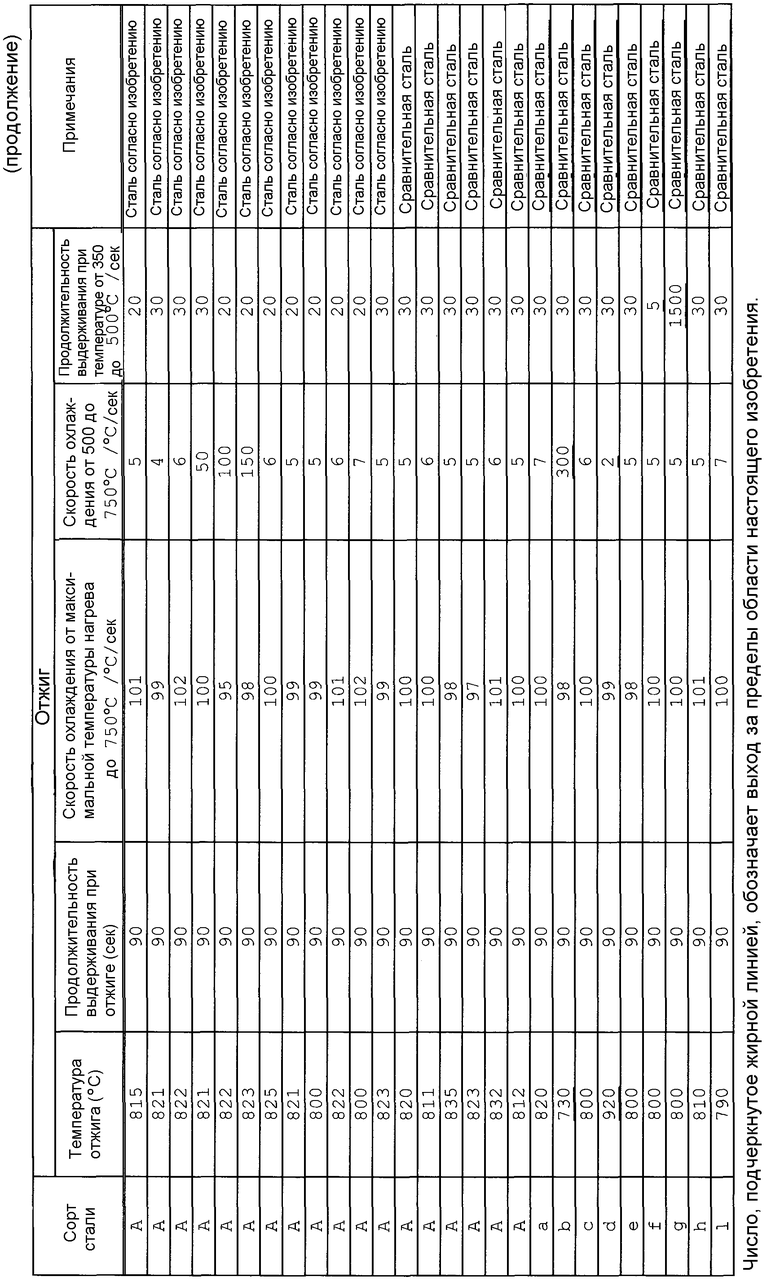
После этого холоднокатаный лист подвергали термической обработке и обработке для горячей гальванизации погружением в условиях, показанных в Таблице 2, в технологической линии непрерывной горячей гальванизации погружением с легированием, и стальной лист охлаждали со скоростью охлаждения, показанной в Таблице 2 от температуры отжига до температуры в диапазоне от 500 до 750°С, затем выдерживали при температуре от 350 до 500°С в течение времени от 5 до 300 секунд, погружали в ванну для цинкования, с регулированием в предварительно заданных условиях, и затем охлаждали до комнатной температуры. Наконец, полученный стальной лист подвергали дрессировке со степенью обжатия при прокатке 0,4%. В это время удельный вес покрытия был отрегулирован на величину около 45 г/м2 на обеих сторонах.
[0057]
[0058]
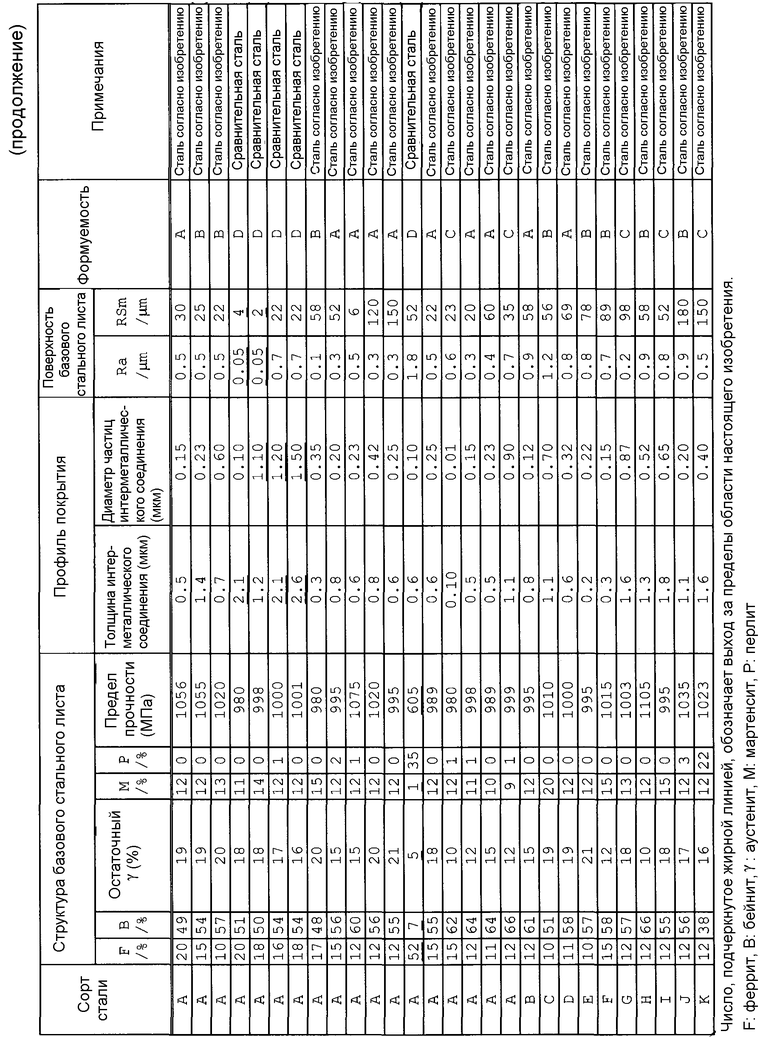
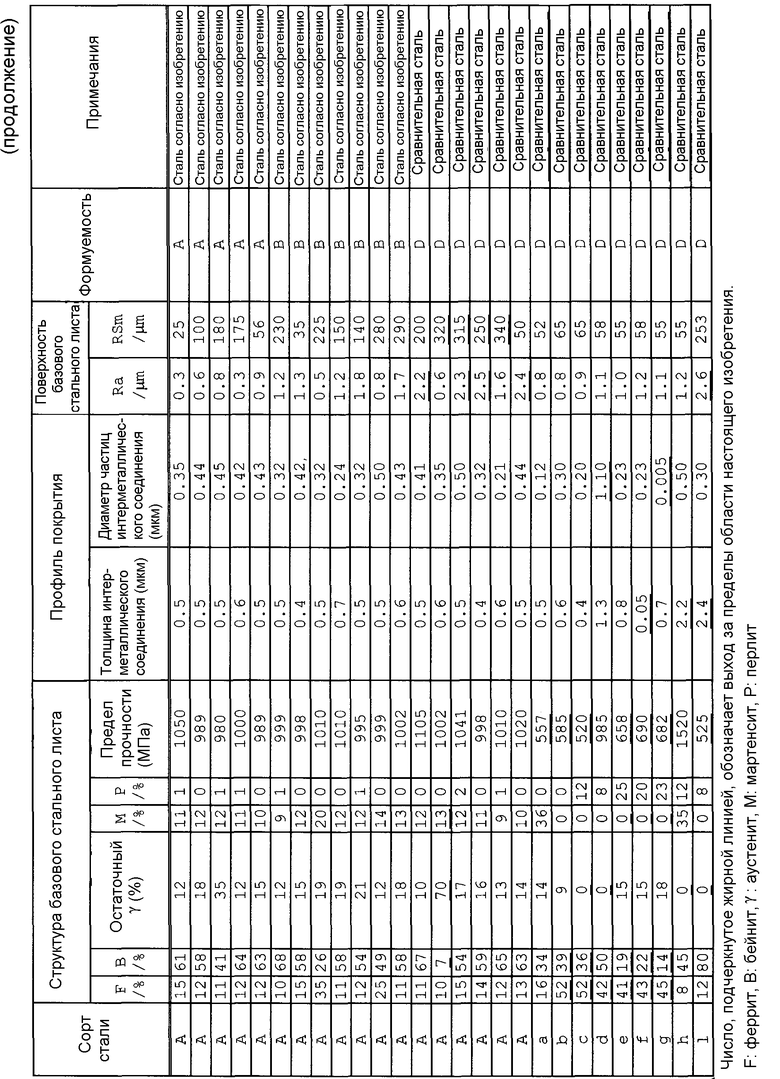
[0059] В испытании на растяжение испытательный образец JIS № 5 отобрали по направлениям, перпендикулярному и параллельному направлению прокатки листа толщиной 1,2 мм, и оценивали механические свойства при растяжении. Из полученного значения относительного удлинения рассчитали разность (ΔEl) между относительным удлинением (L-El), когда испытание на растяжение выполняли по направлению параллельно направлению прокатки, и относительного удлинения (C-El), когда испытание на растяжение проводили по направлению перпендикулярно направлению прокатки. В каждом образце испытание на растяжение выполняли на 5 листах и с определением средней величины значений, предел прочности (TS) рассчитали из среднего значения. Между прочим, в отношении стального листа, имеющего большую анизотропию материала, значение относительного удлинения склонно варьировать.
Что касается формуемости, то образец с размером 40×100 мм, вырезанный из стального листа в произвольном положении в произвольном направлении, изогнули под углом 120° (радиус изгиба R=3 мм), участок с размером 200 мкм × 200 мкм на поверхности выпуклой стороны изогнутой части обследовали с помощью сканирующего электронного микроскопа в 10 местах, отличающихся друг от друга, и провели оценку согласно следующим критериям подсчетом, по 10 участкам, числа мест, где наблюдалось растрескивание. «А», «В» и «С» относились к Примерам, и «D» представлял Сравнительный Пример.
А: Растрескивание на 0 участках (выдерживает испытание)
В: Растрескивание на 1-2 участках (выдерживает испытание)
С: Растрескивание на 3-5 участках (выдерживает испытание)
D: Растрескивание на 6-10 участках (не выдерживает испытание)
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0060] Согласно настоящему изобретению, может быть создан высокопрочный гальванизированный горячим погружением стальной лист с превосходной формуемостью. Изготовление высокопрочного гальванизированного горячим погружением стального листа согласно настоящему изобретению может быть относительно простым и может выполняться стабильно. Поэтому высокопрочный гальванизированный горячим погружением стальной лист согласно настоящему изобретению может быть оптимальным, в частности, в качестве стального листа для автомобилей с поставленной в недавние годы целью снижения веса, и его промышленная ценность может быть весьма высокой.
Изобретение относится к металлургии. Гальванизированный горячим погружением стальной лист содержит в мас.%: С 0,10-0,4, Si 0,01-0,5, Mn 1,0-3,0, О 0,006 или менее, Р 0,04 или менее, S 0,01 или менее, Al 0,1-3,0, N 0,01 или менее, Fe и неизбежные загрязняющие примеси - остальное. Структура стального листа включает, об.%: бейнит и мартенсит 40 или более, остаточный аустенит 8-60, феррит менее 40, неизбежная структура остальное. Стальной лист имеет слой из интерметаллического соединения, состоящего из Fe, Al, Zn и неизбежных загрязняющих примесей, на поверхности раздела между образованным горячей гальванизацией погружением слоем и базовым стальным листом. Средняя толщина интерметаллического соединения составляет от 0,1 до 2 мкм или менее. Размер кристаллического зерна интерметаллического соединения составляет от 0,01 или более до 1 мкм или менее. Среднее арифметическое величины Ra шероховатости поверхности базового стального листа после удаления образованного горячей гальванизацией погружением слоя составляет от 0,1 или более до 2,0 мкм или менее, а средняя длина RSm элемента линии уровня в кривой шероховатости составляет от 5 или более до 300 мкм или менее. Обеспечивается исключение растрескивания и разрушения стального листа при обработке. 2 н. и 2 з.п. ф-лы, 3 табл.
1. Гальванизированный горячим погружением стальной лист, содержащий в мас.%:
при этом структура стального листа включает, об.%: бейнит и мартенсит 40 или более, остаточный аустенит 8-60, феррит менее 40, неизбежная структура остальное, при этом он имеет слой из интерметаллического соединения, состоящего из Fe, Al, Zn и неизбежных загрязняющих примесей на поверхности раздела между образованным горячей гальванизацией погружением слоем и базовым стальным листом, причем средняя толщина интерметаллического соединения составляет от 0,1 до 2 мкм или менее, а размер кристаллического зерна интерметаллического соединения составляет от 0,01 или более до 1 мкм или менее, среднее арифметическое величины Ra шероховатости поверхности базового стального листа после удаления образованного горячей гальванизацией погружением слоя составляет от 0,1 до 2,0 мкм, средняя длина RSm элемента линии уровня в кривой шероховатости составляет от 5 до 300 мкм.
2. Стальной лист по п. 1, в котором стальной лист дополнительно включает один, два или более элементов, в мас.%, выбранных из группы, включающей:
3. Способ получения гальванизированного горячим погружением стального листа, включающий нагрев стального материала, содержащего в мас.%:
до температуры от 1100 до 1300°С, горячую прокатку при температуре чистовой прокатки, соответствующей температуре Ar3 или более, намотку горячекатаного стального листа в рулон при температуре намотки 700°С или менее, холодную прокатку стального листа, отжиг холоднокатаного стального листа при максимальной температуре нагрева от 750 до 900°С, охлаждение отожженного стального листа до температуры погружения в ванну покрытия со скоростью охлаждения от 3 до 200°С/сек в диапазоне от 500 до 750°С, выдержку стального листа при температуре от 350 до 500°С в течение времени от 10 до 1000 секунд, нанесение покрытия погружением стального листа в ванну для горячей гальванизации, имеющую концентрацию WAl алюминия (Al) и концентрацию WFe железа (Fe), удовлетворяющие, в мас.%, следующим выражениям 0,01≤WFe≤0,05 и 0,07≤(WAl-WFe)≤0,30, при температуре стального листа, варьирующей, при погружении в ванну покрытия, от температуры на 40°С ниже, чем температура ванны для горячей гальванизации погружением, до температуры на 50°С выше, чем температура ванны для горячей гальванизации погружением, в атмосфере с содержанием азота 95 об.% или более, в которой значение логарифма log(PH2O/PH2), представляющего соотношение между парциальным давлением РН2 водорода и парциальным давлением РН2О водяного пара, составляет от -5 до -2, при этом на поверхности валка выходной клети стана при холодной прокатке среднее арифметическое величины Ra шероховатости составляет от 0,1 или более до 8,0 мкм или менее и средняя длина RSm элемента линии уровня в кривой шероховатости составляет от 5 или более до 1200 мкм или менее, причем Ar3=901-325×С+33×Si-92×(Mn+Ni/2+Cr/2+Cu/2+Mo/2), в которой С, Si, Mn, Ni, Cr, Cu и Mo обозначают уровни содержания (по мас.%) соответствующих компонентов и принимают значение «0», когда компонент не содержится.
4. Способ по п. 3, в котором на поверхности валка в одной ступени перед выходной клетью стана при холодной прокатке среднее арифметическое величины Ra шероховатости составляет от 0,1 или более до 8,0 мкм или менее и средняя длина RSm элемента линии уровня в кривой шероховатости составляет от 5 или более до 1200 мкм или менее.
| JP 2007211279 A, 23.08.2007;RU 2258762 C2, 20.08.2005;JP 2007231373 A, 13.09.2007;JP 2008127637 A, 05.06.2008 |

