Способ относится к способам электродуговой наплавки изделий типа тел вращения при восстановлении изношенных и упрочнении новых деталей. Предлагаемый способ пригоден как для нанесения покрытия под слоем флюса, так и других видов процессов нанесения покрытий, в частности - бесфлюсовых процессов нанесения покрытий.
В качестве изделий типа тел вращения следует рассматривать изделия (детали), имеющие цилиндрические, конические и сферические поверхности, на которые наносят покрытия.
Известен способ автоматической электродуговой наплавки изделий типа тел вращения путем нанесения непрерывной дугой на наплавляемую поверхность изделия валика, имеющего по меньшей мере один наплавляемый по спирали участок (см. патент РФ №2117560, кл. В 23 К 9/04, 1998 г.).
Данный способ является наиболее близким к заявляемому по технической сущности и достигаемому результату. Недостатком известного способа является то, что он не позволяет обеспечить наплавку покрытия на всю поверхность изделия без использования дополнительных деталей (изделий). Поскольку спиральный валик в процессе его наплавки на первом витке спирали удаляется от края наплавляемой поверхности изделия (от торца изделия), а на последнем витке спирали не подходит к краю указанной поверхности вплотную, поэтому для того, чтобы на указанных участках поверхности изделия не было участков, свободных от наплавляемого покрытия (огрехов), к торцу изделия приваривают кольца. Это усложняет и удорожает способ нанесения покрытия, т.к. необходимо изготовление дополнительных деталей - колец, а нанесение покрытия включает две операции: приварку колец и наплавку спирального валика.
Изобретение направлено на достижение технического результата: повышение качества наплавляемого покрытия на изделия типа вал с одновременным удешевлением наплавки и снижением ее трудоемкости.
Указанный технический результат достигается тем, в способе нанесений покрытий автоматической электродуговой наплавкой изделий типа тел вращения путем наплавки непрерывной дугой на наплавляемую поверхность изделия валика, имеющего по меньшей мере один наплавляемый по спирали участок, нанесение покрытия на всю наплавляемую поверхность изделия осуществляют путем наплавки непрерывной дугой единого (не составного) валика, имеющего два кольцевых участка и расположенный между ними упомянутый спиральный участок, наплавку участков указанного валика ведут в следующей последовательности: сначала наплавляют первый его кольцевой участок, затем - указанный спиральный участок, и после наплавки спирального участка наплавляют второй кольцевой участок валика, а также тем, что указанные кольцевые участки валика наплавляют таким образом, чтобы они были расположены частично на торцах изделия по всему их периметру, а затем удаляют покрытие с торцов изделия.
Благодаря этому происходит наплавка всей поверхности изделия без использования дополнительных деталей, например колец. При этом нанесение покрытия на наплавляемую поверхность изделия осуществляют путем наплавки непрерывной дугой единого валика (а не составного, состоящего из отдельных участков, наплавляемых по отдельности, с возбуждением дуги перед наплавкой каждого из указанных участков). При наплавке единого валика наплавка плавно переходит с кольца на спираль и со спирали - вновь на кольцо, не образуя дефектов валика, так как возбуждение дуги происходит один раз - в начале указанного валика. При раздельной наплавке указанных колец и спирали (при наплавке составного валика), например при первоначальной наплавке каждого по отдельности кольцевых валиков, а затем спирального валика, электрическую дугу необходимо возбуждать три раза, что приводит к появлению повышенного количества дефектов наплавки и усложняет процесс наплавки, так как в этом случае необходимо неоднократно известным образом осуществлять привязку начальной и конечной точек наплавки. Поскольку кольцевые участки валика в процессе наплавки не удаляются от торца изделия, при наплавке не образуются огрехи. Кроме того, отсутствие ненаплавленных участков поверхности изделия (огрехов) при наплавке и необходимая толщина наплавленного покрытия вблизи торцов изделия обеспечивается тем, что указанные кольцевые участки валика наплавляют таким образом, чтобы они были расположены частично на торцах изделия, по всему их периметру, а затем удаляют покрытие с торцов изделия.
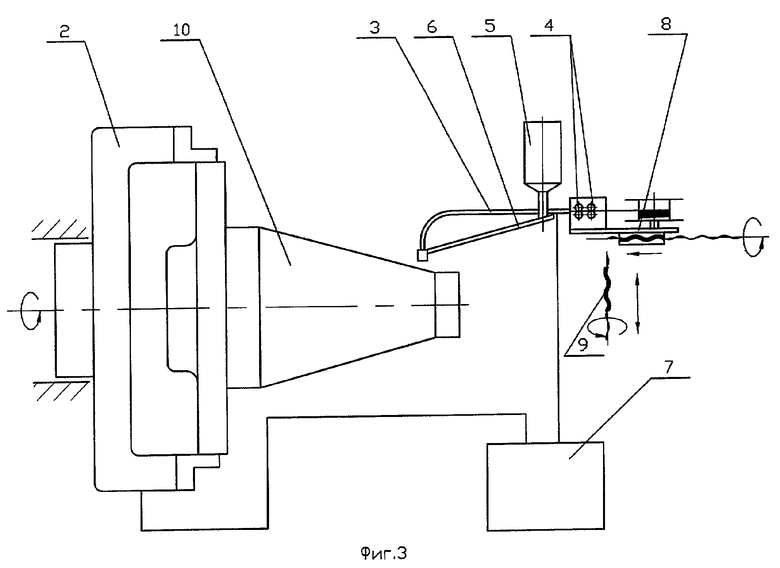
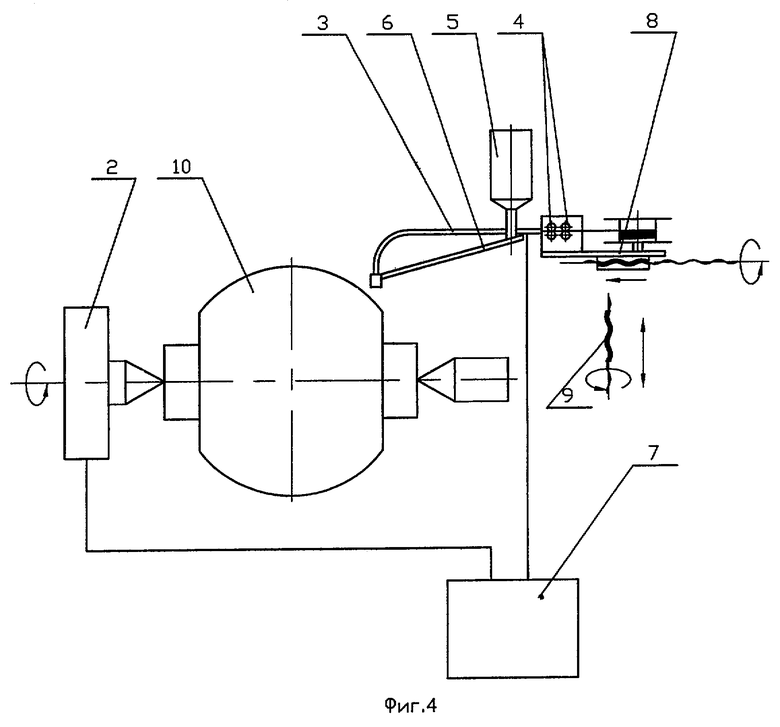
На фиг.1 изображено устройство для реализации предлагаемого способа при наплавке внутренней цилиндрической поверхности; на фиг.2 - схема формирования слоя наплавки наружной цилиндрической поверхности изделия (вал); на фиг.3 - изображено устройство для реализации предлагаемого способа при наплавке наружной конической поверхности; на фиг.4 - изображено устройство для реализации предлагаемого способа при наплавке наружной сферической поверхности.
Способ осуществляют следующим образом.
Изделие 1 закрепляют в приспособлении (не показано), связанном с блоком 2 вращателя, обеспечивающим заданную скорость вращения изделия. Электродную проволоку подают через сварочную горелку 3 к изделию роликами 4, а из бункера 5 с помощью флюсоподающего устройства 6 подают флюс. Питание сварочной дуги осуществляют от источника 7 сварочного тока. Известный блок 8 продольного перемещения горелки 3 обеспечивает ее продольное перемещение с заданной скоростью (в направлении стрелки, фиг.1). Поперечную подачу горелки 3 осуществляют при помощи известной винтовой передачи 9 (фиг.3, 4).
Изделие 1 вращают с одновременным продольным перемещением блока 8 с сохранением заданной скорости перемещения электрода вдоль траектории наплавки. При этом нанесение покрытия на всю наплавляемую поверхность (в данном случае на фиг.1, 2, цилиндрическую поверхность) изделия 10 осуществляют путем наплавки непрерывной дугой одного единого валика, имеющего два кольцевых участка 11 и 12 и расположенный между ними упомянутый спиральный участок 13, а наплавку указанного валика ведут в следующей последовательности: сначала наплавляют первый, его кольцевой участок 11, затем спиральный участок 13, и после наплавки спирального участка 13 наплавляют второй кольцевой участок 12 валика, причем указанные кольцевые участки 11 и 12 валика наплавляют таким образом, чтобы они были расположены частично на торцах 14 и 15 изделия (в тех случаях, когда требуется наплавлять открытую поверхность на всю ее длину, как показано на фиг.1), по всему периметру торцов 14 и 15, а затем удаляют покрытие с торцов изделия путем механической обработки (например, известным образом на токарном станке). При наплавке возбуждение дуги производится лишь один раз, в начале процесса автоматической наплавки. При этом, вследствие того что после наплавки первого кольцевого участка 11 валика не прекращают наплавку, а продолжают ее, наплавляя спиральный участок 13 валика, а затем, не прекращая ее, наплавляют второй кольцевой участок 12 валика, возбуждение дуги производят лишь один раз, в начале процесса автоматической наплавки, что повышает качество наплавляемого покрытия.
Благодаря тому что в случае наплавки открытых поверхностей кольцевые участки валика частично расположены на торцах изделия, возможно нанести покрытие на всю подлежащую наплавке поверхность изделия типа тела вращения, например цилиндрическую поверхность изделия, с обеспечением необходимой толщины покрытия по всей поверхности изделия, включая участки этой поверхности вблизи торцов изделия.
Пример:
Производили автоматическую наплавку трех литых подшипниковых щитов (изделия типа тел вращения) тяговых электродвигателей локомотивов, изготовленных из стали 35Л. Посадочная поверхность подшипникового щита, подлежащая наплавке, имела диаметр 465 мм, длина посадочного диаметра - 30 мм. С одной стороны поверхность - открытая, с другой ограничена фланцем. По этой причине на открытую поверхность устанавливали кольцевое флюсоудерживающее устройство, а наплавку производили от открытой поверхности в сторону фланца углом вперед так, чтобы можно было достичь угла наплавляемой части изделия. Кольцевое флюсоудерживающее устройство имело диаметр на 16 мм меньше наплавляемого диаметра, поэтому при наплавке первого валика у открытого торца создавалась флюсовая подушка, которая способствовала хорошему формированию первого наплавленного валика. Автоматическую наплавку на постоянном токе обратной полярности осуществляли на следующем режиме:
- скорость наплавки - 22 м/час
- число заходов спирали - 1
- шаг спирали - 5 мм
- шаг наплавки - 5 мм
- сварочная проволока - Св08Г2С
- диаметр сварочной проволоки - 2 мм
- сварочный флюс - АН348А
- сварочный ток - 250 А
- напряжение на дуге - 36 В.
Пробная наплавка показала, что шлаковая корка на выбранных режимах отделяется удовлетворительно и не мешает наплавке смежного валика.
Наплавку первого подшипникового щита производили путем нанесения на его поверхность наплавляемого непрерывной дугой спирального валика. Отступ электрода от открытого торца наплавляемой поверхности выбирался таким, чтобы наплыв валика на торец составлял примерно 2 мм, который при дальнейшей механической обработке срезался заподлицо с торцем изделия. При такой наплавке вблизи открытого торца изделия и вблизи фланца оказались огрехи - участки без покрытия, возникшие за счет смещения наплавляемого валика на величину шага спиральной наплавки за первый и последний обороты подшипникового щита.
Второй подшипниковый щит наплавляли на тех же режимах путем спиральной наплавки с кольцевыми валиками. При этом сначала наплавляли кольцевые валики, затем, начиная и заканчивая на вершинах кольцевых валиков, осуществляли автоматическую наплавку непрерывной дугой путем нанесения спирального валика. Вследствие того что электрическую дугу возбуждали неоднократно (перед наплавкой каждого из трех упомянутых отдельных валиков), в месте возбуждения дуги на втором кольцевом валике обнаружен дефект наплавки.
Нанесение покрытия на всю наплавляемую поверхность третьего подшипникового щита осуществляли путем наплавки непрерывной дугой единого валика, имеющего два кольцевых участка и расположенный между ними спиральный участок. Наплавку участков указанного валика вели в следующей последовательности: сначала наплавляли первый кольцевой его участок, затем - спиральный участок, и после наплавки спирального участка наплавляли второй кольцевой участок валика. Затем, после наплавки указанного валика, было заподлицо удалено покрытие с открытого торца изделия. При этом было получено качественное покрытие на всей наплавленной поверхности подшипникового щита без дефектов наплавки.
Таким образом использование предлагаемого способа (способа автоматической наплавки в так называемом режиме кольцо - спираль - кольцо - КСК) позволит повысить качество наплавляемого покрытия на изделие типа вал с одновременным повышением качества наплавленного покрытия и удешевлением процесса наплавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ИЗДЕЛИЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2004 |
|
RU2268121C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ИЗДЕЛИЙ | 1997 |
|
RU2117560C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ИЗДЕЛИЙ | 1999 |
|
RU2163183C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ПОКРЫТИЯ НА ВНУТРЕННЮЮ ЦИЛИНДРИЧЕСКУЮ ПОВЕРХНОСТЬ ИЗДЕЛИЯ | 2000 |
|
RU2163526C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПЛАВЛЕННОГО НА ИЗДЕЛИЕ ПОКРЫТИЯ | 1998 |
|
RU2133652C1 |
| Способ наплавки внутренних поверхностей цилиндрических стаканообразных изделий с галтелью между цилиндрической поверхностью и основанием | 1991 |
|
SU1825683A1 |
| ТРАКТ ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1998 |
|
RU2149086C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308364C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2005 |
|
RU2305616C1 |
| СПОСОБ ФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ КОНТАКТНОЙ ПОВЕРХНОСТИ ОПОРНОЙ ЧАСТИ МОСТОВОГО СООРУЖЕНИЯ | 2009 |
|
RU2404321C1 |

Изобретение относится к электродуговой наплавке изделий типа тел вращения при восстановлении изношенных и упрочнении новых деталей. На всю наплавляемую поверхность изделия непрерывной дугой наплавляют единый валик. Валик состоит из двух кольцевых и по меньшей мере одного спирального участков. Сначала наплавляют первый кольцевой участок, затем - указанный спиральный участок, а затем наплавляют второй кольцевой участок валика. Кольцевые участки валика наплавляют таким образом, чтобы они были расположены частично на торцах изделия, по всему их периметру. По окончании процесса наплавки наплавленное покрытие с торцов изделия удаляют путем механической обработки. Это позволит повысить качество наплавляемого покрытия и снизить трудоемкость изготовления изделий. 4 ил.
Способ нанесения покрытия автоматической электродуговой наплавкой под слоем флюса на изделия типа тел вращения, включающий наплавку непрерывной дугой на наплавляемую поверхность по меньшей мере одного единого валика, отличающийся тем, что единый валик выполняют состоящим из двух кольцевых участков и расположенного между ними спирального участка, причем указанные кольцевые участки валика располагают частично на торцах изделия по всему их периметру, при этом вначале наплавляют первый кольцевой участок, затем спиральный участок, после которого наплавляют второй кольцевой участок валика, а после наплавки единого валика покрытие с торцов изделия удаляют.
| Способ дуговой наплавки под флюсом цилиндрических изделий | 1988 |
|
SU1539011A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ИЗДЕЛИЙ | 1997 |
|
RU2117560C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ИЗДЕЛИЙ | 1999 |
|
RU2163183C1 |
| Способ дуговой наплавки под флюсом | 1989 |
|
SU1657313A1 |
| SU 1223529 A, 13.07.1984 | |||
| Способ наплавки тел вращения | 1987 |
|
SU1504025A1 |
| DE 3005598 A, 20.08.1981 | |||
| US 4471201 A, 11.09.1984. | |||

