Область техники
Изобретение относится к способу, предназначенному для использования при изготовлении герметичных конструкций, образующих микроэлектромеханические системы (МЭМС) для высокопрецизионных, высокостабильных устройств на их основе (МЭМС-устройств).
Уровень техники
Имеется существенная потребность в высокопрецизионных и высокостабильных датчиках угловой скорости для различных электронных измерительных систем. Существующие датчики угловой скорости содержат вибрационные измерители угловой скорости, или гироскопы, которые используют вибрирующие компоненты, такие как опорные генераторы частоты ("камертоны"), и конструируются и тестируются в металлическом, кварцевом и кремниевом вариантах. Гироскопы на основе кварца и кремния являются предпочтительными по сравнению с гироскопами на металлической основе, поскольку они допускают миниатюризацию и могут производиться относительно дешево в больших количествах методом изготовления партиями.
Композитные пластины типа "кремний-изолятор" ("кремний-диэлектрик"), такие как композитная пластина "кремний-стекло", описанная в US 2004/0180517, часто используются для изготовления МЭМС, поскольку они позволяют сформировать вертикальные электрические проводники, проходящие сквозь пластину.
При создании композитной пластины обычно используют, для придания требуемой конфигурации, технологию "расплавления и формования", причем в кремниевой пластине вытравляют углубления, служащие "формами", после чего производят расплавление изоляционного, обычно диэлектрического, материала, такого как стекло, чтобы заполнить эти углубления. В US 2004/0180517 описан способ структурирования плоской подложки, содержащей композитные пластины типа кремний-диэлектрик, а в ЕР 1436582 А описан способ изготовления композитной пластины типа кремний-оксид кремния.
Однако качество уплотнения на границах (интерфейсах) кремний-изолятор в композитных пластинах, получаемых описанными способами, зависит от "механической подгонки" материала изолятора к интерфейсу, образованному стенкой углубления в кремнии, что не всегда позволяет получить герметичное уплотнение. Это может приводить к риску протечек газа по границе кремний-изолятор.
Диэлектрические области композитной пластины типа кремний-диэлектрик в принципе отлично подходят для прикрепления других компонентов к кремниевой пластине посредством анодного соединения с созданием герметичного уплотнения. Однако при использовании метода анодного соединения для прикрепления композитной пластины к кремниевой пластине необходимо, чтобы любой контактный электрод, прикрепляемый к диэлектрическим участкам композитной пластины, контактировал только с диэлектриком, а, аналогично, любой контактный электрод, прикрепляемый к кремниевым элементам композитной пластины, контактировал только с кремнием. В противном случае произойдет закорачивание схемы. Подобная ситуация является довольно распространенной, поскольку одна из главных причин для применения композитных пластин состоит в формировании электрических межсоединений сквозь пластины. Однако при этом возникает проблема, т.к. анодные соединения в этом случае нельзя произвести на стандартном оборудовании для осуществления анодных соединений, поскольку не существует простого метода согласования стандартных контактных электродов, применяемых в этом оборудовании, с неоднородной топологией, сформированной на пластине, без использования специальных решений, адаптированных для конкретного устройства.
В US 4875134 В описан способ изготовления датчика давления, в котором в композитной пластине создается герметичное уплотнение на интерфейсах кремний-стекло. Однако, как было пояснено выше, для осуществления анодного соединения необходимы специальные приспособления, чтобы избежать закорачивания, обусловленного тем, что каждая соединяемая поверхность содержит кремний и стекло.
В качестве ближайшего аналога способа по изобретению может быть выбран способ создания герметичного уплотнения внутри композитной пластины типа кремний-изолятор, используемой для изготовления герметичной конструкции в составе емкостного датчика давления, описанный в ЕР 1681545 А2. Известный способ включает структурирование кремниевой пластины для формирования одного или более углублений, проходящих по меньшей мере на часть толщины первой кремниевой пластины, и заполнение единственного или каждого углубления материалом-изолятором (стеклом), пригодным для прикрепления к кремнию посредством анодного соединения с формированием первой композитной пластины, имеющей интерфейсы кремний-изолятор и первую контактную поверхность. Способ также включает применение к первой контактной поверхности и ко второй контактной поверхности (состоящей из кремния) технологии анодного соединения для создания герметичного уплотнения в интерфейсах кремний-изолятор. Поскольку в известном способе первая контактная поверхность содержит кремний и стекло, данному способу (и, как следствие, устройствам, изготовленным с его использованием) присущи отмеченные выше недостатки, свойственные, в частности, рассмотренному выше способу согласно US 4875134 В.
Раскрытие изобретения
Изобретение предлагает способ создания герметичного уплотнения в композитной пластине типа кремний-изолятор, используемой для изготовления герметичной конструкции, включающий следующие операции: структурирование первой кремниевой пластины для формирования одного или более углублений, проходящих по меньшей мере на часть толщины первой кремниевой пластины; заполнение единственного или каждого углубления материалом-изолятором (материалом-диэлектриком), пригодным для прикрепления к кремнию посредством анодного соединения с формированием первой композитной пластины, имеющей множество интерфейсов кремний-изолятор и первую контактную поверхность, состоящую из материала-изолятора, и применение к первой и второй контактным поверхностям технологии анодного соединения для создания герметичного уплотнения в интерфейсах кремний-изолятор первой композитной пластины, причем вторая контактная поверхность состоит из кремния.
Благодаря получению композитной пластины с поверхностью, образованной участками, состоящими только из кремния, и участками, состоящими только из изолятора, интерфейсы кремний-изолятор в композитной пластине могут быть герметизированы посредством промежуточной операции анодного соединения в ходе процесса изготовления композитной пластины с использованием стандартного оборудования для осуществления соединения, без необходимости специально согласовывать положения контактных электродов. После того как интерфейсы кремний-изолятор будут герметизированы, участки из кремния и из изолятора на поверхностях композитной пластины могут быть сделаны, если это требуется, более тонкими и подвергнуты полированию. Согласно известным решениям композитные пластины обычно формируются до выполнения операции анодного соединения. Такая конструкция для выполнения операции анодного соединения требует специально сконструированного оборудования, чтобы избежать закорачивания.
При осуществлении анодного соединения в рамках способа по изобретению целесообразно прикладывать к интерфейсам кремний-изолятор в композитной пластине электростатическое поле, которое обеспечивает герметичное сопряжение по данным интерфейсам того же качества, что и хорошо отработанное промышленностью анодное соединение на уровне пластин, применяемое в производстве МЭМС.
Кремниевые элементы композитной пластины могут образовывать вертикальные проводники, проходящие сквозь пластину, и фиксированные электроды для конденсаторов, в то время как углубления, заполненные материалом-изолятором, обеспечивают электрическую изоляцию электродов.
Анодное соединение предпочтительно осуществляется в процессе прикрепления композитной пластины к структурированной кремниевой подложке для создания герметичного сопряжения между композитной пластиной и структурированной кремниевой подложкой одновременно с созданием в композитной пластине герметично уплотненных интерфейсов кремний-изолятор, хотя это и требует правильного конструирования и выбора правильной топологии композитной пластины относительно кремниевой подложки, чтобы гарантировать правильность электрических соединений и полярностей для каждой части композитной пластины и структурированной кремниевой подложки.
Планарная кремниевая подложка предпочтительно структурируется в пределах функционального слоя пластины "кремний на изоляторе" (КНИ), что позволяет обеспечить высокую точность размеров на структурированной кремниевой подложке. Альтернативно, планарная кремниевая подложка структурируется в кремниевой пластине. Преимуществом способа по изобретению является возможность структурировать кремниевую подложку с формированием множества компонентов, подвижных в объеме МЭМС-устройства, таких как сейсмические массы, приводные перемычки, пружина, работающая на изгиб, пьедесталы, контакты и углубления, образующие емкостные зазоры.
Изобретение предпочтительно направлено на создание способа, применяемого при изготовлении МЭМС, содержащих структурированную кремниевую подложку, герметизированную в вакууме или в контролируемой газовой атмосфере между двумя покрывающими композитными пластинами кремний-изолятор. При этом структурированная кремниевая подложка снабжена с обеих сторон средствами возбуждения и детектирования с целью формирования устройства, способного обеспечить существенно более высокую точность и стабильность по сравнению с известными решениями.
Согласно изобретению предлагается также устройство на основе МЭМС (МЭМС-устройство), изготовленное с использованием любого из описанных вариантов способа изобретения. Это МЭМС-устройство предпочтительно является гироскопом или акселерометром. Предлагается также массив подобных устройств на основе МЭМС. В этом массиве на каждой пластине структурировано множество конструкций, соединенных перед их разделением, посредством сингулирования, на индивидуальные компоненты или устройства.
Краткое описание чертежей
Далее, со ссылками на прилагаемые чертежи, будет описан пример изобретения.
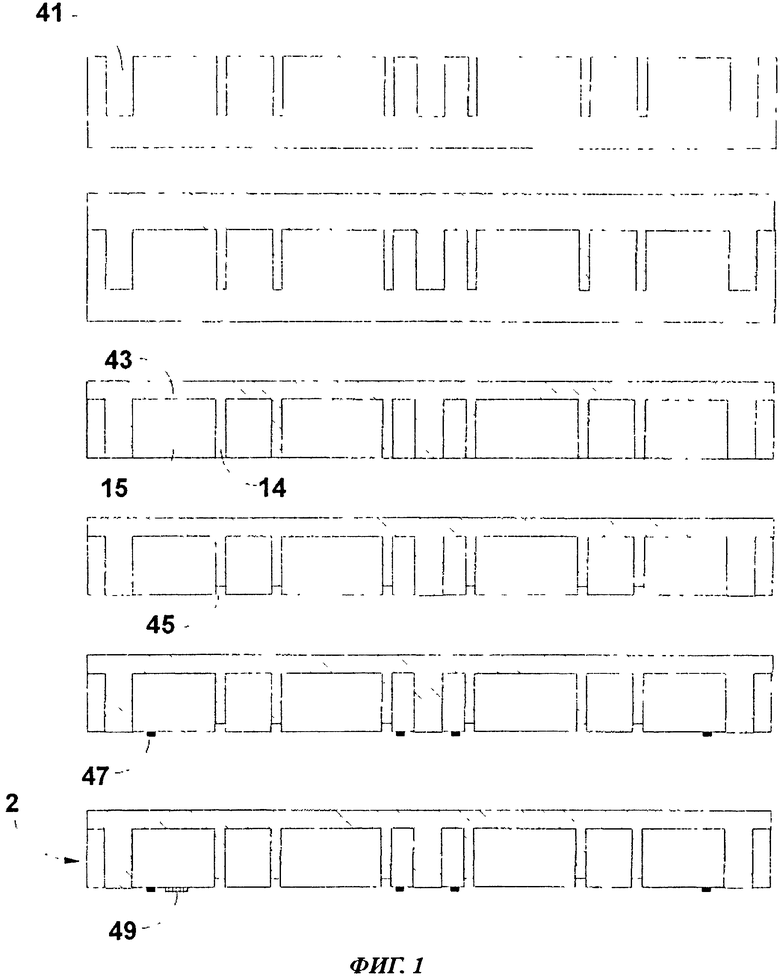
На фиг. 1 проиллюстрирована последовательность операций при формировании первой композитной пластины в составе датчика.
На фиг. 2 проиллюстрирована последовательность операций при формировании второй композитной пластины в составе датчика.
На фиг. 3 проиллюстрирована последовательность операций при структурировании верхней поверхности пластины КНИ.
На фиг. 4 показаны прошедшая микрообработку пластина КНИ и первая композитная пластина, герметично соединенные посредством анодного соединения для формирования сборки из двух пластин.
На фиг. 5 на частичном виде показана сборка пластин по фиг. 4, иллюстрирующая пример выполнения на ее верхней стороне конденсатора, внутреннего электрического контакта и ограничителя.
На фиг. 6 иллюстрируется последовательность операций по удалению из сборки пластин избытка материалов.
На фиг. 7 иллюстрируется последовательность операций при структурировании нижней поверхности сборки из двух пластин.
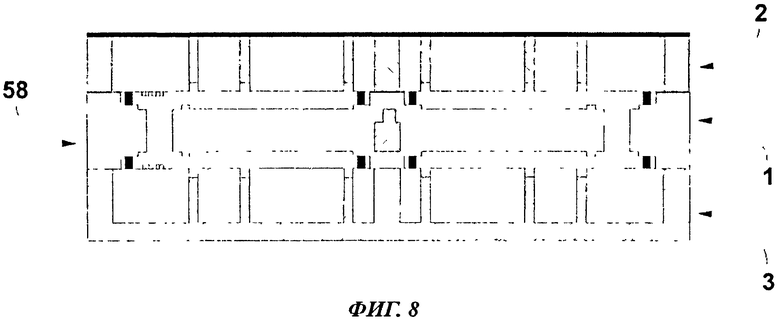
На фиг. 8 показана изготовленная сборка из двух соединенных пластин и вторая композитная пластина, герметично прикрепленная к ней посредством анодного соединения с образованием сборки из трех пластин.
На фиг. 9 на частичном виде показана сборка из трех пластин по фиг. 8, иллюстрирующая пример выполнения на ее верхней стороне конденсатора, внутреннего электрического контакта и ограничителя.
На фиг. 10 иллюстрируется последовательность операций по удалению из сборки (состоящей из трех пластин) избытка материалов.
На фиг. 11 иллюстрируется последовательность операций по обеспечению наружной металлизации на сборке из трех пластин.
Осуществление изобретения
Фиг. 1 и 2 иллюстрируют последовательность операций при структурировании первой (верхней) и второй (нижней) композитных пластин 2, 3 соответственно. Первая операция состоит в задании в кремниевой пластине паттерна углублений 41, 42, предпочтительно посредством сухого или жидкостного травления или любого другого подходящего способа.
Вторая операция состоит в размещении в углублениях 41, 42 материала-изолятора. В данном примере материал-изолятор - это диэлектрический материал, хотя должно быть понятно, что альтернативно можно применить любой подходящий материал-изолятор. В частности, углубления 41, 42 заполняют диэлектрическим материалом (предпочтительно посредством заливки расплавленного боросиликатного стекла), чтобы сформировать диэлектрические вставки 14, изолирующие участки кремния с образованием индивидуальных кремниевых элементов 15, 16, которые могут быть использованы как электроды, межслойные соединители и т.п. Обеспечивается достаточное количество диэлектрического материала, чтобы полностью покрыть поверхность кремниевой пластины, в которой были протравлены углубления 41, 42.
Третья операция состоит в удалении, например механическим шлифованием и химико-механическим полированием (ХМП), всего избыточного кремния со второй поверхности композитной пластины 2, 3, противолежащей поверхности, образованной диэлектриком, чтобы открыть диэлектрические вставки. Если это необходимо, может быть проведено также уменьшение толщины со стороны поверхности, полностью покрытой слоем диэлектрического материала, и полирование этой поверхности, хотя непрерывный слой 43, 44 диэлектрика на этой поверхности должен быть сохранен для формирования первой контактной поверхности для электродов при анодном соединении. Альтернативно, чтобы открыть часть каждой из диэлектрических вставок 14, может быть удален непрерывный слой 43, 44 диэлектрика с удалением частей кремниевых элементов 15, 16 или с выполнением в них углублений. Для предотвращения какого-либо закорачивания важно, чтобы каждая композитная пластина 2, 3 была сконфигурирована таким образом, чтобы после прикрепления к ней электродов для осуществления анодного соединения (далее - соединительные электроды) они контактировали только с диэлектрическими слоями 43, 44 или с диэлектрическими вставками 14.
Чтобы предотвратить какое-либо залипание между подвижными частями, находящимися внутри готового устройства, четвертая операция предусматривает локальное травление диэлектрических вставок 14, чтобы сформировать мелкие углубления 45, 46 на поверхности, которая будет в дальнейшем участвовать в анодном соединении (далее именуемой второй соединяемой поверхностью).
Пятая операция состоит в нанесении на кремниевые элементы 15, 16, находящиеся на второй соединяемой поверхности каждой композитной пластины 2, 3, тонкого слоя 47, 48 металла, например титана или алюминия, и в структурировании частей этого слоя. Из данных слоев 47, 48 (как это будет описано далее) будут образованы части внутренних электрических контактов. В зависимости от выбранной технологии герметизации, могут быть нанесены и структурированы дополнительные тонкие металлические слои, чтобы служить частями верхних уплотняющих элементов.
В идеале, тонкие металлические слои 47, 48 должны служить также геттером для различных газов, которые при долгосрочной эксплуатации могут влиять на демпфирование различных движений. Альтернативно, помимо слоев 47, 48 металла, на вторую соединяемую поверхность любой из или обеих композитных пластин 2, 3 можно нанести отдельный структурированный слой 49 геттерного материала.
Из фиг. 1, 2 можно видеть, что в этом примере аналогичные элементы первой и второй композитных пластин 2, 3 имеют идентичный паттерн и толщину, что обеспечивает полную симметричность конечной конструкции относительно перпендикулярных осей.
На фиг. 3 представлена пластина 50 КНИ, состоящая из функционального слоя 1 кремния (кремниевой пластины), в котором должны быть структурированы подвижные части, например датчика угловой скорости, и из несущей пластины 51, отделенной от слоя кремния внутренним слоем 52 оксида (изолятора), служащим стоп-слоем на последующей операции сухого травления. Последовательность операций, обеспечивающих заданное структурирование верхней поверхности пластины 50 КНИ, обычно предусматривает обработку функционального слоя 1 кремния в следующем порядке.
Первая операция по обработке пластины 50 КНИ состоит в формировании первого неглубокого углубления 25 в слое 1 кремния пластины 50 КНИ, чтобы создать необходимый зазор для внутренних электрических контактов на верхней стороне. Вторая операция состоит в формировании в том же слое 1 кремния второго, более глубокого углубления 27, образующего на верхней стороне емкостной зазор для конденсаторов, которые будут сформированы позднее. Сочетание первого и второго углублений 25, 27 позволяет создать в заданных позициях внутри второго углубления 27 кремниевые ограничители 23, которые служат для предотвращения залипания и случайного короткого замыкания.
Третья операция состоит в нанесении и структурировании тонкого слоя 53 металла, например титана или алюминия, чтобы сформировать на верхней стороне часть внутренних электрических контактов.
Четвертая операция состоит в формировании верхней половины профиля вставок посредством получения, путем сухого травления, третьего, более глубокого углубления 55 в функциональном слое 1 кремния пластины 50 КНИ.
Хотя в этом примере подвижные части МЭМС-устройства, такого как гироскоп или акселерометр, формируются структурированием функционального слоя пластины КНИ, альтернативно, эти части можно структурировать во второй пластине, предпочтительно из кремния. Однако, хотя использование пластины 50 КНИ может быть немного сложнее, по сравнению с пластиной из монокристаллического кремния, оно является предпочтительным, т.к. обеспечивает лучший контроль толщины.
На фиг. 4 показаны структурированная пласт 7 описанияина 50 КНИ и первая композитная пластина 2, образующие сборку (стек) 57, которую (который) можно получить с помощью анодного соединения, обеспечивающего герметизацию первого внутреннего интерфейса между второй соединяемой поверхностью первой композитной пластины 2 и структурированной поверхностью функционального слоя 1 кремния. В представленном примере анодное соединение осуществляют с использованием непрерывного слоя 43 диэлектрического материала, имеющегося на первой композитной пластине 2 в качестве первой контактной поверхности, и несущей пластины 51 в составе пластины 50 КНИ в качестве второй контактной поверхности.
Однако, как было отмечено выше, альтернативой может быть удаление непрерывного слоя 43 диэлектрического материала с последующим частичным удалением, т.е. с заглублением, кремниевых элементов 15, 16, чтобы открыть части каждой диэлектрической вставки 14, которые совместно образуют первую контактную поверхность из диэлектрического материала. Кроме того, если вместо пластины 50 КНИ будет использоваться только кремниевая пластина, второй контактной поверхностью может служить либо поверхность второй кремниевой пластины, противолежащей первой контактной поверхности первой композитной пластины, либо сторона второй кремниевой пластины 1, прикрепленная к первой композитной пластине 2.
На фиг. 5 в увеличенном масштабе показана часть сборки 57 из двух пластин, полученной путем соединения первой композитной пластины 2 и структурированной пластины 50 КНИ, иллюстрирующая пример выполнения на верхней стороне конденсатора 59, внутреннего электрического контакта 21 и ограничителя 23. Внутренний электрический контакт 21 образован припрессованными друг к другу в процессе получения сборки тонким металлическим слоем 47, имеющимся на первой композитной пластине 2, и тонким металлическим слоем 53, имеющимся на структурированной пластине 50 КНИ. Чтобы получить надежный внутренний электрический контакт, глубина первого углубления 25 и толщина металлических слоев 47 и 53 должны быть тщательно подобраны и оптимизированы с учетом влияния допусков на изготовление.
На фиг. 6 иллюстрируется последовательность операций, посредством которой в процессе изготовления, по завершении соединения, удаляют из сборки 57 пластин избыток материала. Так, шлифование с последующим ХМП можно использовать для удаления непрерывного слоя 43 диэлектрика (который на предыдущей операции герметизации посредством анодного соединения действовал как первая контактная поверхность), чтобы открыть паттерн в слое кремния в составе композитной пластины 2. Альтернативно, этот непрерывный слой 43 на первой композитной пластине 2 может быть сохранен.
Несущая пластина 51 в составе пластины 50 КНИ (вместе с образованной ею второй контактной поверхностью) также может быть удалена, например шлифованием с последующим реактивно-ионным травлением, при котором скрытый оксидный слой 52 действует в качестве стоп-слоя. Затем используется травление для удаления этого оксидного слоя, чтобы открыть нижнюю поверхность функционального слоя 1 кремния. Альтернативной, более дорогостоящей и времяемкой опцией, могло бы быть удаление пластины 51 только травлением, с использованием скрытого оксидного слоя 52 в качестве стоп-слоя.
На фиг. 7 иллюстрируется последовательность операций по структурированию нижней поверхности функционального слоя 1 кремния. В этом примере на верхнюю поверхность сборки 57 пластин наносят, до выполнения первой операции, защитный слой 61 металла, такого как алюминий. Однако наличие этого слоя на данной стадии является опцией, которая используется в некоторых случаях, чтобы увеличить силу, притягивающую пластину к электростатическим держателям в ходе последующей обработки.
Первая операция по обработке сборки 57 пластин состоит в формировании первого, неглубокого углубления 26, обеспечивающего необходимый зазор для внутренних электрических контактов на нижней стороне, как это будет пояснено далее.
Вторая операция состоит в формировании второго, более глубокого углубления 28, образующего емкостный зазор для конденсаторов на нижней стороне, которые будут сформированы позднее.
В этом примере первое и второе углубления 26, 28, формируемые на нижней поверхности функционального слоя 1 кремния, имеют тот же паттерн и глубину, что и первое и второе углубления 25, 27, сформированные ранее на верхней поверхности функционального слоя 1 кремния, так что обе эти поверхности, по существу, симметричны.
Сочетание первого и второго углублений 26, 28 позволяет создать в заданных позициях внутри второго углубления 28 кремниевые ограничители 24, которые служат для предотвращения залипания и случайного короткого замыкания.
Третья операция состоит в нанесении и структурировании тонкого слоя 54 металла, например титана или алюминия, чтобы сформировать часть внутренних электрических контактов на нижней стороне. Слой 54 металла на нижней поверхности функционального слоя 1 кремния предпочтительно имеет такой же состав, паттерн и толщину, как и слой 53 металла на верхней поверхности слоя 1 кремния.
Четвертая операция в этом примере состоит в открывании части функционального слоя 1 кремния, образующей сейсмические массы и перемычки, посредством глубокого реактивно-ионного травления 56, чтобы сформировать двусторонний датчик, на котором средства возбуждения и детектирования могут быть расположены симметрично.
На фиг. 8 показаны сборка 57 из двух соединенных между собой пластин и герметично прикрепленная к ней вторая композитная пластина 3, образующие совместно сборку (стек) 58 из трех пластин, которую (который) можно получить с помощью анодного соединения, обеспечивающего герметизацию второго внутреннего интерфейса между второй соединяемой поверхностью второй композитной пластины 3 и функциональным слоем 1 кремния в составе пластины 50 КНИ. Как должно быть понятно из предыдущего описания, желательно иметь непрерывный проводящий слой, чтобы получить первую контактную поверхность на первой и/или второй композитных пластинах 2, 3 для фиксации соединительного электрода в процессе последующего анодного соединения. Если непрерывный слой 43 диэлектрика на сборке пластин был сохранен, он может быть использован как первая контактная поверхность.
Альтернативно, как показано на фиг. 8, на пластину может быть нанесен металлический слой 61 (предпочтительно непрерывный), и в этом случае анодное соединение получают с использованием первой контактной поверхности, сформированной на первой композитной пластине 2 (как было описано выше), и непрерывного слоя 44 диэлектрика (имеющегося на второй композитной пластине 3) в качестве второй контактной поверхности. Альтернативно, подобно тому как это было описано для первой композитной пластины 2, непрерывный слой 44 диэлектрика может быть удален со второй композитной пластины 3 с частичным удалением, т.е. с заглублением, кремниевых элементов, чтобы открыть части каждой диэлектрической вставки 14, которые совместно образуют вторую контактную поверхность.
Должно быть также понятно, что если функциональный слой 1 кремния является непрерывным по всей ширине композитных пластин 2, 3, соединительный электрод может быть прикреплен со стороны функционального слоя 1 кремния, действующего как первая контактная поверхность, вместо использования первой контактной поверхности, сформированной на первой композитной пластине 2, тогда как вторая контактная поверхность формируется на второй композитной пластине 3.
На фиг. 9 в увеличенном масштабе показана часть сборки 58 из трех пластин (полученной путем соединения сборки 57 из двух пластин и второй композитной пластины 3), иллюстрирующая пример выполнения на нижней стороне конденсатора 60, внутреннего электрического контакта 22 и ограничителя 24. Как и в случае электрического контакта 21 на верхней стороне, внутренний электрический контакт 22 на нижней стороне образован припрессованными друг к другу в процессе получения сборки тонким металлическим слоем 48, имеющимся на второй композитной пластине 3, и тонким металлическим слоем 54, имеющимся на функциональном слое 1 кремния. Чтобы получить надежный внутренний электрический контакт, глубина первого углубления 26 и толщина металлических слоев 48 и 54 должны быть тщательно подобраны и оптимизированы с учетом влияния допусков на изготовление.
На фиг. 10 иллюстрируется последовательность операций, посредством которой по завершении соединения удаляют из сборки 58 пластин избыток материала. Так, шлифование с последующим ХМП можно использовать для удаления непрерывного слоя 44 диэлектрика (который был необходим в рамках ранее использованной технологии герметизации посредством анодного соединения), чтобы открыть паттерн в слое кремния в составе композитной пластины 3. Чтобы удалить защитный металлический слой 61 (если он присутствует), можно использовать сухое или жидкостное травление или любой другой подходящий способ.
На фиг. 11 иллюстрируется последовательность операций по обеспечению наружной металлизации в сборке 58 из трех пластин. Металлические слои, пригодные для формирования электрических контактов, наносятся на верхнюю и нижнюю наружные поверхности сборки 58 и структурируются, чтобы сформировать контактные площадки 29 и 30 на ее верхней и нижней сторонах соответственно. Структурирование этих металлических слоев позволяет получить прямое электрическое соединение между контактными площадками и соответствующими кремниевыми элементами 15, 16 композитных пластин 2, 3. Затем может быть использован подходящий способ разделения пластины на индивидуальные кристаллы ("сингулирование").
Хотя для прикрепления композитной пластины к структурированной кремниевой подложке могут быть использованы и другие подходящие способы, например, эвтектического, плазменно-химического, термокомпрессионного или прямого соединения, только анодное соединение создает герметичное уплотнение в композитной пластине у интерфейса кремний-диэлектрик. В случае других способов соединения герметичность сращивания у интерфейса типа кремний-диэлектрик в композитной пластине будет зависеть исключительно от качества "механической подгонки", обеспечиваемой в процессе "расплавления и формования".
Кроме того, на любую поверхность внутри герметичной полости, образованной посредством способа изобретения, может быть нанесен геттерный материал. Например, он может быть нанесен на первую и/или вторую внутренние соединяемые поверхности второй кремниевой пластины и/или на вторую соединяемую поверхность любой из первой и второй композитных пластин 2, 3 или обеих этих пластин.
В приведенном примере МЭМС содержит первую и вторую композитные пластины 2, 3. Разумеется, специалисту должно быть понятно, что с использованием способа по изобретению могут быть изготовлены МЭМС, имеющие любое количество композитных пластин. Например, если используется только единственная композитная пластина, то нижняя поверхность кремниевой пластины 1 может не нуждаться в обработке, описанной в рассмотренном примере.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННЫХ ОБЛАСТЕЙ КРЕМНИЯ В ОБЪЕМЕ КРЕМНИЕВОЙ ПЛАСТИНЫ | 2009 |
|
RU2403647C1 |
| МИКРОЭЛЕКТРОМЕХАНИЧЕСКАЯ СИСТЕМА ДЛЯ ДАТЧИКА УГЛОВОЙ СКОРОСТИ | 2011 |
|
RU2580879C2 |
| Способ изготовления инерциальных чувствительных элементов микроэлектромеханических систем | 2024 |
|
RU2835761C1 |
| СПОСОБ ОБРАЗОВАНИЯ ПЕЧАТАЮЩЕЙ ГОЛОВКИ ДЛЯ ТЕРМОГРАФИЧЕСКОЙ СТРУЙНОЙ ПЕЧАТИ, ПЕЧАТАЮЩАЯ ГОЛОВКА ДЛЯ ТЕРМОГРАФИЧЕСКОЙ СТРУЙНОЙ ПЕЧАТИ И ПОЛУПРОВОДНИКОВАЯ ПЛАСТИНА | 2016 |
|
RU2714619C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУВСТВИТЕЛЬНОГО ЭЛЕМЕНТА МИКРОСИСТЕМЫ КОНТРОЛЯ ПАРАМЕТРОВ ДВИЖЕНИЯ | 2016 |
|
RU2644029C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ МЭМС УСТРОЙСТВ | 2017 |
|
RU2662061C1 |
| ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2424972C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУР КРЕМНИЙ-НА-ИЗОЛЯТОРЕ | 1999 |
|
RU2173914C1 |
| СУПЕРКОНДЕНСАТОР НА ОСНОВЕ КМОП-ТЕХНОЛОГИИ | 2016 |
|
RU2629364C1 |
| ТЕНЗОРЕЗИСТОРНЫЙ ДАТЧИК АБСОЛЮТНОГО ДАВЛЕНИЯ НА ОСНОВЕ КНИ МИКРОЭЛЕКТРОМЕХАНИЧЕСКОЙ СИСТЕМЫ | 2015 |
|
RU2609223C1 |









Изобретение относится к изготовлению герметичных конструкций, образующих микроэлектромеханические системы. Способ создания герметичного уплотнения внутри первой композитной пластины типа кремний-изолятор, используемой для изготовления герметичной конструкции, включает следующие операции: структурирование первой кремниевой пластины для формирования одного или более углублений, проходящих по меньшей мере на часть толщины первой кремниевой пластины, заполнение единственного или каждого углубления материалом-изолятором, пригодным для прикрепления к кремнию посредством анодного соединения с формированием первой композитной пластины, имеющей множество интерфейсов кремний-изолятор и первую контактную поверхность, состоящую из материала-изолятора, и применение к первой и второй контактным поверхностям технологии анодного соединения для создания герметичного уплотнения в интерфейсах кремний-изолятор первой композитной пластины, причем вторая контактная поверхность состоит из кремния. Изобретение позволяет упростить создание герметичного уплотнения. 3 н. и 17 з.п. ф-лы, 11 ил.
1. Способ создания герметичного уплотнения внутри первой композитной пластины (2) типа кремний-изолятор, используемой для изготовления герметичной конструкции, включающий следующие операции:
структурирование первой кремниевой пластины для формирования одного или более углублений (41), проходящих по меньшей мере на часть толщины первой кремниевой пластины;
заполнение единственного или каждого углубления (41) материалом-изолятором, пригодным для прикрепления к кремнию посредством анодного соединения с формированием первой композитной пластины, имеющей множество интерфейсов кремний-изолятор и первую контактную поверхность (43), состоящую из материала-изолятора, и
применение к первой и второй контактным поверхностям технологии анодного соединения для создания герметичного уплотнения в интерфейсах кремний-изолятор первой композитной пластины, причем вторая контактная поверхность состоит из кремния.
2. Способ по п. 1, в котором вторую контактную поверхность формируют на первой кремниевой пластине.
3. Способ по п. 2, дополнительно включающий операцию удаления первой и второй контактных поверхностей по завершении использования технологии анодного соединения.
4. Способ по п. 1, дополнительно включающий, перед использованием технологии анодного соединения, следующие операции:
удаление имеющегося на второй соединяемой поверхности первой композитной пластины (2), противолежащей первой контактной поверхности (43), любого избытка кремния таким образом, что углубления, заполненные материалом-изолятором, проходят через первую композитную пластину насквозь;
структурирование второй кремниевой пластины для формирования первой внутренней соединяемой поверхности и
приведение первой внутренней соединяемой поверхности второй кремниевой пластины в контакт со второй соединяемой поверхностью первой композитной пластины для формирования интерфейса первого внутреннего соединения,
при этом на второй кремниевой пластине сформирована вторая контактная поверхность для использования технологии анодного соединения.
5. Способ по п. 4, в котором конструкция и топология первой композитной пластины по отношению ко второй кремниевой пластине выбраны такими, что посредством анодного соединения обеспечивается герметичное уплотнение по меньшей мере одного из интерфейсов кремний-изолятор.
6. Способ по п. 4, дополнительно включающий операцию удаления первой контактной поверхности (43) с первой композитной пластины после использования технологии анодного соединения.
7. Способ по п. 4, дополнительно включающий операцию формирования металлического слоя на поверхности первой композитной пластины.
8. Способ по п. 4, дополнительно включающий операции:
структурирования третьей кремниевой пластины для формирования одного или
более углублений (42), проходящих по меньшей мере на часть толщины третьей кремниевой пластины;
заполнения единственного или каждого углубления (42) материалом-изолятором, пригодным для прикрепления к кремнию посредством анодного соединения с формированием второй композитной пластины (3), имеющей множество интерфейсов кремний-изолятор, первую контактную поверхность (44), состоящую из материала-изолятора, и вторую соединяемую поверхность;
удаления имеющегося на второй соединяемой поверхности второй композитной пластины, противолежащей первой контактной поверхности второй композитной пластины, любого избытка кремния таким образом, что одно или более указанных углублений, выполненных во второй композитной пластине и заполненных материалом-изолятором, проходят через вторую композитную пластину насквозь;
приведения второй внутренней соединяемой поверхности второй кремниевой пластины в контакт со второй соединяемой поверхностью второй композитной пластины для формирования интерфейса второго внутреннего соединения и
применения к первой контактной поверхности второй композитной пластины и ко второй контактной поверхности технологии анодного соединения для создания герметичного уплотнения в интерфейсах кремний-изолятор второй композитной пластины.
9. Способ по п. 8, в котором вторая контактная поверхность является первой контактной поверхностью первой композитной пластины.
10. Способ по п. 8, дополнительно включающий операцию удаления первой контактной поверхности с первой и/или второй композитных пластин по завершении использования технологии анодного соединения.
11. Способ по п. 4, дополнительно включающий, перед использованием технологии анодного соединения в отношении первой или второй композитной пластины, операцию обеспечения наличия соответствующих частей металлического слоя на второй поверхности (вторых поверхностях) первой и/или второй пластин для формирования внутренних электрических контактов.
12. Способ по п. 11, в котором части металлического слоя выполняют с возможностью функционирования в качестве геттера.
13. Способ по п. 4, дополнительно включающий операцию обеспечения наличия геттерного материала на второй поверхности (вторых поверхностях) первой и/или второй композитных пластин и/или на поверхности второй кремниевой пластины.
14. Способ по п. 1, дополнительно включающий операции:
обеспечения наличия частей металлических слоев на наружных поверхностях единственной или каждой композитной пластины для формирования соединительных контактных площадок, при этом части металлических слоев выполнены с возможностью обеспечения прямого электрического соединения с кремниевыми элементами композитных пластин, изолированными посредством углублений, заполненных материалом-диэлектриком.
15. Способ по п. 4, в котором:
вторая кремниевая пластина является пластиной типа кремний на изоляторе (КНИ) или ее функциональным слоем, а
несущий слой пластины КНИ служит второй контактной поверхностью на операции применения технологии анодного соединения, в ходе которой первая внутренняя соединяемая поверхность второй кремниевой пластины приводится в контакт со второй соединяемой поверхностью первой композитной пластины.
16. Способ по любому из предыдущих пунктов, в котором материал-изолятор является стеклом или диоксидом кремния.
17. Устройство на основе микроэлектромеханической системы (МЭМС), содержащее:
кремниевую подложку, структурированную с формированием в ней множества компонентов, и
по меньшей мере одну композитную пластину (2) типа кремний-изолятор, которая образует герметичную конструкцию, изготовлена с использованием способа согласно любому из предыдущих пунктов, содержит кремниевую пластину и имеет первую контактную поверхность (43), состоящую из материала-изолятора, и вторую контактную поверхность, состоящую из кремния, и структурирована с формированием множества вертикальных интерфейсов кремний-диэлектрик, образованных в множестве углублений, проходящих по меньшей мере на часть толщины указанной кремниевой пластины и заполненных материалом-изолятором, прикрепленным к кремнию посредством анодного соединения между первой и второй контактными поверхностями с созданием герметичного уплотнения в указанных интерфейсах кремний-изолятор.
18. Устройство по п. 17, которое является гироскопом.
19. Устройство по п. 16, которое является акселерометром.
20. Массив устройств на основе МЭМС, выполненных в соответствии с любым из пп. 17-19, в котором на каждой пластине структурировано множество конструкций, соединенных перед их разделением, посредством сингулирования, на индивидуальные компоненты или устройства.
| EP 1681545 A2, 19.07.2006 | |||
| US 4875134 A, 17.10.1989 | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУР "КРЕМНИЙ НА ИЗОЛЯТОРЕ" | 2000 |
|
RU2193256C2 |

