ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к системе восстановления для штампов.
В частности, настоящее изобретение относится к системе восстановления для ковочных штампов, которые были изношены многократным использованием, и следующее далее описание относится к упомянутой области техники.
УРОВЕНЬ ТЕХНИКИ
В обычных для ковочных штампов производственных процессах штампы используются пока форма штампа не износится так, чтобы не обеспечивать больше возможности производства деталей с достаточно удовлетворительными характеристиками качества.
Чтобы избежать передачи штампов, изношенных многократным использованием, на складирование или переработку в качестве отходов, что связано со значительными экономическими издержками и серьезным ущербом окружающей среде, эти штампы восстанавливают.
Как хорошо известно, в традиционных процессах восстановления всю изношенную поверхность удаляют с изношенных штампов посредством ручной операции, называемой зачистка.
Удаляемый слой имеет переменную толщину, зависящую от типа штампа, и в любом случае не является постоянным по всей поверхности либо в силу того, что эта операция выполняется вручную, либо из-за того, что в наиболее изношенных, труднодоступных зонах или в месте среза удаляется большее количество материала.
После зачистки штамп наплавляют вручную, причем количество наносимого материала должно быть достаточным, чтобы покрыть всю поверхность рельефа нового штампа.
Заключительной операцией является механическая обработка наплавленного штампа, в которой посредством удаления излишков наплавленного материала полностью восстанавливается рельеф исходного штампа.
Как можно заметить, традиционный процесс (схематически изображенный на Фиг.1) выполняется по существу вручную и в силу этого подвержен ряду недостатков, связанных с точностью конечного продукта, которая определяется скорее профессиональными навыками, чем заданными этапами процесса.
Задача настоящего изобретения состоит в том, чтобы предложить систему восстановления для ковочных штампов, которая может гарантировать оптимальное качество восстановленного штампа.
В частности, задача состоит в том, чтобы предложить систему восстановления для ковочных штампов, которая обеспечит оптимальное нанесение наплавляемого материала.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Решение этих и, кроме того, других задач достигается посредством системы восстановления для ковочных штампов согласно тому, что установлено в прилагаемой формуле изобретения.
Система восстановления для ковочных штампов согласно изобретению обеспечивает достижение следующего основных технических эффектов по отношению к предшествующему уровню техники:
- нанесение однородного и точного наплавленного слоя;
- последовательная экономия наплавляемого материала и сокращение расходов на механическую обработку;
- повышение качества и воспроизводимости процесса наплавления при последовательном сокращении расходов, связанных с дефектами и недостатком материала в некоторых зонах;
- обеспечение условий работы менее опасных для здоровья в связи с использованием автоматизированных средств в операции наплавления.
Эти и другие технические эффекты изобретения будут показаны более детально в описании примера варианта осуществления, представленном ниже в качестве характерного и неограничивающего примера со ссылками на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Фиг.1 изображена обобщенная блок-схема различных этапов процесса восстановления ковочного штампа согласно уровню техники.
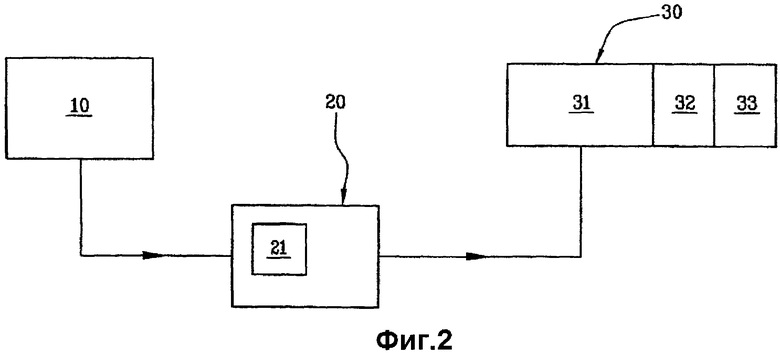
На Фиг.2 изображена блок-схема системы восстановления ковочного штампа согласно изобретению.
На Фиг.3 изображена блок-схема блока управления системой на Фиг.2.
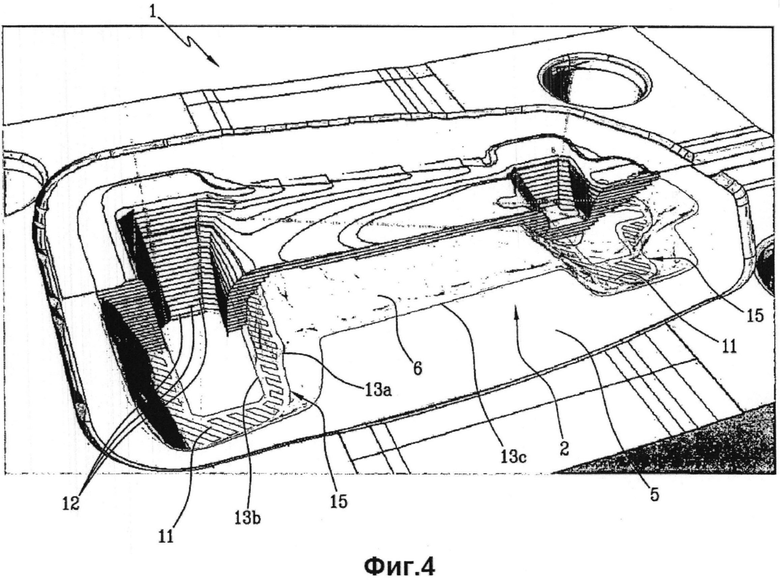
На Фиг.4 представлен вид в сборе целевого штампа и восстанавливаемые участки штампа.
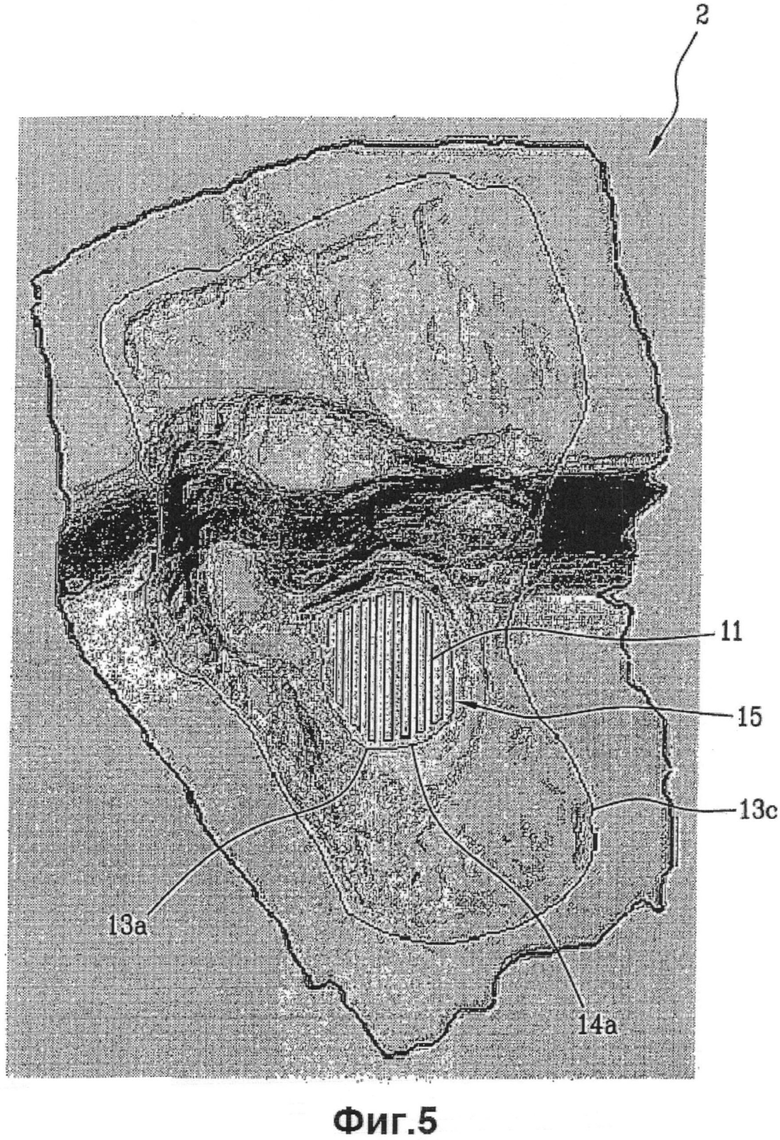
На Фиг.5-8 представлены примеры восстановления штампа, выполненные системой, изображенной на Фиг.2.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Система восстановления для ковочных штампов согласно изобретению включает в себя устройство детектирования формы штампа, подлежащего восстановлению, сварочное устройство, пригодное для нанесения наплавляемого материала в штамп с целью его восстановления, и процессор, конфигурированный для задания траекторий наплавки для активации сварочного устройства, причем траектории наплавки задаются в зависимости от распознанной формы и предварительно заданной формы штампа.
В процессах восстановления штампов первая выполняемая операция заключается в удалении материала с восстанавливаемого штампа.
Даже в настоящее время эта операция удаления выполняется вручную (так называемая операция зачистки), поскольку все существующие автоматизированные системы удаления материала (например, фрезерования) не дают достаточно надежных результатов, медленны и дороги.
Рассмотрим штамп, включающий в себя матрицу 5 и «контур» 6 формуемой детали.
Контур 6 может включать в себя углубление или рельефный участок. Контур 6 представляет собой форму штампа, подлежащего восстановлению.
Как показано на Фиг.2 и 4, система восстановления штампов согласно изобретению, применяемая после операции удаления материала, включает в себя устройство 10 детектирования для получения данных о форме 2 восстанавливаемого штампа 1.
В частности, система восстановления для штампов применяется после операции зачистки.
Другими словами, устройство 10 детектирования получает данные о форме 2 восстанавливаемого штампа с целью создания трехмерной модели упомянутой формы.
Устройство 10 детектирования предпочтительно представляет собой систему трехмерного сканирования.
Система сканирования предпочтительно представляет собой лазерное сканирующее устройство.
Система восстановления по изобретению дополнительно включает в себя сварочное устройство 30 (Фиг.2).
Сварочное устройство 30 выполнено с возможностью нанесения наплавляемого материала в форму 2, детектированную устройством 10 детектирования.
В частности, сварочное устройство 30 включает в себя средство 31 перемещения и сварочный аппарат 32, соединенный со сварочной горелкой 33.
Средство 31 перемещения конфигурировано для перемещения сварочной горелки 33.
Другими словами, средство 31 перемещения конфигурировано для передвижения и ориентации сварочной горелки 33.
Средство 31 перемещения предпочтительно содержит антропоморфного робота, имеющего шесть или более осей.
Сварочная горелка 33 предпочтительно выполняет импульсно-дуговую сварку металлическим электродом в среде инертного газа (MIG).
Согласно изобретению система восстановления дополнительно включает в себя процессор 20 (Фиг.2), соединенный с устройством 10 детектирования и со сварочным устройством 30.
Процессор 20 предпочтительно представляет собой персональный компьютер.
Согласно изобретению процессор 20 конфигурирован для задания траекторий 11 наплавки (Фиг.4-8) для сварочного устройства 30.
Процессор 20 конфигурирован для задания траекторий 11 наплавки в зависимости от формы 2 штампа 1, детектированной устройством 10 детектирования.
Кроме того, процессор 20 конфигурирован для задания траекторий 11 наплавки в зависимости от предварительно заданной формы штампа.
Согласно изобретению процессор включает в себя блок 21 управления (Фиг.2 и 3), конфигурированный для управления операциями наплавления сварочного устройства 30.
В общем, отметим, что в настоящем описании и в следующей далее формуле изобретения блок 21 управления будет представлен разделенным на отдельные функциональные модули (модули памяти или оперативные модули) с единственной целью описать его функций ясно и полно.
В действительности блок 21 управления может состоять из одного электронного устройства, специально запрограммированного для выполнения описанных функций, и упомянутые различные модули могут представлять собой аппаратные средства и/или компьютерные программы, являющиеся частями запрограммированного устройства.
Альтернативно или дополнительно эти функции могут реализовываться множеством электронных устройств, по которым могут быть распределены упомянутые функциональные модули.
Блок 21 управления может дополнительно использовать один или более процессоров для выполнения команд, содержащихся в модулях памяти.
Блок 21 управления может также быть централизованным или распределенным согласно архитектуре сети, в которой он расположен.
Блок 21 управления согласно изобретению включает в себя модуль 211 формирования сечений (Фиг.3).
Модуль 211 формирования сечений конфигурирован для формирования горизонтальных сечений трехмерной модели распознанной формы 2, в результате которого образуется множество виртуальных поверхностей 12 (Фиг.1), по меньшей мере частично накладывающихся друг на друга.
Другими словами, модуль 211 формирования сечений конфигурирован для разделения трехмерной (3D) модели формы 2 на параллельные сечения, от самой глубокой части штампа до сечения, совпадающего с верхней кромкой штампа, подлежащего воспроизведению.
Другими словами, сечения представляют собой части плоскостей, показывающих одинаковое положение.
Сечения предпочтительно представляют собой части плоскостей, расположенных горизонтально (Фиг.4).
Другими словами, сечения являются частями плоскостей, перпендикулярных направлению вектора g ускорения силы тяжести.
Блок 21 управления согласно изобретению включает в себя модуль 212 сравнения (Фиг.3).
Модуль 212 сравнения конфигурирован для сравнения поверхностей, представляющих предварительно заданную форму штампа 1, которая должна быть реализована, и соответствующих виртуальных поверхностей 12, которые были заданы так, чтобы задавать поверхности 15 наплавки.
Другими словами, модуль 212 сравнения сравнивает модель штампа, которая должна быть реализована, с моделью зачищенного штампа, чтобы оценить, какие зоны штампа требуют восстановления.
Чтобы выполнить это сравнение, модель штампа, которая должна быть реализована, и модель зачищенного штампа получают с использованием одного и того же критерия; другими словами, задающие параметры сечений/поверхностей получают на основании одной и той же математической модели. Это гарантирует, например, что расстояния, выраженные в высотах сечений/поверхностей, распознанных на зачищенном штампе, совпадают с предварительно заданными расстояниями в штампе, который должен быть реализован.
Другими словами, поверхности 15 наплавки представляют собой недостающие зоны в зачищенном штампе по отношению к предварительно заданному штампу. Эти зоны, таким образом, требуют восстановления.
Достигаемый технический эффект заключается в нанесении наплавляемого материала только там, где в штампе 1, подлежащем восстановлению, еще нет достаточной толщины.
Другими словами, нанесение наплавляемого материала обеспечивается только там, где требуется восстановление.
Более подробно, возможны три сценария:
a)
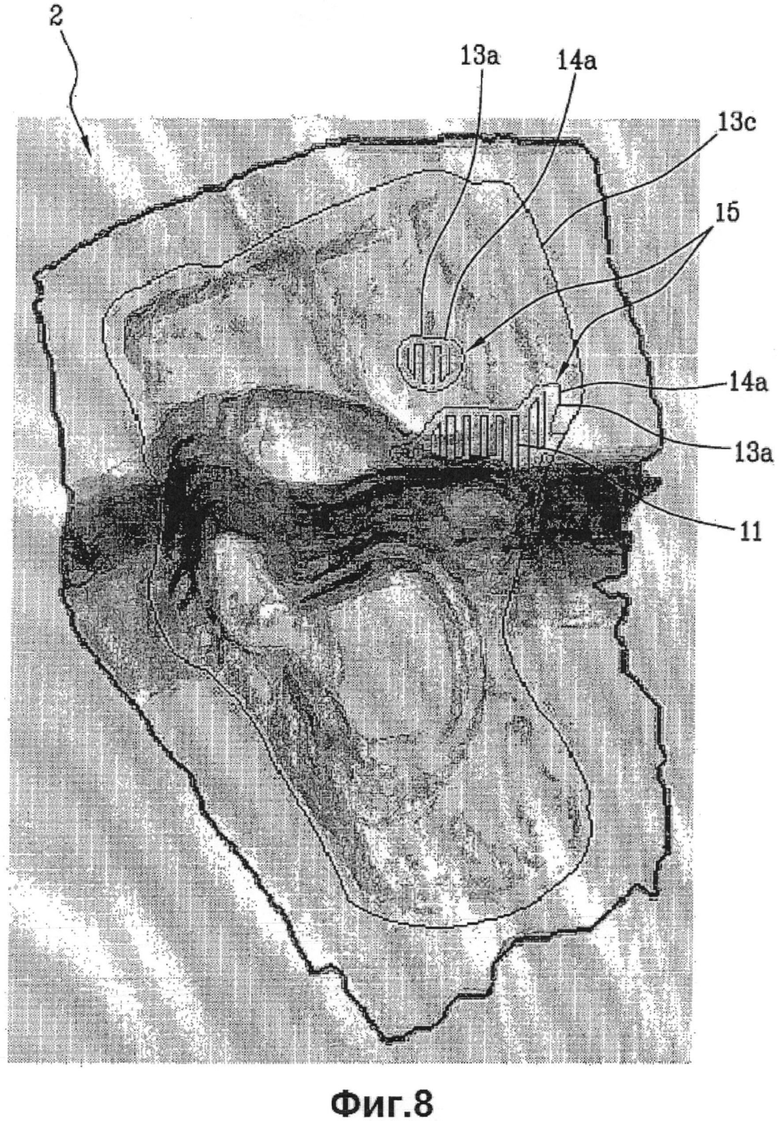
Из сравнения, выполненного модулем 212 сравнения между поверхностями, представляющими предварительно заданную форму штампа 1, которая должна быть реализована, и соответствующими заданными виртуальными поверхностями 12, видно, что рассматриваемые виртуальные поверхности 12 не имеют общих точек с целевым штампом, поскольку целевой штамп находится на большей высоте (Фиг.5 и 8).
В этом случае, когда в распознанной форме 2 (Фиг.5) имеется «выемка» или место, где отсутствует материал, что задает «выпуклость», выступающую из распознанной формы 2 (Фиг.8).
Восстановление получается путем заполнения упомянутой выемки или воссоздания упомянутой выпуклости, чтобы получить нужный штамп.
В этом случае модуль 212 сравнения конфигурирован для задания первой ограничительной линии 13а поверхности 15 наплавки в соответствии с выполненным сравнением.
Ограничительная линия 13а совпадает с периметром выемки на соответствующей высоте.
Эта линия 13а ограничивает восстанавливаемую поверхность 15 наплавки.
b)
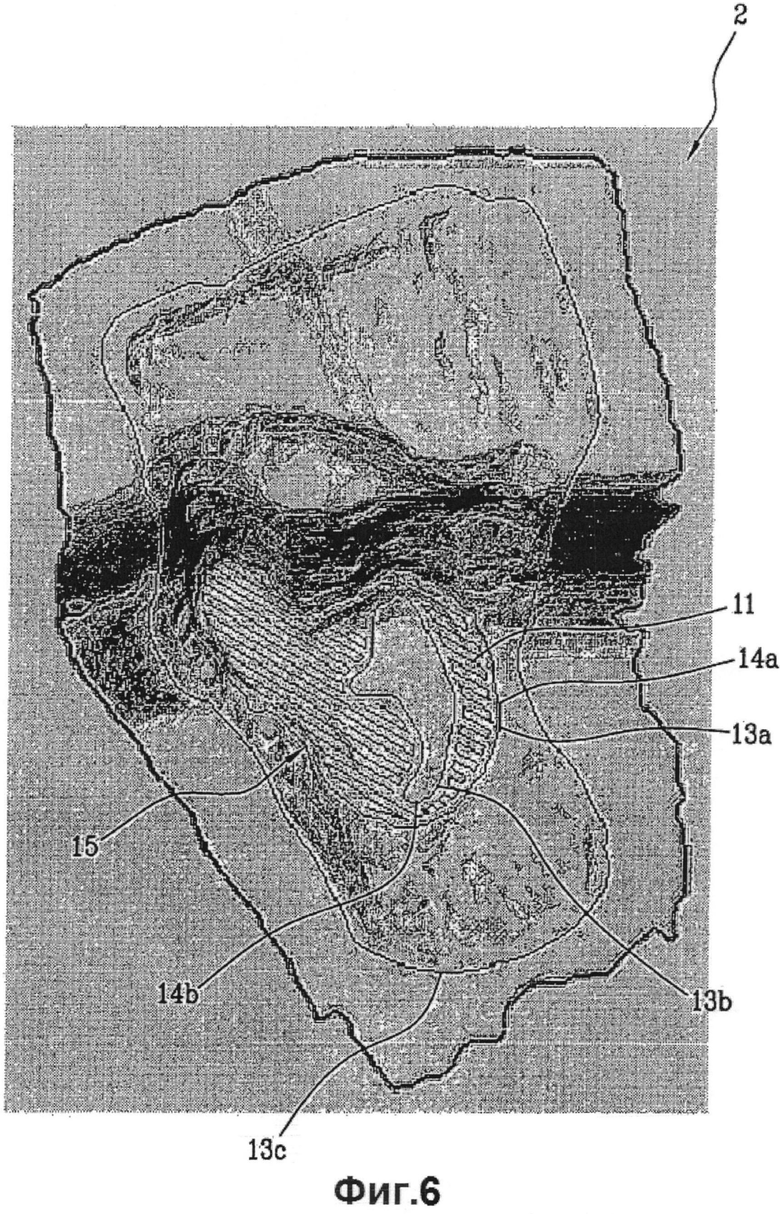
Из сравнения, выполненного модулем 212 сравнения между поверхностями, представляющими предварительно заданную форму штампа 1, которая должна быть реализована, и соответствующими заданными виртуальными поверхностями 12, видно, что виртуальная поверхность 12 формы 2 имеет общие точки с целевым штампом, поскольку рассматриваемая поверхность целевого штампа находится на той же высоте, что и виртуальная поверхность 12 (Фиг.6).
В этом случае, в соответствии с выполненным сравнением, модуль 212 сравнения конфигурирован для задания первой ограничительной линии 13а и второй ограничительной линии 13b поверхности 15 наплавки.
Обе ограничительные линии 13а, 13b замкнуты и концентричны, при этом соответствующая внешняя линия представляет поверхность 15 наплавки.
с)
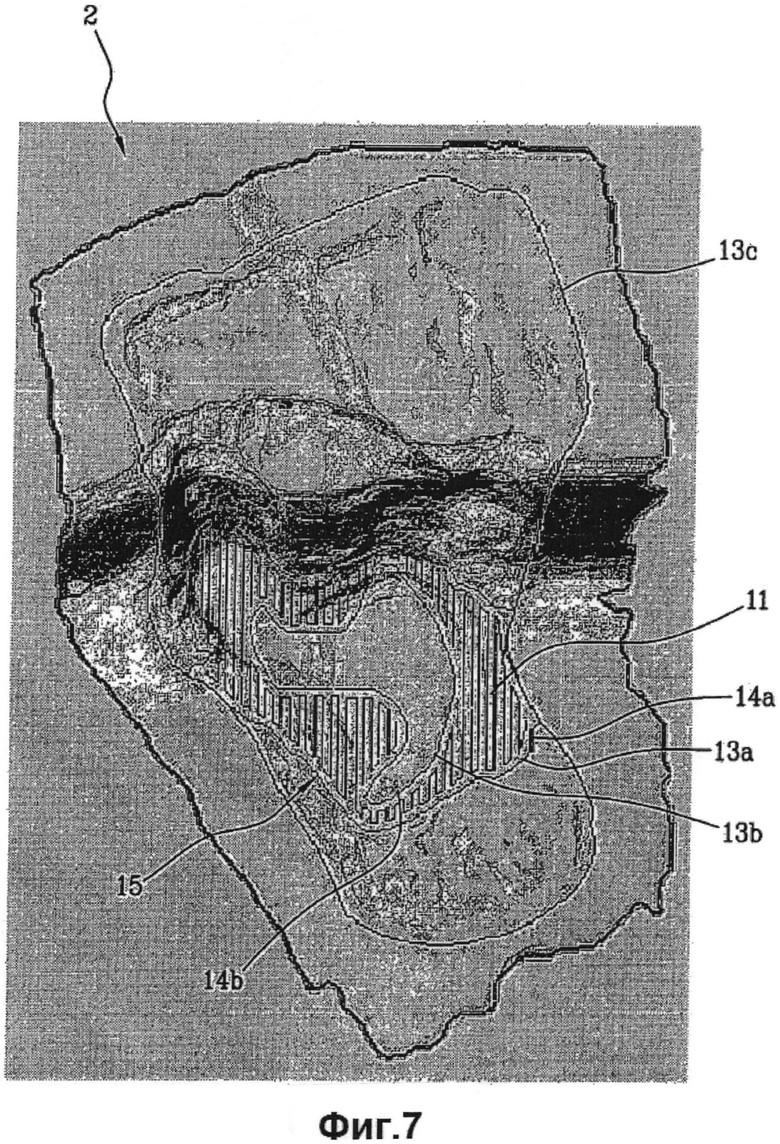
В этом случае поверхность 15 наплавки получают образом, аналогичным предыдущему случаю, с тем единственным различием, что наружная из первой 13а и второй 13b ограничительных линий частично совпадает с дополнительной линией 13с (Фиг.4-8).
Дополнительная линия 13с представляет собой линию, ограничивающую периметр, которая конфигурирована так, чтобы не допустить выхода за пределы «контура» 6 штампа, подлежащего восстановлению.
В целом, кривая 13с служит для ограничения зоны штампа, которая должна быть восстановлена.
Эта линия 13с может совпадать с ограничительной линией зачищенной зоны на высоте матрицы 5 штампа.
В целом должно быть понятно, что на одной высоте случаи, описанные в пунктах a), b) и с), могут быть представлены по одному, или в любой комбинации.
Из описанных случаев ясно, что модуль 212 сравнения конфигурирован для задания по меньшей мере одной ограничительной линии 13а, 13b поверхностей 15 наплавки на основании сравнения между моделью штампа, который должен быть реализован, и моделью зачищенного штампа.
Согласно изобретению блок 21 управления включает в себя модуль 213 ограничения (Фиг.3).
Модуль 213 ограничения конфигурирован для определения первого нанесения наплавляемого слоя вдоль по меньшей мере одной ограничительной линии 13а, 13b, что позволяет задать по меньшей мере одну охватывающую границу 14а, 14b наплавки.
Согласно изобретению блок 21 управления включает в себя также модуль 214 заполнения (Фиг.3).
Модуль 214 заполнения конфигурирован для определения нанесения наплавки внутри по меньшей мере одной из ограничительных линий 13а, 13b.
Согласно изобретению модуль 214 заполнения конфигурирован для определения нанесения во внутренней области по меньшей мере одной охватывающей кромки 14а, 14b, по зигзагообразной траектории 11 наплавки (Фиг.4-8).
Достигаемый технический эффект заключается в эффективном нанесении наплавляемого слоя.
При этом наносимая наплавка покрывает наплавляемую поверхность с постоянной толщиной наплавки.
В частности, модуль 213 заполнения конфигурирован для определения нанесения наплавки на поверхностях 15 наплавки внутри по меньшей мере одной охватывающей границы 14.
Согласно изобретению модуль 213 заполнения включает в себя первый управляющий модуль 214а (Фиг.3).
Первый управляющий модуль 214а конфигурирован для определения траекторий 11 наплавки, которые не накладываются друг на друга внутри по меньшей мере одной ограничительной линии 13а, 13b, что позволяет получить постоянную толщину наплавки.
Достигаемый технический эффект заключается в нанесении наплавляемого слоя, который является однородным и точным.
Согласно изобретению модуль 213 заполнения включает в себя второй управляющий модуль 214b.
Второй управляющий модуль 214b конфигурирован для определения нанесения наплавки вдоль одного направления продвижения по траекториям 11 наплавки в одной и той же поверхности 15 наплавки.
Достигаемый технический эффект заключается в недопущении прохождения сварочным устройством 30 более одного раза по той же траектории, что позволяет избежать формирования нежелательной толщины наплавки.
Согласно изобретению модуль 213 заполнения включает в себя третий управляющий модуль 214c.
Третий управляющий модуль 214с конфигурирован для определения нанесения наплавки поступательным движением в различных направлениях по траекториям 11 наплавки на последовательных поверхностях 15 наплавки.
В частности, управляющий модуль 214с конфигурирован для изменения направлений движения согласно предварительно заданным углам изменения.
Достигаемый технический эффект заключается в равномерном распределении по поверхностям наплавки в зонах начальной наплавки, для которых обычно характерна более тонкая наносимая толщина, то есть благодаря наложению зон наплавки, которые определяют конечный продукт, гарантируется как можно более ровное распределение наплавляемого материала.
Согласно изобретению блок 21 управления дополнительно включает в себя также модуль 216 ввода (Фиг.3).
Модуль 216 ввода конфигурирован для ввода данных, описывающих дополнительную линию 13c, которая конфигурирована для ограничения формы 2 восстанавливаемого штампа.
Дополнительная линия 13c совпадает с границей периметра «контура» 6 штампа 1, причем «контур» 6 является по меньшей мере частично комплиментарным форме 2.
Согласно изобретению процессор 20 также конфигурирован для кинематического моделирования робота, который будет выполнять работу.
В частности, блок 21 управления включает в себя модуль 215 перемещения (Фиг.2), конфигурированный для моделирования движений средства 31 перемещения в целях задания траекторий 11 наплавки.
Другими словами, когда поверхности 15 наплавки будут заданы, необходимо смоделировать движения средства 31 перемещения, чтобы гарантировать, что все части траекторий 11 наплавки будут доступны для робота при имеющихся механических конструктивных ограничениях упомянутого робота, и не допустить возможности столкновений с каким-либо движущимся устройством или штампом.
Когда моделирование будет выполнено, будут заданы наиболее подходящие движения средства 31 перемещения.
Модуль 215 перемещения конфигурирован для преобразования движений, заданных моделированием, в командные инструкции для средства 31 перемещения во время операций наплавления.
Другими словами, модуль 215 перемещения конфигурирован для преобразования траекторий наплавки, доступных для средства перемещения, в соответствующие команды для используемого средства перемещения.
Команды предпочтительно состоят из кода для вышеупомянутого робота.
Из сказанного выше понятно, как функционирует система согласно изобретению.
Сначала штамп зачищают и детектируют соответствующую форму трехмерным лазерным сканирующим устройством.
Затем распознанную форму сравнивают с формой штампа, которая является целью восстановления.
Наплавляемый материал наносится, согласно критериям однородности и эффективности наплавления, в зонах штампа, полученных в результате сравнения, чтобы получить восстановленный штамп.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМЫ И СПОСОБЫ ДЛЯ ОБРАБОТКИ СЛИТКОВ ИЗ СПЛАВОВ | 2011 |
|
RU2599925C2 |
| СПОСОБ НАПЛАВКИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ ДЛЯ ТУРБОРЕАКТИВНЫХ ДВИГАТЕЛЕЙ ЛЕТАТЕЛЬНЫХ АППАРАТОВ И ОСНАСТКА ЛОКАЛЬНОЙ ЗАЩИТЫ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2013 |
|
RU2612471C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ИЗДЕЛИЙ | 1999 |
|
RU2163183C1 |
| СПОСОБ НАПЛАВКИ | 2011 |
|
RU2477201C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ИЗДЕЛИЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2004 |
|
RU2275997C2 |
| СПОСОБ РЕМОНТА РУБАШКИ ВАЛА БАЛЛЕРА МЕТОДОМ ЛАЗЕРНОЙ НАПЛАВКИ НА БАЗЕ МОБИЛЬНОГО ВЫСОКОПРОИЗВОДИТЕЛЬНОГО РОБОТИЗИРОВАННОГО КОМПЛЕКСА (ВРК) | 2019 |
|
RU2743638C1 |
| АККУМУЛЯТОРНАЯ БАТАРЕЯ, ЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО, А ТАКЖЕ СПОСОБ И ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АККУМУЛЯТОРНОЙ БАТАРЕИ | 2022 |
|
RU2831808C2 |
| Способ роботизированной лазерной наплавки для изделий из штамповой стали | 2023 |
|
RU2820294C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Технологическая линия для восстановления бурильной трубы | 2020 |
|
RU2740193C1 |
Изобретение относится к системе восстановления ковочного штампа (1) лазерной наплавкой. Система включает в себя устройство (10) детектирования формы (2) штампа (1), подлежащего восстановлению, сварочное устройство (30), конфигурированное для нанесения наплавляемого материала на штамп (1), и процессор (20), конфигурированный для задания траекторий (11) наплавки, чтобы приводить в действие сварочный аппарат (30), причем траектории наплавки задаются согласно распознанной форме (2) и заранее заданной форме штампа (1). 18 з.п. ф-лы, 8 ил.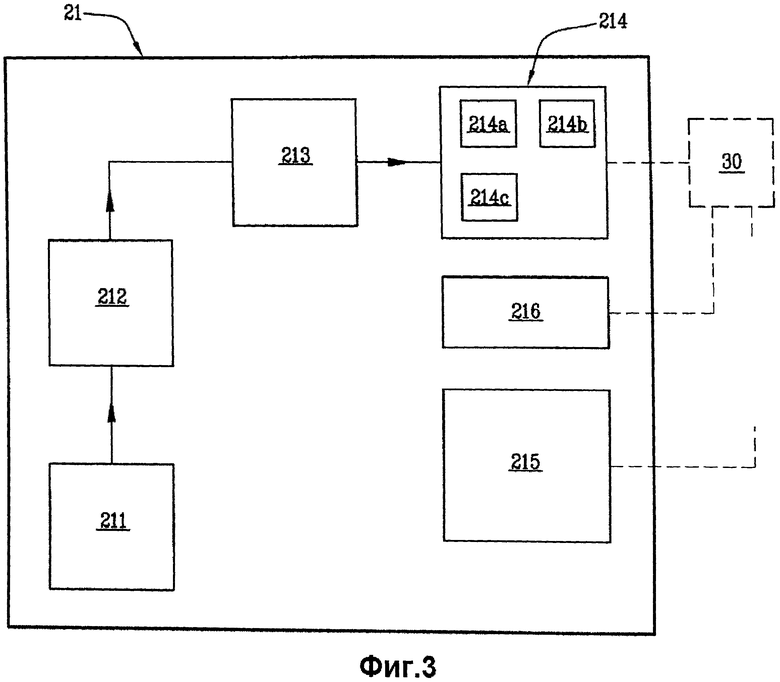
1. Система для восстановления ковочного штампа (1), включающая в себя:
устройство (10) детектирования для трехмерного (3D) детектирования формы (2) упомянутого штампа (1), подлежащего восстановлению;
сварочное устройство (30), конфигурированное для нанесения наплавляемого материала в соответствии с детектированной формой (2);
процессор (20), соединенный с упомянутым устройством (10) детектирования и упомянутым сварочным устройством (30), причем упомянутый процессор (20) конфигурирован для задания траекторий (11) наплавки для упомянутого сварочного устройства (30) согласно детектированной форме (2), причем процессор включает в себя блок (21) управления, который, в свою очередь, включает в себя:
модуль (211) формирования сечений, конфигурированный для формирования сечений трехмерной модели упомянутой детектированной формы (2) на параллельных поверхностях, причем упомянутое формирование сечений задает множество виртуальных поверхностей (12), по меньшей мере частично накладывающихся друг на друга;
модуль (212) сравнения, конфигурированный для сравнения поверхностей, представляющих предварительно заданную форму упомянутого штампа (1), и соответствующих упомянутых виртуальных поверхностей (12) для задания поверхностей (15) наплавки, задания по меньшей мере одной ограничительной линии (13а, 13b) для упомянутых поверхностей (15) наплавки на основании упомянутого сравнения;
модуль (214) заполнения, конфигурированный для определения нанесения наплавки внутри упомянутой по меньшей мере одной ограничительной линии (13а, 13b), причем упомянутое нанесение выполняется посредством зигзагообразной траектории (11) наплавки.
2. Система по п.1, в которой упомянутый блок (21) управления дополнительно включает в себя:
модуль (213) ограничения, конфигурированный для определения первого нанесения наплавляемого слоя вдоль упомянутой по меньшей мере одной ограничительной линии (13а, 13b), чтобы задать по меньшей мере одну охватывающую границу (14а, 14b) наплавки;
причем упомянутый модуль (214) заполнения конфигурирован для определения упомянутого нанесения наплавки на упомянутых поверхностях (15) наплавки во внутренней области упомянутой по меньшей мере одной охватывающей границы (14а, 14b).
3. Система по п.1, в которой упомянутый модуль (214) заполнения включает в себя первый управляющий модуль (214а), конфигурированный для определения траекторий (11) наплавки без их наложения друг на друга внутри упомянутой по меньшей мере одной ограничительной линии (13а, 13b), получая постоянную толщину наплавки.
4. Система по п.2, в которой упомянутый модуль (214) заполнения включает в себя первый управляющий модуль (214а), конфигурированный для определения траекторий (11) наплавки без их наложения друг на друга внутри упомянутой по меньшей мере одной ограничительной линии (13а, 13b), получая постоянную толщину наплавки.
5. Система по п.1, в которой упомянутый модуль (214) заполнения включает в себя второй управляющий модуль (214b), конфигурированный для определения нанесения наплавки вдоль одного направления продвижения по траекториям (11) наплавки в одной и той же поверхности (15) наплавки.
6. Система по п.2, в которой упомянутый модуль (214) заполнения включает в себя второй управляющий модуль (214b), конфигурированный для определения нанесения наплавки вдоль одного направления продвижения по траекториям (11) наплавки в одной и той же поверхности (15) наплавки.
7. Система по п.3, в которой упомянутый модуль (214) заполнения включает в себя второй управляющий модуль (214b), конфигурированный для определения нанесения наплавки вдоль одного направления продвижения по траекториям (11) наплавки в одной и той же поверхности (15) наплавки.
8. Система по п.4, в которой упомянутый модуль (214) заполнения включает в себя второй управляющий модуль (214b), конфигурированный для определения нанесения наплавки вдоль одного направления продвижения по траекториям (11) наплавки в одной и той же поверхности (15) наплавки.
9. Система по п.5, в которой упомянутый модуль (214) заполнения включает в себя второй управляющий модуль (214b), конфигурированный для определения нанесения наплавки вдоль одного направления продвижения по траекториям (11) наплавки в одной и той же поверхности (15) наплавки.
10. Система по п.1, в которой упомянутый модуль (214) заполнения включает в себя третий управляющий модуль (214с), конфигурированный для определения нанесения наплавки вдоль различных направлений продвижения по траекториям (11) наплавки на последовательных поверхностях (15) наплавки, равномерно распределяя наплавляемый материал в упомянутом штампе (2).
11. Система по п.2, в которой упомянутый модуль (214) заполнения включает в себя третий управляющий модуль (214с), конфигурированный для определения нанесения наплавки в различных направлениях продвижения по траекториям (11) наплавки на последовательных поверхностях (15) наплавки, равномерно распределяя наплавляемый материал в упомянутом штампе (2).
12. Система по п.3, в которой упомянутый модуль (214) заполнения включает в себя третий управляющий модуль (214с), конфигурированный для определения нанесения наплавки в различных направлениях по траекториям (11) наплавки на последовательных поверхностях (15) наплавки, равномерно распределяя наплавляемый материал в упомянутом штампе (2).
13. Система по п.1, включающая в себя модуль (216) ввода, конфигурированный для ввода данных, представляющих дополнительную линию (13с), конфигурированную для ограничения зоны штампа, подлежащей восстановлению.
14. Система по п.13, в которой упомянутая дополнительная линия (13с) совпадает с краем периметра «контура» (6), при этом упомянутый «контур» (6) является по меньшей мере частично комплементарным к наплавляемой форме (2).
15. Система по п.1, в которой упомянутый блок (21) управления включает в себя модуль (215) движения, конфигурированный для моделирования движений упомянутого средства (31) перемещения, чтобы задать упомянутые траектории (11) наплавки.
16. Система по п.15, в которой упомянутый модуль (215) движения конфигурирован для преобразования упомянутых движений в команды для упомянутого средства (31) перемещения.
17. Система по п.1, в которой упомянутое сварочное устройство (30) включает в себя средство (31) перемещения и сварочный аппарат (32), связанный со сварочной горелкой (33), при этом упомянутое средство (31) перемещения конфигурировано для перемещения упомянутой сварочной горелки (33).
18. Система по п.17, в которой упомянутое средство (31) перемещения содержит антропоморфный робот, имеющий по меньшей мере шесть осей.
19. Система по п.1, в которой упомянутое устройство (10) детектирования содержит устройство трехмерного сканирования.
| CN101927391A,29.12.2010 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ НАПЛАВКИ | 1999 |
|
RU2228243C2 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЧАСТИ НА МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКЕ ПОСРЕДСТВОМ ОСАЖДЕНИЯ НАКЛАДЫВАЕМЫХ ДРУГ НА ДРУГА СЛОЕВ (ВАРИАНТЫ) | 2003 |
|
RU2321678C2 |
| US4863538A, 05.09.1989 | |||
| US6518541B1,11.02.2003 | |||
| Пневматический распылитель | 1981 |
|
SU1005941A1 |
| DE19623148A1,02.01.1998. | |||

