Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к формованному горячей штамповкой изделию, которое представляет собой компонент, отформованный и закаленный в одно и то же время при формовании горячим прессованием, и применяется главным образом для каркасного компонента, упрочняющего компонента, компонента шасси, или тому подобного в корпусе автомобиля, и к способу его изготовления.
Уровень техники
[0002] В недавние годы с целью снижения веса автомобиля, чтобы повысить эффективность использования топлива, предпринимались попытки уменьшить вес применяемого стального листа путем повышения прочности стального листа. Однако, когда прочность используемого стального листа возрастает, возникает проблема образования задира или растрескивания стального листа во время формования, или нестабильности размеров отформованного изделия вследствие явления упругого последействия.
[0003] В качестве технологии изготовления высокопрочного компонента существует способ, которым повышают прочность после формования прессованием, вместо прессования высокопрочного стального листа. Одним примером этого способа является формование горячей штамповкой. Формование горячей штамповкой представляет собой способ, в котором формуемый стальной лист нагревают заблаговременно для облегчения формования, и подвергают прессованию под давлением, поддерживая высокую температуру, как также описано в Патентных Документах 1 и 2. В качестве формуемого материала для этого выбирают закаливаемую марку стали, и более высокая прочность достигается в результате закалки за счет охлаждения после прессования. Благодаря этой процедуре прочность стального листа может быть повышена одновременно с формованием под давлением, без проведения отдельной стадии термической обработки для повышения прочности после формования под давлением.
[0004] Однако, поскольку формование горячей штамповкой представляет собой способ формования, в котором обрабатывают нагретый стальной лист, неизбежно происходит образование Fe-окалины вследствие окисления поверхности стального листа. Даже в случае, в котором стальной лист нагревают в неокислительной атмосфере, когда лист извлекают из нагревательной печи для формования под давлением, на поверхности образуется Fe-окалина вследствие воздействия воздуха. Кроме того, нагревание в такой неокислительной атмосфере является дорогостоящим.
[0005] В случае, когда на поверхности стального листа во время нагревания образуется Fe-окалина, Fe-окалина может отслаиваться во время прессования и прилипать к пресс-форме, так что возникает такая проблема, что может ухудшиться производительность прессования, или Fe-окалина может оставаться на изделии после прессования в ущерб внешнему виду. Кроме того, в случае, когда такая оксидная пленка остается, то, поскольку Fe-окалина на поверхности отформованного изделия имеет плохую адгезионную способность, когда на отформованном изделии выполняют конверсионную обработку или окрашивание без удаления окалины, будет возникать проблема прочности сцепления краски.
[0006] Поэтому Fe-окалину обычно удаляют применением пескоструйной обработки или дробеструйной обработки после горячей штамповки, и после этого проводят конверсионную обработку или окрашивание, как описано в Патентном Документе 3. Однако такая струйная обработка является трудоемкой и значительно снижает производительность горячей штамповки. Кроме того, в отформованном изделии может возникать деформация.
[0007] Между тем в Патентных Документах 4-6 была раскрыта технология, в которой горячую штамповку проводят на стальном листе с покрытием на основе цинка или стальном листе с алюминиевым покрытием, тем самым предотвращая образование Fe-окалины. Кроме того, технология предварительного формования в горячем прессе покрытого стального листа также представлена в Патентных Документах 7-10.
[0008] Кроме того, в Патентных Документах 11-12 описан способ получения стального листа с покрытием на основе цинка.
[0009] Патентный Документ 1: Японская Выложенная Патентная Заявка (JP-A) № Н07-116900
Патентный Документ 2: JP-A № 2002-102980
Патентный Документ 3: JP-A № 2003-2058
Патентный Документ 4: JP-A № 2000-38640
Патентный Документ 5: JP-A № 2001-353548
Патентный Документ 6: JP-A № 2003-126921
Патентный Документ 7: JP-A № 2011-202205
Патентный Документ 8: JP-A № 2012-233249
Патентный Документ 9: JP-A № 2005-74464
Патентный Документ 10: JP-A № 2003-126921
Патентный Документ 11: JP-A № Н04-191354
Патентный Документ 12: JP-A № 2012-17495
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Техническая проблема
[0010] Однако в случае, когда горячей штамповке подвергают покрытый алюминием стальной лист, в частности, стальной лист с алюминиевым покрытием, полученным способом горячего погружения, во время нагревания стального листа происходит встречная диффузия плакирующего слоя и материала стальной матрицы, и на поверхности раздела плакирующего покрытия образуется интерметаллическое соединение, такое как Fe-Al или Fe-Al-Si. Кроме того, на поверхности плакирующего слоя формируется пленка оксида алюминия. Пленка оксида алюминия ухудшает адгезионную способность краски, хотя не столь серьезно, как пленка оксида железа, и не может удовлетворять жестким требованиям в отношении высокой прочности сцепления краски, которая необходима для наружной панели автомобиля, компонента шасси, и т.д. Кроме того, затруднительно сформировать конверсионное покрытие, которое широко применяется в качестве поверхностной обработки перед покраской.
[0011] Между тем, в случае, когда горячей штамповке подвергают стальной лист с покрытием на основе цинка, в частности, полученный горячим погружным цинкованием стальной лист, во время нагревания стального листа в результате встречной диффузии плакирующего слоя и материала стальной матрицы
образуется Zn-Fe-интерметаллическое соединение или фаза твердого Fe-Zn-раствора, и на самой наружной поверхности формируется оксидная пленка на Zn-основе. Соединение, фаза или оксидная пленка не ухудшают адгезионную способность красочного слоя или пригодность к конверсионной обработке, в отличие от оксидной пленки на основе алюминия.
[0012] В недавние годы в качестве способа изготовления стального листа для горячей штамповки приобрела популярность технология, в которой стальной лист может быть быстро нагрет Джоулевым теплом или индукционным нагревом. В этом случае сумма времени повышения температуры и времени выдерживания в условиях горячей штамповки часто составляет менее 1 минуты. Когда в таких условиях подвергают горячей штамповке стальной лист с покрытием на основе цинка, мягкий плакирующий слой прилипает к пресс-форме, что требует частого проведения работ по техническому обслуживанию пресс-формы, и поэтому имел место недостаток в том, что ухудшалась производительность.
[0013] Одна цель изобретения состоит в преодолении вышеуказанных проблем и в создании формованного горячей штамповкой изделия, которое может быть изготовлено с высокой эффективностью без прилипания покрытия к пресс-форме, когда стальной лист с покрытием, нанесенным электролитической гальванизацией в расплаве, с малым удельным весом покрытия, подвергают горячей штамповке с использованием метода быстрого нагрева, такого как нагрев Джоулевым теплом или индукционный нагрев, и может обеспечивать благоприятную адгезионную способность краски без дополнительной обработки, такой как дробеструйная обработка после горячей штамповки, а также способа его изготовления.
Разрешение проблемы
[0014] Существенные признаки изобретения являются следующими.
[1] Формованное горячей штамповкой изделие, полученное горячей штамповкой электролитически гальванизированного стального листа, включающего в качестве компонентов стального листа, в мас.%:
С: от 0,10 до 0,35%,
Si: от 0,01 до 3,00%,
Al: от 0,01 до 3,00%,
Mn: от 1,0 до 3,5%,
Р: от 0,001 до 0,100%,
S: от 0,001 до 0,010%,
N: от 0,0005 до 0,0100%,
Ti: от 0,000 до 0,200%,
Nb: от 0,000 до 0,200%,
Mo: от 0,00 до 1,00%,
Cr: от 0,00 до 1,00%,
V: от 0,000 до 1,000%,
Ni: от 0,00 до 3,00%,
В: от 0,0000 до 0,0050%,
Са: от 0,0000 до 0,0050%, и
Mg: от 0,0000 до 0,0050%,
остальное Fe и примеси,
причем стальной лист является электролитически гальванизированным на каждой поверхности с удельным весом плакирующего покрытия не менее 5 г/м2 и менее 40 г/м2;
причем слой гальванического покрытия формованного горячей штамповкой изделия выполнен содержащим от 0 г/м2 до 15 г/м2 Zn-Fe-интерметаллического соединения и фазу твердого Fe-Zn-раствора в качестве остального количества, и
причем в слое гальванического покрытия формованного горячей штамповкой изделия от 1×10 частиц до 1×104 частиц дисперсного вещества со средним диаметром от 10 нм до 1 мкм присутствуют на 1 мм длины слоя гальванического покрытия.
[0015] [2] Формованное горячей штамповкой изделие согласно вышеуказанному пункту [1], в котором стальной лист содержит, в мас.%, один, два или более элементов из:
Ti: от 0,001 до 0,200%,
Nb: от 0,001 до 0,200%,
Mo: от 0,01 до 1,00%,
Cr: от 0,01 до 1,00%,
V: от 0,001 до 1,000%,
Ni: от 0,01 до 3,00%,
В: от 0,0002 до 0,0050%,
Са: от 0,0002 до 0,0050%, или
Mg: от 0,0002 до 0,0050%.
[0016] [3] Формованное горячей штамповкой изделие согласно вышеуказанным пунктам [1] или [2], в котором частицы дисперсного вещества представляют собой оксиды одного, или двух или более типов, содержащие один, два или более элементов из Si, Mn, Cr или Al.
[0017] [4] Формованное горячей штамповкой изделие согласно любому из вышеуказанных пунктов [1]-[3], в котором электролитически гальванизированный стальной лист представляет собой стальной лист, электролитически покрытый цинковым сплавом.
[0018] [5] Способ изготовления формованного горячей штамповкой изделия, в котором сталь, включающую в качестве компонентов, в мас.%:
С: от 0,10 до 0,35%,
Si: от 0,01 до 3,00%,
Al: от 0,01 до 3,00%,
Mn: от 1,0 до 3,5%,
Р: от 0,001 до 0,100%,
S: от 0,001 до 0,010%,
N: от 0,0005 до 0,0100%,
Ti: от 0,000 до 0,200%,
Nb: от 0,000 до 0,200%,
Mo: от 0,00 до 1,00%,
Cr: от 0,00 до 1,00%,
V: от 0,000 до 1,000%,
Ni: от 0,00 до 3,00%,
В: от 0,0000 до 0,0050%,
Са: от 0,0000 до 0,0050%, и
Mg: от 0,0000 до 0,0050%,
остальное Fe и примеси, подвергают обработке в стадии горячей прокатки, стадии декапирования, стадии холодной прокатки, стадии непрерывного отжига, стадии дрессировки, и стадии электролитической гальванизации, с образованием электролитически гальванизированного стального листа, и электролитически гальванизированный стальной лист подвергают обработке в стадии формования горячей штамповкой для изготовления формованного горячей штамповкой изделия;
причем в стадии непрерывного отжига стальной лист подвергают многократному изгибанию на угол изгиба от 90° до 220° четыре или более раз во время нагрева стального листа в атмосфере газа, содержащего водород от 0,1 об.% до 30 об.%, и Н2О соответственно точке росы от -70°С до -20°С, а также азот и примеси в качестве остального количества, при температуре листа в пределах диапазона от 350°С до 700°С,
причем в стадии электролитической гальванизации каждую поверхность стального листа подвергают электролитической гальванизации с образованием покрытия с удельным весом не менее 5 г/м2 и менее 40 г/м2, и
причем в стадии формования горячей штамповкой электролитически гальванизированный стальной лист нагревают со средней скоростью повышения температуры 50°С/сек или более до температуры в диапазоне от 700°С до 1100°С, проводят горячую штамповку в течение 1 минуты от начала повышения температуры, и после этого охлаждают до нормальной температуры.
[0019] [6] Способ изготовления формованного горячей штамповкой изделия согласно вышеуказанному пункту [5], в котором сталь включает, в мас.%, один или два или более элементов из:
Ti: от 0,001 до 0,200%,
Nb: от 0,001 до 0,200%,
Mo: от 0,01 до 1,00%,
Cr: от 0,01 до 1,00%,
V: от 0,001 до 1,000%,
Ni: от 0,01 до 3,00%,
В: от 0,0002 до 0,0050%,
Са: от 0,0002 до 0,0050%, и
Mg: от 0,0002 до 0,0050%.
Преимущественные эффекты изобретения
[0020] Согласно изобретению, могут быть созданы формованное горячей штамповкой изделие, которое может быть изготовлено с высокой эффективностью, не вызывая прилипания покрытия к пресс-форме, когда покрытый цинком стальной лист с малым удельным весом плакирующего покрытия подвергают горячей штамповке с использованием метода быстрого нагрева, такого как нагрев Джоулевым теплом или индукционный нагрев, и может обеспечивать благоприятную адгезионную способность краски без дополнительной обработки, такой как дробеструйная обработка после горячей штамповки, а также способ его изготовления.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
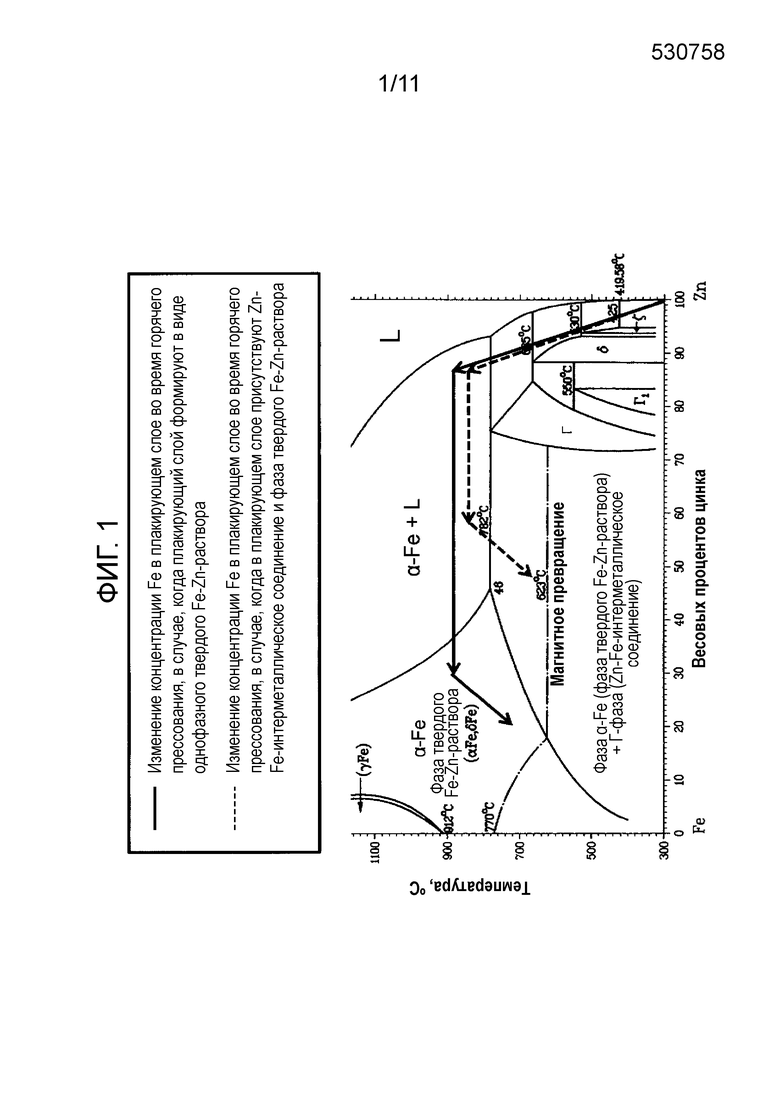
[0021] Фиг. 1 представляет диаграмму, показывающую тепловую историю во время нагрева для горячей штамповки, возрастание концентрации Fe в плакирующем слое, и фазовое изменение системы.
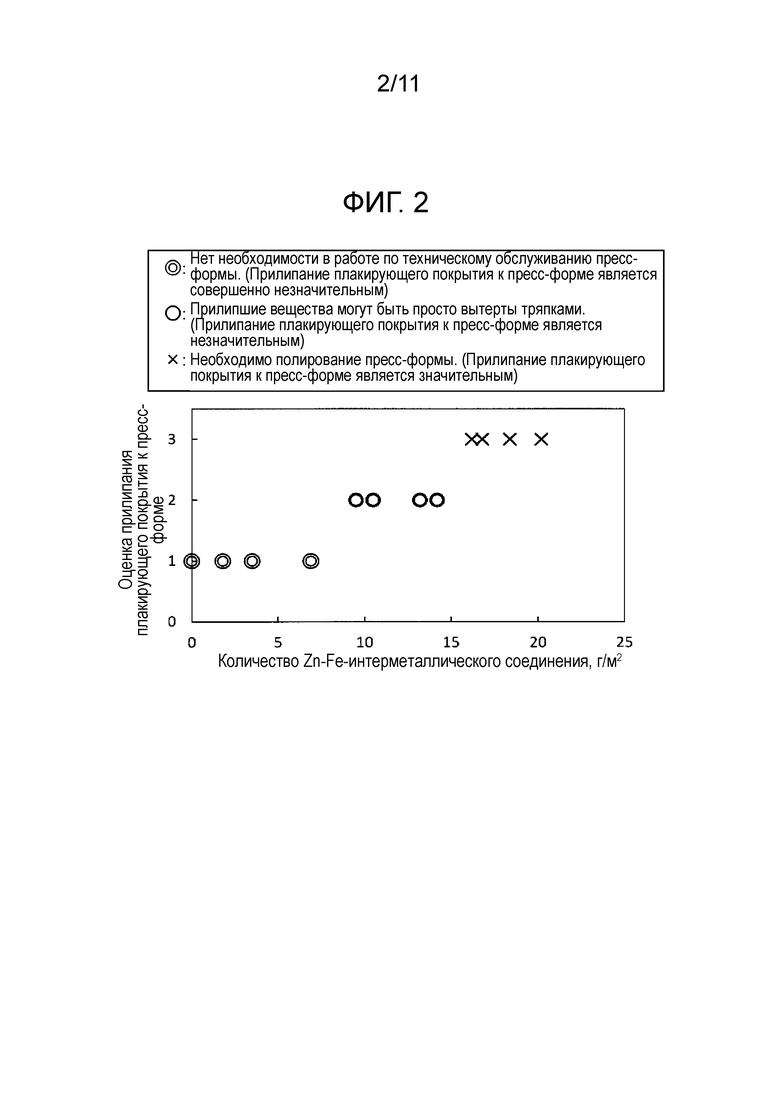
Фиг. 2 представляет график, показывающий взаимосвязь между остаточным количеством Zn-Fe-интерметаллического соединения после нагрева для горячей штамповки и степенью прилипания покрытия к пресс-форме.
Фиг. 3А представляет схематическую диаграмму, показывающую взаимосвязь между остаточным количеством Zn-Fe-интерметаллического соединения после нагрева для горячей штамповки и структурой плакирующего слоя в случае, когда остаточное Zn-Fe-интерметаллическое соединение не присутствует.
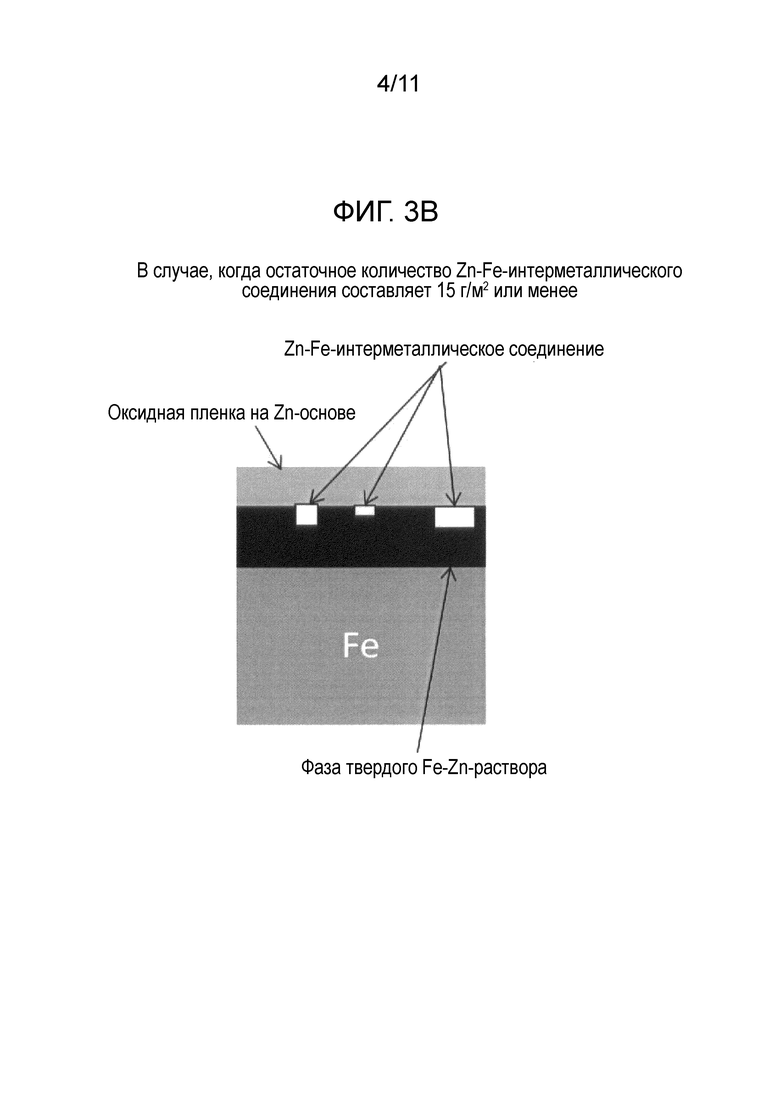
Фиг. 3В представляет схематическую диаграмму, показывающую взаимосвязь между остаточным количеством Zn-Fe-интерметаллического соединения после нагрева для горячей штамповки и структурой плакирующего слоя в случае, когда остаточное количество Zn-Fe-интерметаллического соединения составляет 15 г/м2 или менее.
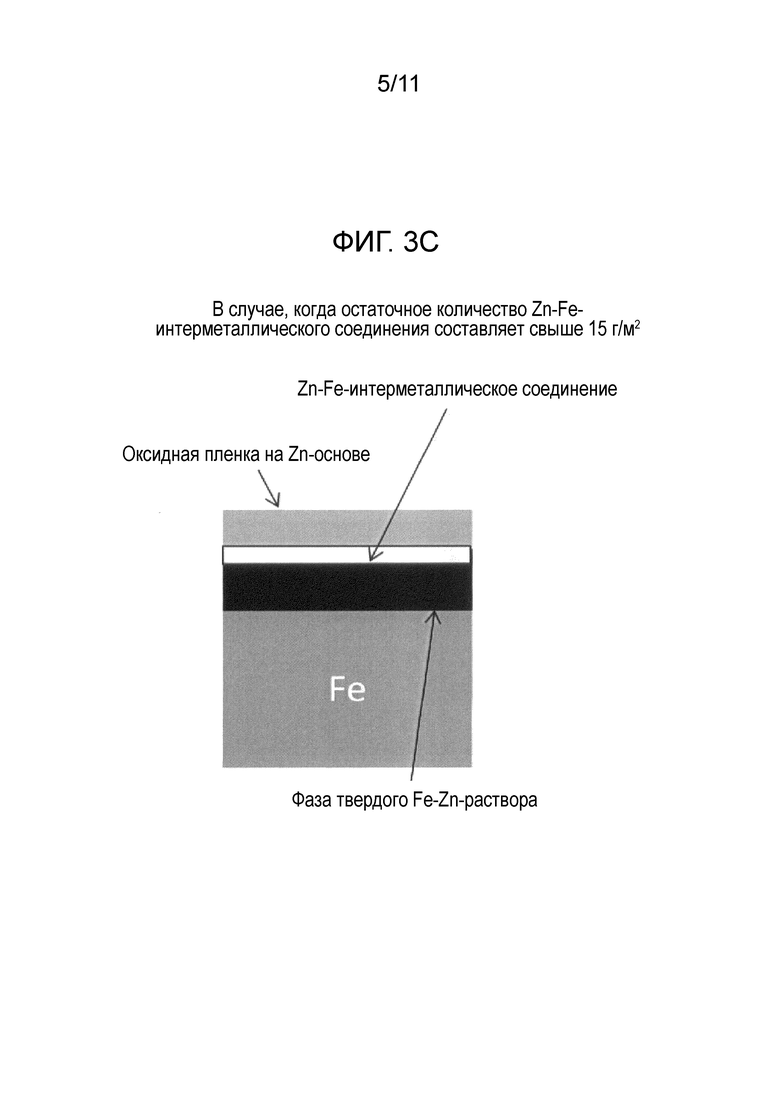
Фиг. 3С представляет схематическую диаграмму, показывающую взаимосвязь между остаточным количеством Zn-Fe-интерметаллического соединения после нагрева для горячей штамповки и структурой плакирующего слоя в случае, когда остаточное количество Zn-Fe-интерметаллического соединения составляет свыше 15 г/м2.
Фиг. 4 представляет график, показывающий взаимосвязь между удельным весом Zn-покрытия перед горячей штамповкой и количеством Zn-Fe-интерметаллического соединения после плакирования.
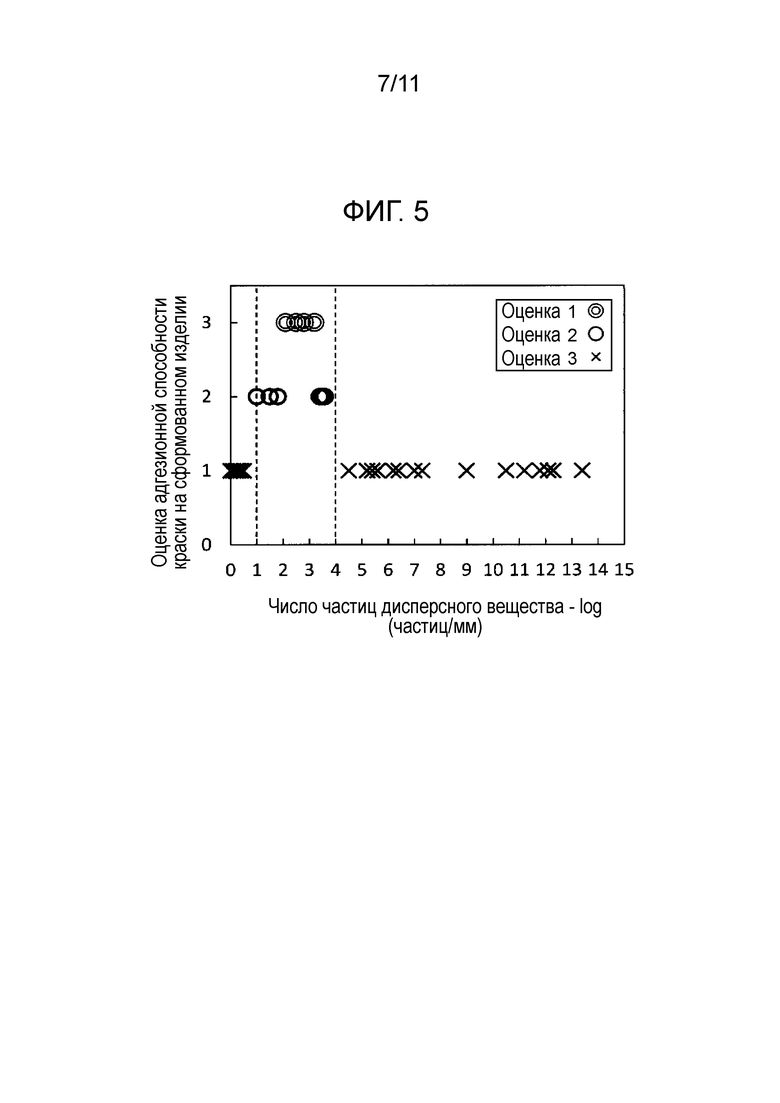
Фиг. 5 представляет график, показывающий взаимосвязь между количеством образующегося оксида внутри стального листа и адгезионной способностью краски.
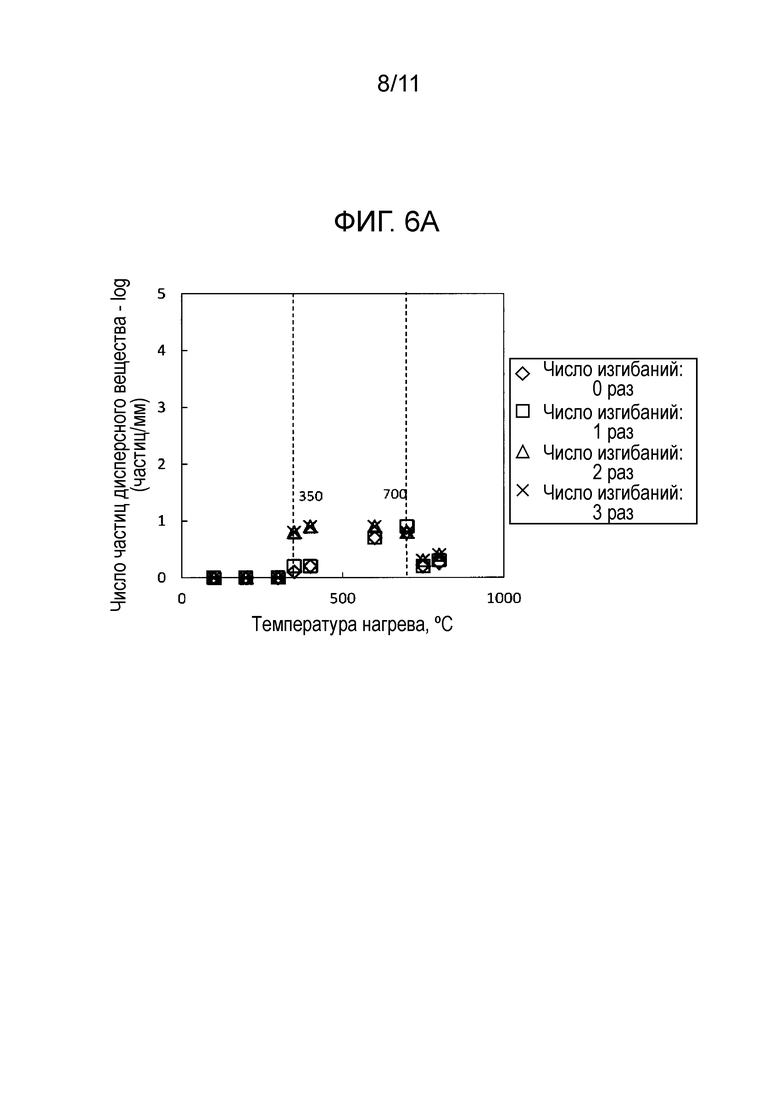
Фиг. 6А представляет график, показывающий взаимосвязь между числом изгибаний на 90° во время нагрева и количеством образующегося оксида внутри стального листа, в отношении числа изгибаний 0, 1, 2 и 3 раза.
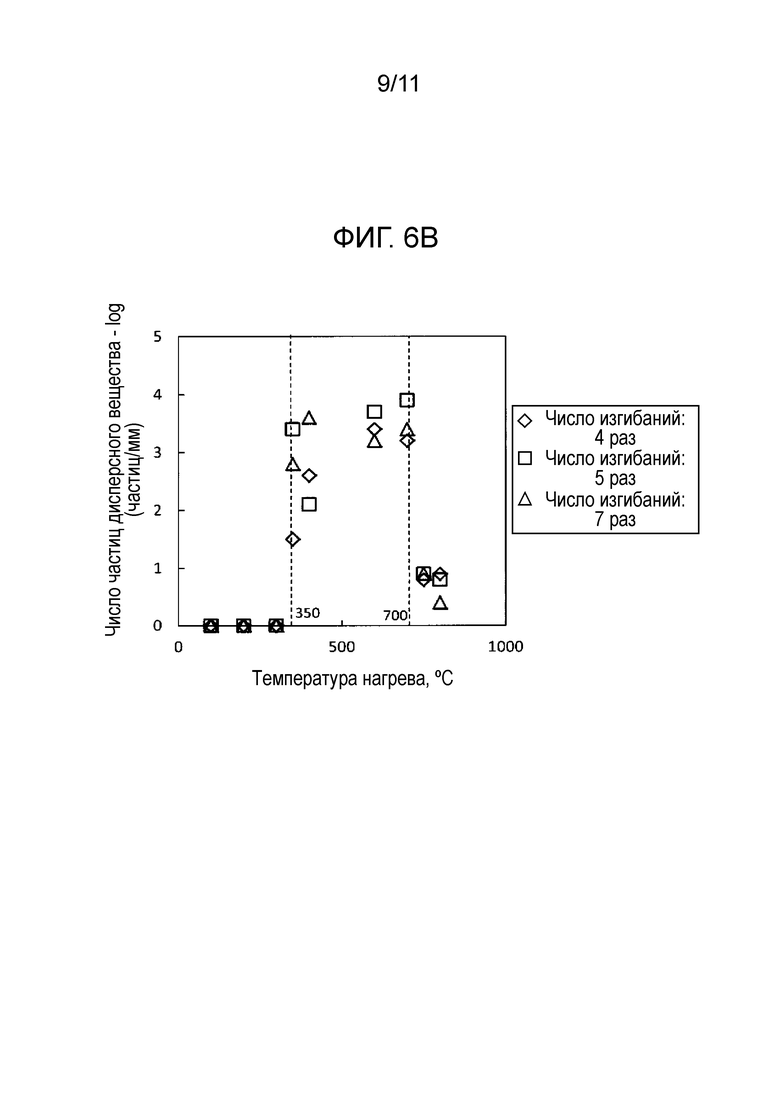
Фиг. 6В представляет график, показывающий взаимосвязь между числом изгибаний на 90° во время нагрева и количеством образующегося оксида внутри стального листа, в отношении числа изгибаний 4, 5 и 7 раз.
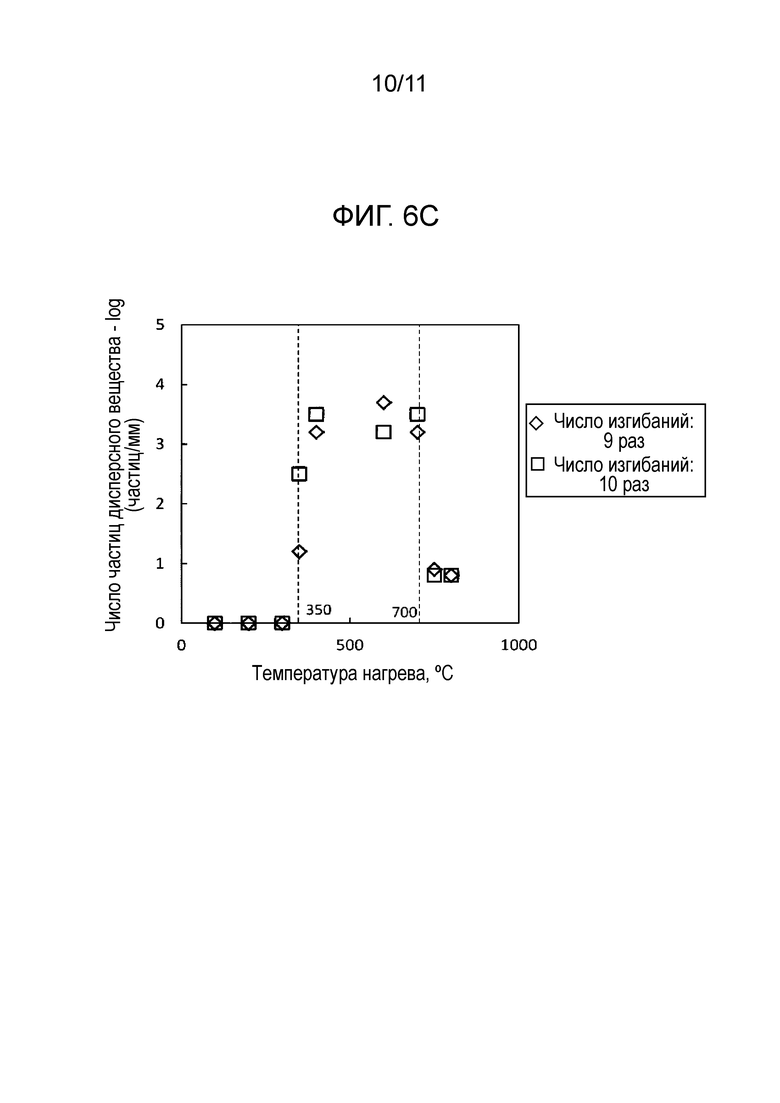
Фиг. 6С представляет график, показывающий взаимосвязь между числом изгибаний на 90° во время нагрева и количеством образующегося оксида внутри стального листа, в отношении числа изгибаний 9 и 10 раз.
Фиг. 7 представляет график, показывающий взаимосвязь между углом изгиба, созданного на образце во время нагрева, и количеством образующегося оксида внутри стального листа.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0022] Изобретение будет подробно описано ниже. Численный диапазон, выраженный здесь как «от x до y», включает, если не оговорено иное, значения «x» и «y» в диапазоне как минимальное и максимальное значения, соответственно.
[0023] Автор настоящего изобретения провел формование горячей штамповкой с использованием электролитически гальванизированных стальных листов при многообразных величинах удельного веса покрытия в разнообразных условиях нагрева. В результате этого стало ясно, что прилипание покрытия к пресс-форме может быть предотвращено при структуре, в которой количество Zn-Fe-интерметаллического соединения в плакирующем слое после нагрева для горячей штамповки регулируют в пределах от 0 г/м2 до 15 г/м2, и остальное количество составляет фаза твердого Fe-Zn-раствора, причем в плакирующем слое в надлежащем количестве присутствуют частицы дисперсного вещества с предварительно заданным размером. Ниже будут описаны подробности.
[0024] Поскольку Zn-Fe-интерметаллическое соединение является мягким в условиях высокой температуры, при которых проводят формование горячей штамповкой, Zn-Fe-интерметаллическое соединение может прилипать к пресс-форме, когда на Zn-Fe-интерметаллическое соединение во время прессования оказывается скользящее воздействие. Поэтому, как показано в Фиг. 1, концентрация Fe в плакирующем слое повышается в результате стимулирования реакции Zn-Fe-легирования при нагревании. Когда вышеуказанным способом формируют структуру, в которой Zn-Fe-интерметаллическое соединение в Г-фазе (Fe3Zn10) не присутствует в поверхности стального листа, и присутствует только фаза твердого Fe-Zn-раствора, составленная α-Fe-фазой (стрелка из сплошной линии в Фигуре), прилипание покрытия к пресс-форме может быть предотвращено. Кроме того, было известно, что даже когда Zn-Fe-интерметаллическое соединение остается, то, пока остаточное количество составляет 15 г/м2 или менее, такое серьезное прилипание плакирующего покрытия к пресс-форме, какое мешало бы производству, не происходит.
[0025] Далее, в Фиг. 2 показана взаимосвязь между остаточным количеством Zn-Fe-интерметаллического соединения после нагрева для горячей штамповки и степенью прилипания покрытия к пресс-форме. Когда электролитически гальванизированный стальной лист с удельным весом плакирующего покрытия 30 г/м2 нагревали до температуры 850°С, затем охлаждали до температуры 680°С, и подвергали горячей штамповке, остаточное количество Zn-Fe-интерметаллического соединения регулировали путем корректирования времени выдерживания при температуре 850°С. Затем определяли взаимосвязь между остаточным количеством Zn-Fe-интерметаллического соединения и прилипанием к пресс-форме после нагрева для горячей штамповки. На основе остаточного количества Zn-Fe-интерметаллического соединения после горячей штамповки проводили оценку остаточного количества Zn-Fe-интерметаллического соединения с квалификацией по степеням: двойной кружок - нет необходимости в работе по техническому обслуживанию пресс-формы (прилипание покрытия к пресс-форме является совершенно незначительным), кружок - прилипшие вещества могут быть просто вытерты тряпками или тому подобными (прилипание покрытия к пресс-форме является незначительным), и отметка крестиком - необходимо полирование пресс-формы (прилипание покрытия к пресс-форме является значительным), причем двойной кружок и кружок считались приемлемыми в качестве спецификации кондиционного изделия. Как очевидно из Фиг. 2, когда остаточное количество Zn-Fe-интерметаллического соединения превышает 15 г/м2, степень прилипания покрытия к пресс-форме становится более серьезной.
[0026] Обоснования этого, хотя и основанные на предположении, описываются со ссылкой на Фигуры 3А-3С. Фигуры 3А-3С представляют схематические диаграммы, показывающие взаимосвязь между остаточным количеством Zn-Fe-интерметаллического соединения после нагрева для горячей штамповки и структурой плакирующего слоя. Когда остаточное количество Zn-Fe-интерметаллического соединения составляет 15 г/м2 или менее, Zn-Fe-интерметаллическое соединение не покрывает любую поверхность стального листа, или остается в состоянии, где соединение присутствует в виде мелких частиц, как показано в Фиг. 3А и Фиг. 3В, и скорее всего поэтому прилипание плакирующего покрытия к пресс-форме почти не происходит. Между тем, когда остаточное количество Zn-Fe-интерметаллического соединения превышает 15 г/м2, Zn-Fe-интерметаллическое соединение покрывает всю поверхность стального листа, как показано в Фиг. 3С, и, по-видимому, поэтому легко происходит прилипание покрытия к пресс-форме.
[0027] В этом отношении, после нагрева для горячей штамповки имеется только небольшое или почти отсутствующее изменение количества Zn-Fe-интерметаллического соединения до и после горячей штамповки (прессования). Следовательно, количество Zn-Fe-интерметаллического соединения после нагрева для горячей штамповки может быть проверено после охлаждения перед горячей штамповкой (прессованием), или может быть выявлено на отформованном изделии после горячей штамповки (прессования). Другими словами, когда количество Zn-Fe-интерметаллического соединения, остающегося в плакирующем слое подвергнутого горячему прессованию изделия, составляет от 0 г/м2 до 15 г/м2, прилипание покрытия к пресс-форме может быть предотвращено.
[0028] Кроме того, в недавние годы при необходимости быстрого нагрева для повышения производительности, в процесс изготовления формованного горячей штамповкой изделия была внедрена технология ускоренного нагревания стального листа, такая как нагрев Джоулевым теплом или индукционный нагрев. В этом случае скорость повышения температуры может составлять 50°С/сек или более в условиях горячей штамповки, и во многих случаях сумма времени повышения температуры и времени выдерживания составляет 1 минуту или менее. Чтобы снизить остаточное количество Zn-Fe-интерметаллического соединения до 15 г/м2 или менее вблизи наружного поверхностного слоя стального листа после горячей штамповки, необходимо регулировать удельный вес покрытия сообразно продолжительности нагрева или температуре нагревания.
[0029] Чтобы уменьшить прилипание покрытия к пресс-форме, количество Zn-Fe-интерметаллического соединения в плакирующем слое после нагрева предпочтительно составляет 0 г/м2. Однако, когда остаточное количество Zn-Fe-интерметаллического соединения составляет 15 г/м2 или менее, Zn-Fe-интерметаллическое соединение находится в состоянии формирования, в котором соединение не покрывает всю поверхность стального листа, но скорее остается в виде мелких частиц, и настолько сильное прилипание покрытия к пресс-форме, чтобы препятствовать производственному процессу, не происходит. Остаточное количество Zn-Fe-интерметаллического соединения предпочтительно составляет 10 г/м2 или менее.
[0030] Количество Zn-Fe-интерметаллического соединения в плакирующем слое после нагрева определяют электролизом образца при постоянном токе 4 мА/см2 в водном растворе NH4Cl с концентрацией 150 г/л, с использованием насыщенного каломельного электрода в качестве электрода сравнения. А именно, удельный вес Zn-Fe-интерметаллического соединения в расчете на единицу площади может быть определен измерением периода времени, когда электрический потенциал составляет -800 мВ относительно насыщенного каломельного электрода (SCE) или менее во время выполнения электролиза при постоянном токе, и выведением количества электричества, протекшего в расчете на единицу площади на протяжении периода времени. Между тем, хотя не количественно, наличие или отсутствие Zn-Fe-интерметаллического соединения может быть приблизительно оценено наблюдением изображения в обратно-отраженных электронах.
[0031] В способе изготовления формованного горячей штамповкой изделия стальной лист обычно нагревают до температуры приблизительно от 700°С до 1100°С. Как выяснилось, в случае, когда лист нагревают до температуры стального листа в условиях быстрого нагрева, тогда остаточное количество Zn-Fe-интерметаллического соединения неблагоприятно превышает 15 г/м2. Это обусловливается тем, что общая продолжительность нагревания является короткой, следуя траектории пунктирной линии в Фиг. 1 так, что фаза твердого Fe-Zn-раствора не может быть в достаточной мере обеспечена, и, скорее, проявляется тенденция к образованию Zn-Fe-интерметаллического соединения. Кроме того, в случае традиционного нагревания в условиях радиационного теплопереноса возникает температурный градиент теплопередачи от поверхности стального листа внутрь него так, что проявляется градиент по направлению толщины плакирующего слоя в отношении формирования Zn-Fe-интерметаллического соединения, однако в случае быстрого нагрева Джоулевым теплом, индукционного нагрева или тому подобного, поскольку тепловой поток протекает вдоль поверхности стального листа, поверхность стального листа, а именно, весь плакирующий слой, быстро и активно нагревается, так что, по-видимому, Zn-Fe-интерметаллическое соединение образуется равномерно по направлению толщины плакирующего слоя.
[0032] Таким образом, чтобы избежать образования Zn-Fe-интерметаллического соединения, в отношении таких условий, как температура нагревания и продолжительность выдерживания, выбирали такую стратегию во избежание образования чрезмерного количества Zn-Fe-интерметаллического соединения, что пытались снизить удельный вес покрытия исходного плакирующего слоя и сузить его предпочтительный диапазон.
[0033] Фиг. 4 показывает взаимосвязь между удельным весом покрытия перед нагревом для горячей штамповки и количеством Zn-Fe-интерметаллического соединения после нагрева для горячей штамповки. Вышеуказанное представляет результат в отношении стального листа, который был нагрет на воздухе со скоростью 50°С/сек до температуры 950°С, выдержан при этом в течение 2 сек, затем охлажден со скоростью 20°С/сек до температуры 680°С, и подвергнут прессованию.
[0034] Когда удельный вес покрытия составляет 40 г/м2 или более, количество Zn-Fe-интерметаллического соединения в плакирующем слое едва ли может снижено до 15 г/м2 или менее. Поэтому в настоящем способе удельный вес покрытия регулируют на величину менее 40 г/м2.
Поскольку удельный вес покрытия должен составлять 5 г/м2 или более, из соображений подавления образования окалины во время нагрева для горячей штамповки, это значение считается нижним пределом.
Удельный вес покрытия предпочтительно составляет от 10 г/м2 до 30 г/м2.
Между тем, в случае, когда полученное электролитической гальванизацией в расплаве покрытие представляет собой электролитическое плакирующее покрытие из цинкового сплава, количество Zn в плакирующем слое, из тех же соображений, составляет от 5 г/м2 до 40 г/м2, и предпочтительно от 10 г/м2 до 30 г/м2.
[0035] В этом отношении, для измерения удельного веса покрытия и количества Zn, может быть беспрепятственно применен широко распространенный аналитический метод определения удельного веса покрытия и количества Zn, например, измерение удельного веса покрытия и количества Zn может быть выполнено погружением плакированного стального листа в раствор соляной кислоты, содержащий соляную кислоту с концентрацией 5% и ингибитор коррозии, для травления при температуре 25°С, до растворения покрытия, и анализом полученного раствора с использованием ICP-анализатора (на основе атомной эмиссии с индуктивно-связанной плазмой).
[0036] Хотя полученное электролитической гальванизацией покрытие может быть электролитическим покрытием из цинка или электролитическим покрытием из цинкового сплава, предпочтительным является электролитическое плакирующее покрытие из цинкового сплава. А именно, стальной лист для формования горячей штамповкой предпочтительно представляет собой стальной лист с электролитическим покрытием из цинкового сплава.
[0037] Однако в случае полученного электролитической гальванизацией покрытия с низким удельным весом покрытия, когда электролитически гальванизированный стальной лист с малым удельным весом покрытия нагревают методом быстрого нагрева, как было описано выше, и подвергают формованию горячей штамповкой, возникала новая проблема в том, что становилась худшей прочность сцепления краски со сформованным изделием.
[0038] Причины вышеуказанного обстоятельства предполагаются следующими. Когда продолжительность нагревания является короткой, и удельный вес покрытия оказывается малым, оксидная пленка на Zn-основе, образующаяся во время нагревания на самой наружной поверхности плакирующего слоя, также становится тонкой, и быстро развивается реакция Zn-Fe-легирования, прежде чем в достаточной степени вырастет оксидная пленка на Zn-основе, так что бóльшая часть Zn в плакирующем слое расходуется в фазе твердого Fe-Zn-раствора. По-видимому, оксидная пленка на Zn-основе может расти, когда плакирующий слой находится в форме Zn-Fe-интерметаллического соединения, в котором активность Zn относительно высока, но когда плакирующий слой начинает принимать форму фазы твердого Fe-Zn-раствора, рост уже невозможен вследствие повышения активности Fe и снижения активности Zn. В случае тонкой оксидной пленки на Zn-основе, когда стальной лист испытывает скользящее воздействие во время прессования, фаза твердого Fe-Zn-раствора легко обнажается, где, возможно, образовались участки Fe-окалины, и становится худшей адгезионная способность краски.
[0039] Чтобы улучшить адгезионную способность краски на сформованном изделии, авторы настоящего изобретения провели испытания горячей штамповки с использованием электролитически гальванизированных стальных листов, полученных при разнообразных условиях. В результате, при обследовании слоя поперечного сечения стального листа в сформованном изделии, имеющем благоприятную адгезионную способность краски, было обнаружено, что оксидная пленка на Zn-основе не отслаивалась и могла бы по большей части сохраняться на поверхности стального листа, когда присутствовало определенное количество мелких частиц дисперсного вещества со средним диаметром 1 мкм или менее.
Кроме того, было подтверждено, что адгезионная способность краски на таком формованном горячей штамповкой изделии была лучшей по сравнению с ситуацией, где частицы дисперсного вещества не присутствуют.
[0040] Частицы дисперсного вещества были проанализированы, и оказалось, что они по большей части представляли собой оксид, который содержит присутствующей в стали легко окисляемый элемент, такой как Si, Mn, Cr и Al.
Для исследования такого явления, что адгезионная способность оксидной пленки на Zn-основе является лучшей, когда в плакирующем слое присутствует определенное количество тонкодисперсных твердых частиц (главным образом оксида, как описывается ниже), изучили слой стального листа, который был нагрет в таких же условиях, как для формования горячей штамповкой, но не подвергнут прессованию и непосредственно охлажден. В результате выяснилось, что, когда в плакирующем слое имеется определенное количество тонкодисперсных твердых частиц, на поверхности раздела между оксидной пленкой на Zn-основе и плакирующим слоем возникает умеренная шероховатость. Поскольку было известно, что, когда поверхность раздела имела сложную морфологию, на поверхности раздела проявлялся эффект шпоночного соединения для улучшения адгезионной способности краски, было предположено, что адгезионная способность оксидной пленки на Zn-основе усиливалась подобно эффекту шпоночного соединения, и подавлялось обнажение фазы твердого Fe-Zn-раствора во время прессования, и поэтому предотвращалось образование Fe-окалины с усилением тем самым адгезионной способности краски.
[0041] Частицы дисперсного вещества, обусловливающие формирование умеренной шероховатости на поверхности раздела, рассматривают следующим образом.
По компонентному составу и образующемуся количеству предполагается, что частицы дисперсного вещества представляют собой оксид не примесного элемента в плакирующем слое, но главным образом элемента, содержащегося в стали, который, по-видимому, присутствовал перед нагревом для горячей штамповки на поверхности раздела между плакирующим слоем и стальной матрицей, или внутри стальной матрицы. Кроме того, представляется, что оксид образовался в процессе изготовления стального листа, во время отжига стального листа после холодной прокатки.
Представляется, что, когда оксид присутствует на поверхности раздела между плакирующим слоем и стальной матрицей, оксид в общем проявляет барьерное действие, чтобы локально подавлять реакцию Zn-Fe-легирования во время нагрева для горячей штамповки. Однако, кроме этого представляется, что в случае тонкодисперсного оксида со средним диаметром 1 мкм или менее, эффект подавления реакции Zn-Fe-легирования является слабым, и поэтому влияние оксида на поверхности раздела на реакции Zn-Fe-легирования мало.
[0042] Между тем, когда оксид формируется внутри стальной матрицы в результате пиннинга на граничной поверхности кристаллических зерен вблизи поверхности стального листа во время отжига, предотвращается рост кристаллического зерна. Когда кристаллическое зерно вблизи поверхности стального листа является мелким, и число граничных поверхностей кристаллических зерен велико, становится высокой скорость реакции Zn-Fe-легирования. Другими словами, где присутствует внутренний оксид, реакция Zn-Fe-легирования, по-видимому, становится локально интенсивной.
[0043] Примеры упомянутого здесь оксида включают, но конкретно не ограничиваются этим, оксиды, содержащие элементы одного, или двух или более из Si, Mn, Cr или Al. Конкретные примеры включают простые оксиды, такие как MnО, MnО2, Mn2О3, Mn3О4, SiО2, Al2О3, и Cr2О3, и простые оксиды с нестехиометрическим составом соответственно каждому из них; сложные оксиды, такие как FeSiO3, Fe2SiO4, MnSiO3, Mn2SiO4, AlMnO3, FeCr2O4, Fe2CrO4, MnCr2O4, и Mn2CrO4, и сложные оксиды с нестехиометрическим составом соответственно каждому из них; и комплексные структуры их.
[0044] Кроме того, поскольку иные частицы, нежели оксид, могут подавлять рост кристаллического зерна в поверхности стального листа во время отжига в результате пиннинг-эффекта, частицей, проявляющей такое же действие, как оксид, может быть сульфид, содержащий элементы одного или двух типов из Fe, Mn, и т.д., или нитрид, содержащий элементы одного или двух типов из Al, Ti, Mn, Cr, и т.д., будучи присутствующей в той же области, где сформирован оксид, в качестве включения. Однако, поскольку количества сульфида и нитрида очень малы (например, приблизительно 0,1 частицы на 1 мм длины плакирующего слоя) сравнительно с оксидом, влияние невелико, и, по-видимому, вполне достаточно принимать во внимание оксид согласно изобретению.
[0045] В случае, когда пиннинг-эффект частиц дисперсного вещества, состоящих из оксидов, и т.д., для подавления роста кристаллических зерен, оказывает такое влияние на границу кристаллического зерна, чтобы изменить развитие реакции Zn-Fe-легирования, на поверхности раздела возникает шероховатость, вероятно, согласно следующему механизму.
[0046] В процессе нагрева для горячей штамповки плакирующий слой и стальная матрица сначала реагируют с образованием Zn-Fe-интерметаллического соединения, и в то же время на поверхности плакирующего слоя образуется оксидная пленка на Zn-основе. Было известно, что оксидная пленка на Zn-основе растет в результате прямой диффузии кислорода из атмосферы. А именно, поверхность раздела между оксидной пленкой и интерметаллическим соединением смещается в сторону интерметаллического соединения по мере роста оксидной пленки.
Пока остается Zn-Fe-интерметаллическое соединение, оксидная пленка на Zn-основе может расти благодаря высокой активности Zn на поверхности раздела между оксидной пленкой на Zn-основе и Zn-Fe-интерметаллическим соединением. С другой стороны, когда продолжает развиваться реакция Zn-Fe-легирования, и Zn-Fe-интерметаллическое соединение исчезает вплоть до образования фазы твердого Fe-Zn-раствора, повышается активность Fe в плакирующем слое так, что оксидная пленка на Zn-основе больше не может расти.
[0047] В случае, когда скорость Zn-Fe-легирования различна в разных местах, то, когда реакция легирования прекращается в определенный момент времени во время нагревания, вероятно, что одновременно существует область, где покрытие уже преобразовалось в фазу твердого Fe-Zn-раствора, и область, где остается Zn-Fe-интерметаллическое соединение. До сих пор считалось, что шероховатость появляется на поверхности раздела вследствие такого процесса, что толщина оксидной пленки на Zn-основе различается от одной области к другой области после нагрева для горячей штамповки.
[0048] В отношении среднего диаметра частиц дисперсного вещества, состоящих из оксида, и т.д., присутствующих в определенном количестве в плакирующем слое после нагрева для горячей штамповки, нижний предел составляет 0,01 мкм (10 нм), поскольку для проявления влияния на характер Zn-Fe-легирования необходим определенный размер. Между тем, когда средний диаметр частиц дисперсного вещества слишком велик, становится обширной область, где частицы единственного дисперсного вещества влияют на развитие реакции легирования, и на самом деле становится затруднительным сформировать шероховатость. Поэтому верхний предел составляет 1 мкм. Тем самым средний диаметр частиц дисперсного вещества предпочтительно составляет от 50 нм до 500 нм.
[0049] В отношении плотности частиц дисперсного вещества, пригодной для формирования шероховатости и улучшения адгезионной способности краски, необходимо присутствие 1×10 частиц или более на 1 мм длины плакирующего слоя, как показано в Фиг. 5, когда обследуют поперечное сечение. Когда плотность слишком низка, эффект формирования шероховатости на поверхности раздела не может быть получен. Между тем, когда присутствуют более чем 1×104 частиц, большинство кристаллических зерен в поверхности стального листа измельчается вследствие пиннинг-эффекта частиц дисперсного вещества в кристаллических зернах, и не может быть достигнуто локальное отклонение скорости Zn-Fe-легирования. Поэтому верхний предел составляет 1×104 частиц. Из вышеизложенного ясно, что, когда число частиц дисперсного вещества составляет от 1×10 до 1×104 частиц, адгезионная способность краски может быть лучшей. Количество частиц дисперсного вещества регулируют, как было описано выше, изменением условий отжига во время изготовления стального листа, чтобы изменить число частиц дисперсного вещества (дисперсного оксида), образуемых внутри стального листа. Кроме того, обследуемая плоскость для наблюдения частиц дисперсного вещества внутри плакирующего слоя на 1 мм длины плакирующего слоя может быть любой по направлению ширины листа, продольному направлению и направлению под углом к нему, насколько это соответствует 1 мм длины плакирующего слоя.
[0050] В испытании для оценки адгезионной способности краски формованное горячей штамповкой изделие подвергают конверсионной обработке с использованием PALBOND LA35 (производства фирмы Nihon Parkerizing Co., Ltd.) согласно инструкции изготовителя, и затем нанесению покрытия толщиной 20 мкм методом катионного электролитического осаждения (POWERNICS 110, производства фирмы Nipponpaint Co., Ltd.). Сформованное изделие с полученным электролитическим осаждением покрытием погружали в очищенную ионным обменом воду при температуре 50°С в течение 500 часов, затем на окрашенной поверхности прорезали рисунок в виде прямоугольной решетки согласно методу, предписанному в Японском промышленном стандарте JIS G3312-12.2.5 (определение адгезии методом решетчатого надреза), и проводили испытание на отслаивание липкой лентой. Ситуацию, в которой отношение площади отслаивания (число отслаиваемых ячеек решетки в расчете на 100 ячеек решетки) в прямоугольной решетке составляет 2% или менее, обозначали кружком, 1% или менее обозначали двойным кружком, и свыше 2% обозначали крестиком.
[0051] Средний диаметр и число частиц дисперсного вещества измеряют количественно следующими методами. Вырезают образец из выбранного положения в формованном горячей штамповкой изделии. После этого поперечное сечение отрезанного образца обнажают с помощью шлифовального устройства для среза и используют FE-SEM (сканирующий электронный микроскоп с полевой эмиссией), или поперечное сечение отрезанного образца подвергают облучению FIB (фокусируемым ионным пучком) и используют TEM (просвечивающий электронный микроскоп), для обследования минимально 10 полей зрения при увеличении от 10000 до 100000, причем поле зрения определяется как область в 20 мкм (направление толщины листа: направление толщины стального листа) × 100 мкм (направление ширины листа: направление перпендикулярно толщине стального листа). Фотографирование изображений проводят в пределах обследуемого поля зрения, и части, имеющие яркость, соответствующую частицам дисперсного вещества, выделяют с использованием анализа изображений для формирования бинаризированного изображения. После выполнения обработки образованного бинаризированного изображения для устранения шумов, измеряют диаметр эквивалентной окружности для каждой частицы дисперсного вещества. Измерение диаметра эквивалентной окружности проводят при каждом из наблюдений 10 полей зрения, и среднее значение диаметров эквивалентных окружностей всех частиц дисперсного вещества, детектированных в соответственных обследуемых полях зрения, определяют как значение среднего диаметра частиц дисперсного вещества.
Между тем, после выполнения обработки образованного бинаризированного изображения для устранения шумов, измеряют число частиц дисперсного вещества, присутствующих на произвольном отрезке линии длиной 1 мм. Измерение числа проводят при каждом из наблюдений 10 полей зрения, и среднее значение числа частиц дисперсного вещества, измеренного в соответственных обследуемых полях зрения, определяют как число частиц дисперсного вещества, присутствующих в плакирующем слое на 1 мм длины плакирующего слоя.
В этом отношении, частицы дисперсного вещества включают такие, которые присутствуют в плакирующем слое, на поверхности раздела между плакирующим слоем и стальной матрицей, и на поверхности раздела между плакирующим слоем и оксидной пленкой на Zn-основе. Идентификация поверхностей раздела может быть сделана исследованием распределения Zn, Fe и О, когда обследуют поперечное сечение, с использованием EDS (энергодисперсионной рентгеновской спектроскопии), или EPMA (электронно-зондового микроанализатора), и сравнением его с изображением, наблюдаемым с помощью SEM. В случае, когда проводят SEM-наблюдение с использованием отраженных электронов, идентификация поверхностей раздела упрощается. Размер частиц оксида оценивают по диаметру эквивалентной окружности с помощью анализа изображений. Идентификацию компонентов соединения проводят с использованием энергодисперсионной рентгеновской спектроскопии (EDS), в сочетании с FE-SEM или TEM.
[0052] Далее будут описаны компоненты стального листа, используемого в качестве подложки для плакирования. Чтобы стальной лист сохранял предварительно заданную прочность после горячей штамповки, непременными условиями являются следующие компоненты и диапазоны их содержания.
[0053] Стальной лист содержит, в мас.%: С: от 0,10 до 0,35%, Si: от 0,01 до 3,00%, Al: от 0,01 до 3,00%, Mn: от 1,0 до 3,5%, Р: от 0,001 до 0,100%, S: от 0,001 до 0,010%, N: от 0,0005 до 0,0100%, Ti: от 0,000 до 0,200%, Nb: от 0,000 до 0,200%, Mo: от 0,00 до 1,00%, Cr: от 0,00 до 1,00%, V: от 0,000 до 1,000%, Ni: от 0,00 до 3,00%, В: от 0,0000 до 0,0050%, Са: от 0,0000 до 0,0050%, и Mg: от 0,0000 до 0,0050%, и остальное количество из Fe и примесей.
[0054] Стальной лист может содержать элементы одного, или двух или более типов, в мас.%, из: Ti: от 0,001 до 0,200%, Nb: от 0,001 до 0,200%, Mo: от 0,01 до 1,00%, Cr: от 0,01 до 1,00%, V: от 0,001 до 1,000%, Ni: от 0,01 до 3,00%, В: от 0,0002 до 0,0050%, Са: от 0,0002 до 0,0050%, или Mg: от 0,0002 до 0,0050%, в дополнение к С: от 0,10 до 0,35%, Si: от 0,01 до 3,00%, Al: от 0,01 до 3,00%, Mn: от 1,0 до 3,5%, Р: от 0,001 до 0,100%, S: от 0,001 до 0,010%, и N: от 0,0005 до 0,0100%.
[0055] Среди компонентов стального листа, Ti, Nb, Mo, Cr, V, Ni, В, Са и Mg являются необязательными компонентами, содержащимися в стальном листе. А именно, компоненты могут содержаться или могут не содержаться в стальном листе, и поэтому нижние пределы их содержания включают 0.
[0056] Обоснования в отношении соответствующих ограничений содержания элементов как компонентов являются следующими.
[0057] Содержание С составляет от 0,10 до 0,35%. Содержание С регулируют на 0,10% или более, поскольку достаточная прочность не может быть обеспечена при содержании ниже 0,10%. Между тем, содержание С регулируют на 0,35% или менее, так как при концентрации углерода свыше 0,35% повышается количество цементита, который может быть исходной точкой образования трещины во время резания, содействуя замедленному разрушению. Поэтому 0,35% определяют как верхний предел. Содержание С предпочтительно составляет от 0,11 до 0,28%,
[0058] Содержание Si составляет от 0,01 до 3,00%. Поскольку Si является эффективным в повышении прочности в качестве элемента для упрочнения образованием твердого раствора, то чем выше его содержание, тем более высоким становится предел прочности при растяжении. Однако, когда содержание Si превышает 3,00%, стальной лист заметно охрупчивается, и становится затруднительным изготовление стального листа; тем самым это значение определяют в качестве верхнего предела. Кроме того, поскольку загрязнение кремнием (Si) может быть неизбежным, как в случае применения Si для раскисления, 0,01% определяют в качестве нижнего предела. Содержание Si предпочтительно составляет от 0,01 до 2,00%.
[0059] Содержание Al составляет от 0,01 до 3,00%. Когда содержание Al составляет свыше 3,00%, стальной лист заметно охрупчивается, и становится затруднительным изготовление стального листа; тем самым это значение определяют в качестве верхнего предела. Кроме того, поскольку загрязнение алюминием (Al) может быть неизбежным, как в случае, когда Al применяют для раскисления, 0,01% определяют в качестве нижнего предела. Содержание Al предпочтительно составляет от 0,05 до 1,10%.
[0060] Содержание Mn составляет от 1,0 до 3,5%. Содержание Mn регулируют на 1,0% или более, чтобы обеспечить прокаливаемость во время горячей штамповки (горячего прессования). Между тем, когда содержание Mn превышает 3,5%, становится вероятным возникновение ликвации Mn, так что может легко происходить растрескивание во время горячей прокатки, и тем самым это значение определяется в качестве верхнего предела.
[0061] Содержание Р составляет от 0,001 до 0,100%. Хотя фосфор (Р) действует как элемент для упрочнения образованием твердого раствора, чтобы повышать прочность стального листа, когда его содержание становится более высоким, это неблагоприятно ухудшает обрабатываемость или свариваемость стального листа. Более конкретно, когда содержание Р превышает 0,100%, становится заметным ухудшение обрабатываемости или пригодности стального листа к сварке, поэтому содержание Р предпочтительно должно ограничиваться до 0,100% или менее. Хотя это не является конкретно предписываемым нижним пределом, если принимать во внимание трудоемкость и стоимость удаления фосфора, содержание предпочтительно составляет 0,001% или более.
[0062] Содержание S составляет от 0,001 до 0,010%. Когда содержание Si является слишком высоким, ухудшается способность к формованию полок вытяжкой, и это вызывает растрескивание во время горячей прокатки, содержание предпочтительно должно быть снижено настолько, насколько возможно. Более конкретно, для предотвращения растрескивания во время горячей прокатки и улучшения обрабатываемости содержание S предпочтительно должно быть ограничено до 0,010% или менее. Хотя это не является конкретно предписываемым нижним пределом, если принимать во внимание трудоемкость и стоимость обессеривания, содержание предпочтительно составляет 0,001% или более.
[0063] Содержание N составляет от 0,0005 до 0,0100%. Поскольку азот (N) снижает величину поглощаемой стальным листом энергии, содержание предпочтительно является настолько низким, насколько возможно, и верхний предел составляет 0,0100% или менее. Хотя это не является конкретно предписываемым нижним пределом, если принимать во внимание трудоемкость и стоимость деазотирования, содержание предпочтительно составляет 0,0005% или более.
[0064] Содержание Ti составляет от 0,000 до 0,200%, и предпочтительно от 0,001 до 0,200%. Содержание Nb составляет от 0,000 до 0,200%, и предпочтительно от 0,001 до 0,200%.
Титан (Ti) и ниобий (Nb) эффективно действуют для сокращения диаметра кристаллических зерен. Когда количество Ti или Nb превышает 0,200%, чрезмерно возрастает сопротивление горячему деформированию во время изготовления стального листа, и получение стального листа становится затруднительным, и тем самым это значение определяется как верхний предел. Кроме того, поскольку Ti и Nb уже не проявляют эффективности при содержании ниже 0,001%, это значение предпочтительно должно определяться в качестве нижнего предела.
[0065] Содержание Mo составляет от 0,00 до 1,00%, и предпочтительно от 0,01 до 1,00%.
Молибден (Mo) представляет собой элемент, который улучшает прокаливаемость. Когда содержание Mn составляет более 1,00%, эффект насыщается, и тем самым это значение определяется в качестве верхнего предела. Между тем, поскольку ниже 0,01% действие не проявляется, это значение предпочтительно должно определяться как нижний предел.
[0066] Содержание Cr составляет от 0,00 до 1,00%, и предпочтительно от 0,01 до 1,00%.
Хром (Cr) представляет собой элемент, который повышает прокаливаемость. Когда содержание Cr составляет более 1,00%, Cr ухудшает характеристики покрытия на основе цинка, и тем самым это значение определяется в качестве верхнего предела. Между тем, поскольку ниже 0,01% эффект упрочнения не может проявляться, это значение предпочтительно должно определяться как нижний предел.
[0067] Содержание V составляет от 0,000 до 1,000%, и предпочтительно от 0,001 до 1,000%.
Ванадий (V) эффективен в сокращении диаметра кристаллических зерен. Когда содержание V повышается, происходит растрескивание сляба во время непрерывной разливки, и производство становится затруднительным, и поэтому 1,000% определяется в качестве верхнего предела. Между тем, ниже 0,001% эффект не проявляется, и тем самым это значение предпочтительно должно определяться как нижний предел.
[0068] Содержание Ni составляет от 0,00 до 3,00%, и предпочтительно от 0,01 до 3,00%.
Никель (Ni) представляет собой элемент для значительного снижения температуры превращения. Когда содержание Ni превышает 3,00%, стоимость сплава становится исключительно высокой, и тем самым это значение определяется как верхний предел. Между тем, ниже 0,01% эффект не проявляется, и тем самым это значение предпочтительно должно определяться как нижний предел. Содержание Ni более предпочтительно составляет от 0,02 до 1,00%.
[0069] Содержание В составляет от 0,0000 до 0,0050%, и предпочтительно от 0,0002 до 0,0050%.
Бор (В) представляет собой элемент, который улучшает прокаливаемость. Поэтому содержание В предпочтительно составляет 0,0002% или более. Между тем, когда содержание составляет свыше 0,0050%, эффект насыщается, и тем самым это значение определяется в качестве верхнего предела.
[0070] Содержание Са составляет от 0,0000 до 0,0050%, и предпочтительно от 0,0002 до 0,0050%.
Содержание Mg составляет от 0,0000 до 0,0050%, и предпочтительно от 0,0002 до 0,0050%.
Кальций (Са) и магний (Mg) представляют собой элементы для регулирования включений. Когда содержание Са или Mg составляет ниже 0,0002%, эффект не проявляется в достаточной мере, и тем самым это значение предпочтительно должно определяться в качестве нижнего предела. Выше 0,0050% стоимость сплава становится исключительно высокой, и тем самым это значение определяется как верхний предел.
[0071] В этом отношении примеси подразумевают компонент, содержащийся в сырьевом материале, или компонент, попадающий в процессе изготовления, то есть, компонент, который ненамеренно добавлен в стальной лист.
[0072] Далее будет описан способ изготовления формованного горячей штамповкой изделия согласно изобретению.
Способ изготовления формованного горячей штамповкой изделия согласно изобретению представляет собой способ, в котором сталь, содержащую вышеописанные компоненты, подвергают обработке в стадии горячей прокатки, стадии декапирования, стадии холодной прокатки, стадии непрерывного отжига, стадии дрессировки, и стадии электролитической гальванизации, с образованием электролитически гальванизированного стального листа, и электролитически гальванизированный стальной лист подвергают обработке в стадии формования горячей штамповкой для изготовления формованного горячей штамповкой изделия.
[0073] Более конкретно, например, из содержащей вышеописанные компоненты стали изготавливают определенный горячекатаный стальной лист в стадии горячей прокатки обычным путем, удаляют окалину в стадии декапирования перед холодной прокаткой, и затем прокатывают до предварительно заданной толщины листа в стадии холодной прокатки. После этого холоднокатаный лист подвергают отжигу в стадии непрерывного отжига, и прокатывают при степени деформации от приблизительно 0,4% до 3,0% в стадии дрессировки. Затем полученный стальной лист плакируют до предварительно заданного удельного веса плакирующего покрытия в стадии электролитической гальванизации с образованием готового электролитически гальванизированного стального листа. Затем электролитически гальванизированный стальной лист подвергают формованию до предварительно заданной формы в стадии формования горячей штамповкой. В ходе вышеуказанного процесса изготавливают формованное горячей штамповкой изделие.
[0074] Будет описана стадия, в которой проводят непрерывный отжиг.
В стадии непрерывного отжига проводят отжиг для рекристаллизации и получения предварительно заданного качества материала. В этой стадии непрерывного отжига происходит то, что оксид, и т.д., который является источником частиц дисперсного вещества, формируемых позже в плакирующем слое, создается на поверхности раздела между плакирующим слоем и стальной матрицей, или внутри стальной матрицы.
[0075] Как правило, в стадии непрерывного отжига стальной лист нагревают в газовой смеси, содержащей N2 и Н2 в качестве основных компонентов, во избежание окисления Fe в поверхности. Однако в отношении легко окисляемого элемента, добавленного в стальной лист, равновесный кислородный потенциал «элемент/оксид» настолько мал, что даже в такой атмосфере часть элемента вблизи поверхности избирательно окисляется, и поэтому оксид элемента присутствует в поверхности стального листа и внутри стального листа после отжига.
[0076] Что касается технологии формирования оксида в умеренной степени внутри стального листа, авторы настоящего изобретения сосредоточили внимание на стадии непрерывного отжига, где образуется оксид, чтобы выяснить, что при создании деформации в стальном листе по меньшей мере в 4 циклах многократного изгибания стального листа во время нагрева до температуры томления листа для рекристаллизации или обеспечения качества материала, и в пределах диапазона температуры листа от 350°С до 700°С, оксид может быть сформирован внутри стального листа с надлежащими количеством и формой. По-видимому, это обусловливается тем, что часть оксида образуется внутри стали благодаря стимулированию прямой диффузии кислорода внутрь стали при создании деформации в поверхности стального листа многократным изгибанием, тогда как развивается окисление легко окисляемого элемента.
[0077] Что касается условий газовой атмосферы в печи, используют обычно применяемую газовую атмосферу, более конкретно, газовую атмосферу, содержащую водород в количестве от 0,1 об.% до 30 об.%, Н2О (водяной пар) в количестве соответственно точке росы от -70°С до -20°С, и азот и примеси в качестве остального количества. В этом отношении примеси в газовой атмосфере подразумевают компонент, содержащийся в исходном материале, или компонент, поступивший в процессе изготовления, который представляет собой компонент, не добавляемый преднамеренно в газовую атмосферу.
[0078] Когда концентрация водорода составляет менее 0,1 об.%, присутствующая на стальном листе окисленная пленка на Fe-основе не может быть полностью устранена, и поэтому не может быть обеспечена смачиваемость при плакировании. Таким образом, концентрация водорода в восстановительной атмосфере для отжига должна составлять 0,1 об.% или более. Кроме того, когда концентрация водорода превышает 30 об.%, кислородный потенциал в газовой атмосфере становится низким, и становится затруднительным формирование определенного количества оксида легко окисляемого элемента. Поэтому концентрация водорода в восстановительной атмосфере для отжига должна составлять 30 об.% или менее.
Точка росы должна быть от -70°С до -20°С. При значении менее -70°С становится затруднительным обеспечение кислородного потенциала, необходимого для внутреннего окисления легко окисляемого элемента, такого как Si и Mn, внутри стали. Между тем, когда она превышает -20°С, окисленная пленка на Fe-основе не может быть полностью сокращена, и не может быть обеспечена смачиваемость при плакировании.
В этом отношении, концентрацию водорода и точку росы в атмосфере измеряют при непрерывном мониторинге газовой атмосферы в отжиговой печи с помощью водородного денситометра или измерителя точки росы.
[0079] Когда стальной лист подвергают отжигу в газовой атмосфере, температурный диапазон, в пределах которого проводят многократное изгибание стального листа, составляет от 350°С до 700°С. Поскольку окисление легко окисляемого элемента в стальном листе развивается в достаточной степени при высокой температуре в 350°С или более, то даже когда многократное изгибание проводят в температурном диапазоне ниже 350°С, это не оказывает влияния на окисление. Как предполагается, при создании деформации в поверхности стального листа в результате многократного изгибания в температурном диапазоне, где явление окисления происходит в значительной степени, стимулируется прямая диффузия кислорода внутрь стального листа, и оксид образуется внутри стального листа.
[0080] Между тем, когда стальной лист нагревают до температуры свыше 700°С, в структуре стального листа происходят рекристаллизация и рост зерен. Поэтому для измельчения структуры поверхности стального листа формированием оксида внутри стального листа необходимо создавать деформацию проведением многократного изгибания стального листа в диапазоне температур от 350°С до 700°С.
[0081] Результаты исследования в отношении количества образующегося оксида внутри стального листа, когда стальной лист, содержащий С: 0,20%, Si: 0,15%, и Mn: 2,0%, подвергали изгибанию на 90° заданное число раз в условиях нагрева при постоянной температуре, показаны в чертежах от Фиг. 6А до Фиг. 6С. Вышеуказанные действия проводили в таких условиях, что атмосфера в печи во время нагревания представляла собой смешанную атмосферу из 5% Н2 и N2, и точку росы регулировали на -40°С. Продолжительность выдерживания составляла 3 минуты. Очевидно, что в случае, когда стальной лист нагрет до температуры 350°С или более, и число изгибаний составляет 4 раза или более, количество образующегося внутри стального листа оксида возрастает.
[0082] Для подтверждения того, проводятся ли или нет многократные изгибания в пределах предварительно заданного температурного диапазона с предварительно заданным числом, и для регулирования их, предпочтительно измерять температуру стального листа в отжиговой печи с помощью размещенного в печи радиационного термометра или термометра контактного типа. Однако, ввиду ограничений оборудования, это непрактично, хотя и не является невозможным. Поэтому в случае, когда температура стального листа не может быть измерена непосредственно, используют характеристики конструкции печи, количества подводимого тепла, циркуляции печного газа, размера подаваемого стального листа, скорости технологической линии, температуры в печи, и фактической или заданной температуры на входе и выходе печи и/или листа. Из результатов проводимого в поточном режиме прогнозирования, или результата предшествующего отдельного расчета на основе вышеуказанных условий с использованием моделирования теплопередачи с помощью компьютера или упрощенного расчета теплопереноса, идентифицируют число многократных изгибаний, когда температура листа находится в пределах диапазона от 350°С до 700°С. Если необходимо, предпочтительно следует регулировать количество подводимого тепла, скорость технологической линии, и т.д. В этом отношении моделирование теплопередачи или упрощенный расчет теплопереноса могут быть такими, которые регулярно применяют квалифицированные специалисты в этой области технологии, например, упрощенное уравнение теплопереноса, или компьютерное моделирование, насколько это согласуется с теорией теплопередачи.
[0083] Поскольку эффект почти не достигается, когда число многократных изгибаний составляет 3 раза или менее, требуются по меньшей мере 4 раза. Что касается верхнего предела числа многократных изгибаний, то согласно чертежам от Фиг. 6А до Фиг. 6С, эффекты более или менее идентичны между 4 циклами или 10 циклами, хотя есть некоторые флуктуации, и поэтому верхний предел не был конкретно определен. Однако если число превышает 10 раз, печная установка может становиться значительно более габаритной и длинной, сравнительно с обычной печью, и поэтому верхний предел предпочтительно составляет 10 раз с позиции ограничений оборудования. Если же ограничений оборудования нет, число может быть 10 раз или более.
[0084] Угол, на который проводят многократное изгибание, выбирают от 90° до 220°, согласно Фиг. 7. В случае угла менее 90° эффект от изгибания не может быть получен в достаточной мере. Хотя нет конкретно предписываемого верхнего предела, достижение угла свыше 220° является затруднительным вследствие конфигурации роликов и траектории перемещения в технологической линии в печи, и 220° считается верхним пределом. В этом отношении угол изгибания означает угол, образуемый продольным направлением стального листа перед изгибанием и продольным направлением стального листа после изгибания. Хотя нет конкретных предписаний в отношении способа изгибания стального листа, в случае технологической линии непрерывного отжига изгибание в продольном направлении возможно с помощью подовых роликов в печи. В этом случае угол изгибания соответствует углу контакта с подовыми роликами.
[0085] Что касается числа многократных изгибаний стального листа, пара изгибаний обеих поверхностей стального листа в одном направлении считается как 1 раз. В случае, когда изгибания стального листа в одном и том же направлении происходят 2 раза или более последовательно, следующие друг за другом изгибания считаются как 1 раз. Кроме того, в случае, когда изгибания стального листа с углом изгиба менее 90° происходят 2 раза или более последовательно в одном и том же направлении, и сумма углов изгиба становится между 90° и 220°, последовательные изгибания считаются как 1 раз.
[0086] Фиг. 7 представляет результаты исследований количества образующегося оксида внутри стального листа, который содержал С: 0,20%, Si: 0,15%, и Mn: 2,0%, и был подвергнут изгибанию 4 раза с различным углом изгиба в условиях, где стальной лист был нагрет до определенной температуры, атмосфера в печи во время нагревания представляла собой смешанную атмосферу из 5% Н2 и N2, и точка росы была отрегулирована на -40°С. Продолжительность выдерживания составляла 3 минуты.
[0087] Далее будет описана стадия электролитической гальванизации.
В стадии электролитической гальванизации каждую поверхность стального листа покрывают плакирующим слоем на основе цинка с удельным весом не менее 5 г/м2 и менее 40 г/м2. Хотя в качестве способа нанесения плакирующего слоя может быть применено как электролитическое плакирование цинком, так и электролитическое плакирование цинковым сплавом, пока может быть обеспечено нанесение плакирующего слоя с удельным весом покрытия не менее 5 г/м2 и менее 40 г/м2 для каждой поверхности, для обеспечения стабильности предварительно заданного удельного веса покрытия по направлению ширины, а также по направлению пропускания листа предпочтительными является электролитическое плакирование цинковым сплавом. В этом отношении при электролитическом плакировании цинковым сплавом проводят электроосаждение, вместе с Zn, таких элементов, как Fe, Ni, Со, Cr, или тому подобных, соответственно предполагаемой цели в стадии электролитического плакирования, и формируют сплав, состоящий из Zn и этих элементов в качестве плакирующего слоя.
[0088] Конкретных ограничений в отношении состава плакирующего слоя нет в той мере, пока цинк составляет 70% или более в мас.%, и плакирующий слой из цинкового сплава может содержать в качестве остальных компонентов такие легирующие элементы, как Fe, Ni, Со и Cr, соответствующие предполагаемой цели. Кроме того, могут присутствовать некоторые количества Al, Mn, Mg, Sn, Pb, Be, B, Si, P, S, Ti, V, W, Mo, Sb, Cd, Nb, Cr, Sr, и т.д., которые могут быть неизбежно примешаны из сырьевого материала, и т.д. Хотя некоторые из них совпадают с легирующими элементами для электролитического плакирования цинковым сплавом, элемент с содержанием менее 0,1% считается примесью.
[0089] Далее будет описана стадия формования горячей штамповкой.
В стадии формования горячей штамповкой электролитически гальванизированный стальной лист, температуру которого увеличивают со средней скоростью повышения температуры 50°С/сек или более до диапазона температур от 700°С до 1100°С, подвергают горячей штамповке в пределах времени 1 минуты от начала повышения температуры до горячей штамповки, и затем охлаждают до нормальной температуры.
[0090] Более конкретно, электролитически гальванизированный стальной лист нагревают для горячей штамповки со средней скоростью повышения температуры 50°С/сек или более нагревом Джоулевым теплом, индукционным нагревом, и т.д. В результате этого нагрева температура стального листа возрастает до температурного диапазона от 700°С до 1100°С. Когда стальной лист нагревается до предварительно заданной температуры, его выдерживают в течение определенного периода времени, и затем охлаждают с предварительно заданной скоростью охлаждения. После охлаждения до предварительно заданной температуры проводят горячую штамповку в пределах 1 минуты или менее от начала повышения температуры стального листа. Другими словами, горячую штамповку проводят таким образом, что суммарная продолжительность времени повышения температуры, времени охлаждения и времени выдерживания составляет 1 минуту или менее.
[0091] Проведением стадии формования горячей штамповкой в вышеуказанных условиях на электролитически гальванизированном стальном листе, подвергнутом обработке в стадии непрерывного отжига и в стадии электролитической гальванизации, остаточное количество Zn-Fe-интерметаллического соединения в плакирующем слое формованного горячей штамповкой изделия может быть снижено до диапазона от 0 г/м2 до 15 г/м2. Кроме того, нагревом для горячей штамповки в стадии формования горячей штамповкой частицы дисперсного вещества со средним диаметром от 10 нм до 1 мкм могут быть сформированы в плакирующем слое в количестве от 1×10 частиц до 1×104 частиц на 1 мм длины плакирующего слоя.
Примеры
[0092] Ниже будут представлены примеры осуществления изобретения.
Стали с составами, показанными в Таблице 1, подвергли горячей прокатке, декапированию и холодной прокатке обычным путем для получения стальных листов (необработанных листов) из сталей марок от А до Т. Затем полученные стальные листы подвергли непрерывному отжигу. Непрерывный отжиг проводили в газовой атмосфере, содержащей водород в количестве 10 вес%, и водяной пар в количестве соответственно точке росы -40°С, а также азот и примеси в качестве остального количества, и в условиях температуры 800°С в течение 100 секунд. При непрерывном отжиге выполняли многократное изгибание стального листа роликами с числом, показанным в Таблице 2, во время нагрева, и при температуре листа в пределах диапазона от 350°С до 700°С. Многократное изгибание стального листа проводили с углом изгиба, показанным в Таблице 2 и Таблице 3, по различным направлениям от поверхности листа попеременно. В этом отношении многократно повторяющееся изгибание стального листа в целом проводили с углом изгиба, показанным в Таблице 2 и Таблице 3. После этого подвергнутый непрерывному отжигу стальной лист охлаждали до нормальной температуры и подвергали дрессировке со степенью деформации 1,0%.
[0093] Затем подвергнутый непрерывному отжигу и дрессировке стальной лист подвергали электролитической гальванизации с нанесением плакирующего покрытия такого типа и с удельным весом плакирующего покрытия на каждой поверхности, как показано в Таблице 2 и Таблице 3, для получения электролитически гальванизированного стального листа. Компоненты, удельный вес плакирующего покрытия и количество Zn в плакирующем слое стального листа определяли с использованием эмиссионного ICP-анализатора в растворе, приготовленном растворением плакирующего слоя в 10%-ном растворе HCl, содержащем ингибитор.
[0094] Затем электролитически гальванизированный стальной лист подвергли формованию горячей штамповкой в условиях, показанных в Таблице 2 и Таблице 3. Более конкретно, стальной лист нагревали со средней скоростью повышения температуры, изложенной в Таблицах 2 и 3, с использованием индукционного нагрева. После того, как стальной лист достиг указанной в Таблицах 2 и 3 температуры, его выдерживали при этой температуре в течение времени выдерживания, показанного в Таблице 2 и Таблице 3. После охлаждения со скоростью 20°С/сек стальной лист подвергали горячей штамповке при температуре 680°С. В этом отношении, горячую штамповку проводили таким образом, что время, требуемое от начала повышения температуры (начала нагрева) до горячей штамповки (период времени от начала нагрева до горячей штамповки), становилось продолжительностью, показанной в Таблице 2 и Таблице 3.
[0095] В результате процесса получили формованные горячей штамповкой изделия, имеющие различные конфигурации и структуры в плакирующих слоях после формования горячей штамповкой.
[0096] Из полученного формованного горячей штамповкой изделия вырезали образец, и вышеуказанным методом измерения определили количество Zn-Fe-интерметаллического соединения в расчете на единицу площади плакирующего слоя.
Кроме того, обследовали поперечное сечение образца для определения среднего диаметра частиц дисперсного вещества в плакирующем слое и числа частиц дисперсного вещества на 1 мм плакирующего слоя вышеуказанными методами измерения. Обследование поперечного сечения образца проводили при 50000-кратном увеличении с использованием FE-SEM/EDS. В этом отношении, частицы дисперсного вещества, присутствующие в плакирующем слое при проводимом таким образом испытании, представляли собой частицы MnO, Mn2SiO4 и (Mn,Cr)3O4.
[0097] Кроме того, после формования горячей штамповкой произвольно выбрали 10 точек на прессующих поверхностях пресс-формы, где вещество, прилипшее к пресс-форме, отслоили с помощью целлофановой липкой ленты, и идентифицировали с использованием SEM/EDS для выяснения, прилипало ли Zn-Fe-интерметаллическое соединение к пресс-форме или нет.
[0098] Кроме того, на полученном формованном горячей штамповкой изделии провели испытание адгезионной способности краски. Ситуацию, в которой величина площади отслоения (число отслоившихся ячеек решетки относительно 100 ячеек решетки) в рисунке в виде прямоугольной решетки составляет 2% или менее, обозначали как А, 1% или менее обозначали как АА, и свыше 2% обозначали как С.
Изделие, удовлетворяющее требованиям изобретения, не проявляет ни прилипания плакирующего покрытия к пресс-форме, ни образования Fe-окалины, и является превосходным в отношении адгезионной способности краски.
[0099] Подробности Примеров и результаты оценки обобщены в Таблицах 1-5.
[0100]
Mo: 0,01
Mo: 0,01
Mg: 0,0010
Nb: 0,005
[0101]
[0102]
[0103]
log (частиц/мм)
имеется или нет
Fe-окалины,
имеется или нет
[0104]
log (частиц/мм)
имеется или нет
Fe-окалины,
имеется или нет
[0105] Хотя изобретение было описано в плане предпочтительных Вариантов осуществления и на Примерах согласно изобретению, такие Варианты осуществления и Примеры представляют собой только пример в пределах области существенных признаков изобретения, и возможны дополнение, исключение, замена и другие изменения конфигурации без выхода в пределах смысла изобретения. А именно, вышеприведенное описание не предполагает ограничения области изобретения, и разнообразные изменения, без сомнения, возможны в пределах области изобретения.
[0106] Полное содержание изобретений Японской Патентной Заявки № 2013-122351 включено здесь ссылкой.
Все цитированные здесь литературные источники, патентная заявка и технические стандарты также включены здесь в той же мере, как предусматривается конкретно и по отдельности в отношении индивидуального литературного источника, патентной заявки и технического стандарта с тем, что они должны быть включены ссылкой.


Изобретение относится к области металлургии, а именно к получению горячештампованного изделия, используемого в автомобилестроении. Изделие получают горячей штамповкой электролитически гальванизированного стального листа, включающего, мас.%: С от 0,10 до 0,35, Si от 0,01 до 3,00, Al от 0,01 до 3,00, Mn от 1,0 до 3,5, Р от 0,001 до 0,100, S от 0,001 до 0,010, N от 0,0005 до 0,0100, Ti от 0,000 до 0,200, Nb от 0,000 до 0,200, Mo от 0,00 до 1,00, Cr от 0,00 до 1,00, V от 0,000 до 1,000, Ni от 0,00 до 3,00, В от 0,0000 до 0,0050, Са от 0,0000 до 0,0050, Mg от 0,0000 до 0,0050, железо и примеси – остальное. Удельный вес покрытия на каждой поверхности листа составляет от 5 до 40 г/м2. Слой гальванического покрытия содержит от 0 до 15 г/м2 Zn-Fe-интерметаллического соединения и фазу твердого Fe-Zn-раствора в качестве остального количества. Количество дисперсных частиц со средним диаметром от 10 нм до 1 мкм, присутствующих на 1 мм длины слоя гальванического покрытия, составляет от 1×10 частиц до 1×104 частиц. Обеспечивается требуемая адгезионная способность наносимой на поверхность листа краски без проведения дополнительных обработок. 2 н. и 4 з.п. ф-лы, 7 ил., 5 табл.
1. Формованное горячей штамповкой изделие, полученное горячей штамповкой электролитически гальванизированного стального листа, включающего в качестве компонентов стального листа, мас.%:
С: от 0,10 до 0,35,
Si: от 0,01 до 3,00,
Al: от 0,01 до 3,00,
Mn: от 1,0 до 3,5,
Р: от 0,001 до 0,100,
S: от 0,001 до 0,010,
N: от 0,0005 до 0,0100,
Ti: от 0,000 до 0,200,
Nb: от 0,000 до 0,200,
Mo: от 0,00 до 1,00,
Cr: от 0,00 до 1,00,
V: от 0,000 до 1,000,
Ni: от 0,00 до 3,00,
В: от 0,0000 до 0,0050,
Са: от 0,0000 до 0,0050 и
Mg: от 0,0000 до 0,0050,
остальное железо и примеси,
причем стальной лист является электролитически гальванизированным на каждой поверхности с удельным весом покрытия не менее 5 г/м2 и менее 40 г/м2;
причем слой гальванического покрытия формованного горячей штамповкой изделия выполнен содержащим от 0 г/м2 до 15 г/м2 Zn-Fe-интерметаллического соединения и фазу твердого Fe-Zn-раствора в качестве остального количества и
причем в слое гальванического покрытия формованного горячей штамповкой изделия от 1×10 частиц до 1×104 частиц дисперсного вещества со средним диаметром от 10 нм до 1 мкм присутствуют на 1 мм длины слоя гальванического покрытия.
2. Формованное горячей штамповкой изделие по п.1, в котором стальной лист содержит один, или два, или более элементов, мас.%:
Ti: от 0,001 до 0,200,
Nb: от 0,001 до 0,200,
Mo: от 0,01 до 1,00,
Cr: от 0,01 до 1,00,
V: от 0,001 до 1,000,
Ni: от 0,01 до 3,00,
В: от 0,0002 до 0,0050,
Са: от 0,0002 до 0,0050 и
Mg: от 0,0002 до 0,0050.
3. Формованное горячей штамповкой изделие по п. 1 или 2, в котором частицы дисперсного вещества представляют собой оксиды одного, или двух, или более типов, содержащие один, или два, или более элементов из Si, Mn, Cr или Al.
4. Формованное горячей штамповкой изделие по п. 1 или 2, в котором электролитически гальванизированный стальной лист представляет собой стальной лист, электролитически покрытый цинковым сплавом.
5. Способ изготовления формованного горячей штамповкой изделия, в котором сталь, включающую в качестве компонентов, мас.%:
С: от 0,10 до 0,35,
Si: от 0,01 до 3,00,
Al: от 0,01 до 3,00,
Mn: от 1,0 до 3,5,
Р: от 0,001 до 0,100,
S: от 0,001 до 0,010,
N: от 0,0005 до 0,0100,
Ti: от 0,000 до 0,200,
Nb: от 0,000 до 0,200,
Mo: от 0,00 до 1,00,
Cr: от 0,00 до 1,00,
V: от 0,000 до 1,000,
Ni: от 0,00 до 3,00,
В: от 0,0000 до 0,0050,
Са: от 0,0000 до 0,0050 и
Mg: от 0,0000 до 0,0050%,
остальное Fe и примеси,
подвергают обработке в стадии горячей прокатки, стадии декапирования, стадии холодной прокатки, стадии непрерывного отжига, стадии дрессировки и стадии электролитической гальванизации с образованием электролитически гальванизированного стального листа, после чего электролитически гальванизированный стальной лист подвергают обработке в стадии формования горячей штамповкой для изготовления формованного горячей штамповкой изделия;
причем в стадии непрерывного отжига стальной лист подвергают многократному изгибанию на угол изгиба от 90° до 220° четыре или более раз во время нагрева стального листа в атмосфере газа, содержащего водород от 0,1 об.% до 30 об.%, Н2О в количестве, соответствующем точке росы от -70°С до -20°С, азот и примеси в качестве остального количества, при температуре листа в пределах диапазона от 350°С до 700°С,
причем в стадии электролитической гальванизации каждую поверхность стального листа подвергают электролитической гальванизации с образованием покрытия с удельным весом не менее 5 г/м2 и менее 40 г/м2 и
причем в стадии формования горячей штамповкой электролитически гальванизированный стальной лист нагревают со средней скоростью повышения температуры 50°С/с или более до температуры в диапазоне от 700°С до 1100°С, проводят горячую штамповку в течение 1 минуты от начала повышения температуры и после этого охлаждают до нормальной температуры.
6. Способ изготовления формованного горячей штамповкой изделия по п.5, в котором сталь включает один, или два, или более элементов из, мас.%:
Ti: от 0,001 до 0,200,
Nb: от 0,001 до 0,200,
Mo: от 0,01 до 1,00,
Cr: от 0,01 до 1,00,
V: от 0,001 до 1,000,
Ni: от 0,01 до 3,00,
В: от 0,0002 до 0,0050,
Са: от 0,0002 до 0,0050 и
Mg: от 0,0002 до 0,0050.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОГО ПРИДАНИЯ ФОРМЫ КОНЕЧНОМУ ПРОДУКТУ С ОЧЕНЬ ВЫСОКОЙ ПРОЧНОСТЬЮ И ПОЛУЧЕННЫЙ ТАКИМ ОБРАЗОМ ПРОДУКТ | 2008 |
|
RU2469102C2 |
| СТАЛЬНОЙ ЛИСТ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ И СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ СТАЛЬНОГО ЛИСТА С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 2009 |
|
RU2466210C2 |
| ГОРЯЧЕШТАМПОВАННАЯ НЕТЕРМООБРАБОТАННАЯ СТАЛЬ МАРТЕНСИТНОГО КЛАССА И ГОРЯЧЕШТАМПОВАННАЯ НЕТЕРМООБРАБОТАННАЯ СТАЛЬНАЯ ДЕТАЛЬ | 2008 |
|
RU2439189C1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

