Область, к которой относится изобретение
Настоящее изобретение относится к типу пресс-форм для формования пеноматериалов со сменным сердечником и гнездом, в частности к типу пресс-форм для формования пеноматериалов со сменным сердечником и гнездом, для которого возможна замена гнезда и сердечника в соответствии со спецификацией продукта, который требуется отформовать.
Описание известного уровня техники
В общем случае, пресс-форма для формования изделий из пенополипропилена (ППП) и пенополистирола (ППС) позволяет получить изделие из ППП или ППС, имеющее заданную форму, путем расплавления гранул ППП или ППС, помещаемых в формовочную полость пресс-формы для формования изделий из ППП или ППС, с использованием пара высокого давления.
Поскольку изделия из ППП и ППС более экологически безопасные, чем такие материалы, как уретан, то они широко используются для производства ручек, в частности, ободков, устанавливаемых на транспортных средствах, солнцезащитных козырьках для транспортных средств, и т.п.
Как показано на фиг. 1, пресс-форма для формования изделий из ППП или ППС, представленная в родственном изобретении, включает стационарную форму 10 и подвижную форму 20.
Стационарная форма 10 состоит из стационарной опорной плиты 12, стационарной рамы 14, соединенной с поверхностью одной стороны стационарной опорной плиты, и сердечника 16, соединенного со стороной стационарной рамы 14.
Для подвижной формы 20 предусмотрена ее симметричность стационарной форме 10, так что подвижная форма 20 передвигается в направлении стационарной формы 10 и компонуется со стационарной формой 10. Подвижная форма 20 включает подвижную опорную плиту 22, подвижную раму 24, соединенную с поверхностью одной стороны подвижной опорной плиты 22, и гнездо 26, соединенное со стороной подвижной рамы 24.
В данном случае, инжектор 28 для подачи сырья в формовочную полость, образующуюся между гнездом 26 и сердечником 16, установлен в заданном положении на поверхности одной стороны подвижной опорной плиты 22, и как минимум один выбрасыватель 30 установлен так, чтобы отстоять на заданное расстояние от инжектора для подачи сырья 28, для удаления из гнезда 26 отформованного изделия, полученного в формовочной полости.
Кроме того, предусмотрено множество отверстий подачи воды для охлаждения 32, соединенных с подающими воду патрубками (не показаны), расположенных в заданных точках на внутренних поверхностях стационарной опорной плиты 12 и подвижной опорной плиты 22.
Однако, как описано выше, в родственном изобретении пресс-форма для получения изделий из ППП или ППС сконструирована таким образом, что гнездо 26 и сердечник 16, которые, собственно говоря, определяют форму изделия, представляют собой единое целое с подвижной рамой 20 и стационарной рамы 10 или прикреплены при помощи болтов к внутренним частям подвижной рамы 20 и стационарной рамы 10 соответственно, и, таким образом, при смене формуемого изделия обычно требуется замена подвижной формы 20 и стационарной формы 10, которые являются тяжелыми и объемными. В случае замены только гнезда 26 и сердечника 16 для упрощения замены требуется отделить друг от друга стационарную опорную плиту 12 и подвижную опорную плиту 22, а затем отделить друг от друга гнездо 26 и сердечник 16, которые привинчены к внутренним частям стационарной рамы 14 и подвижной рамы 24. Таким образом, увеличивается время замены пресс-формы и, следовательно, снижается технологичность и продуктивность.
Далее, поскольку стационарная форма 10 и подвижная форма 20 производятся отдельно согласно спецификации конкретного продукта, возрастает стоимость производства пресс-формы, и имеется необходимость хранить и контролировать большое количество тяжелых и объемных стационарных форм 10 и подвижных форм 20, что снижает функциональность производственного помещения.
Краткое описание сущности изобретения
Таким образом, настоящее изобретение было сделано с целью решения вышеуказанных проблем, имевших место в случае предшествующих изобретений, не затрагивая достигнутых ими преимуществ.
Одной из целей, которую ставит перед собой данное изобретение, является создание пресс-формы для формования пеноматериалов со сменным гнездом и сердечником, которая позволяет производить замену только гнезда и сердечника в соответствии со спецификацией изделия, которое требуется отформовать, для предотвращения снижения технологичности и продуктивности вследствие необходимости замены пресс-формы, снижает затраты на производство пресс-формы, поскольку не требует производства отдельной формы для каждого изделия, и улучшает функциональные характеристики производственного помещения, связанные с необходимостью хранения большого числа пресс-форм.
В одном из аспектов настоящее изобретение представляет собой пресс-форму для формования пеноматериалов со сменным гнездом и сердечником, имеющую стационарную форму и подвижную форму, горизонтально перемещаемую в направлении стационарной формы и компонуемую со стационарной формой для установки на формовочную машину и демонтажа с нее, которая включает одно или более гнезд, разъемно соединенных с поверхностью стороны подвижной формы, обращенной к стационарной форме; один или более сердечников, разъемно соединенных с поверхностью стороны стационарной формы, обращенной к подвижной форме; установленный на подвижной форме инжектор для подачи материала, являющегося сырьем для формуемого изделия, в формовочную полость, образующуюся между гнездом и сердечником при совмещении подвижной и стационарной форм; а также установленные на подвижной форме выбрасыватели для удаления из гнезда готового изделия, отформованного в формовочной полости.
Подвижная форма может включать подвижную плиту, имеющую как минимум одно крепежное отверстие для гнезда, позволяющее сделать гнездо съемным, поддерживающую плиту, отстоящую на заданное расстояние от подвижной плиты, и множество поддерживающих балок, обеспечивающих сохранение зазора между поддерживающей и подвижной плитами; на поверхности одной стороны кромки крепежного отверстия для гнезда имеется в круговом направлении ступенчатый участок, так что гнездо соединено с поверхностью стороны подвижной формы, обращенной к стационарной форме; а стационарная форма имеет стационарную плиту с как минимум одним крепежным отверстием для сердечника, позволяющим сделать его съемным, и на поверхности одной стороны кромки крепежного отверстия для сердечника имеется в круговом направлении ступенчатый участок, так что сердечник соединен с поверхностью стороны стационарной формы, обращенной к подвижной форме.
Данная пресс-форма для формования пеноматериалов со сменным гнездом и сердечником согласно варианту осуществления настоящего изобретения может также включать один или более крепежных участков, расположенных в заданном положении на поверхности гнезда, противоположной формовочной полости, и опору, один конец которой соединен с одним или несколькими крепежными участками, а другой конец соприкасается с заданной точкой на внутренней стороне поверхности поддерживающей плиты.
Данная пресс-форма для формования пеноматериалов со сменным гнездом и сердечником согласно варианту осуществления настоящего изобретения может также включать один или более крепежных участков, расположенных в заданном положении на поверхности сердечника, противоположной формовочной полости, и опору, один конец которой соединен с одним или несколькими крепежными участками, а другой конец соприкасается с заданной точкой на внутренней стенке на фиксирующей стороне формовочной машины.
Может быть предусмотрено множество опор, и соседние опоры соединены посредством соединительной шины для размещения на расстоянии друг от друга.
Может быть предусмотрен как минимум один опорный участок, выступающий из заданной точки на поверхности одной стороны поддерживающей плиты и заданной точки на внутренней стенке на фиксирующей стороне формовочной машины, для поддержки другого конца опоры.
Инжектор сырьевого материала может включать корпус с входным отверстием для сырьевого материала и впускным отверстием для воздуха, соединительную трубу, в которой две большие и малые трубы соединены посредством винтового крепления с передней частью корпуса, образуя участок для переноса воздуха, сопло, соединенное с передним концом соединительной трубы, поршневой шток, сквозно сцепленный с задней частью корпуса для выполнения возвратно-поступательного движения внутри корпуса, и поршень, соединенный с передним концом поршневого штока, для открытия/закрытия сопла в соответствии с направлением движения поршневого штока.
Средства для удаления отформованного изделия могут включать выталкивающий штифт, упруго и подвижно установленный внутри поршневого штока, опорный элемент, сквозно сцепленный с периферийной поверхностью выталкивающего штифта и размещенный на концевой части поршневого штока, фиксирующий элемент, соединенный с запирающим пазом, размещенным на одном конце выталкивающего штифта, и навивную пружину, вставленную в периферийную поверхность выталкивающего штифта, оба конца которой упруго закреплены соответственно в опорном элементе и фиксирующем элементе.
Согласно настоящему изобретению, имеющему вышеописанную конструкцию, благодаря тому, что в составе подвижной и стационарной форм возможна замена гнезда и сердечника, определяющих форму изделия, которое требуется отформовать, замена пресс-формы при изменении спецификации формуемого изделия не требуется, и, таким образом, повышаются технологичность и продуктивность.
Кроме того, гнездо и сердечник, изготавливаемые так, чтобы иметь одинаковый размер и форму, могут быть совместно использованы в составе набора пресс-форм, и, следовательно, не требуется производить отдельные пресс-формы для каждого производимого изделия. Соответственно, возможна экономия капитальных затрат, связанных с формованием, и количество пресс-форм, которые необходимо изготовить, может быть уменьшено в целях улучшения функциональности производственного помещения.
Краткое описание чертежей
Изложенные выше, а также иные цели, свойства и преимущества настоящего изобретения будут более очевидными благодаря нижеследующему подробному описанию, подготовленному в сочетании с сопроводительными чертежами, на которых:
ФИГ. 1 представляет собой поперечный разрез, схематически изображающий пресс-форму, представленную в родственном изобретении;
ФИГ. 2 представляет собой перспективное изображение подвижной формы в соответствии с предпочтительным вариантом осуществления настоящего изобретения;
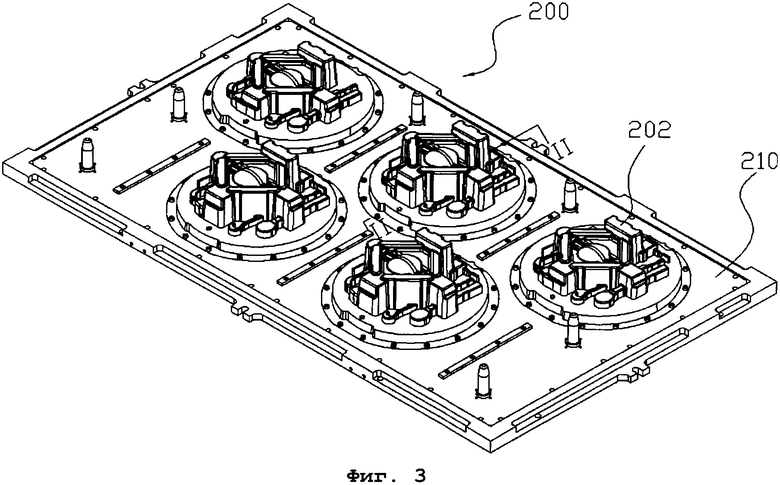
ФИГ. 3 представляет собой перспективное изображение стационарной формы в соответствии с предпочтительным вариантом осуществления настоящего изобретения;
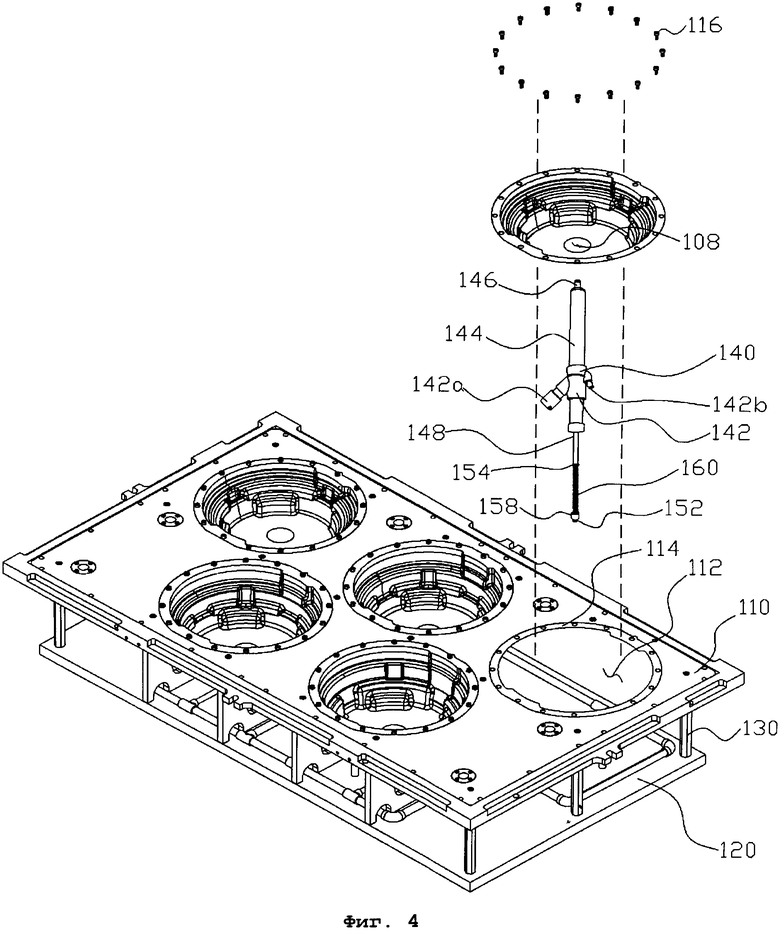
ФИГ. 4 представляет собой перспективное изображение с пространственным разделением деталей для подвижной формы, представленной на ФИГ. 2;
ФИГ. 5 представляет собой перспективное изображение с пространственным разделением деталей для стационарной формы, представленной на ФИГ. 3;
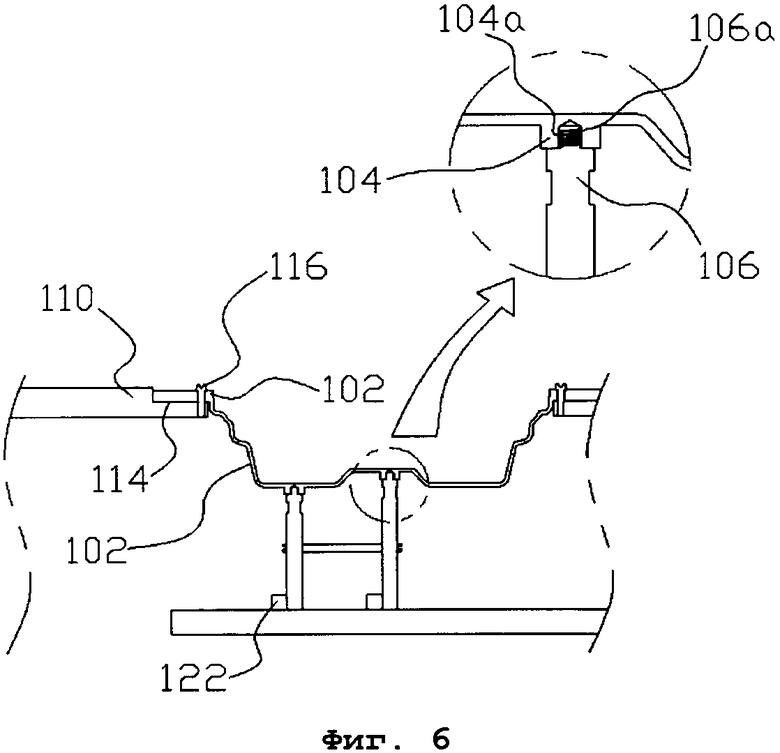
ФИГ. 6 представляет собой поперечный разрез вдоль линии I-I, показанной на ФИГ. 2;
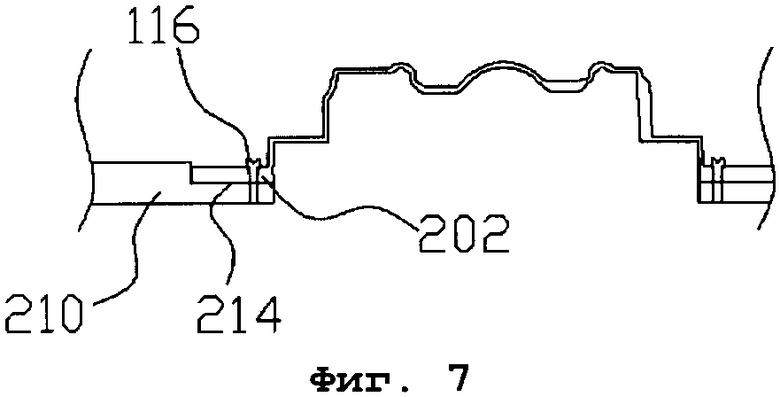
ФИГ. 7 представляет собой поперечный разрез вдоль линии II-II, показанной на ФИГ. 3;
ФИГ. 8 представляет собой поперечный разрез инжектора сырья, показанного на ФИГ. 4;
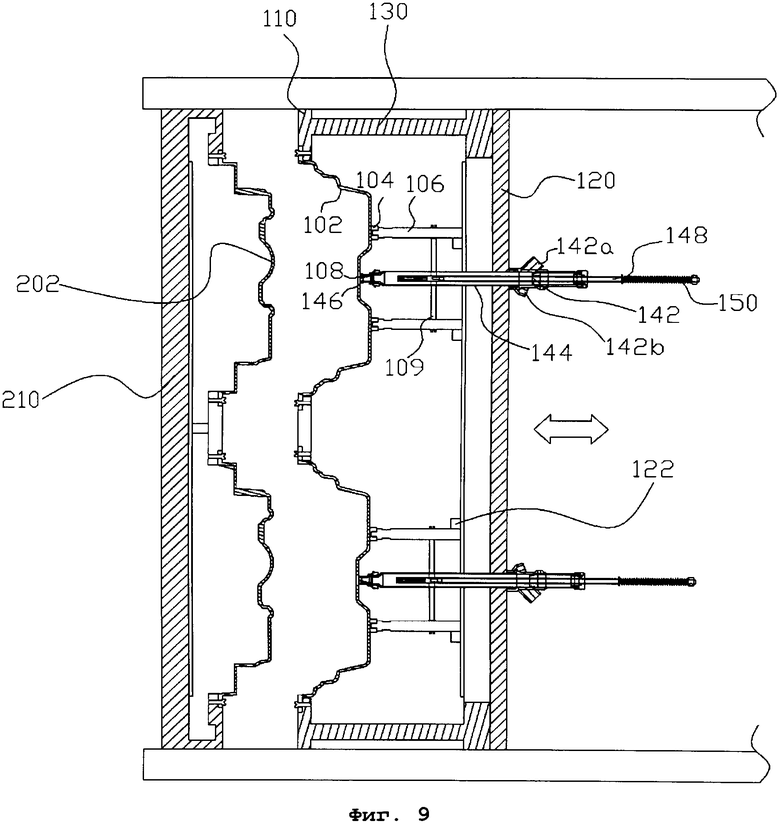
ФИГ. 9 представляет собой поперечный разрез, схематично изображающий пресс-форму для формования пеноматериалов со сменным гнездом и сердечником в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Подробное описание предпочтительных вариантов осуществления изобретения
Далее в данном документе описание пресс-формы для формования пеноматериалов со сменным гнездом и сердечником в соответствии с предпочтительным вариантом осуществления будет дано со ссылками на сопроводительные чертежи.
ФИГ. 2 представляет собой перспективное изображение подвижной формы согласно предпочтительному варианту осуществления настоящего изобретения, а ФИГ. 3 представляет собой перспективное изображение стационарной формы согласно предпочтительному варианту осуществления настоящего изобретения. ФИГ. 4 представляет собой перспективное изображение с пространственным разделением деталей для подвижной формы, представленной на ФИГ. 2, а ФИГ. 5 представляет собой перспективное изображение с пространственным разделением деталей для стационарной формы, представленной на ФИГ. 3. ФИГ. 6 представляет собой поперечный разрез вдоль линии I-I, показанной на ФИГ. 2, ФИГ. 7 представляет собой поперечный разрез вдоль линии II-II, показанной на ФИГ. 3, а ФИГ. 8 представляет собой поперечный разрез инжектора сырья, показанного на ФИГ. 4. ФИГ. 9 представляет собой поперечный разрез, схематично изображающий пресс-форму для формования пеноматериалов со сменным гнездом и сердечником в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Обращаясь к ФИГ. 2-9, пресс-форма для пеноматериалов со сменным гнездом и сердечником в соответствии с предпочтительным вариантом осуществления настоящего изобретения включает стационарную форму 200, соединенную с внутренней стенкой на фиксирующей стороне формовочной машины, подвижную форму 100, соединенную с внутренней стенкой на подвижной стороне формовочной машины, горизонтально перемещаемую в направлении стационарной формы 200 и компонуемую со стационарной формой 200, одно или более гнезд 102, разъемно соединенных с поверхностью стороны подвижной формы 100, обращенной к стационарной форме 200; один или более сердечников 202, разъемно соединенных с поверхностью стороны стационарной формы 200, обращенной к подвижной форме 100; инжектор сырьевого материала 140, подающий сырье для изготовления формованного изделия в формовочную полость, образующуюся между гнездом 102 и сердечником 202 при совмещении подвижной 100 и стационарной 200 форм; и средства удаления готового изделия 150, удаляющие отформованный продукт, полученный в формовочной полости, из гнезда 102.
Подвижная форма 100 подвижно установлена на движущейся стороне формовочной машины (не показана) для осуществления возвратно-поступательных движений в горизонтальном направлении при помощи поставляемой извне энергии. Как показано на ФИГ. 2 и 4, подвижная форма 100 включает подвижную плиту 110, поддерживающую плиту 120, отстоящую на заданное расстояние от подвижной плиты 110, и множество поддерживающих балок 130, обеспечивающих сохранение зазора между подвижной плитой 110 и поддерживающей плитой 120.
Подвижная плита 100 представляет собой плиту прямоугольной формы, имеющую как минимум одно крепежное отверстие для гнезда 112. Гнездо 102, как будет описано ниже, разъемно крепится в крепежном отверстии 112.
Гнездо 102 сделано по форме изделия, которое требуется отформовать, и образует формовочное пространство при соединении с сердечником 202, разъемно установленным на стационарной форме 200, когда подвижная форма 100 перемещается в горизонтальной плоскости и совмещается со стационарной формой 200, как будет описано ниже.
На поверхности одной стороны кромки крепежного отверстия для гнезда 112 имеется в круговом направлении ступенчатый участок 114, так что гнездо 102 разъемно соединяется посредством болтов 116 с поверхностью стороны подвижной формы 100, обращенной к стационарной форме 200.
Далее, обращаясь к ФИГ. 6, в заданной точке на поверхности стороны гнезда 102, а именно на поверхности, противоположной формовочной полости, образуемой посредством соединения гнезда 102 и сердечника 202, как будет описано ниже, расположены один или более выступающих крепежных участков 104, а в центре внутреннего пространства крепежного участка 104 находится участок с внутренней резьбой 104a заданной глубины, так что участок с внешней резьбой 106a, расположенный на конце опоры 106, как будет описано ниже, соединен посредством винтового крепления с имеющим внутреннюю резьбу участком 104a.
Далее, в заданной точке на поверхности одной стороны гнезда 102 находится отверстие для подачи сырьевого материала 108, чтобы сырьевой материал мог легко подаваться из инжектора сырьевого материала 140 в формовочную полость, образуемую путем соединения гнезда 102 и сердечника 202, как будет описано ниже.
Опора 106 имеет форму цилиндра, и на одном конце опоры 106 имеется выступающий участок с внешней резьбой 106a, так что участок с внешней резьбой 106a соединен посредством винтового крепления с имеющим внутреннюю резьбу участком 104a.
Участок с внешней резьбой 106a, расположенный на одном конце опоры 106, соединен посредством винтового крепления с крепежным участком 104, расположенным в заданной точке на поверхности стороны гнезда 102, а другой конец опоры 106 соприкасается с заданной точкой на поверхности стороны поддерживающей плиты 120 для поддержки гнезда 102 с тем, чтобы предотвратить повреждение гнезда 102 в результате действия давления.
Как описано выше, в соответствии с вариантом осуществления настоящего изобретения крепежный участок 104 и опора 106 соединены друг с другом посредством винтового крепления. Однако также возможно разместить в центре внутренней части крепежного участка 104 запирающий паз (не показан) 104, а на одном конце опоры разместить выступающий запирающий брус (не показан), чтобы крепежный участок 104 и опора 106 соединялись друг с другом путем плотной посадки.
Далее, обращаясь к ФИГ. 6, могут быть сделаны одна или несколько опор 106, и соседние опоры 106 соединяются вместе при помощи соединительной шины 109 для размещения соседних опор 106 на расстоянии друг от друга.
Поддерживающая плита 120 имеет прямоугольную форму и располагается на заданном расстоянии от подвижной плиты 110.
В данном случае, между подвижной плитой 110 и поддерживающей плитой 120 находится множество поддерживающих балок 130, обеспечивающих сохранение зазора между поддерживающей плитой 120 и подвижной плитой 110.
Далее, в заданной точке на поверхности стороны поддерживающей плиты 120 находится как минимум одна выступающая опора 122. То есть, обращаясь к ФИГ. 6 и 9, опора 122 выдается из заданной точки на поверхности стороны поддерживающей плиты 120, которая контактирует с другим концом опоры 106, и если другой конец опоры 106 входит в контакт с заданной точкой на стороне поддерживающей плиты 120, то нижний конец опоры 106 поддерживается опорным участком 122 для предотвращения провисания опоры 106 под действием собственного веса.
Инжектор сырьевого материала 140 включает корпус 142, в котором имеются входное отверстие для сырьевого материала 142a и впускное отверстие для воздуха 142b; соединительную трубу 144, в которой две большие и малые трубы 144a и 144b соединены посредством винтового крепления с передней частью корпуса 142, образуя участок для переноса воздуха 144c; сопло 146, соединенное с передним концом соединительной трубы 144, поршневой шток 148, сквозно сцепленный с задней частью корпуса 142 для выполнения возвратно-поступательного движения внутри корпуса 142, и поршень 149, соединенный с передним концом поршневого штока 148, для открытия/закрытия сопла 146 в соответствии с направлением движения поршневого штока 148.
Инжектор сырьевого материала 140, конструкция которого описана выше, сквозно сцеплен с заданной точкой на поверхности стороны поддерживающей плиты 120 подвижной формы 100, а сопло 146 инжектора сырьевого материала 140 вставлено и закреплено в отверстии для подачи сырьевого материала 108, находящемся в заданной точке на поверхности стороны гнезда 102, для подачи сырьевого материала в формовочную полость, образующуюся путем совмещения гнезда 102 и сердечника 202.
Средства для удаления готового изделия 150 включают выталкивающий штифт 152, упруго и подвижно установленный внутри поршневого штока 148, опорный элемент 154, сквозно сцепленный с периферийной поверхностью выталкивающего штифта 152 и размещенный на концевой части поршневого штока 148, фиксирующий элемент 158, соединенный с запирающим пазом 156, имеющим заданную глубину и расположенным в заданной точке на одном конце выталкивающего штифта 152, и навивную пружину 160, вставленную в периферийную поверхность выталкивающего штифта 152, оба конца которой упруго закреплены соответственно в опорном элементе 154 и фиксирующем элементе 158.
То есть после ввода сырьевого материала из инжектора 140 в формовочную полость, образующуюся между гнездом 102 и сердечником 202 при совмещении подвижной формы 100 и стационарной формы 200, и получения отформованного продукта средства удаления отформованного изделия 150 производят отсоединение подвижной формы 100 от стационарной формы 200, и конец выталкивающего штифта 152 входит в контакт с поверхностью стороны внутренней части формовочной машины, когда подвижная форма 100 движется в направлении данной стороны внутренней части формовочной машины. В этот момент выталкивающий штифт 152 упруго движется внутри инжектора сырьевого материала 140, и другой конец выталкивающего штифта 152 сквозным образом выдвигается через сопло 146 для выталкивания отформованного изделия из гнезда 102. С другой стороны, стационарная форма 200 неподвижно установлена на фиксирующей стороне формовочной машины (не показана) и совмещена с подвижной формой 100 таким образом, который обеспечивает их взаимное соответствие.
Обращаясь к ФИГ. 5, стационарная форма 200 снабжена стационарной плитой 210 прямоугольной формы, и на стационарной плите 210 предусмотрено по крайней мере одно крепежное отверстие для сердечника 212, и сердечник 202 разъемно соединен с крепежным отверстием для сердечника 212.
Сердечник 202 вставляется внутрь гнезда 102 для формования требуемого изделия и имеет форму, соответствующую гнезду 102.
На поверхности одной стороны кромки крепежного отверстия для сердечника 212 имеется круговой ступенчатый участок 214, так что сердечник 202 посредством болтов 116 разъемно соединен с поверхностью стороны стационарной формы 200, обращенной к подвижной форме 100.
В общем случае, сердечник 202, расположенный на стационарной форме 200, имеет сложную форму, которая может немного изменяться вследствие давления газа, и, следовательно, опора 106, предусмотренная для гнезда 102, не является необходимой. Однако, если конфигурация сердечника очень велика, в заданной точке на поверхности стороны сердечника 202, а именно, хоть это и не показано на чертежах, на поверхности, противоположной формовочной полости, образуемой совмещением сердечника 202 и гнезда 102, делается один или несколько крепежных участков, и опора соединяется с упомянутым крепежным участком.
Как указано выше, один конец опоры соединен с крепежным участком, а другой ее конец входит в контакт с заданной точкой внутренней стенки на фиксирующей стороне формовочной машины для предотвращения повреждения сердечника 202 вследствие действия давления в ходе процесса формования.
Далее, как минимум один опорный участок (не показан) выдается из заданной точки внутренней стенки на фиксирующей стороне формовочной машины, и если другой конец опоры входит в контакт с заданной точкой внутренней стенки на фиксирующей стороне формовочной машины, то нижний конец опоры поддерживается опорным участком для предотвращения провисания опоры под действием собственного веса.
Ниже будут описаны характеристики пресс-формы для формования пеноматериалов со сменным наконечником и гнездом, конструкция которой приведена выше, в соответствии с вариантом осуществления настоящего изобретения.
Во-первых, в случае необходимости формовки изделия, имеющего иную спецификацию, формовочная машина сначала останавливается, и гнездо 102 и сердечник 202, присоединенные при помощи множества болтов 116 к крепежному отверстию гнезда 112 подвижной формы 100 и крепежному отверстию сердечника 212 стационарной формы 200, соответственно, отделяются друг от друга.
Затем гнездо 102 и сердечник 202, обуславливающие форму изделия, устанавливаются в крепежное отверстие гнезда 112 и крепежное отверстие сердечника 212, соответственно, и закрепляются болтами 116.
Соответственно, при изменении спецификации формуемого изделия не требуется замена подвижной формы 100 и стационарной формы 200, в которых гнездо 102 и сердечник 202 являлись бы неотделимой частью, и, как следствие, может быть решена проблема снижения продуктивности из-за неудобства, затрат на персонал и увеличения продолжительности проведения замены, имеющих место в случае замены форм.
Кроме того, поскольку подвижная форма 100 и стационарная форма 200 изготавливаются в соответствии со спецификациями формуемого изделия, возможно снижение капитальных затрат на производство пресс-формы, и функциональность производственного помещения, требуемого для изготовления и хранения форм, соответствующих спецификациям изделий, может быть улучшена.
Хотя для наглядности было дано описание предпочтительных вариантов осуществления настоящего изобретения, специалисты в данной области оценят возможность различных модификаций, дополнений и замещений без отхода от объема и сущности данного изобретения, раскрываемых в прилагаемой формуле изобретения.



Изобретение относится к пресс-формам для формования пеноматериалов со сменным наконечником и гнездом. Данная пресс-форма для формования пеноматериалов со сменным наконечником и гнездом включает: фиксирующую стационарную форму; подвижную форму, которая горизонтально движется в направлении фиксирующей формы и комбинируется с фиксирующей формой для присоединения к формовочной машине. Она имеет одно или несколько гнезд, разъемно соединенных со стороной подвижной формы, обращенной к фиксирующей форме, и один или несколько сердечников, разъемно соединенных со стороной фиксирующей формы, обращенной к подвижной форме, а также инжектор сырьевого материала. Инжектор расположен на подвижной форме и подает сырье для формуемого продукта в формовочную полость, образующуюся между гнездом и сердечником при совмещении подвижной формы с фиксирующей формой. Она также имеет извлекающее устройство, расположенное на подвижной форме и удаляющее отформованное изделие, находящееся в формовочной полости, из гнезда. Технический результат, достигаемый при использовании пресс-формы по изобретению, обеспечивает замену только гнезда и сердечника в соответствии со спецификацией формуемого изделия и предотвращает снижения технологичности. 5 з.п. ф-лы, 9 ил.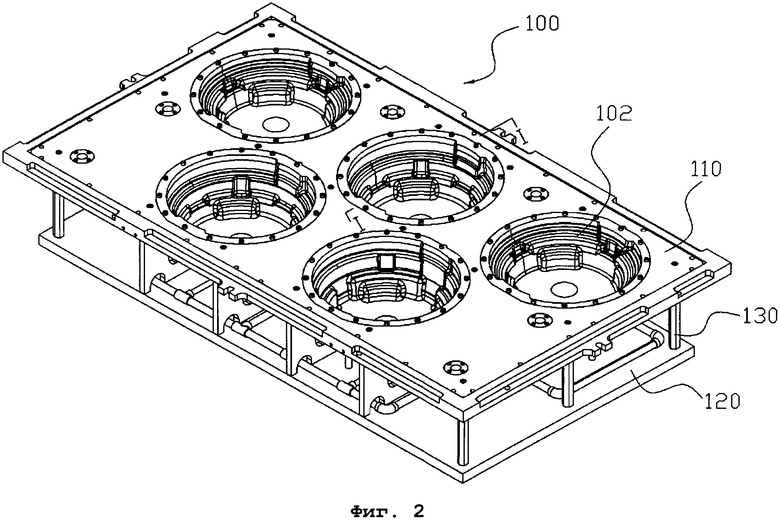
1. Пресс-форма для формования пеноматериалов со сменным наконечником и гнездом, имеющая стационарную форму и подвижную форму, горизонтально перемещаемую в направлении стационарной формы и компонуемую со стационарной формой для установки на формовочную машину и демонтажа с нее, при этом данная пресс-форма для формования пеноматериалов со сменным наконечником и гнездом включает:
одно или более гнезд, разъемно соединенных с поверхностью стороны подвижной формы, обращенной к стационарной форме; один или более крепежных участков, расположенных в заданной точке на стороне гнезда, противоположной формовочной полости, и опору, один конец которой соединен с одним или несколькими крепежными участками, а другой конец соприкасается с заданной точкой на поверхности внутренней стороны поддерживающей плиты;
один или более сердечников, разъемно соединенных с поверхностью стороны стационарной формы, обращенной к подвижной форме; один или более крепежных участков, расположенных в заданной точке на стороне сердечника, противоположной формовочной полости, и опору, один конец которой соединен с одним или несколькими крепежными участками, а другой конец соприкасается с заданной точкой на внутренней стенке на фиксирующей стороне формовочной машины;
инжектор сырьевого материала, установленный на подвижной платформе, для подачи материала, являющегося сырьем для получения формуемого изделия, в формовочную полость, образующуюся между гнездом и сердечником при совмещении подвижной и стационарной форм; а также
средства удаления готового изделия, установленные на подвижной форме, для удаления отформованного изделия, полученного в формовочной полости, из гнезда.
2. Пресс-форма по п. 1, согласно которой подвижная форма состоит из:
подвижной плиты, имеющей как минимум одно крепежное отверстие для гнезда, предназначенное для того, чтобы сделать гнездо съемным;
поддерживающей плиты, отстоящей на заданное расстояние от подвижной плиты; а также
множества поддерживающих балок, обеспечивающих сохранение зазора между подвижной и поддерживающей плитами;
где на поверхности одной стороны кромки крепежного отверстия для гнезда имеется в круговом направлении ступенчатый участок, так что гнездо соединено с поверхностью стороны подвижной формы, обращенной к стационарной форме,
стационарная форма имеет стационарную плиту с как минимум одним крепежным отверстием для сердечника, предназначенным для того, чтобы сделать сердечник съемным, а также
на поверхности одной стороны кромки крепежного отверстия для сердечника имеется в круговом направлении ступенчатый участок, так что сердечник соединен с поверхностью стороны стационарной формы, обращенной к подвижной форме.
3. Пресс-форма по п. 1, согласно которой предусмотрено множество опор, и соседние опоры соединены посредством соединительной шины для размещения на расстоянии друг от друга.
4. Пресс-форма по п. 1, согласно которой имеется как минимум один опорный участок, выступающий из заданной точки на поверхности стороны поддерживающей плиты и заданной точки на внутренней стенке на фиксирующей стороне формовочной машины, для поддержки другого конца опоры.
5. Пресс-форма по п. 1, согласно которой инжектор сырьевого материала включает:
корпус с входным отверстием для сырьевого материала и впускным отверстием для воздуха; соединительную трубу, в которой две большие и малые трубы соединены посредством винтового крепления с передней частью корпуса, образуя участок для переноса воздуха;
сопло, соединенное с передним концом соединительной трубы, поршневой шток, сквозно сцепленный с задней частью корпуса для выполнения возвратно-поступательного движения внутри корпуса; а также
поршень, соединенный с передним концом поршневого штока для открытия/закрытия сопла в соответствии с направлением движения поршневого штока.
6. Пресс-форма по п. 5, согласно которой средства удаления готового изделия включают:
выталкивающий штифт, упруго и подвижно установленный внутри поршневого штока;
опорный элемент, сквозно сцепленный с периферийной поверхностью выталкивающего штифта и размещенный на концевой части поршневого штока;
фиксирующий элемент, соединенный с запирающим пазом, размещенным на одном конце выталкивающего штифта; а также
навивную пружину, вставленную в периферийную поверхность выталкивающего штифта, оба конца которой упруго закреплены, соответственно, в опорном элементе и фиксирующем элементе.
| ДОРН ДЛЯ ОТЛИВКИ ПОЛЫХ ЗАГОТОВОК | 1972 |
|
SU422522A1 |
| Дорн для непрерывного литья полых заготовок | 1987 |
|
SU1503985A1 |
| Дорн для литья полых слитков | 1985 |
|
SU1326392A1 |
| Устройство для вертикального непрерывного литья полых заготовок | 1987 |
|
SU1452647A1 |
| Самопишущий манометр для снятия диаграмм давления в процессе прессования | 1949 |
|
SU83898A1 |

