Изобретение относится к высокотемпературной пайке поверхности металлической подложки. Более конкретно, изобретение относится к высокотемпературной пайке упомянутой поверхности упомянутой металлической подложки, включающей обычно пассивный слой оксида металла.
Пайка является процессом, при котором присадочный материал нагревают до его температуры плавления и распределяют по поверхности металлической подложки за счет капиллярного действия. Перед распределением по упомянутой поверхности присадочный материал доводят до температуры немного выше его температуры плавления. Присадочный материал смачивает упомянутую поверхность упомянутой металлической подложки и затем быстро охлаждается, припаивая металлическую подложку.
Металлическая подложка может содержать металл, например алюминий или титан, среди прочих. Обычно, когда поверхность металлической подложки подвергается воздействию атмосферы, поверхность реагирует с атмосферой, образуя пассивный слой оксида металла (например, оксида алюминия, оксида титана или оксида хрома) на поверхности металлической подложки. Этот пассивный слой препятствует надлежащему смачиванию упомянутым присадочным материалом упомянутой поверхности упомянутой металлической подложки. Это приводит к неравномерной и слабой пайке из-за отсутствия растекания и смачивания сопрягаемых поверхностей.
Согласно известному решению поверхность металлической подложки обрабатывают резанием твердосплавным инструментом посредством фрезерования или шлифования поверхности упомянутой металлической подложки. Посредством этого удаляют пассивный слой оксида металла с упомянутой поверхности металлической подложки, таким образом делая поверхность активной для надлежащего смачивания присадочным материалом. Однако, что неблагоприятно, пассивный слой оксида быстро формируется снова, когда обработанная резанием поверхность подвергается воздействию атмосферы.
Еще один общеизвестный способ состоит в использовании присадочного материала с такими элементами, как фосфор, бор и кремний, которые являются реакционно-способными по отношению к пассивному слою оксида, растворяя упомянутый слой оксида и делая поверхность металлической подложки активной. Однако согласно существующим методам пайки использование этих элементов в присадочном материале было значительно снижено для исключения или по меньшей мере минимизирования образования вредных хрупких фаз в паяных соединениях.
Задачей изобретения является предоставление усовершенствованного способа высокотемпературной пайки поверхности металлической подложки, включающей обычно пассивный слой оксида металла, улучшающего растекаемость и смачиваемость паяемой поверхности.
Задача решается способом по п.1 формулы изобретения.
Основная идея настоящего изобретения состоит в том, чтобы улучшить смачиваемость и растекаемость присадочного материала на паяемой поверхности (то есть поверхности металлической подложки) посредством активирования паяемой поверхности пескоструйной обработкой поверхности порошковыми частицами активирующего материала. Активирующий материал действует как катализатор, который расщепляется на его составляющие при температуре пайки для разрушения или растворения слоя оксида металла и тем самым обеспечения возможности смачивания подложки до надлежащей степени.
Согласно одному варианту осуществления изобретения способ дополнительно включает активацию упомянутой металлической подложки перед упомянутой пескоструйной обработкой посредством обработки резанием упомянутой металлической подложки металлическим инструментом. Такая обработка резанием способствует удалению излишка упомянутого слоя оксида перед пескоструйной обработкой активирующими материалами, таким образом обеспечивая быструю активацию упомянутой поверхности.
Согласно другому варианту осуществления, для увеличения реакционной способности при температуре пайки в качестве активирующего материала используют карбид кремния (SiC).
Согласно одному примерному варианту осуществления пескоструйную обработку упомянутой поверхности упомянутыми порошковыми частицами активирующего материала осуществляют при давлении от 3 бар до 6 бар. Такая пескоструйная обработка под давлением обеспечивает оптимальное осаждение песчаных частиц активирующего материала на упомянутой поверхности.
Согласно другому примерному варианту осуществления температуру пайки поддерживают в диапазоне от 900°C до 1260°C. Это содействует обеспечению достаточного тепла присадочному материалу для плавления с целью смачивания и обеспечению тепла для диссоциации активирующего материала, чтобы сделать упомянутый активирующий материал реакционно-способным по отношению к упомянутому пассивному слою оксида.
Согласно еще одному варианту осуществления присадочный материал содержит по меньшей мере один из бора, кремния и фосфора для снижения точки плавления упомянутого присадочного материала.
Согласно другому варианту осуществления присадочный материал содержит по меньшей мере один из никеля и железа в качестве присадочного материала для соответствующего смачивания поверхности металлической подложки.
Согласно примерному варианту осуществления металлическая подложка содержит алюминий, или титан, или хром, или их комбинации.
Фиг.1 представляет собой блок-схему, иллюстрирующую способ высокотемпературной пайки согласно одному варианту осуществления настоящего изобретения,
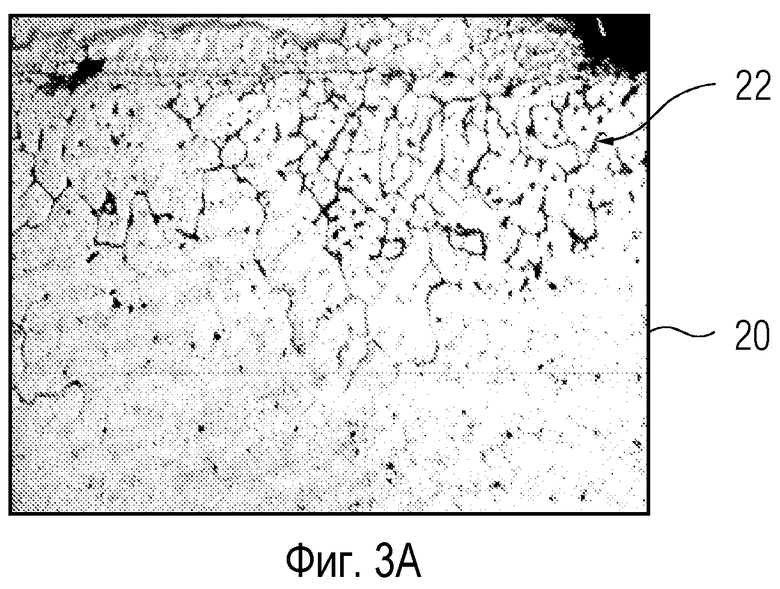
фиг.2 показывает металлическую подложку, имеющую слой оксида металла, который может паяться в соответствии с вариантами осуществления настоящего изобретения,
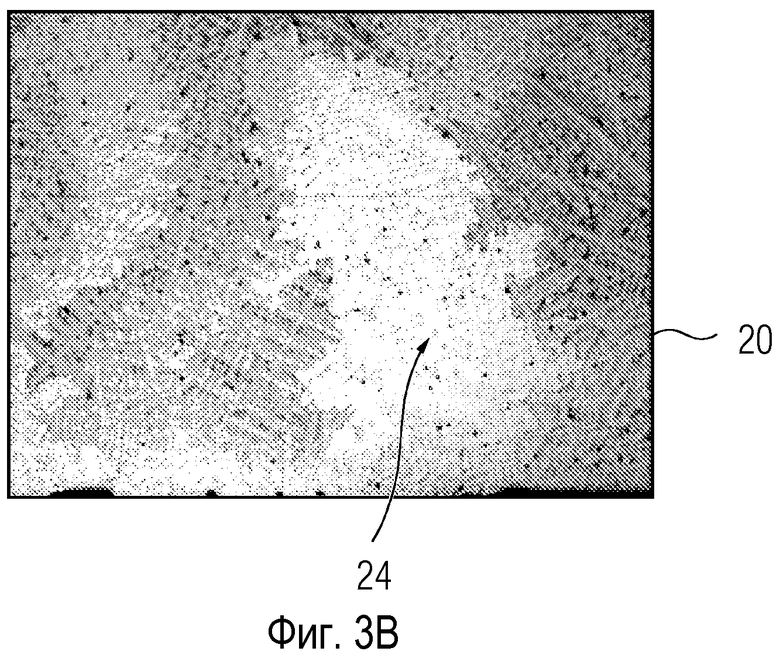
фиг.3A показывает вид в перспективе текстуры упомянутой поверхности упомянутой металлической подложки после пайки, когда поверхность подложки не активирована пескоструйной обработкой,
фиг.3B показывает вид в перспективе текстуры упомянутой поверхности упомянутой металлической подложки после пайки, когда поверхность подложки активирована пескоструйной обработкой.
Примерный способ 8 высокотемпературной пайки представлен на фиг.1. Способ 8 высокотемпературной пайки, представленный на фиг.1, может использоваться для пайки поверхности 10 металлической подложки 12, имеющей обычно пассивный слой 18 оксида металла, показанный на фиг.2.
В целом, когда упомянутая поверхность 10 упомянутой металлической подложки 12 подвергается воздействию атмосферы, это приводит к быстрому образованию слоя 18 оксида металла на поверхности 10. Например, если металлическая подложка содержит алюминий и/или титан, при длительном воздействии атмосферы на поверхности 10 образуется соответствующий слой 18 оксида алюминия/титана. Этот слой 18 обычно пассивен по своей природе, и, следовательно, когда на упомянутой поверхности 10 осуществляют пайку, слой 18 оксида ограничивает надлежащее смачивание упомянутой поверхности 10 упомянутым присадочным материалом.
Способ 8, показанный в качестве примера на фиг.1, содержит этапы 2, 4 и 6, которые для лучшего понимания обсуждаются со ссылками на фиг.2. Следовательно, следующее обсуждение включает перекрестные ссылки и на фиг.1, и на фиг.2.
Для активирования поверхности 10 способ 8 (фиг.1) включает выгодный этап 2, на котором металлическую поверхность 10 подвергают обработке резанием для очистки упомянутой поверхности 10 от излишка обычно пассивного слоя 18 оксида металла. Обработка резанием на этапе 2 (фиг.1) может быть осуществлена посредством фрезерования или шлифования упомянутой поверхности 10 твердосплавным инструментом. Твердосплавный инструмент может содержать, например, карбид металла, выполненный из тонко измельченного тантала, титана, вольфрама или ванадия, смешанного с углеродом и расплавленным кобальтом или никелем. В качестве альтернативы, обработка резанием может быть выполнена быстрорежущими сталями с хромом, вольфрамом, кобальтом или ванадием. В другом варианте осуществления обработка резанием может быть выполнена любым металлическим инструментом, который остается твердым при темно-красном накале, вызываемом при обработке резанием упомянутой поверхности 10 металлической подложки 12.
На этапе 4 способа 8 (фиг.1) поверхность 10 подвергают пескоструйной обработке порошковыми частицами 14 активирующего материала. Используемый здесь термин "пескоструйная обработка" относится к процессу подготовки поверхности перед пайкой, при котором бомбардируют частицами 14 активирующего материала поверхность 10 металлической подложки 12. Активирующий материал выбирают таким образом, что в ходе последующей операции пайки при температуре пайки активирующий материал расщепляется на его составляющие и реагирует, разрушая или растворяя пассивный слой 18 оксида металла, для улучшения растекания и смачиваемости паяемой поверхности 10. В предпочтительном варианте осуществления, для увеличения реакционной способности при температуре пайки, активирующим материалом является карбид кремния (SiC). В альтернативном варианте активирующий материал может включать, например, оксид алюминия (Al2O3), оксид кремния (SiO2), оксид титана (TiO2) или любой другой материал, который является реакционно-способным по отношению к упомянутому слою 18 оксида при температуре пайки.
В примерном варианте осуществления на этапе 4 по фиг.1 частицы 14 упомянутого активирующего материала могут ускоряться под давлением и обдувать поверхность 10 упомянутой металлической подложки 12. Частицы 14 могут ускоряться с использованием сжатого воздуха. В качестве альтернативы, сжатый воздух может быть заменен любым другим сжатым газом или жидкостью под давлением с тем, чтобы осаждать упомянутые частицы 14 на упомянутой поверхности 10 металлической подложки 12. В качестве другой альтернативы, жидкость под давлением или сжатый воздух также могут быть реакционно-способными по отношению к слою 18 оксида металла при упомянутой температуре пайки в дополнение к упомянутому активирующему материалу 16. В предпочтительном варианте осуществления давление при пескоструйной обработке поддерживают между 3-6 бар для оптимального осаждения песчаных частиц 14 на поверхности 10.
Этап 6 по фиг.1 включает смачивание подвергнутой пескоструйной обработке поверхности 10 металлической подложки 12 присадочным материалом 16 при температуре пайки. Присадочный материал 16 имеет в целом металлический состав, включающий, например, никель и/или железо. Однако присадочный материал 16 может дополнительно содержать бор, или фосфор, или кремний, или их комбинации, которые служат для понижения точки плавления и увеличения смачиваемости присадочным материалом. Количество бора, или фосфора, или кремния, или их комбинаций может быть лишь достаточным для понижения точки плавления упомянутого присадочного материала 16, так чтобы упомянутый присадочный материал 18 плавился при упомянутой температуре пайки. Присадочный материал 16 нагревают до температуры пайки, достаточной для расплавления присадочного материала и введения его в контакт с ранее подвергнутой пескоструйной обработке поверхностью 10. Когда горячий присадочный материал 16 входит в контакт с поверхностью 10, имеет место действие металла как растворителя, при этом присадочный материал растворяет поверхность 10 и проникает в нее. Это действие металла как растворителя называется смачиванием.
Технический эффект настоящего изобретения состоит в том, что при температуре пайки порошковые частицы 14 активирующего материала реагируют с разрушением или растворением слоя 18 оксида, таким образом содействуя смачиванию поверхности 10 присадочным материалом 16, который после охлаждения образует паяную поверхность. В предпочтительном варианте осуществления температуру пайки поддерживают между 900°C и 1260°C.
На фиг.3A показана текстура паяной поверхности 20 упомянутой металлической подложки 12 после обычной пайки, где предшествующую пескоструйную обработку поверхности не осуществляли. Как показано на фиг.3A, текстура паяной поверхности 10 включает хрупкую пористую структуру 22 вследствие ненадлежащего смачивания поверхности 10. Пористая структура 22 снижает прочность и электрические свойства паяной поверхности 20.
На фиг.3B показана текстура паяной поверхности 20 упомянутой металлической подложки 12 после пайки в соответствии с настоящим изобретением, которая включает этап пескоструйной обработки подлежащей пайке поверхности, как описано выше. Как можно видеть, текстура паяной поверхности 20 в этом случае имеет уменьшенную пористую структуру 24, которая сохраняет прочность и электрические свойства паяной поверхности. Паяная поверхность 20 также не имеет какого-либо оставшегося активирующего материала, поскольку при смачивании все частицы упомянутого активирующего материала использованы для растворения упомянутого слоя оксида.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОКРЫТОЕ СЛОЕМ ТУГОПЛАВКОГО ПРИПОЯ ИЗДЕЛИЕ | 2013 |
|
RU2581937C1 |
| НОВАЯ КОНЦЕПЦИЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2013 |
|
RU2585886C2 |
| МНОГОСЛОЙНЫЙ АЛЮМИНИЕВЫЙ ЛИСТ ДЛЯ БЕСФЛЮСОВОЙ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ В РЕГУЛИРУЕМОЙ АТМОСФЕРЕ | 2013 |
|
RU2642245C2 |
| НОВАЯ КОНЦЕПЦИЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2013 |
|
RU2585888C2 |
| ЛИСТ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2017 |
|
RU2731572C2 |
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК | 2013 |
|
RU2583204C1 |
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК | 2013 |
|
RU2602693C2 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2020 |
|
RU2784149C1 |
| Флюс для высокотемпературной пайки | 1979 |
|
SU856719A1 |
| СПЛАВ НА ОСНОВЕ НИКЕЛЯ С ВЫСОКИМ ИНТЕРВАЛОМ ПЛАВЛЕНИЯ, ПРИГОДНЫЙ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ СУПЕРАУСТЕНИТНОЙ СТАЛИ | 2016 |
|
RU2716966C2 |
Способ может быть использован для высокотемпературной пайки поверхности (10) металлической подложки (12), имеющей пассивный слой (18) оксида металла. Активируют упомянутую поверхность (10) металлической подложки (12) посредством пескоструйной обработки порошковыми частицами (14) активирующего материала. Смачивают подвергнутую пескоструйной обработке поверхность (10) металлической подложки (12) присадочным материалом (16) при температуре пайки. Упомянутый активирующий материал является способным к реакции с упомянутым слоем (18) оксида металла при упомянутой температуре пайки. Активирующий материал действует как катализатор, который расщепляется при пайке на его составляющие для разрушения или растворения пассивного слоя оксида металла подложки. При этом он обеспечивает хорошую растекаемость припоя и смачиваемость паяемой поверхности. 7 з.п. ф-лы, 4 ил.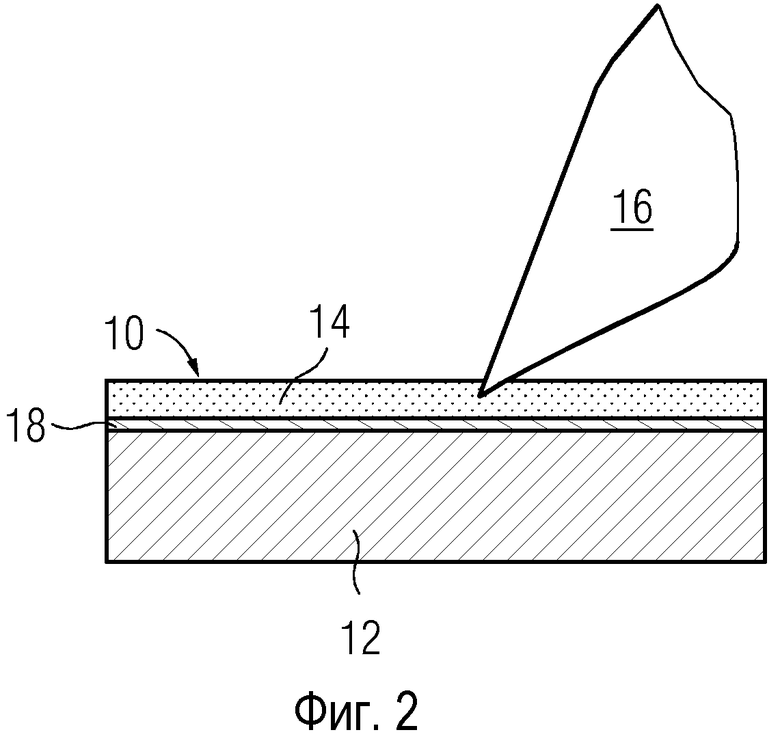
1. Способ (8) высокотемпературной пайки поверхности (10) металлической подложки (12), имеющей пассивный слой (18) оксида металла, включающий:
- пескоструйную обработку упомянутой поверхности (10) порошковыми частицами (14) активирующего материала и
- смачивание подвергнутой пескоструйной обработке поверхности (10) металлической подложки (12) присадочным материалом (16) при температуре пайки, причем используют упомянутый активирующий материал, способный к реакции с упомянутым слоем (18) оксида металла при упомянутой температуре пайки.
2. Способ (8) по п. 1, в котором перед упомянутой пескоструйной обработкой осуществляют активацию упомянутой металлической подложки (12) посредством обработки резанием упомянутой металлической подложки (12).
3. Способ (8) по п. 1, в котором упомянутый активирующий материал является карбидом кремния (SiC).
4. Способ (8) по п. 1, в котором упомянутую пескоструйную обработку упомянутыми порошковыми частицами (14) активирующего материала упомянутой поверхности (10) осуществляют при давлении в диапазоне от 3 бар до 6 бар.
5. Способ (8) по п. 1, в котором упомянутая температура пайки составляет от 900°C до 1260°C.
6. Способ (8) по п. 1, в котором упомянутый присадочный материал (16) содержит бор, или кремний, или фосфор, или их комбинацию.
7. Способ (8) по п. 1, в котором упомянутый присадочный материал (16) содержит никель или железо.
8. Способ (8) по п. 1, в котором упомянутая металлическая подложка (12) содержит алюминий, или титан, или хром, или их комбинацию.
| US 4572939 A, 25.02.1986 | |||
| СПОСОБ ПРОИЗВОДСТВА ПИВА | 1999 |
|
RU2144064C1 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ, ПЛАКИРОВАННОГО СИЛУМИНОМ, И АЛЮМИНИЕВЫХ СПЛАВОВ, ПЛАКИРОВАННЫХ СИЛУМИНОМ | 2007 |
|
RU2354514C2 |
| RU 2003125885 А, 27.02.2005 | |||
| Способ пайки металлов с керамикой | 1977 |
|
SU697269A1 |

