Область техники
Изобретение относится к способам нанесения покрытий и пленок на поверхности узкой полосовой стали, в частности к способу получения особо толстого изоляционного покрытия на поверхности электротехнической стали.
Уровень техники
В настоящее время с быстрым развитием промышленности Китая существенно возрастают потребности в электроэнергии и, учитывая необходимость в защите окружающей среды, Китай все больше увеличивает инвестиции в ядерную энергетику, гидроэлектроэнергетику и в производство электроэнергии из энергии солнца. Крупный гидроэнергетический генератор или ядерный генератор имеют высокие потребности в электротехнической стали, особенно в ее изоляции. Поэтому способ нанесения на поверхности узких полосовых сталей особо толстого, экологически безвредного изоляционного покрытия является востребованным.
В настоящее время в качестве особо толстого изоляционного покрытия для поверхностей электротехнической стали главным образом используются покрытия от Dupont, Rembrandtin, Kluthe и другие подобные. Обычно для нанесения покрытий используется вертикальная двухвальцовая машина для нанесения покрытий, в которой наносящий покрытие валец является рифленым или имеющим канавки вальцом и он также является ведомым вальцом, приводимым во вращение перемещением узкой полосовой стали. Если скорость технологической линии подвержена колебаниям, это может неблагоприятно сказываться на контролировании толщины пленки, приводя к низкой точности выдерживания толщины покрытия. Кроме того, покрытие, нанесенное рифленым вальцом, склонно к неравномерности, вызывая неоднородность изоляции, и не может соответствовать требованиям, предъявляемым к расслоению. Способы «спекания» после нанесения покрытия включают прежде всего индукционный обогрев, сушку горячим воздухом, нагрев инфракрасным излучением и нагрев излучением ближнего ИК-диапазона, при этом оборудование для индукционного обогрева сложно в установке и это может привести к неравномерному нагреванию по ширине узких полосовых сталей, тем самым приводя к неоднородности свойств покрытия; в то время как устройства для нагрева инфракрасным излучением и устройства для нагрева излучением ближнего ИК-диапазона имеют высокую точность нагревания, но они нуждаются в огромных инвестициях и характеризуются сложностью применяемых способов, что может противоречить снижению стоимости производства.
Раскрытие изобретения
Цель настоящего изобретения состоит в предоставлении способа получения особо толстого изоляционного покрытия на поверхности электротехнической стали. Это обладающее превосходными свойствами особо толстое изоляционное покрытие на поверхности электротехнической стали имеет однородную толщину между 2 мкм и 10 мкм. Оно также обладает превосходными характеристиками межслойного сопротивления в применениях, связанных с гидроэнергетикой и производством ядерной энергии.
Для достижения вышеуказанной цели в настоящем изобретении принимаются следующие решения.
Способ создания особо толстого изоляционного покрытия на поверхности электротехнической стали включает следующие этапы:
1) Приготовление жидкости для нанесения покрытия:
эффективное перемешивание жидкости для нанесения покрытия в течение 0,1~4 часов, затем разбавление ее водой или растворителем для обеспечения того, чтобы вязкость находилась в пределах 10~80 Ст (по данным измерений на чашечном вискозиметре DIN4).
Принимая во внимание высокое содержание сухого вещества в толстом покрытии и ее высокую вязкость (обычно более 100 Ст), а также чтобы гарантировать однородность жидкости для нанесения покрытия, данная жидкость для нанесения покрытия вначале перемешивается в течение 0,1~4 часов пневматической регулируемой мешалкой (частота вращения которой составляет около 100~1000 об/мин) с последующим разбавлением жидкости для нанесения покрытия и измерением ее вязкости вискозиметром.
Более низкая вязкость жидкости для нанесения покрытия может легко привести к быстрому нанесению покрытия и образованию пузырьков и, следовательно, отрицательно воздействовать на качество поверхности, в то время как более высокая вязкость жидкости для нанесения покрытия может быть неудачной в отношении ее эгализирующей способности, склонности к появлению таких дефектов, как полосы и пропуски. Таким образом, для обеспечения хорошего соответствия способа нанесения покрытия со скоростью подачи узкой полосовой стали и обеспечения надлежащей эгализирующей способности жидкости для нанесения покрытия, а также однородности покрытия необходим подбор подходящей вязкости. Вязкость настоящего изобретения находится в пределах 10~80 Ст. Помимо этого, далее следует отметить, что во время перемешивания в жидкости для нанесения покрытия не должно быть большого количества пузырьков.
В настоящем изобретении главным образом применяются жидкости для нанесения покрытия от Dupont, Rembrandtin, Kluthe и другие подобные, которые являются по существу смесью неорганических компонентов и органических компонентов, но продукты различных компаний включают различные твердые компоненты, в основном состоящие из BaSO4, CaSO4, СаСО3, TiO2 N-N-диметилэтаноламина, 2-бутоксиэтанола, 1-бутокси-2-пропанола, газовой сажи, полиизобутена, n-бутилового спирта и других подобных.
Содержание BaSO4, CaSO4, СаСО3 в типичном случае составляет 30-70%, содержание TiO2 в типичном случае составляет 5-15%, содержание N-N-диметилэтаноламина, 2-бутоксиэтанола, 1-бутокси-2-пропанола, сажи, полиизобутена, н-бутилового спирта в типичном случае составляет 0,1-1%.
Поскольку определенные покрытия имеются в доступе, подробно они описываться не будут.
2) Нанесение покрытия на узкую полосовую сталь:
с помощью двухвальцовой или трехвальцовой машины для нанесения покрытий, так, чтобы определить способ регулирования толщины пленки, например регулированием параметров коэффициента передачи, давления и зазора между вальцами, таким образом обеспечивая получение пленки равномерной толщины и подходящей точности.
При использовании машины для нанесения покрытий с тремя вальцами могут своевременно регулироваться толщина и однородность покрытия посредством задания коэффициентов передачи этих трех вальцов, давления между вальцом для нанесения покрытия и подбирающим вальцом, а также зазора между подбирающим вальцом и дозирующим вальцом. Обычно предпочтительные коэффициенты передачи вальца для нанесения покрытия и подбирающего вальца составляют 0,2~1,2, давление между вальцом для нанесения покрытия и подбирающим вальцом - 0,1~10 кПа, а зазор между подбирающим вальцом и дозирующим вальцом - 60~150 мкм.
При использовании машины для нанесения покрытий с двумя вальцами могут своевременно регулироваться толщина и однородность покрытия посредством задания коэффициента передачи этих двух вальцов и давления между вальцом для нанесения покрытия и подбирающим вальцом. Предпочтительно коэффициенты передачи подбирающего вальца и вальца для нанесения покрытия составляет 0,2~1,5, а давление между ними 1~50 кПа.
3) Спекание покрытия.
В настоящем изобретении используются форсунки для нагревания воздуха, и горячий воздух циркулирует через вертикальный циркуляционный сильфон, высушивая влажную пленку на поверхности узкой полосовой стали и отверждая ее, в то время как влага из покрытия после испарения удаляется в атмосферу через эксгаустер.
В соответствии со свойствами пленки, образованной из влажной формы, в ходе этапа спекания для осуществления спекания применяется процесс трехсекционного нагревания и охлаждения. Эти три секции являются следующими: секция сушки, секция спекания и секция охлаждения, в которых температура в секции сушки составляет 100~400°C, температура в секции спекания 200~370°C. Общее время на стадии сушки и отверждения составляет 33~144 с, при этом время высушивания влажной пленки составляет 9~39 с и время спекания 24~105 с; в итоге образуется покрытие толщиной 2~10 мкм.
Транспортировка узкой полосовой стали.
В целом в секции сушки и секции спекания после нанесения покрытия в настоящем изобретении используется транспортирующее устройство, не входящее в контакт с узкой полосовой сталью. Транспортирующее устройство может выдувать сжатый воздух с регулируемым давлением, чтобы заставить всплыть узкую полосовую сталь с влажными пленками. Под действием обеспечиваемого транспортирующим устройством эффекта всплытия в печи для спекания узкая полосовая сталь с влажными пленками предохраняется от контактов с вальцами печи до того, как влажные пленки придут в отвержденное состояние, гарантируя таким образом целостность непросохшей пленки. Давление воздуха при этом составляет 0~2000 Па.
Кроме того, настоящее изобретение дополнительно включает этап 4): измерение толщины пленки в текущем режиме. Настоящее изобретение использует общепринятый способ осуществления текущих измерений для непрерывного отслеживания толщины пленки как на верхней, так и на нижней поверхности узкой полосовой стали и имеет функцию обратной связи по толщине пленки. При сравнении получаемых в текущем режиме результатов измерения толщины пленки с заданной толщиной выполняется своевременное регулирование рабочих параметров машины для нанесения покрытий для обеспечения целевой толщины с тем, чтобы гарантировать однородную толщину пленки.
Особо толстое покрытие на поверхности узкой полосовой стали, полученное способом согласно настоящему изобретению, имеет однородную толщину, хорошую адгезию, высокую стойкость к царапанию и превосходные электроизоляционные свойства, тем самым являясь применимым в качестве покрытия для электротехнической стали, применяемой в гидроэнергетике и производстве ядерной энергии.
Основные признаки настоящего изобретения являются следующими.
1. Вязкость жидкости для нанесения особо толстого покрытия составляет 10~80 Ст, обеспечивая при этом хорошую эгализирующую способность и пригодность для нанесения покрытий.
2. Для нанесения покрытия используется двух- или трехвальцовая машина для нанесения покрытий с тем, чтобы обусловить способ контролирования и регулирования толщины пленки и, следовательно, обеспечить точное управление толщиной пленки.
3. Для получения пленки применяются способы, использующие нагревание горелкой с открытым пламенем и циркуляцию горячего воздуха; для того чтобы получить хорошие покрытия, обеспечиваются нагревательные секции с различными температурами; время отверждения составляет 33~144 секунды, таким образом гарантируя превосходные адгезионные и изоляционные свойства покрытия.
4. В целях обеспечения целостности покрытия для перемещения узкой полосовой стали используется устройство бесконтактной транспортировки.
5. Толщина пленки экологически безвредного покрытия контролируется в текущем режиме способом обратной связи и таким образом эффективно отслеживается, тем самым обеспечивая однородность толщины пленки.
С помощью настоящего изобретения возможен непрерывный выпуск продуктов с нанесенным на них покрытием толщиной более 2 мкм, таким образом отвечая различным требованиям различных пользователей в отношении толщины пленки и свойств покрытия.
Краткое описание чертежей
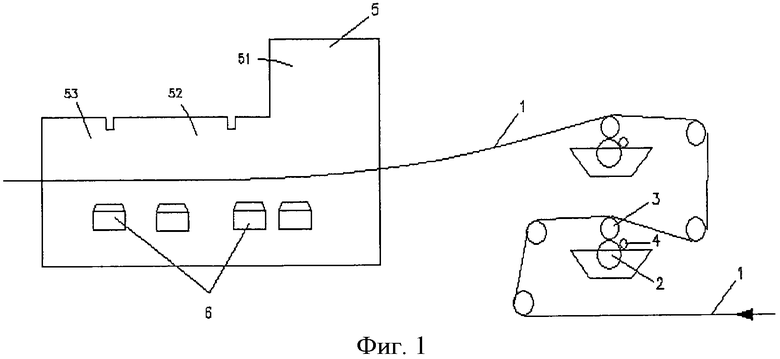
На фиг. 1 схематически показан один вариант осуществления настоящего изобретения.
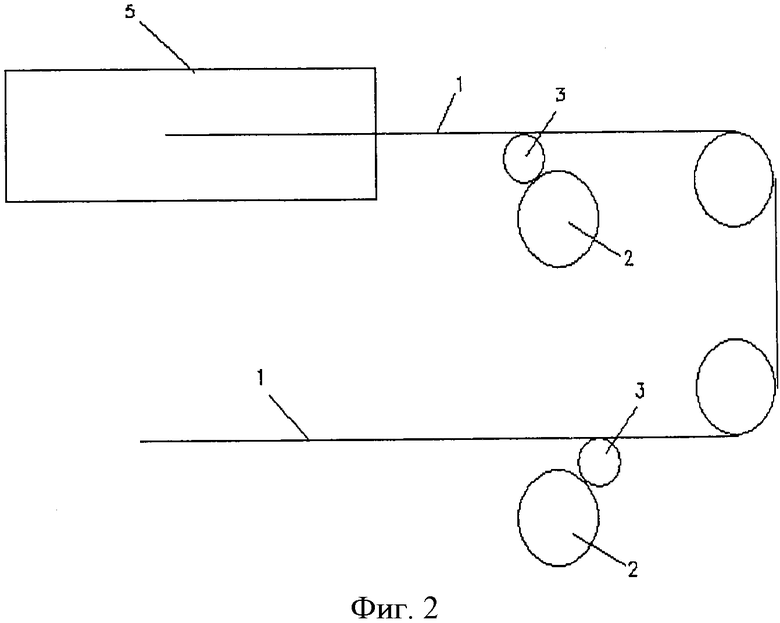
На фиг. 2 схематически показан другой вариант осуществления настоящего изобретения.
Осуществление изобретения
Далее способ согласно настоящему изобретению будет дополнительно описан в соответствии с вариантами осуществления.
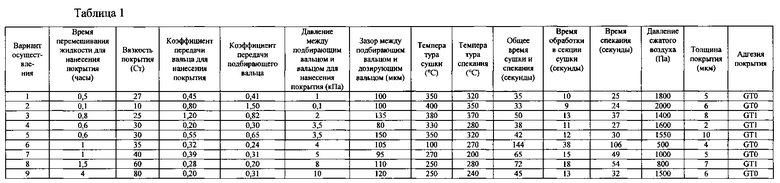
1. Применение трехвальцовой машины для нанесения покрытий.
Как показано на фиг. 1, узкая полосовая сталь 1, подвергнутая прокатке и отжигу, покрывается по ее верхней поверхности и нижней поверхности соответственно подбирающим вальцом 2 и вальцом 3 для нанесения покрытия, при этом для нанесения покрытия применяются три вальца, вязкость жидкости для нанесения покрытия равна 27 Ст, коэффициент передачи вальца для нанесения покрытия составляет 0,45, коэффициент
передачи подбирающего вальца 2 составляет 0,41 и промежуток или зазор между подбирающим вальцом 2 и дозирующим вальцом 4 равен 100 мкм. Затем узкая полосовая сталь 1 для образования пленки перемещается в печь 5 для спекания, в которой для спекания покрытия в пленку применяется способ трехсекционного нагревания и охлаждения. Эти три секции являются следующими: секция 51 сушки, секция 52 спекания и секция 53 охлаждения. Температура сушки равна 350°C, температура спекания составляет 320°C, время отверждения пленки составляет 35 с. В итоге получается толстое однородное покрытие с хорошим качеством поверхности, с пленками на верхней и нижней поверхностях толщиной 5 мкм, адгезией покрытия, соответствующей GT0, и межслойным сопротивлением, равным 900 Ом·слой (европейский стандарт). Покрытие с параметрами вне предпочтительного диапазона имеет более низкое качество поверхности с такими проблемами, как предрасположенность к отслаиванию, недостаточная адгезия и шероховатость покрытой поверхности.
Другие варианты осуществления показаны в таблице 1.
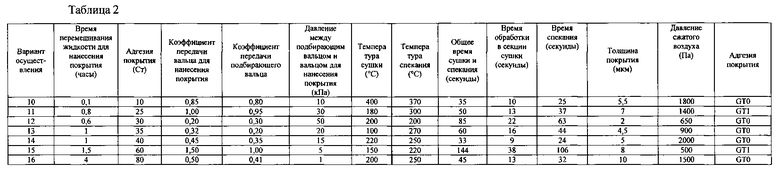
2. Применение двухвальцовой машины для нанесения покрытий.
Как показано на фиг. 2, узкая полосовая сталь 1, подвергнутая прокатке и отжигу, покрывается по ее верхней поверхности и нижней поверхности соответственно подбирающим вальцом 2 и вальцом 3 для нанесения покрытия, при этом для нанесения покрытия применяются два вальца, вязкость жидкости для нанесения покрытия равна 30 Ст, коэффициент передачи вальца для нанесения покрытия составляет 0,48, коэффициент передачи подбирающего вальца 2 составляет 0,40 и имеется давление вальца для нанесения покрытия и подбирающего вальца. Затем узкая полосовая сталь 1 для образования пленки перемещается в печь 5 для спекания, в которой для спекания покрытия в пленку применяется способ трехсекционного нагревания и охлаждения. Эти три секции являются следующими: секция 51 сушки, секция 52 спекания и секция 53 охлаждения. Температура сушки равна 100°C, температура спекания составляет 220°C, время отверждения пленки составляет 72 с. В итоге получается толстое однородное покрытие с хорошим качеством поверхности, с пленками на верхней и нижней поверхностях толщиной 5 мкм, адгезией покрытия, соответствующей GT0, и межслойным сопротивлением, равным 900 Ом·слой (европейский стандарт). Покрытие с параметрами вне предпочтительного диапазона имеет более низкое качество поверхности с такими проблемами, как предрасположенность к отслаиванию, недостаточная адгезия и шероховатость покрытой поверхности.
Другие варианты осуществления показаны в таблице 2.
Настоящее изобретение применимо для целей получения покрытий на электротехнической стали, используемой в крупных гидроэнергетических генераторах или ядерных генераторах, а также в других электрических двигателях с высокими требованиями к изоляции.
Изобретение относится к способам нанесения покрытий и пленок на поверхности узкой полосовой стали и может быть использовано для получения особо толстого изоляционного покрытия на поверхности электротехнической стали. Способ создания особо толстого изоляционного покрытия на поверхности электротехнической стали содержит этапы: 1) приготовления жидкости для нанесения покрытия достаточным перемешиванием жидкости для нанесения покрытия в течение 0,1~4 часов, при этом вязкость жидкости для нанесения покрытия находится в диапазоне 10~80 Ст. Кроме того, способ содержит этап 2) нанесения покрытия на узкую полосовую сталь с помощью двухвальцовой или трехвальцовой машины для нанесения покрытий. Толщина и однородность пленки поддаются управлению посредством регулирования различных рабочих параметров. Также способ содержит этап 3) спекания покрытия с применением трех производственных участков, то есть секции сушки, секции спекания и секции охлаждения, для обеспечения спекания покрытия. Температура в секции сушки составляет 100~400°С. Температура в секции спекания составляет 200~370°С. Общее время обработки в секциях сушки и отверждения составляет 33-144 секунд, из которых время в секции сушки занимает 9-39 секунд и время спекания 24~105 секунд. В процессе спекания узкая полосовая сталь с покрытием транспортируется бесконтактным способом, в частности узкая полосовая сталь транспортируется выдуванием на нижнюю поверхность регулируемого по давлению воздуха с тем, чтобы заставить ее всплыть. Давление воздуха составляет 0~2000 Па. Влажная пленка предохраняется от контакта с вальцами печи до того, как она отвердеет, гарантируя целостность поверхности влажной пленки. Техническим результатом изобретения является обеспечение возможности получения изоляционного покрытия однородной толщины, обладающего превосходными характеристиками межслойного сопротивления в применениях, связанных с гидроэнергетикой и производством ядерной энергии. 2 н. и 4 з.п. ф-лы, 2 табл., 2 ил.
1. Способ создания особо толстого изоляционного покрытия на поверхности электротехнической стали, включающий в себя следующие этапы:
1) приготовление жидкости для нанесения покрытия, заключающееся
в достаточном перемешивании жидкости для нанесения покрытия в течение 0,1~4 часов, затем, в зависимости от исходной вязкости жидкости для нанесения покрытия, разбавлении ее чистой водой или растворителем для обеспечения того, чтобы вязкость находилась в пределах 10~80 Ст;
2) нанесение покрытия на узкую полосовую сталь, заключающееся в
нанесении покрытия на верхнюю поверхность и нижнюю поверхность узкой полосовой стали с помощью двухвальцовой машины для нанесения покрытий в двух направлениях нанесения, то есть нанесение покрытия в прямом направлении и во встречном направлении,
при котором в двухвальцовой машине для нанесения покрытий коэффициенты передачи как подбирающего вальца, так и вальца для нанесения покрытия составляют 0,2~1,5, а давление между этими двумя вальцами составляет 1~50 кПа;
3) спекание покрытия, заключающееся в
применении для нагревания форсунок, при котором горячий воздух циркулирует через вертикальный циркуляционный сильфон, высушивая влажную пленку на поверхностях узкой полосовой стали и отверждая ее,
при этом спекание покрытия осуществляют в трех секциях, то есть в секции сушки, секции спекания и секции охлаждения, причем температура в секции сушки составляет 100~400°C, а температура в секции спекания составляет 200~370°C; общее время обработки в секциях сушки и спекания составляет 33~144 секунды, из которых время обработки в секции сушки составляет 9~39 секунд, а время спекания 24~105 секунд; при этом в итоге образуется покрытие с толщиной пленки 2~10 мкм,
в котором в процессе спекания узкую полосовую сталь с нанесенным покрытием транспортируют бесконтактным способом, в частности узкую полосовую сталь транспортируют выдуванием сжатого воздуха с регулируемым давлением в диапазоне 0~2000 Па в зависимости от толщины узкой полосовой стали, при этом влажная пленка предохраняется от контакта с вальцами печи до того, как она отвердеет, с тем, чтобы гарантировать целостность поверхности влажной пленки.
2. Способ по п. 1, отличающийся тем, что он дополнительно включает в себя этап 4) измерения в текущем режиме толщины пленки с помощью общепринятого способа осуществления текущих измерений для непрерывного отслеживания толщины пленки как на верхней, так и на нижней поверхности узкой полосовой стали, сравнивания результатов измерения толщины пленки, полученных в текущем режиме, с заданной толщиной и своевременного регулирования машины для нанесения покрытий для обеспечения заданной толщины с тем, чтобы гарантировать однородную толщину пленки.
3. Способ по п. 1, отличающийся тем, что применяемый на этапе 1) приготовления жидкости для нанесения покрытия растворитель, предназначенный для регулирования вязкости, содержит бутиловый эфир этиленгликоля или бутилгликоль.
4. Способ создания особо толстого изоляционного покрытия на поверхности электротехнической стали, включающий в себя следующие этапы:
1) приготовление жидкости для нанесения покрытия, заключающееся в
тщательном достаточном перемешивании жидкости для нанесения покрытия в течение 0,1~4 часов, затем, в зависимости от исходной вязкости жидкости для нанесения покрытия, разбавлении ее чистой водой или растворителем для обеспечения того, чтобы вязкость находилась в пределах 10~80 Ст;
2) нанесение покрытия на узкую полосовую сталь, заключающееся в
нанесении покрытия на верхнюю поверхность и нижнюю поверхность узкой полосовой стали с помощью трехвальцовой машины для нанесения покрытий в двух направлениях нанесения, то есть нанесение покрытия в прямом направлении и во встречном направлении,
при котором в трехвальцовой машине для нанесения покрытий коэффициенты передачи как вальца для нанесения покрытия, так и подбирающего вальца составляют 0,2~1,2, давление между этими двумя вальцами составляет 1~50 кПа и зазор между подбирающим вальцом и дозирующим вальцом составляет 60~150 мкм;
3) спекание покрытия, заключающееся в
применении для нагревания форсунок, при котором горячий воздух циркулирует через вертикальный циркуляционный сильфон, высушивая влажную пленку на поверхностях узкой полосовой стали и отверждая ее,
при этом спекание покрытия осуществляют в трех секциях, то есть в секции сушки, секции спекания и секции охлаждения, причем температура в секции сушки составляет 100~400°C, а температура в секции спекания составляет 200~370°C; общее время обработки в секциях сушки и спекания составляет 33~144 секунды, из которых время обработки в секции сушки составляет 9~39 секунд, а время спекания 24~105 секунд; при этом в итоге образуется покрытие с толщиной пленки 2~10 мкм,
в котором в процессе спекания узкую полосовую сталь с нанесенным покрытием транспортируют бесконтактным способом, в частности узкую полосовую сталь транспортируют выдуванием сжатого воздуха с регулируемым давлением в диапазоне 0~2000 Па в зависимости от толщины узкой полосовой стали, при этом влажная пленка предохраняется от контакта с вальцами печи до того, как она отвердеет, с тем, чтобы гарантировать целостность поверхности влажной пленки.
5. Способ по п. 4, отличающийся тем, что он дополнительно включает в себя этап 4) измерения в текущем режиме толщины пленки с помощью общепринятого способа осуществления текущих измерений для непрерывного отслеживания толщины пленки как на верхней, так и на нижней поверхности узкой полосовой стали, сравнивания результатов измерения толщины пленки, полученных в текущем режиме, с заданной толщиной и своевременного регулирования машины для нанесения покрытий для обеспечения заданной толщины с тем, чтобы гарантировать однородную толщину пленки.
6. Способ по п. 4, отличающийся тем, что применяемый на этапе 1) приготовления жидкости для нанесения покрытия растворитель, предназначенный для регулирования вязкости, содержит бутиловый эфир этиленгликоля или бутилгликоль.
| CN 101209440 A, 02.07.2008 | |||
| CN 101722140 A, 09.06.2010 | |||
| CN 101581631 A, 18.11.2009 | |||
| 102212659 A, 12.10.2011 | |||
| Привод лесопильной рамы | 1976 |
|
SU577124A1 |
| US 6277196 B1, 21.08.2001 | |||
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ | 1997 |
|
RU2199400C2 |

