ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к листу высокопрочной стали, имеющему превосходную формуемость (податливость и раздачу отверстия), и к легированному гальванизированному погружением листу стали, проявляющему TRIP эффект (пластичность, вызванная преобразованием), а также к способу их производства.
Данная заявка испрашивает приоритет японской патентной заявки № 2011-216967, поданной 30 сентября 2011 г., содержание которой включено в настоящий документ посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
[0002] Высокая прочность стального листа, который является конструкционным материалом, осуществляется для того, чтобы обеспечить как совместимость между экономией веса, компонентов, и т.п. транспортного средства, так и безопасность. В большинстве случаев при увеличении прочности стального листа формуемость (податливость и раздача отверстия) ухудшается. Поэтому необходим баланс прочности и формуемости для того, чтобы использовать лист высокопрочной стали для элементов конструкции транспортных средств. В соответствии с этим требованием до настоящего времени был предложен так называемый стальной лист TRIP, использующий вызванную преобразованием пластичность остаточного аустенита (например, см. патентный документ 1 и патентный документ 2). Высокопрочный стальной лист для транспортного средства требует устойчивости к коррозии в зависимости от компонентов, которые должны быть применены. В таком случае применяется легированный гальванизированный погружением стальной лист. Однако для того, чтобы улучшить податливость, к стали TRIP добавляется кремний. Когда кремний, сконцентрированный на поверхности стального листа, окисляется, у стали TRIP появляется проблема, заключающаяся в том, что во время нанесения гальванического покрытия легко образуются дефекты цинкования.
[0003] В патентных документах 3 и 4 был раскрыт способ производства высокопрочного легированного гальванизированного погружением стального листа, который может достичь улучшения смачиваемости покрытия и снижения температуры легирования путем выполнения предварительного покрытия никелем высокопрочного стального листа с добавками кремния и обработки поверхностного слоя для активизации. В этом способе гальванизированный погружением стальной лист и легированный гальванизированный погружением стальной лист могут быть произведены путем повторного нагрева и покрытия металлом холоднокатаного стального листа, в котором материал, в который предварительно интегрирован исходный лист, производится с помощью процесса холодной прокатки и отжига.
[0004] В дополнение к этому в патентной литературе 5 был предложен способ, который производит легированный гальванизированный погружением стальной лист с большим удлинением путем использования предварительного покрытия листа никелем. Этот способ относится к производству высокопрочного листа стали, имеющего превосходную устойчивость к коррозии путем изготовления стали, состоящей из феррита и мартенсита, с помощью управления компонентами стали, условиями отжига, условиями гальванизации и т.п. и затем выполнения гальванизации погружением.
[0005] Однако в гальванизированном погружением стальном листе и в легированном гальванизированном погружением стальном листе мартенсит, если он образовался, размягчается, когда стальной лист повторно нагревается в процессе цинкования, и, таким образом желаемая прочность не может быть получена. Таким образом, становится трудно одновременно достичь высокой прочности и формуемости, поэтому были бы желательны гальванизированный погружением стальной лист и легированный гальванизированный погружением стальной лист, имеющие хорошую устойчивость к коррозии, высокий предел прочности, равный 980 МПа или больше, и превосходную формуемость.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0006] [Патентный документ 1] JP 61-217529 A.
[Патентный документ 2] JP 5-59429 A.
[Патентный документ 3] JP 2526320 B.
[Патентный документ 4] JP 2526322 B.
[Патентный документ 5] JP 2006-283071 A.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0007] Настоящее изобретение должно решить вышеописанные проблемы и обеспечить высокопрочный, гальванизированный погружением стальной лист и легированный гальванизированный погружением стальной лист, имеющие превосходную податливость и раздачу отверстия, путем комбинирования процесса прокатки с термической обработкой на линии гальванизации.
СПОСОБЫ РЕШЕНИЯ ПРОБЛЕМ
[0008] Авторы настоящего изобретения подробно исследовали управление структурой с помощью термической обработки и эффекты механической обработки и термической обработки в отношении различных сталей с различным содержанием углерода, кремния и марганца. В результате авторы настоящего изобретения обнаружили, что стальной лист, имеющий уникальные структуры, может быть получен путем механической обработки и термической обработки, используя термическую обработку при непрерывном отжиге, обработку прокаткой и термическую обработку во время последующей гальванизации. В дополнение к этому авторы настоящего изобретения обнаружили, что стальной лист может иметь максимальный предел прочности 980 МПа или больше, что до сих пор было проблемой, превосходную формуемость (податливость и раздачу отверстия), а также способность к покрытию металлом.
[0009] Суть настоящего изобретения заключается в следующем.
[1] Высокопрочный гальванизированный погружением стальной лист, имеющий превосходную адгезию покрытия, формуемость и раздачу отверстия, с максимальным пределом прочности 980 МПа или больше, который включает в себя слой гальванического покрытия, сформированный на поверхности основного стального листа,
в котором основной стальной лист содержит, масс.%:
C: от 0,05 до 0,4;
Si: от 0,01 до 3,0;
Mn: от 0,1 до 3,0;
Al: от 0,01 до 2,0, где Si+Al>0,5;
P: 0,04 или меньше;
S: 0,05 или меньше;
N: 0,01 или меньше; и
остаток, включающий в себя железо и неизбежные примеси,
микроструктура основного стального листа содержит 40% или больше в общей объемной доле мартенсита и бейнита, 8% или больше объемной доли остаточного аустенита, и остаток микроструктуры является ферритом или ферритом и 10% или меньше объемной доли перлита,
мартенсит содержит 10% или больше в общей объемной доле двух или более из трех видов мартенситов (1), (2) и (3), указанных ниже, и
слой гальванического покрытия содержит меньше чем 7 масс.% железа,
мартенсит (1): концентрация углерода (когда есть выпадение цементита, также включает в себя углерод в цементите) CM1 составляет меньше чем 0,8, и твердость в испытании на определение твердости наноиндентором Hit1 удовлетворяет выражению 1:
Hit1/{-982,1×(CM1)2+1676×CM1+189}≤0,50 … Выражение 1
мартенсит (2): концентрация углерода (когда есть выпадение цементита, также включает в себя углерод в цементите) CM2 составляет 0,8 масс.% или больше, и твердость в испытании на определение твердости наноиндентором Hit2 удовлетворяет выражению 2:
Hit2/{-982,1×(CM2)2+1676×CM2+189}≤0,50 … Выражение 2
мартенсит (3): концентрация углерода (когда есть выпадение цементита, также включает в себя углерод в цементите) CM3 составляет 0,8 масс.% или больше, и твердость в испытании на определение твердости наноиндентором Hit3 удовлетворяет выражению 3:
0,5<Hit3/{-982,1×(CM3)2+1676×CM3+189}≤0,80 … Выражение 3.
[0010]
[2] Высокопрочный, гальванизированный погружением стальной лист, имеющий превосходную адгезию покрытия, формуемость и раздачу отверстия с максимальным пределом прочности 980 МПа или больше, по п. 1, в котором основной стальной лист дополнительно содержит один или два или больше из, масс.%:
Cr: от 0,05 до 1,0;
Мо: от 0,05 до 1,0;
Ni: от 0,05 до 1,0; и
Cu: от 0,05 до 1,0.
[0011]
[3] Высокопрочный, гальванизированный погружением стальной лист, имеющий превосходную адгезию покрытия, формуемость и раздачу отверстия с максимальным пределом прочности 980 МПа или больше, по п. 1, в котором основной стальной лист дополнительно содержит один или два или больше из, масс.%:
Nb: от 0,005 до 0,3;
Ti: от 0,005 до 0,3; и
V: от 0,01 до 0,5.
[0012]
[4] Высокопрочный, гальванизированный погружением стальной лист, имеющий превосходную адгезию покрытия, формуемость и раздачу отверстия с максимальным пределом прочности 980 МПа или больше, по п. 1, в котором основной стальной лист дополнительно содержит бор в количестве от 0,0001 до 0,1 масс.%.
[0013]
[5] Высокопрочный, гальванизированный погружением стальной лист, имеющий превосходную адгезию покрытия, формуемость и раздачу отверстия с максимальным пределом прочности 980 МПа или больше, по п. 1, в котором основной стальной лист дополнительно содержит один или два или больше из, масс.%:
Ca: от 0,0005 до 0,01;
Mg: от 0,0005 до 0,01; и
РЗМ (редкоземельный металл): от 0,0005 до 0,01.
[0014]
[6] Высокопрочный легированный гальванизированный погружением стальной лист, имеющий превосходную адгезию покрытия, формуемость и раздачу отверстия с максимальным пределом прочности 980 МПа или больше, включающий в себя слой гальванического покрытия, сформированный на поверхности основного стального листа,
в котором основной стальной лист содержит, масс.%:
C: от 0,05 до 0,4;
Si: от 0,01 до 3,0;
Mn: от 0,1 до 3,0;
Al: от 0,01 до 2,0, где Si+Al>0,5;
P: 0,04 или меньше;
S: 0,05 или меньше;
N: 0,01 или меньше; и
остаток, включающий в себя железо и неизбежные примеси,
микроструктура основного стального листа содержит 40% или больше в общей объемной доле мартенсита и бейнита, 8% или больше объемной доли остаточного аустенита, и остаток микроструктуры является ферритом или ферритом и 10% или меньше объемной доли перлита,
мартенсит содержит 10% или больше в общей объемной доле двух или более из трех видов мартенситов (1), (2) и (3), указанных ниже, и
слой гальванического покрытия содержит от 7 до 15 железа,
мартенсит (1): концентрация углерода (когда есть выпадение цементита, также включает в себя углерод в цементите) CM1 составляет меньше чем 0,8 масс.%, и твердость в испытании на определение твердости наноиндентором Hit1 удовлетворяет выражению 1:
Hit1/{-982,1×(CM1)2+1676×CM1+189}≤0,50 … Выражение 1
мартенсит (2): концентрация углерода (когда есть выпадение цементита, также включает в себя углерод в цементите) CM2 составляет 0,8 масс.% или больше, и твердость в испытании на определение твердости наноиндентором Hit2 удовлетворяет выражению 2:
Hit2/{-982,1×(CM2)2+1676×CM2+189}≤0,50 … Выражение 2
мартенсит (3): концентрация углерода (когда есть выпадение цементита, также включает в себя углерод в цементите) CM3 составляет 0,8 масс.% или больше, и твердость в испытании на определение твердости наноиндентором Hit3 удовлетворяет выражению 3:
0,5<Hit3/{-982,1×(CM3)2+1676×CM3+189}≤0,80 … Выражение 3
[0015]
[7] Высокопрочный легированный гальванизированный погружением стальной лист, имеющий превосходную адгезию покрытия, формуемость и раздачу отверстия с максимальным пределом прочности 980 МПа или больше, по п. 6, в котором основной стальной лист дополнительно содержит один или два или больше из, масс.%:
Cr: от 0,05 до 1,0;
Мо: от 0,05 до 1,0;
Ni: от 0,05 до 1,0; и
Cu: от 0,05 до 1,0.
[0016]
[8] Высокопрочный легированный гальванизированный погружением стальной лист, имеющий превосходную адгезию покрытия, формуемость и раздачу отверстия с максимальным пределом прочности 980 МПа или больше, по п. 6, в котором основной стальной лист дополнительно содержит один или два или больше из, масс.%:
Nb: от 0,005 до 0,3;
Ti: от 0,005 до 0,3; и
V: от 0,01 до 0,5.
[0017]
[9] Высокопрочный легированный гальванизированный погружением стальной лист, имеющий превосходную адгезию покрытия, формуемость и раздачу отверстия с максимальным пределом прочности 980 МПа или больше, по п. 6, в котором основной стальной лист дополнительно содержит бор в количестве от 0,0001 до 0,1 масс.%
[0018]
[10] Высокопрочный легированный гальванизированный погружением стальной лист, имеющий превосходную адгезию покрытия, формуемость и раздачу отверстия с максимальным пределом прочности 980 МПа или больше, по п. 6, в котором основной стальной лист дополнительно содержит один или два или больше из, масс.%:
Ca: от 0,0005 до 0,01;
Mg: от 0,0005 до 0,01; и
РЗМ: от 0,0005 до 0,01.
[0019]
[11] Способ производства высокопрочного, гальванизированного погружением стального листа, имеющего превосходную адгезию покрытия, формуемость и раздачу отверстия с максимальным пределом прочности 980 МПа или больше, включающий в себя:
относительно стальной заготовки, содержащей, масс.%:
C: от 0,05 до 0,4;
Si: от 0,01 до 3,0;
Mn: от 0,1 до 3,0;
Al: от 0,01 до 2,0, где Si+Al>0,5;
P: 0,04 или меньше;
S: 0,05 или меньше;
N: 0,01 или меньше; и
остаток, включающий в себя железо и неизбежные примеси,
нагревание до температуры 1200°C или выше и выполнение горячей прокатки при температуре фазового превращения Ar3 или выше;
выполнение после горячей прокатки холодной прокатки основного стального листа со степенью обжатия 40-70%;
отжиг основного стального листа после холодной прокатки при температуре от 730°C до 900°C;
охлаждение основного стального листа после отжига до температуры от 650°C до 750°C со средней скоростью охлаждения от 0,1 до 200°C/с, и охлаждение основного стального листа до температуры 450°C или ниже от температуры 650-750°C со средней скоростью охлаждения 20°C/с или быстрее;
выдержку основного стального листа, охлажденного до температуры 450°C или ниже, в диапазоне температур от 350°C до 450°C в течение 120 секунд или дольше;
охлаждение основного стального листа, выдержанного в диапазоне температур от 350°C до 450°C, до температуры 70°C или ниже со средней скоростью охлаждения 5°C/с или быстрее;
прокатку основного стального листа, охлажденного до комнатной температуры, с процентом удлинения от 0,2 до 2%;
нагревание прокатанного основного стального листа до температуры от “температура ванны гальванического покрытия -40”°C до “температура ванны гальванического покрытия +50”°C со средней скоростью повышения температуры 10°C/с или быстрее;
погружение в ванну и гальванизацию погружением основного стального листа, нагретого до температуры от “температура ванны гальванического покрытия -40”°C до “температура ванны гальванического покрытия +50”°C, в ванне гальванического покрытия; и
охлаждение гальванизированного погружением стального листа до температуры 70°C или ниже со средней скоростью охлаждения 5°C/с или быстрее.
[0020]
[12] Способ производства высокопрочного, гальванизированного погружением стального листа, имеющего превосходную адгезию покрытия, формуемость и раздачу отверстия с максимальным пределом прочности 980 МПа или больше, по п. 11, в котором во время гальванического покрытия скорость потока в ванне гальванического покрытия составляет 10 м/мин или больше и 50 м/мин или меньше.
[0021]
[13] Способ производства высокопрочного, гальванизированного погружением стального листа, имеющего превосходную адгезию покрытия, формуемость и раздачу отверстия с максимальным пределом прочности 980 МПа или больше, по п. 11, в котором перед нагревом до температуры от “температура ванны гальванического покрытия -40”°C до “температура ванны гальванического покрытия +50”°C основной стальной лист подвергается травлению, а затем поверхность основного стального листа полируется и удаляется на глубину 0,1 мкм или больше и предварительно покрывается никелем в количестве от 0,2 г/м2 до 2 г/м2.
[0022]
[14] Способ производства высокопрочного легированного гальванизированного погружением стального листа, имеющего превосходную адгезию покрытия, формуемость и раздачу отверстия с максимальным пределом прочности 980 МПа или больше, включающий в себя:
относительно стальной заготовки, содержащей, масс.%:
C: от 0,05 до 0,4;
Si: от 0,01 до 3,0;
Mn: от 0,1 до 3,0;
Al: от 0,01 до 2,0, где Si+Al>0,5;
P: 0,04 или меньше;
S: 0,05 или меньше;
N: 0,01 или меньше; и
остаток, включающий в себя железо и неизбежные примеси,
нагревание до температуры 1200°C или выше и выполнение горячей прокатки при температуре фазового превращения Ar3 или выше;
выполнение после горячей прокатки холодной прокатки основного стального листа со степенью обжатия 40-70%;
отжиг основного стального листа после холодной прокатки при температуре от 730°C до 900°C;
охлаждение основного стального листа после отжига до температуры от 650°C до 750°C со средней скоростью охлаждения от 0,1 до 200°C/с, и охлаждение основного стального листа до температуры 450°C или ниже от температуры 650-750°C со средней скоростью охлаждения 20°C/с или быстрее;
выдержку основного стального листа, охлажденного до температуры 450°C или ниже, в диапазоне температур от 350°C до 450°C в течение 120 секунд или дольше;
охлаждение основного стального листа, выдержанного в диапазоне температур от 350°C до 450°C, до температуры 70°C или ниже со средней скоростью охлаждения 5°C/с или быстрее;
прокатку основного стального листа, охлажденного до комнатной температуры, с процентом удлинения от 0,2 до 2%;
нагревание прокатанного основного стального листа до температуры от “температура ванны гальванического покрытия - 40”°C до “температура ванны гальванического покрытия +50”°C со средней скоростью повышения температуры 10°C/с или быстрее;
погружение в ванну и гальванизацию погружением основного стального листа, нагретого до температуры от “температура ванны гальванического покрытия -40”°C до “температура ванны гальванического покрытия +50”°C, в ванне гальванического покрытия и выполнение легирующей термической обработки при температуре “температура ванны гальванического покрытия - 40”°C или выше и 560°C или ниже в течение 40 секунд; и
охлаждение легированного гальванизированного погружением стального листа, подвергшегося легирующей термической обработке, до температуры 70°C или ниже со средней скоростью охлаждения 5°C/с или быстрее.
[0023]
[15] Способ производства высокопрочного легированного гальванизированного погружением стального листа, имеющего превосходную адгезию покрытия, формуемость и раздачу отверстия с максимальным пределом прочности 980 МПа или больше, по п. 14, в котором во время нанесения гальванического покрытия скорость потока в ванне гальванического покрытия составляет 10 м/мин или больше и 50 м/мин или меньше.
[0024]
[16] Способ производства высокопрочного легированного гальванизированного погружением стального листа, имеющего превосходную адгезию покрытия, формуемость и раздачу отверстия с максимальным пределом прочности 980 МПа или больше, по п. 14, в котором перед нагревом до температуры от “температура ванны гальванического покрытия -40”°C до “температура ванны гальванического покрытия +50”°C основной стальной лист подвергается травлению, а затем поверхность основного стального листа полируется и удаляется на глубину 0,1 мкм или больше и предварительно покрывается никелем в количестве от 0,2 г/м2 до 2 г/м2.
ЭФФЕКТ(ЭФФЕКТЫ) ИЗОБРЕТЕНИЯ
[0025] В соответствии с настоящим изобретением возможно получить гальванизированный погружением стальной лист и легированный гальванизированный погружением стальной лист, имеющие превосходную формуемость с высокой прочностью и тем самым внести заметный вклад в промышленность.
ВАРИАНТ(ВАРИАНТЫ) ДЛЯ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
[0026] Далее настоящее изобретение будет описано подробно.
Микроструктура основного стального листа
Сначала будут описаны микроструктуры основного стального листа в соответствии с настоящим изобретением. Микроструктуры основного стального листа в соответствии с настоящим изобретением включают в себя бейнит, мартенсит и остаточный аустенит. Далее мартенсит включает в себя два или больше из трех видов мартенситов (1), (2), и (3), определяемых ниже.
[0027] Мартенсит (1): концентрация углерода (когда есть выпадение цементита, также включает в себя углерод в цементите) CM1 составляет меньше чем 0,8 масс.%, и твердость в испытании на определение твердости наноиндентором Hit1 удовлетворяет выражению 1:
Hit1/{-982,1×(CM1)2+1676×CM1+189}≤0,50 … Выражение 1
Мартенсит (2): концентрация углерода (когда есть выпадение цементита, также включает в себя углерод в цементите) CM2 составляет 0,8 масс.% или больше, и твердость в испытании на определение твердости наноиндентором Hit2 удовлетворяет выражению 2:
Hit2/{-982,1×(CM2)2+1676×CM2+189}≤0,50 … Выражение 2
Мартенсит (3): концентрация углерода (когда есть выпадение цементита, также включает в себя углерод в цементите) CM3 составляет 0,8 масс.% или больше, и твердость в испытании на определение твердости наноиндентором Hit3 удовлетворяет выражению 3:
0,5<Hit3/{-982,1×(CM3)2+1676×CM3+189}≤0,80 … Выражение 3
[0028] Хотя подробная причина этого неясна, когда два или больше вида мартенсита из этих трех видов мартенсита (1)-(3) содержатся в количестве 10% или больше суммарной объемной доли, достигаются как прочность, так и раздача отверстия. Мартенсит, который имеет самую твердую структуру из структур, содержащихся в основном стальном листе по настоящему изобретению, является существенным для того, чтобы гарантировать максимальный предел прочности 980 МПа или больше. С другой стороны, в испытании на раздачу отверстия и в испытании на изгиб, поскольку мартенсит является отправной точкой образования раковин, известно, что мартенсит ухудшает раздачу отверстия. Поэтому для того, чтобы гарантировать раздачу отверстия, необходимо предотвратить концентрацию деформации на конкретном зерне мартенсита, смешивая два или более вида мартенсита из этих трех различных видов мартенсита. В результате был найден способ, который не ухудшает раздачу отверстия, способствуя более высокому упрочнению. Этот эффект может быть получен, когда суммарная объемная доля этих двух или более видов мартенсита из трех видов мартенсита составляет 10% или больше. Исходя из этого, нижний предел объемной доли трех видов мартенсита (1)-(3) устанавливается равным 10%. Предпочтительно нижний предел составляет 15% или больше.
[0029] Мартенсит (1) является мартенситом отпуска, который имеет низкую концентрацию углерода и является не очень твердым. Концентрация углерода CM1 в мартенсите (1) составляет меньше чем 0,8 масс.%. Когда имеется выпадение цементита в мартенсите (1), углерод, содержащийся в цементите, который выпадает в мартенсите (1), также включается в эту концентрацию. Цементит в мартенсите, упоминаемый в настоящем документе, может быть результатом выпадения либо внутри, либо между рейками мартенсита, так что проявляется эффект настоящего изобретения. Эта структура происходит из свежего мартенсита, образующегося во время охлаждения до температуры 70°C или ниже после выдержки при температуре от 350 до 450°C в процессе отжига способа производства по настоящему изобретению. Мартенсит (1) является мартенситом отпуска, в котором свежий мартенсит, образующийся во время охлаждения до температуры 70°C или ниже после выдержки при температуре от 350 до 450°C, подвергается отпуску во время обработки погружением в ванну гальванического покрытия или во время легирующей обработки.
[0030] Концентрация углерода CM1 в мартенсите (1) составляет меньше чем 0,8 масс.%. Это также включает в себя тот случай, когда концентрация углерода уменьшается до величины меньшей чем 0,8 масс.%, когда углерод в свежем мартенсите диффундирует в аустенит во время обработки погружением в ванну гальванического покрытия или легирующей обработки, и таким образом свежий мартенсит отпускается даже при том, что концентрация углерода в свежем мартенсите составляет 0,8 масс.% или больше, в дополнение к случаю, когда концентрация углерода в свежем мартенсите, сформированном во время охлаждения до температуры 70°C или ниже после выдержки при температуре от 350 до 450°C, была меньше чем 0,8 масс.%.
[0031] Так как мартенсит (1) имеет столь низкую концентрацию углерода CM1, как меньше чем 0,8 масс.%, и отпускается, он является самым мягким из трех видов мартенсита (1)-(3). Твердость в испытании на определение твердости наноиндентором Hit1 мартенсита (1) удовлетворяет выражению 1. Когда объемная доля мартенсита (1) составляет 60% или больше микроструктуры основного стального листа, объемная доля феррита и остаточного аустенита становится слишком низкой, и податливость ухудшается, так что верхний предел предпочтительно составляет 60%.
[0032] Мартенсит (2) имеет высокую концентрацию углерода, но является мартенситом, который смягчается отпуском. Концентрация углерода CM2 в мартенсите (2) составляет 0,8 масс.% или больше. Когда имеется выпадение цементита в мартенсите (2), углерод, содержащийся в цементите, который выпадает в мартенсите (2), также включается в эту концентрацию. Аналогичным образом цементит в мартенсите может быть результатом выпадения либо внутри, либо между рейками мартенсита. Мартенсит (2) получается в результате вызванного напряжением, создаваемым при прокатке, преобразования мартенсита, причем в этот мартенсит преобразуется часть остаточного аустенита. В то время как основной стальной лист выдерживается в диапазоне температур от 350 до 450°C после отжига, происходит бейнитное преобразование микроструктуры в основном стальном листе, и таким образом углерод диффундирует в непреобразованный аустенит. Остаточный аустенит, в котором концентрируется углерод, формируется в основном стальном листе, который охлаждается до температуры 70°C или ниже. Путем вызванного напряжением преобразования остаточного аустенита, в котором концентрируется углерод, путем прокатки может быть получен мартенсит, который является источником мартенсита (2). Мартенсит (2) является мартенситом отпуска, в котором преобразованный в результате напряжения при прокатке мартенсит отпускается во время обработки погружением в ванну гальванического покрытия или во время легирующей обработки.
[0033] Как и мартенсит (1), мартенсит (2) является мартенситом отпуска, но является более твердым, чем мартенсит (1), так как концентрация углерода высока. Твердость в испытании на определение твердости наноиндентором Hit2 мартенсита (2) удовлетворяет выражению 2. Когда объемная доля мартенсита (2) составляет 40% или больше микроструктуры основного стального листа, податливость ухудшается, так что верхний предел предпочтительно устанавливается равным 60%.
[0034] Мартенсит (3) является мартенситом, который имеет высокую концентрацию углерода, не отпущен или отпущен в небольшой степени. Концентрация углерода CM3 в мартенсите (3) составляет 0,8 масс.% или больше. Когда имеется выпадение цементита в мартенсите (3), углерод, содержащийся в цементите, который выпадает в мартенсите (3), также включается в эту концентрацию. Аналогичным образом цементит в мартенсите может быть результатом выпадения либо внутри, либо между рейками мартенсита. Мартенсит (3) является свежим мартенситом, который формируется преобразованием во время охлаждения до температуры 70°C или ниже после нанесения гальванического покрытия или легирующей термообработки. В дополнение к этому мартенсит (3) является также мартенситом, остающимся в состоянии свежего мартенсита, не будучи существенно отпущенным во время легирующей термообработки или легирующей обработки (не в состоянии мартенситов (1) и (2)).
[0035] Мартенсит (3) является самой твердой структурой из трех видов мартенсита (1)-(3). Твердость в испытании на определение твердости наноиндентором Hit3 мартенсита (3) удовлетворяет выражению 3. По этой причине мартенсит (3) способствует высокому упрочнению, но ухудшает раздачу отверстия. Соответственно для того, чтобы достичь как прочности, так и формуемости, верхний предел содержания мартенсита (3) в объемной доле микроструктуры основного стального листа составляет 10%. Однако когда объемная доля мартенсита (3) становится слишком маленькой, трудно гарантировать максимальный предел прочности 980 МПа или больше, так что нижний предел предпочтительно устанавливается равным 3% или больше.
[0036] Бейнит является эффективным для обеспечения прочности. Когда высокопрочный стальной лист, имеющий предел прочности, превышающий 980 МПа, содержит мартенсит и бейнит в суммарной объемной доле 40% или больше, возможно гарантировать прочность и получить высокую раздачу отверстия. Когда суммарная объемная доля составляет меньше чем 40%, предел прочности составляет меньше чем 980 МПа. Соответственно нижний предел устанавливается равным 40%.
[0037] Остаточный аустенит является структурой, которая повышает податливость, в частности однородное удлинение посредством вызванной преобразованием пластичности. Для того чтобы получить особенно хорошее удлинение, необходимо, чтобы содержание остаточного аустенита составляло 8% об. или больше. Кроме того, благодаря преобразованию в мартенсит при обработке остаточный аустенит также способствует получению высокого упрочнения.
[0038] В микроструктуре основного стального листа по настоящему изобретению феррит не является существенным. Однако поскольку феррит вызывает улучшение податливости, он может содержаться. Во время отжига возможно управлять объемной долей феррита, выполняя охлаждение после отжига двухфазного отжига. Кроме того, возможно управлять объемной долей феррита путем охлаждения после отжига. Однако когда доля феррита увеличивается, уменьшается прочность. Хотя высокое упрочнение может быть получено дисперсионным упрочнением и упрочнением твердого раствора, объемная доля феррита предпочтительно составляет 40% или меньше.
[0039] Перлит может содержаться в объемной доле 10% или меньше. Когда объемная доля перлита превышает 10%, прочность и податливость уменьшаются. Поэтому верхний предел его содержания устанавливается равным 10%.
[0040] Кроме того, каждая фаза микроструктур, таких как мартенсит, бейнит, аустенит, перлит и феррит, может быть идентифицирована, и их местоположения и объемные доли могут наблюдаться и количественно измеряться с использованием оптического микроскопа, имеющего увеличение 1000х, а также сканирующего и просвечивающего электронного микроскопа, имеющего увеличение от 1000х до 100000х, после того, как срез стального листа в направлении прокатки или срез под прямым углом к направлению прокатки протравлен реактивом Ниталь, описанным в патентном документе JP 59-219473 A. Доля площади, занимаемая каждой структурой, может быть получена путем наблюдения 20 или больше областей и применения способа подсчета точек или анализа изображения. Затем полученная доля площади определяется как объемная доля каждой структуры.
[0041] Способом классификации трех видов мартенсита (1)-(3) является классификация по твердости и концентрации углерода. Твердость может быть получена путем измерения твердости наноиндентором для трех или более точек в зернах мартенсита и вычислении среднего значения твердости Hit. Поскольку в основном стальном листе в соответствии с настоящим изобретением содержится большое количество добавочных элементов, диаметр кристаллического зерна является небольшим. Кроме того, в основном стальном листе в соответствии с настоящим изобретением размер углубления может быть больше, чем диаметр зерен мартенсита при измерении твердости по Виккерсу. Поэтому измерение твердости микрообласти выполняется с помощью наноиндентора. Образцы, вырезанные параллельно направлению прокатки, фиксируются и затем подвергаются зеркальной полировке и электролитической полировке. Затем на полированных образцах выполняется измерение твердости. Что касается условий испытания, глубина углубления измеряется с использованием 50 нм индентора Берковича. Кроме того, этот метод испытаний оставляет очень маленькое углубление и является чувствительным к отношению между диаметром зерна мартенсита и размером углубления или к неровностям поверхности. Поэтому в качестве предварительного испытания выполняются электролитическая полировка в различных условиях и определение твердости в условиях изменения глубины вдавливания, и условия, при которых получаются самые воспроизводимые хорошие значения, устанавливаются в качестве условий испытания.
[0042] Концентрация углерода в зернах мартенсита может быть измерена любым способом измерения, который гарантирует точность при условии получения точной концентрации разложения. Например, концентрация углерода в зернах мартенсита может быть получена путем тщательного измерения концентрации углерода с шагом 0,5 мкм или меньше с использованием электронного микрозондового анализа (EPMA) в связке с полевым эмиссионным электронным сканирующим микроскопом (FE-SEM). Следовательно, мартенситы (1)-(3) классифицируются согласно твердости и концентрации углерода.
[0043] Кроме того, чтобы различать эти мартенситы (1)-(3), выражения 1-3 используют относительное выражение между количеством углерода CM1-CM3 и твердостью Hit, получаемой в тесте на нановдавливание в каждом мартенсите. Знаменатели левых сторон выражений 1, 2 и 3, которые являются входными значениями концентрации углерода, представляют твердость мартенсита без карбидов (свежего мартенсита) в зависимости от концентрации углерода. Твердость мартенсита, содержавшегося в основном стальном листе по настоящему изобретению, становится ниже, чем твердость свежего мартенсита, за счет образования цементита в зернах и отпуска. Поэтому классификация выполняется с помощью соотношения между твердостью мартенсита стального листа и твердостью свежего мартенсита в знаменателе.
[0044] Химический состав основного стального листа
Далее будет дано описание причин количественных ограничений в составах основного стального листа в настоящем изобретении. Кроме того, проценты в составе представляют собой массовые проценты.
[0045] C: углерод добавляется в качестве элемента, который увеличивает прочность стали и стабилизирует остаточный аустенит для улучшения податливости. Когда содержание углерода составляет менее 0,05%, трудно гарантировать предел прочности 980 МПа или больше. Податливость, свариваемость и ударная вязкость заметно ухудшаются при чрезмерном добавлении углерода, превышающем 0,40%. Поэтому содержание углерода устанавливается в диапазоне от 0,05% до 0,4%. Более предпочтительный диапазон составляет от 0,13% до 0,3%.
[0046] Si: кремний является элементом, полезным для увеличения прочности стального листа за счет упрочнения твердого раствора. В дополнение к этому кремний является существенным элементом, который способствует концентрации углерода в аустените во время бейнитного преобразования и образует остаточный аустенит при отжиге для того, чтобы подавить образование цементита. Эти эффекты не проявляются, когда содержание кремния составляет менее 0,01%, и отслаивание окалины и химическая обратимость, образующиеся при горячей прокатке, заметно ухудшаются при чрезмерном добавлении кремния, превышающем 3,0%. Таким образом, содержание кремния устанавливается в диапазоне от 0,01% до 3,0%.
[0047] Mn: марганец является элементом, эффективным для улучшения прокаливаемости. Эффект увеличения прокаливаемости проявляется недостаточно, когда содержание марганца составляет менее 0,1%, а ударная вязкость ухудшается при чрезмерном добавлении марганца, превышающем 3,0%. Соответственно содержание марганца устанавливается в диапазоне от 0,1% до 3,0%.
[0048] Al: алюминий является элементом, имеющим функцию раскислителя. В дополнение к этому алюминий является элементом, стабилизирующим феррит, как и кремний, и может также использоваться в качестве альтернативы для кремния. Такой эффект не проявляется, когда содержание алюминия составляет менее 0,01%, а ударная вязкость ухудшается при чрезмерном добавлении алюминия, превышающем 2,0%. Поэтому содержание алюминия устанавливается в диапазоне от 0,01% до 2,0%.
[0049] Al+Si: алюминий и кремний являются элементами, имеющими те же самые функции стабилизации феррита и подавления цементита. Соответственно важным является полное добавленное количество алюминия и кремния. Когда полное добавленное количество алюминия и кремния составляет 0,5% или меньше, функция стабилизации феррита и подавления цементита становится слабой. Поэтому полное добавленное количество алюминия и кремния должно составлять больше чем 0,5%.
[0050] P: фосфор является загрязняющим элементом, который выделяется на границах зерна, понижая их прочность и ухудшая тем самым ударную вязкость. Таким образом, содержание фосфора предпочтительно должно быть снижено. Верхний предел содержания фосфора ограничивается величиной 0,04% с учетом текущей технологии очистки и производственных затрат. Нижнее предельное значение содержания фосфора особенно не определяется, но когда нижнее предельное значение содержания фосфора составляет менее 0,0001%, это невыгодно экономически, и таким образом это значение предпочтительно устанавливается в качестве нижнего предельного значения содержания фосфора.
[0051] S: сера является загрязняющим элементом, который ухудшает обрабатываемость в горячем состоянии и ударную вязкость, и ее содержание предпочтительно должно быть снижено. Соответственно верхний предел содержания серы ограничивается величиной 0,05%. Нижнее предельное значение содержания серы особенно не определяется, но, когда нижнее предельное значение содержания серы составляет менее 0,0001%, это невыгодно экономически, и таким образом это значение предпочтительно устанавливается в качестве нижнего предельного значения содержания серы.
[0052] N: азот формирует крупнозернистые нитриды, что ухудшает изгибаемость и раздачу отверстия. Следовательно, его количество должно быть снижено. Причина состоит в том, что эта тенденция становится заметной, когда содержание азота превышает 0,01%. Таким образом, содержание азота должно находиться в диапазоне 0,01% или меньше. В дополнение к этому азот вызывает появление прогаров во время сварки, так что, чем его меньше, тем лучше. Эффект настоящего изобретения проявляется без особого определения нижнего предела содержания азота, но когда содержание азота составляет менее 0,0005%, производственные затраты резко увеличиваются, так что это значение по существу является нижним пределом содержания азота.
[0053] Далее могут быть добавлены один или два или больше элементов из Cr, Mo, Ni и Cu. Эти элементы являются элементами, эффективными для улучшения податливости и ударной вязкости. Однако когда содержание Cr, Mo, Ni и Cu превышает 1,0%, ударная вязкость может ухудшиться из-за увеличения прочности. Соответственно верхний предел содержания этих элементов устанавливается равным 1,0%. Далее для того, чтобы улучшить податливость и ударную вязкость, необходимое содержание хрома составляет 0,05% или больше, необходимое содержание молибдена составляет 0,05% или больше, необходимое содержание никеля составляет 0,05% или больше и необходимое содержание меди составляет 0,05% или больше, и таким образом эти значения устанавливаются в качестве нижних предельных значений содержания соответствующих элементов.
[0054] Далее могут быть добавлены один или два или больше элементов из Ti, Nb и V. Эти элементы являются элементами, которые образуют мелкозернистые карбонитриды, и эффективны для подавления укрупнения кристаллических зерен, обеспечения прочности и улучшения ударной вязкости. Для того, чтобы гарантировать прочность и улучшить ударную вязкость, необходимо добавить 0,005% или больше титана и ниобия и 0,01% или больше ванадия. Однако когда эти элементы добавляются чрезмерно, осадок становится крупнозернистым, и ударная вязкость может ухудшиться. Соответственно добавочное количество ниобия и титана предпочтительно устанавливается равным 0,3% или меньше, а добавочное количество ванадия предпочтительно устанавливается равным 0,5% или меньше.
[0055] B: бор является элементом, который выделяется на границах зерна и подавляет выделение на границах зерна фосфора и серы. В дополнение к этому этот элемент также эффективен для улучшения прокаливаемости. Однако когда содержание бора превышает 0,1%, на границах зерна образуется крупнозернистый осадок, который ухудшает обрабатываемость в горячем состоянии и ударную вязкость. Соответственно содержание бора устанавливается равным 0,1% или ниже. Далее для того, чтобы увеличить податливость, ударную вязкость и обрабатываемость в горячем состоянии и улучшить прокаливаемость с помощью упрочнения границ зерна, количество добавляемого бора предпочтительно составляет 0,0001% или больше.
[0056] Далее могут быть добавлены один или два или больше элементов из Ca, Mg и РЗМ. Эти элементы являются элементами, эффективными для управления формами сульфида для того, чтобы подавить ухудшение обрабатываемости в горячем состоянии и ударной вязкости из-за серы. Аббревиатура «РЗМ» означает редкоземельный металл. Однако даже когда эти элементы добавляются в избытке, поскольку эффект насыщается, предпочтительно, чтобы добавлялось 0,01% или меньше кальция, 0,01% или меньше магния и 0,01% или меньше редкоземельного металла соответственно. Для того чтобы улучшить ударную вязкость, предпочтительно, чтобы добавлялось 0,0005% или больше кальция, 0,0005% или больше магния и 0,0005% или больше редкоземельного металла соответственно. Далее в настоящем изобретении редкоземельный металл в большинстве случаев добавляется в мишметалл, который в дополнение к лантану и церию может также содержать другие элементы лантаноидного ряда в комбинации. Эффекты настоящего изобретения проявляются, даже когда элементы лантаноидного ряда, отличные от лантана и церия, содержатся как неизбежные примеси. Однако эффекты настоящего изобретения проявляются, даже когда добавляются такие металлы, как лантан и церий.
[0057] Химический состав слоя гальванического покрытия и легированного слоя гальванического покрытия
В настоящем изобретении слой гальванического покрытия, сформированный на поверхности основного стального листа, содержит менее 7 масс.% железа, а остаток составляют цинк и неизбежные примеси. В дополнение к этому легированный слой гальванического покрытия содержит от 7 до 15 масс.% железа, а остаток составляют цинк и неизбежные примеси. Слой гальванического покрытия и легированный слой гальванического покрытия могут дополнительно содержать алюминий в количестве от 0,01 до 0,5 масс.% и более предпочтительно в количестве от 0,05 до 0,3 масс.%. Далее ванна гальванического покрытия может содержать Fe, Mg, Mn, Si, Cr и т.п. в дополнение к чистому цинку и алюминию.
[0058] В случае, когда желательны свариваемость методом точечной сварки и покрывающее свойство, возможно улучшить эти свойства путем формирования на поверхности основного стального листа легированного слоя гальванического покрытия, содержащего 7-15 масс.% железа. Конкретно, когда основной стальной лист подвергается легирующей обработке при погружении в ванну для гальванизации, железо включается в слой гальванического покрытия, и таким образом может быть получен высокопрочный легированный гальванизированный погружением стальной лист, имеющий превосходные покрывающее свойство и свариваемость методом точечной сварки. Когда содержание железа после легирующей обработки составляет менее 7 масс.%, свариваемость методом точечной сварки становится недостаточной. С другой стороны, когда содержание железа превышает 15 масс.%, адгезия самого слоя покрытия ухудшается, и слой покрытия ломается и отпадает при механической обработке, вызывая тем самым царапины при формовке, прилипая к пресс-форме. Соответственно содержание железа в слое покрытия во время легирующей обработки должно находиться в пределах диапазона 7-15 масс.%.
[0059] Далее в случае, когда легирующая обработка не выполняется, даже когда содержание железа в слое покрытия составляет меньше чем 7 масс.%, устойчивость к коррозии, формуемость и раздача отверстия, которые являются эффектами, получаемыми при легировании, являются хорошими, за исключением свариваемости методом точечной сварки.
[0060] Далее слой гальванического покрытия в дополнение к железу может содержать Al, Mg, Mn, Si, Cr, Ni, Cu и т.п.
[0061] Для того чтобы измерить содержание железа и алюминия в слое гальванического покрытия, может использоваться способ растворения слоя гальванического покрытия кислотой и химического анализа получаемого раствора. Например, для легированного гальванизированного погружением стального листа, нарезанного размером 30 мм × 40 мм, 5%-ным водным раствором HCl с добавлением ингибитора растворяется только слой гальванического покрытия, при этом вымывание основного стального листа подавляется. Затем содержание железа и алюминия определяется количественно с использованием интенсивностей сигнала, полученного анализом (ICP) полученного раствора, и калибровочной кривой, подготовленной на основе растворов с известными концентрациями. Далее с учетом измеренных вариаций образцов используется среднее значение, полученное путем измерения по меньшей мере трех образцов, которые вырезаны из одного и того же легированного гальванизированного погружением стального листа гальванического покрытия.
[0062] Плотность металлического покрытия особенно не ограничивается, но предпочтительно составляет 5 г/м2 или больше в расчете на одну поверхность с точки зрения устойчивости к коррозии. В дополнение к этому плотность металлического покрытия в расчете на одну поверхность предпочтительно составляет не более 100 г/м2 с точки зрения обеспечения адгезии покрытия.
[0063] Способ производства стального листа
Далее будет описан способ производства.
В настоящем изобретении сталь, состоящая из вышеупомянутых композиций, отливается путем плавления обычным образом. Полученная стальная заготовка (литой сляб) подвергается горячей прокатке. Литой сляб непосредственно охлаждается или однократно охлаждается и затем нагревается до температуры 1200°C или выше, и горячая прокатка заканчивается при температуре фазового превращения Ar3 или выше.
[0064] Основной стальной лист (горячекатаный стальной лист), подвергнутый горячей прокатке, может быть смотан в рулон в температурной области 700°C или ниже. Когда температура сматывания полосы в рулон превышает 700°C, структура горячекатаного стального листа становится структурой крупнозернистого феррита или перлита. В результате структура окончательного стального листа становится неоднородной, и поэтому трудно получить хорошую раздачу отверстия. Следовательно, верхний предел температуры сматывания полосы в рулон устанавливается равным 700°C. Более предпочтительно верхний предел составляет 650°C или ниже, и наиболее предпочтительно верхний предел составляет 550°C, когда формируется только бейнитная фаза. Нижний предел температуры сматывания полосы в рулон особенно не определяется. Однако когда нижний предел меньше 300°C, прочность горячекатаного листа увеличивается и в некоторых случаях мешает холодной прокатке. Поэтому нижний предел предпочтительно составляет 300°C или выше.
[0065] Затем основной стальной лист (горячекатаный стальной лист) подвергается травлению по мере необходимости, после чего он подвергается холодной прокатке со степенью обжатия 40-70%. Для того чтобы улучшить микроструктуру после отжига, холодная прокатка выполняется со степенью обжатия 40% или больше. С другой стороны, когда степень обжатия холодной прокатки превышает 70%, увеличивается нагрузка, что вызывает потерю производительности. Соответственно степень обжатия холодной прокатки устанавливается в диапазоне 40-70%.
[0066] После холодной прокатки основной стальной лист отжигается при температуре от 730 до 900°C. Для того чтобы управлять микроструктурой основного стального листа, в настоящем изобретении очень важны температура нагрева при отжиге и условия охлаждения. Отжиг после холодной прокатки выполняется в диапазоне температур от 730°C до 900°C для получения аустенита, в котором углерод достаточно сконцентрирован. Когда температура нагрева при отжиге ниже 730°C, карбиды плавятся и остаются, и таким образом не может быть получено необходимого количества аустенита. Когда температура нагрева при отжиге превышает 900°C, это неэкономично. Далее в случае, когда температура нагрева при отжиге превышает 900°C, происходит перекристаллизация, и диаметр зерна становится больше, ухудшая, тем самым, ударную вязкость и податливость. Поэтому температура нагрева при отжиге устанавливается в диапазоне от 730°C до 900°C.
[0067] После отжига основной стальной лист охлаждается до температуры от 600°C до 750°C при средней скорости охлаждения от 0,1 до 200°C/с. После этого основной стальной лист охлаждается от температуры 600°C-750°C до температуры 450°C или ниже при средней скорости охлаждения 20°C/с или быстрее. Цель охлаждения основного стального листа до температуры 600°C-750°C при средней скорости охлаждения 0,1 к 200°C/с из температурной области отжига заключается в том, чтобы подавить формирование перлита, которое происходит во время процесса охлаждения. Когда скорость охлаждения меньше чем 0,1°C/с, становится трудно избежать перлитного преобразования, и часть или весь аустенит преобразуется в перлит, так что становится трудно получить высокую прочность, равную 980 МПа или больше. Поэтому средняя скорость охлаждения из температурной области отжига до температуры 600°C-750°C устанавливается равной 0,1°C/с или больше. С другой стороны, охлаждение со скоростью охлаждения 200°C/с или больше вызывает не только насыщение эффекта, но также требует чрезмерных инвестиций в оборудование, что резко снижает экономическую эффективность. Поэтому верхний предел скорости охлаждения устанавливается равным 200°C/с.
[0068] Когда скорость охлаждения от температуры 600°C-750°C до температуры 450°C или ниже является медленной, происходит бейнитное преобразование, и в бейнитной структуре образуется большое количество карбидов, так что аустенит разлагается, и таким образом податливость ухудшается. В дополнение к этому, поскольку три вида мартенсита (1)-(3) не могут быть получены, баланс прочности и раздачи отверстия не достигается. По этой причине охлаждение необходимо проводить при средней скорости охлаждения 20°C/с или быстрее. Кроме того, верхний предел скорости охлаждения не ограничивается, но когда скорость охлаждения чрезмерно высока, происходит увеличение производственных затрат, и таким образом верхний предел предпочтительно составляет 200°C/с или меньше.
[0069] Затем основной стальной лист выдерживается в диапазоне температур от 350°C до 450°C в течение 120 секунд или дольше. Далее, как описано выше, когда выполняется охлаждение от температуры 600°C-750°C до температуры 450°C или ниже, температура остановки охлаждения устанавливается равной 350°C или выше, и затем основной стальной лист может быть выдержан в диапазоне температур от 350°C до 450°C в течение 120 секунд или дольше. Альтернативно, когда выполняется охлаждение от температуры 600°C-750°C до температуры 450°C или ниже, температура остановки охлаждения устанавливается ниже 350°C, и затем основной стальной лист повторно нагревается и может быть выдержан в диапазоне температур от 350°C до 450°C в течение 120 секунд или дольше. Причина этого заключается в том, что выдержка в температурной области от 350°C до 450°C должна управлять стабильностью аустенита. Когда время выдержки невелико, стабилизация аустенита не достигается, и остаточный аустенит в количестве 8% или больше объемной доли не может быть получен. В результате баланс прочности и податливости не достигается. С другой стороны, выдержка в течение долгого времени вызывает чрезмерную стабилизацию остаточного аустенита, и таким образом в последующем процессе охлаждения до комнатной температуры мартенсит не образуется, и три вида мартенсита (1)-(3) не получаются. Соответственно время выдержки предпочтительно устанавливается равным 1000 с или меньше.
[0070] После этого основной стальной лист однократно охлаждается до температуры 70°C или ниже при средней скорости охлаждения 5°C/с или быстрее. Конечная температура охлаждения может быть комнатной температурой. Однако поскольку конечная температура охлаждения изменяется в зависимости от сезона, конечная температура может составлять 70°C или ниже с точки зрения обеспечения материалов и может изменяться в зависимости от сезона. В дополнение к этому средняя скорость охлаждения до температуры 70°C должна быть установлена равной 5°C/с или больше. Верхний предел особенно не определяется, но охлаждение со скоростью охлаждения выше 200°C/с вызывает не только насыщение эффекта, но также требует чрезмерных инвестиций в оборудование, что резко снижает экономическую эффективность. Поэтому верхний предел скорости охлаждения предпочтительно устанавливается равным 200°C/с или меньше. По этой причине часть аустенита преобразуется в мартенсит. Путем выполнения такой термической обработки может быть получена композитная структура бейнита, остаточного аустенита и мартенсита. Однако в ней может частично содержаться феррит. Далее мартенсит, полученный путем охлаждения до комнатной температуры, является свежим мартенситом, который является источником мартенсита (1).
[0071] Затем основной стальной лист, охлажденный до температуры 70°C или ниже, подвергается прокатке. Часть остаточного аустенита в основном стальном листе преобразуется во время прокатки, и таким образом образуется мартенсит, преобразованный в результате напряжения. Таким образом, мартенсит, преобразованный в результате напряжения, создаваемого прокаткой, является источником мартенсита (2). Аустенит, остающийся при комнатной температуре, содержит углерод в количестве 0,8 масс.% или больше, и мартенсит, преобразованный в результате напряжения, образованный преобразованием вышеупомянутого аустенита, становится твердым. Для того чтобы получить достаточное количество мартенсита, преобразованного в результате напряжения, процент удлинения (степень обжатия) прокатки устанавливается в диапазоне от 0,2 до 2%. Когда процент удлинения составляет меньше 0,2%, эффект является недостаточным, и отношение предела текучести к пределу прочности значительно увеличивается, а с другой стороны, удлинение ухудшается, когда процент удлинения превышает 2%.
[0072] Затем, после предварительного покрытия никелем в случае необходимости, основной стальной лист подвергается гальванизации или гальванизации и легирующей термической обработке. В случае выполнения предварительного покрытия никелем, после того как основной стальной лист подвергается травлению, поверхность основного стального листа удаляется полировкой на глубину 0,1 мкм или более, а затем никель наносится на поверхность основного стального листа с плотностью покрытия от 0,2 до 2 г/м2. Для того чтобы предотвратить дефекты цинкования и выполнить легирование, поверхность стального листа предпочтительно подвергается полировке или предварительному покрытию никелем. Причина этого заключается в том, что на поверхности основного стального листа легко формируются оксиды, и во множестве процессов термообработки легко образуются дефекты цинкования и задержка легирования при горячей гальванизации.
После отжига в некоторых случаях в поверхностном слое основного стального листа существуют оксиды кремния, марганца и т.п. Когда эти оксиды существуют, даже если основной стальной лист подвергается предварительному покрытию никелем, в некоторых случаях образуются дефекты цинкования. Поэтому необходимо удалить оксиды путем выполнения полировки. Поскольку эффект становится заметным при полировке на глубину 0,1 мкм или более от поверхностного слоя основного стального листа, глубина полировки устанавливается равной 0,1 мкм. Верхний предел особенно не определяется. Однако поскольку стальной лист становится тоньше, и выход годной продукции уменьшается в соответствии с глубиной полировки, глубина полировки предпочтительно является небольшой.
Когда плотность никелевого покрытия составляет от 0,2 до 2 г/м2, дефекты цинкования во время последующего нанесения гальванического покрытия подавляются. При плотности никелевого покрытия меньше 0,2 г/м2, поскольку эффект подавления дефектов цинкования получается недостаточным, нижний предел плотности никелевого покрытия устанавливается равным 0,2 г/м2. Эффект подавления дефектов цинкования может быть получен без определения верхнего предела, но верхний предел плотности никелевого покрытия, превышающий 2,0 г/м2, вызывает не только насыщение эффекта, но также требует чрезмерных инвестиций в оборудование, так что это нежелательно с точки зрения экономической эффективности. В дополнение к этому это требует чрезмерных инвестиций в оборудование, в противном случае придется резко снижать скорость подачи листа, что приведет к резкому снижению экономической эффективности, и, таким образом, является нежелательным.
[0073] Температура основного стального листа, который погружается в ванну для нанесения гальванического покрытия, находится в диапазоне от температуры, которая на 40°C ниже по сравнению с температурой ванны гальванического покрытия, до температуры, которая на 50°C выше по сравнению с температурой ванны гальванического покрытия. Когда температура основного стального листа, который погружается в ванну гальванического покрытия, ниже, чем “температура ванны гальванического покрытия -40”°C, потери тепла после погружения в ванну становятся большими, и часть расплавленного цинка затвердевает, приводя таким образом к ухудшению внешнего вида в некоторых случаях. В дополнение к этому, когда температура основного стального листа выше, чем “температура ванны гальванического покрытия +50”°C, появляются эксплуатационные проблемы, связанные с повышением температуры ванны. Далее температура ванны поддерживается в диапазоне от 440°C до 470°C. Уменьшение температуры ванны приводит к застыванию расплава в ванне и становится причиной дефектов цинкования или ухудшения внешнего вида.
[0074] Таким образом, прокатанный основной стальной лист должен быть нагрет до температуры в диапазоне от “температура ванны гальванического покрытия -40”°C до “температура ванны гальванического покрытия +50”°C. Здесь основной стальной лист нагревается при средней скорости повышения температуры 10°C/с или выше. Здесь, когда скорость нагрева меньше чем 10°C/с, поверхность основного стального листа полируется и удаляется во время предварительного покрытия никелем, и накопившиеся напряжения ослабляются, так что эффект легирующей обработки не может быть получен. В дополнение к этому, когда температура нагрева ниже, чем “температура ванны гальванического покрытия -40”, дефекты цинкования легко образуются во время нанесения гальванического покрытия. Когда температура нагрева выше, чем “температура ванны гальванического покрытия +50”°C, поверхность основного стального листа полируется и удаляется, и накопившиеся напряжения ослабляются, так что эффект легирующей обработки не может быть получен.
[0075] Предпочтительно, чтобы в ванне для гальванического покрытия была обеспечена скорость потока 10 м/мин или больше и 50 м/мин или меньше для того, чтобы подавить дефекты цинкования и способствовать легированию. Пена, которая является оксидной пленкой цинка или алюминия, плавает на поверхности ванны. Когда оксидная пленка остается на поверхности основного стального листа в большом количестве, пена прилипает к поверхности основного стального листа во время погружения в ванну покрытия, в результате чего легко образуются дефекты цинкования. Далее пена, прилипшая к стальному листу, вызывает не только дефекты цинкования, но также и задержку легирования.
[0076] Это свойство особенно заметно в стальном листе, содержащем много кремния и марганца. Подробный механизм неясен, но считается, что дефектам цинкования и задержке легирования способствует реакция между оксидом кремния или марганца, которая формируется на поверхности основного стального листа, и пеной, которая тоже является оксидом. Причиной для установки скорости потока, равной 10 м/мин или больше и 50 м/мин или меньше, является то, что эффект подавления дефектов цинкования благодаря скорости потока не может быть получен при скорости потока меньше чем 10 м/мин. Причиной для установки скорости потока, равной 50 м/мин или меньше, является то, что эффект подавления дефектов цинкования насыщается, а также стремление избежать больших затрат из-за чрезмерных инвестиций в оборудование.
[0077] В дополнение к этому ванна покрытия в дополнение к чистому цинку может содержать Fe, Al, Mg, Mn, Si, Cr и т.п.
[0078] Затем, когда основной стальной лист подвергается гальванизации погружением или гальванизации погружением и легирующей обработке, путем погружения в ванну гальванического покрытия мартенсит в основном стальном листе подвергается отпуску. Таким образом, как описано выше, в основном стальном листе, погружаемом в ванну гальванического покрытия, содержатся свежий мартенсит, который является источником мартенсита (1), и мартенсит, преобразованный в результате напряжения, который является источником мартенсита (2). Когда основной стальной лист подвергается погружению и легирующей термообработке в ванне гальванического покрытия, свежий мартенсит и мартенсит, преобразованный в результате напряжения, сформированные ранее в основном стальном листе, подвергаются отпуску. В результате образуются мартенсит (1) и мартенсит (2).
[0079] Затем гальванизированный погружением стальной лист или легированный гальванизированный погружением стальной лист охлаждается до температуры 70°C или ниже. Конечная температура охлаждения может быть комнатной температурой. Однако поскольку конечная температура охлаждения изменяется в зависимости от сезона, конечная температура может составлять 70°C или ниже с точки зрения обеспечения материалов и может изменяться в зависимости от сезона. В дополнение к этому средняя скорость охлаждения до температуры 70°C должна быть установлена равной 5°C/с или больше. Верхний предел особенно не определяется, но охлаждение со скоростью охлаждения выше 200°C/с вызывает не только насыщение эффекта, но также требует чрезмерных инвестиций в оборудование, что резко снижает экономическую эффективность. Поэтому верхний предел скорости охлаждения предпочтительно устанавливается равным 200°C/с или меньше. Путем охлаждения часть остаточного аустенита в основном стальном листе преобразуется в мартенсит. Мартенсит, образованный таким образом, становится мартенситом (3), который имеет самую твердую структуру.
[0080] При одной термической обработке происходит только разложение остаточного аустенита. Однако в настоящем изобретении стальной лист предварительно подвергается прокатке, и таким образом остаточный аустенит дополнительно обрабатывается. В результате часть остаточного аустенита преобразуется в мартенсит во время охлаждения после термической обработки. Полученный в результате мартенсит (3) становится укрепляющей структурой для достижения высокого упрочнения. Подробный механизм неясен, но когда структура стального листа, подвергнутого прокатке, была подробно сравнена со структурой стального листа, который не был подвергнут дрессировке, этот мартенсит не наблюдался в стальном листе, который не был подвергнут прокатке. По этой причине предполагается, что дислокации, образуемые во время прокатки, способствуют мартенситному преобразованию во время термической обработки и последующей обработки.
[0081] Кроме того, для того чтобы получить мартенсит (3), необходимо нагреть основной стальной лист до температуры “температура ванны гальванического покрытия -40” (°C) или выше и 560°C или ниже. При нагревании до температуры “температура ванны гальванического покрытия -40” (°C) или ниже мартенсит не может быть получен во время последующего охлаждения. С другой стороны, когда основной стальной лист нагревается до температуры, превышающей 560°C, происходит заметное выпадение карбидов, и аустенит разлагается, и таким образом становится трудно получить то количество остаточного аустенита, которое требуется для улучшения удлинения. По этой причине в случае выполнения гальванизации погружением температура нагрева основного стального листа устанавливается равной 560°C или ниже. В дополнение к этому, когда время, требуемое для легирующей термообработки, является большим, аустенит разлагается. Соответственно время легирующей обработки предпочтительно устанавливается равным 40 с или меньше.
[0082] Далее в таком оборудовании, как оборудование непрерывной гальванизации погружением для непрерывного выполнения термической обработки и покрытия, стальной лист не охлаждается до комнатной температуры в среднем слое и не подвергается прокатке в среднем слое. Следовательно, контроль структуры отдельного производства трех видов мартенсита, как описано в настоящем изобретении, а также обеспечение остаточного аустенита не могут быть выполнены. Соответственно становится трудно достичь одновременно высоких показателей прочности, податливости и раздачи отверстия.
[0083] В дополнение к этому, когда поверхностный слой основного стального листа предварительно покрывается никелем после полировки на глубину 0,1 мкм или больше, легирование во время легирующей термообработки после гальванизации облегчается, что понижает температуру нагрева во время легирующей обработки. По этой причине цементит во время легирующей термообработки не образуется, и ухудшения раздачи отверстия не происходит. Механизм облегчения легирования неясен, но считается, что поверхность активируется благодаря напряжениям, создаваемым в поверхностном слое стального листа полировкой. Примеры способов полирования и удаления поверхностного слоя основного стального листа могут включать в себя полирование щеткой, полирование наждачной бумагой или механическое полирование. Способ предварительного покрытия никелем может быть любым из электролитической покрытия, покрытия погружением и покрытия напылением, и плотность металлизирующего покрытия предпочтительно составляет приблизительно от 0,2 до 2 г/м2. Когда глубина полировки и удаления поверхностного слоя стального листа составляет 0,1 мкм или меньше, и предварительная металлизация никелем не выполняется, или когда плотность металлизирующего покрытия составляет 0,2 г/м2 или меньше или 2 г/м2, эффект облегчения легирования не проявляется, и температура легирования неизбежно повышается. Таким образом, как описано ниже, ухудшение раздачи отверстия не предотвращается. Для того чтобы дополнительно получить эффект облегчения легирования, глубина полировки и удаления поверхностного слоя стального листа предпочтительно устанавливается равной 0,5 мкм или больше.
[0084] Далее в случае производства легированного гальванизированного погружением стального листа гальванического покрытия эффективная концентрация алюминия в ванне покрытия предпочтительно устанавливается в диапазоне от 0,05 до 0,500 масс.% для того, чтобы управлять свойствами слоя гальванического покрытия. Здесь эффективная концентрация алюминия в ванне является значением, получаемым путем вычитания концентрации железа в ванне из концентрации алюминия в ванне.
[0085] Когда эффективная концентрация алюминия составляет менее 0,05 масс.%, образуется много шлака, и хороший внешний вид не может быть получен. С другой стороны, когда эффективная концентрация алюминия составляет больше чем 0,500 масс.%, легирование замедляется, и производительность уменьшается. По этой причине верхний предел эффективной концентрации алюминия в ванне покрытия предпочтительно устанавливается равным 0,500 масс.%.
[0086] Для того чтобы улучшить покрывающее свойство и свариваемость, поверхности гальванизированного погружением стального листа и легированного гальванизированного погружением стального листа по настоящему изобретению могут быть подвергнуты нанесению верхнего слоя, а также разнообразным видам обработки, например, нанесению хроматного покрытия, фосфатированию, обработке для улучшения смазочных свойств, обработке для улучшения свариваемости и т.п.
[0087] После нанесения гальванического покрытия и легирующей термообработки предпочтительно выполняется прокатка с целью окончательного выпрямления формы и потери удлинения, соответствующего пределу текучести. Когда процент удлинения составляет менее 0,2%, эффект является недостаточным. С другой стороны, когда процент удлинения превышает 1%, отношение предела текучести к пределу прочности резко увеличивается, и удлинение ухудшается. Поэтому процент удлинения предпочтительно устанавливается в диапазоне от 0,2% до 1%. В дополнение к этому перед погружением в ванну покрытия стальной лист может быть подвергнут травлению после отжига для удаления окалины, образующейся при отжиге.
ПРИМЕР(ПРИМЕРЫ)
[0088] Далее с использованием примера будут более подробно описаны эффекты настоящего изобретения. В этой связи условия примеров являются примерами условий, используемыми для того, чтобы подтвердить применимость и эффекты настоящего изобретения, и настоящее изобретение не ограничивается этими примерами условий. Настоящее изобретение может использовать различные условия, пока цель настоящего изобретения достигается без отступления от сути настоящего изобретения.
[0089] Гальванизированный погружением стальной лист и легированный гальванизированный погружением стальной лист были произведены при условиях, обозначенных в таблицах 2 и 3, путем отливки стали, имеющей составы, указанные в таблице 1. Сначала стальные слябы для каждого состава нагревались до температуры нагрева сляба (°C), а затем выполнялась горячая прокатка, которая завершалась при температуре конца прокатки (°C). Полученный горячекатаный стальной лист сматывался при температуре сматывания полосы в рулон (°C) и затем подвергался холодной прокатке с соответствующей степенью обжатия (%). Далее, поскольку форма листа была плохой, когда стальной лист подвергался холодной прокатке со степенью обжатия холодной прокатки 30% (степень обжатия холодной прокатки меньше 40%), и при последующем прохождении листа через устройство отжига образовывались царапины, это прохождение листа было отброшено. В дополнение к этому, когда холодная прокатка выполнялась со степенью обжатия холодной прокатки 80% (степень обжатия холодной прокатки выше 70%), давление при прокатке стало максимальным, и заданная толщина листа не была получена, так что холодная прокатка со степенью обжатия холодной прокатки 80% была отброшена.
После холодной прокатки основной стальной лист был отожжен при температуре отжига (°C), был охлажден (первое охлаждение) до температуры первого охлаждения (°C) со скоростью первого охлаждения (°C/с), а затем был охлажден (второе охлаждение) до температуры остановки охлаждения (°C) со скоростью второго охлаждения (°C/с). Затем основной стальной лист выдерживался при температуре выдержки (°C) в течение времени выдержки (с).
После этого основной стальной лист охлаждался до температуры 70°C или ниже при средней скорости охлаждения 5°C/с или больше, а затем прокатывался с заданной степенью обжатия (процентом удлинения) (%). Толщина листа составляла 1,4 мм. После этого поверхность основного стального листа полировалась и удалялась на указанную глубину (мкм), а затем подвергалась предварительному покрытию никелем с указанной плотностью никелевого покрытия (г/м2).
Затем основной стальной лист нагревался до температуры нагрева (°C) с заданной скоростью нагрева (°C/с), после чего он подвергался горячей гальванизации путем погружения в ванну гальванического покрытия. В дополнение к этому основной стальной лист по мере необходимости подвергался легирующей термообработке в течение указанного времени легирования (с) при температуре легирования (°C). Кроме того, в ванне покрытия обеспечивалась заданная скорость циркуляции (м/мин). В дополнение к этому температура ванны покрытия поддерживалась в диапазоне от 440°C до 470°C.
После этого основной стальной лист охлаждался до температуры 70°C или ниже при средней скорости охлаждения 5°C/с или больше.
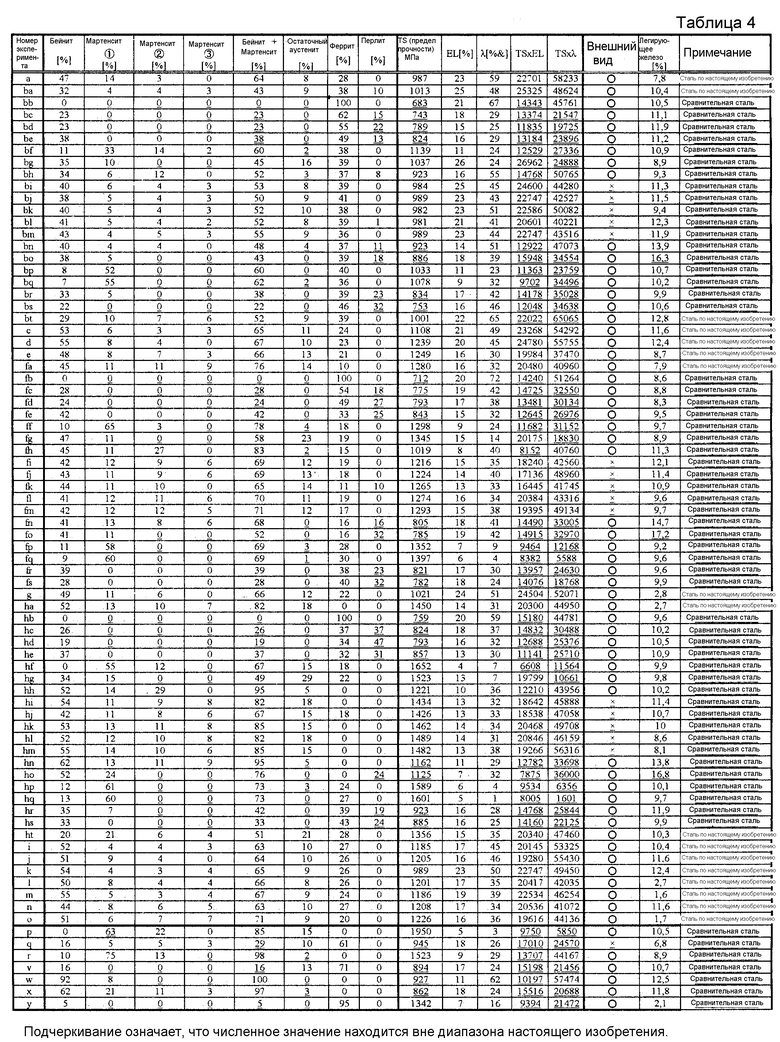
[0090] Результаты оценки механических свойств, раздачи отверстия (λ), внешнего вида слоя гальванического покрытия, степени легирования и адгезии покрытия полученного гальванизированного погружением стального листа и легированного гальванизированного погружением стального листа показаны в таблице 4. Механические свойства оценивались испытанием на растяжение в соответствии со стандартом JIS Z 2241. Предел прочности (TS) и полное удлинение (EL) вычислялись из диаграммы напряжений испытания на растяжение. Затем вычислялись значения TSxEL и TSxλ в качестве показателей обрабатываемости. Раздача отверстия оценивалась путем выполнения испытания на раздачу отверстия, основанного на стандарте японской федерации черной металлургии JFS T 1001. Формуемость определялась как хорошая, когда значение TSxEL составляло 17000 МПа·% или больше, и значение TSxλ составляло 40000 МПа·% или больше. Внешний вид слоя гальванического покрытия оценивался как Ο и × путем определения присутствия или отсутствия дефектов цинкования посредством визуального наблюдения. Здесь значок Ο означает, что дефектов цинкования нет, а значок × означает, что дефекты цинкования присутствуют. Легирующее железо (%) означает массовый % железа, содержавшегося в слое гальванического покрытия. Для легированного гальванизированного погружением стального листа содержание железа в диапазоне от 7 до 15 масс.% указывает на то, что легирование прошло хорошо. Для листа с гальваническим покрытием, который не подвергался легирующей обработке, содержание железа может составлять 7 масс.% или меньше.
[0091] Эксперименты, обозначенные как a, ba, bt, c, d, e, fa, g, ha, ht, i, j, k, l, m, n и o являются примерами настоящего изобретения, в которых все свойства соблюдены, и получен стальной лист с целевыми свойствами. С другой стороны, в других экспериментах, в которых состав или способ производства находится вне диапазона, определяемого настоящим изобретением, некоторые свойства не соблюдаются.
[0092]

[0093]

[0094]

[0095]
Промышленная применимость
[0096] Настоящее изобретение предлагает высокопрочный, гальванизированный погружением стальной лист, имеющий превосходную формуемость, с максимальным пределом прочности 980 МПа или больше, который является подходящим для изготовления конструктивных элементов, упрочняющих элементов и элементов подвески автомобилей. Соответственно можно ожидать, что настоящее изобретение будет в заметной степени способствовать снижению веса автомобилей и будет чрезвычайно эффективным в промышленности.
Изобретение относится к оцинкованным стальным листам. Высокопрочный гальванизированный погружением стальной лист включает слой гальванического покрытия, сформированный на поверхности основного стального листа. Основной стальной лист содержит, мас.%: C от 0,05 до 0,4; Si от 0,01 до 3,0; Mn от 0,1 до 3,0; Al от 0,01 до 2,0, где Si+Al>0,5, P - 0,04 или меньше, S - 0,05 или меньше, N - 0,01 или меньше, железо и неизбежные примеси - остальное. Микроструктура стального листа содержит 40% или больше в общей объемной доле мартенсита и бейнита, 8% или больше объемной доли остаточного аустенита, и остальное - феррит или феррит с 10% или меньше объемной доли перлита, при этом мартенсит содержит 10% или больше, в общей объемной доле, двух или более из трех видов мартенситов, а слой гальванического покрытия содержит меньше чем 7 мас.% железа. Технический результат заключается в получении гальванизированного листа, имеющего превосходную адгезию покрытия, формуемость, раздачу отверстия с максимальным пределом прочности 980 МПа или больее. 4 н. и 12 з.п. ф-лы, 4 табл.
1. Высокопрочный гальванизированный погружением стальной лист, имеющий повышенную адгезию покрытия, формуемость и раздачу отверстия, с максимальным пределом прочности 980 МПа или больше, имеющий слой гальванического покрытия, сформированный на поверхности стального листа, при этом стальной лист содержит, в мас.%:
С от 0,05 до 0,4
Si от 0,01 до 3,0
Mn от 0,1 до 3,0
Al от 0,01 до 2,0
Р 0,04 или меньше
S 0,05 или меньше
N 0,01 или меньше
железо и неизбежные примеси - остальное, где Si+Al>0,5,
при этом микроструктура стального листа содержит 40% или больше в общей объемной доле мартенсита и бейнита, 8% или больше объемной доли остаточного аустенита, и остальное - феррит или феррит с 10% или меньше объемной доли перлита, при этом мартенсит содержит 10% или больше, в общей объемной доле, двух или более из трех видов мартенситов в виде выражений (1), (2) и (3), а слой гальванического покрытия содержит меньше чем 7 мас.% железа, причем
в мартенсите по выражению (1), в котором если есть выпадение цементита, то включая углерод в цементите, концентрация углерода СМ1 составляет меньше чем 0,8 мас.%, при этом твердость мартенсита, полученная при испытании на определение твердости наноиндентором Hit1, удовлетворяет выражению (1):

в мартенсите по выражению (2), в котором если есть выпадение цементита, то включая углерод в цементите, концентрация углерода СМ2 составляет 0,8 мас.% или больше, а твердость мартенсита, полученная при испытании на определение твердости наноиндентором Hit2, удовлетворяет выражению 2:

в мартенсите по выражению (3), в котором если есть выпадение цементита, то включая углерод в цементите, концентрация углерода СМ3 составляет 0,8 мас.% или больше, а твердость мартенсита, полученная при испытании на определение твердости наноиндентором Hit3, удовлетворяет выражению (3):

2. Стальной лист по п.1, в котором стальной лист дополнительно содержит один или два или больше из, в мас.%:
Cr от 0,05 до 1,0
Мо от 0,05 до 1,0
Ni от 0,05 до 1,0
Cu от 0,05 до 1,0.
3. Стальной лист по п.1, в котором стальной лист дополнительно содержит один или два или больше из, в мас.%:
Nb от 0,005 до 0,3
Ti от 0,005 до 0,3
V от 0,01 до 0,5.
4. Стальной лист по п.1, в котором стальной лист дополнительно содержит бор, в мас.%: от 0,0001 до 0,1.
5. Стальной лист по п.1, в котором стальной лист дополнительно содержит один или два или больше из, в мас.%:
Са от 0,0005 до 0,01
Mg от 0,0005 до 0,01
РЗМ от 0,0005 до 0,01.
6. Высокопрочный гальванизированный погружением стальной лист, подвергнутый легированию, имеющий повышенную адгезию покрытия, формуемость и раздачу отверстия, с максимальным пределом прочности 980 МПа или больше, и имеющий слой гальванического покрытия, сформированный на поверхности стального листа, при этом стальной лист содержит, в мас.%:
С от 0,05 до 0,4
Si от 0,01 до 3,0
Mn от 0,1 до 3,0
Al от 0,01 до 2,0
Р 0,04 или меньше
S 0,05 или меньше
N 0,01 или меньше
железо и неизбежные примеси - остальное, где Si+Al>0,5,
при этом микроструктура стального листа содержит 40% или больше в общей объемной доле мартенсита и бейнита, 8% или больше объемной доли остаточного аустенита, и остальное - феррит или феррит с 10% или меньше объемной доли перлита, при этом мартенсит содержит 10% или больше в общей объемной доле двух или более из трех видов мартенситов в виде выражений (1), (2) и (3), а слой гальванического покрытия содержит от 7 до 15 мас.% железа, причем
в мартенсите по выражению (1), в котором если есть выпадение цементита, то включая углерод в цементите, концентрация углерода СМ1 составляет меньше чем 0,8 мас.%, а твердость мартенсита, полученная при испытании на определение твердости наноиндентором Hit1, удовлетворяет выражению (1):

в мартенсите по выражению (2), в котором если есть выпадение цементита, то включая углерод в цементите, концентрация углерода СМ2 составляет 0,8 мас.% или больше, а твердость мартенсита, полученная при испытании на определение твердости наноиндентором Hit2, удовлетворяет выражению (2):

в мартенсите по выражению (3), в котором если есть выпадение цементита, то включая углерод в цементите, концентрация углерода СМ3 составляет 0,8 мас.% или больше, а твердость мартенсита, полученная при испытании на определение твердости наноиндентором Hit3, удовлетворяет выражению (3):

7. Стальной лист по п.6, в котором стальной лист дополнительно содержит один или два или больше из, в мас.%:
Cr от 0,05 до 1,0
Мо от 0,05 до 1,0
Ni от 0,05 до 1,0
Cu от 0,05 до 1,0.
8. Стальной лист по п.6, в котором стальной лист дополнительно содержит один или два или больше из, в мас.%:
Nb от 0,005 до 0,3
Ti от 0,005 до 0,3
V от 0,01 до 0,5.
9. Стальной лист по п.6, в котором стальной лист дополнительно содержит бор, в мас.%: от 0,0001 до 0,1.
10. Стальной лист по п.6, в котором стальной лист дополнительно содержит один или два или больше из, в мас.%:
Са от 0,0005 до 0,01
Mg от 0,0005 до 0,01
РЗМ от 0,0005 до 0,01.
11. Способ производства высокопрочного гальванизированного погружением стального листа, имеющего повышенную адгезию покрытия, формуемость и раздачу отверстия, с максимальным пределом прочности 980 МПа или больше, включающий
нагрев до температуры 1200°C или выше и горячую прокатку при температуре фазового превращения Ar3 или выше стальной заготовки, содержащей, в мас. %:
С от 0,05 до 0,4
Si от 0,01 до 3,0
Mn от 0,1 до 3,0
Al от 0,01 до 2,0
Р 0,04 или меньше
S 0,05 или меньше
N 0,01 или меньше
железо и неизбежные примеси - остальное, где Si+Al>0,5, причем
после горячей прокатки выполняют холодную прокатку стального листа со степенью обжатия 40-70%,
отжиг стального листа после холодной прокатки при температуре от 730°C до 900°C,
охлаждение стального листа после отжига до температуры от 650°C до 750°C со средней скоростью охлаждения от 0,1 до 200°C/с, и охлаждение стального листа до температуры 450°C или ниже от температуры 650-750°C со средней скоростью охлаждения 20°C/с или выше,
выдержку стального листа, охлажденного до температуры 450°C или ниже, в диапазоне температур от 350°C до 450°C в течение 120 секунд или больше,
охлаждение стального листа, выдержанного в диапазоне температур от 350°C до 450°C, до температуры 70°C или ниже со средней скоростью охлаждения 5°C/с или выше,
прокатку стального листа, охлажденного до комнатной температуры, с процентом удлинения от 0,2 до 2%,
нагрев прокатанного стального листа до температуры от «температура ванны гальванического покрытия минус 40» °C до «температура ванны гальванического покрытия плюс 50» °C со средней скоростью повышения температуры 10°C/с или выше,
погружение в ванну и гальванизацию погружением стального листа, нагретого до температуры от «температура ванны гальванического покрытия минус 40» °C до «температура ванны гальванического покрытия плюс 50» °C, для нанесения гальванического покрытия, и
охлаждение гальванизированного погружением листа до температуры 70°C или ниже со средней скоростью охлаждения 5°C/с или выше.
12. Способ по п.11, в котором во время нанесения гальванического покрытия скорость потока в ванне гальванического покрытия составляет 10 м/мин или больше и 50 м/мин или меньше.
13. Способ по п.11, в котором перед нагревом до температуры от «температура ванны гальванического покрытия минус 40» °C до «температура ванны гальванического покрытия плюс 50» °C стальной лист подвергают травлению, а затем поверхность стального листа полируют и удаляют на глубину 0,1 мкм или больше и предварительно покрывают никелем в количестве от 0,2 г/м2 до 2 г/м2.
14. Способ производства высокопрочного гальванизированного погружением стального листа, подвергнутого легированию, имеющего повышенную адгезию покрытия, формуемость и раздачу отверстия, с максимальным пределом прочности 980 МПа или больше, включающий
нагрев до температуры 1200°C или выше и горячую прокатку при температуре фазового превращения Ar3 или выше стальной заготовки, содержащей, в мас.%:
С от 0,05 до 0,4
Si от 0,01 до 3,0
Mn от 0,1 до 3,0
Al от 0,01 до 2,0
Р 0,04 или меньше
S 0,05 или меньше
N 0,01 или меньше
железо и неизбежные примеси - остальное, где Si+Al>0,5, причем
после горячей прокатки выполняют холодную прокатку стального листа со степенью обжатия 40-70%,
отжиг стального листа после холодной прокатки при температуре от 730°C до 900°C,
охлаждение стального листа после отжига до температуры от 650°C до 750°C со средней скоростью охлаждения от 0,1 до 200°C/с, и охлаждение стального листа до температуры 450°C или ниже от температуры 650-750°C со средней скоростью охлаждения 20°C/с или выше,
выдержку стального листа, охлажденного до температуры 450°C или ниже, в диапазоне температур от 350°C до 450°C в течение 120 секунд или больше,
охлаждение стального листа, выдержанного в диапазоне температур от 350°C до 450°C, до температуры 70°C или ниже со средней скоростью охлаждения 5°C/с или выше,
прокатку стального листа, охлажденного до комнатной температуры, с процентом удлинения от 0,2 до 2%,
нагрев прокатанного стального листа до температуры от «температура ванны гальванического покрытия минус 40» °C до «температура ванны гальванического покрытия плюс 50» °C со средней скоростью повышения температуры 10°C/с или выше,
погружение в ванну и гальванизацию погружением основного стального листа, нагретого до температуры от «температура ванны гальванического покрытия минус 40» °C до «температура ванны гальванического покрытия плюс 50» °C, в ванне гальванического покрытия и выполнение легирующей термической обработки при температуре «температура ванны гальванического покрытия минус 40» °C или выше и 560°C или ниже в течение 40 секунд, и
охлаждение легированного гальванизированного погружением стального листа, подвергшегося легирующей термической обработке, до температуры 70°C или ниже со средней скоростью охлаждения 5°C/с или выше.
15. Способ по п.14, в котором во время нанесения гальванического покрытия скорость потока в ванне гальванического покрытия составляет 10 м/мин или больше и 50 м/мин или меньше.
16. Способ по п.14, в котором перед нагревом до температуры от «температура ванны гальванического покрытия минус 40» °C до «температура ванны гальванического покрытия плюс 50» °C стальной лист подвергают травлению, а затем поверхность основного стального листа полируют и удаляют на глубину 0,1 мкм или больше и предварительно покрывают никелем в количестве от 0,2 г/м2 до 2 г/м2 .
| WO 2011065591 A1, 03.06.2011 | |||
| WO 2010103936 A1, 16.09.2010 | |||
| СПОСОБ ПРОИЗВОДСТВА И КОМПЛЕКС ДЛЯ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ОЦИНКОВАННОЙ И ОТОЖЖЕННОЙ ЛИСТОВОЙ СТАЛИ | 2004 |
|
RU2323266C2 |
| ЛЕГИРОВАННЫЙ СТАЛЬНОЙ ЛИСТ С ПОКРЫТИЕМ ИЗ РАСПЛАВЛЕННОГО ЦИНКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2312920C2 |

