Изобретение относится к непрерывной разливке металлических полых заготовок.
Целью изобретения является повышение стабильности процесса литья и качества отливаемых заготовок.
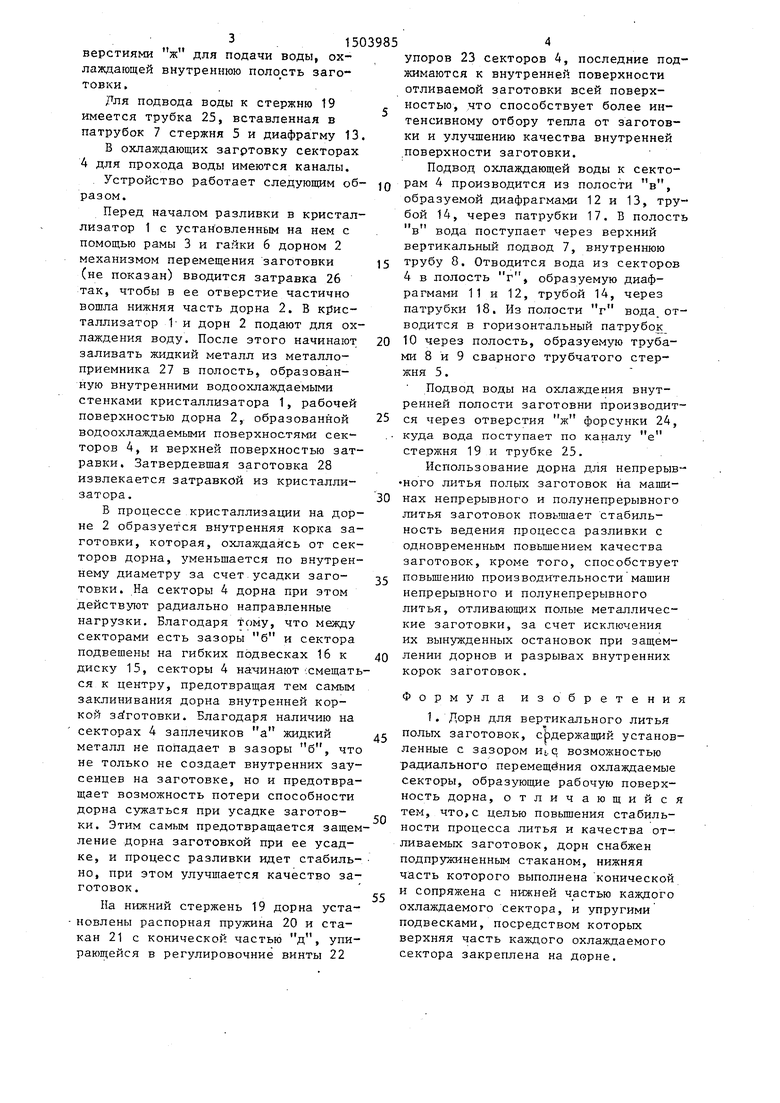
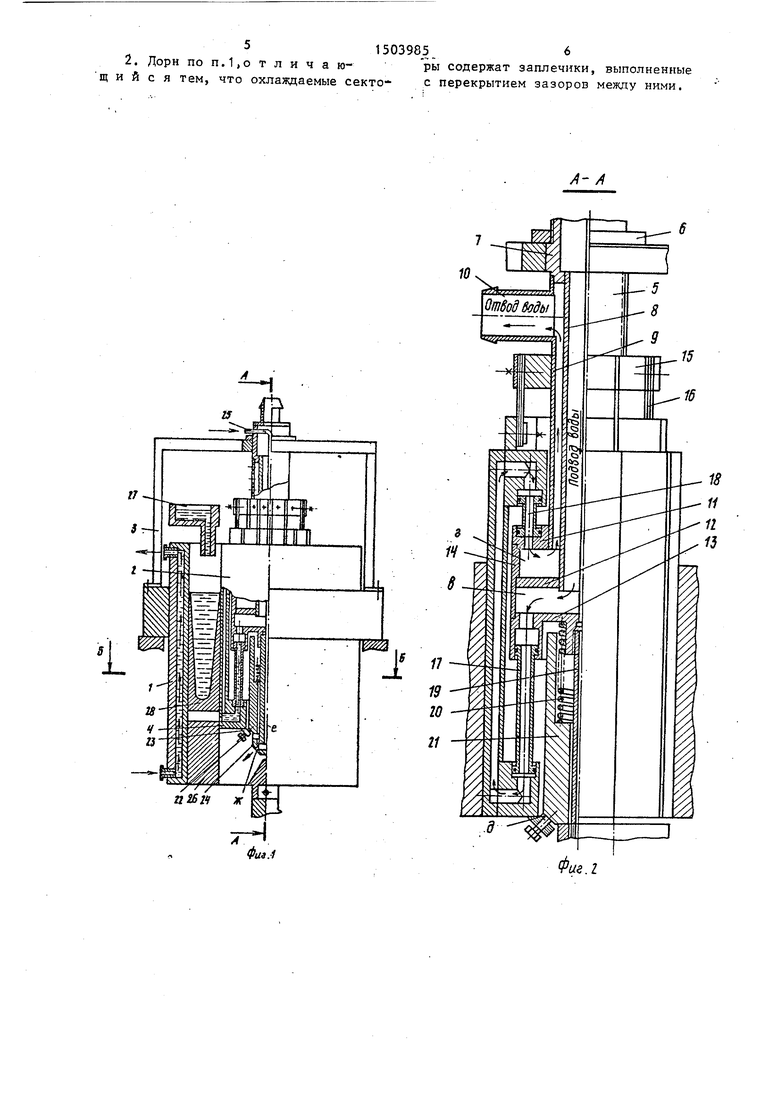
На фкг.1 показано устройство,общий вид, на фиг.2 -разрез А-А на фиг., на фиг.З - разрез Б-Б на фиг.1.
В кристаллизаторе 1 установлен дорн 2, закрепленный на раме 3, опирающейся на кристаллизатор 1. Дорн 2 состоит из ряда охлаждаемьпс секторов 4, выполненных с заплечиками а, стыкующих друг с другом с зазором б шэ периметру окружности и образующих в сборе рабочую поверхность. Дорн 2 содержит также сварной трубчатый стержень 5, верхней частью вставленный в раму 3 и зафиксирован-. ный на ней гайкой 6. Стержень 5 состоит из верхнего вертикального подвода 7, внутренней трубы 8 и внешней трубы 9 с вваренным в нее горизонтальным патрубком 10.
В нижней части трубы 8 и 9 соеди- дены диафрагмами 11,12 и 13, которые соединены друг с другом трубой 14, образуя полости в и г для подвода и отвода воды в охлаждаемые сектора 4. На внешней трубе 9 приварен диск 15, к которому на упругих подвесках 16. подвешены охлаждаемые секторы 4, образуя рабочую поверхность дорна по форме, приближающейся к круговой. Патрубки 17 и 18 обеспечивают подвод и отвод воды к секторам.
В нижнюю диафрагму 13 ввернут стержень 19, на который надета пружина 20 и установлен .стакан 21, упирающийся своей конической частью д в регулировочные винты 22 упоров 23 секторов 4.
; Стержень 19 вьтолнен с отверстием .е по центру. На нижний конец стержня 19 повернута форсунка 24 с отС
g
СО
со
СХ)
ел
3150
верстиями ж для подачи воды, охлаждающей внутреннюю полость заготовки .
Для подвода воды к стержню 19 имеется трубка 25, вставленная в патрубок 7 стержня 5 и диафрагму 13.
В охлаясдающих загртовку секторах 4 для прохода воды имеются каналы.
Устройство работает следующим об- разом.
Перед началом разливки в кристаллизатор 1 с установленным на нем с помощью рамы 3 и гайки 6 дорном 2 механизмом перемещения заготовки (не показан) вводится затравка 26 так, чтобы в ее отверстие частично вошла нижняя часть дорна 2. В кристаллизатор 1 и дорн 2 подают для охлаждения воду. После этого начинают заливать жидкий металл из металло- приемника 27 в полость, образованную внутренними водоохлаждаемыми стенками кристаллизатора 1, рабочей поверхностью дорна 2, образованной водоохлаждаемыми поверхностями секторов 4, и верхней поверхностью затравки. Затвердевшая заготовка 28 извлекается затравкой из кристаллизатора.
В процессе кристаллизации на дор- не 2 образуется внутренняя корка заготовки, которая, охлаждаясь от секторов дорна, уменьшается по внутреннему диаметру за счет.усадки заго- товки. На секторы 4 дорна при этом действуют радиально направленные нагрузки. Благодаря тому, что между секторами есть зазоры б и сектора подвешены на гибких подвесках 16 к диску 15, секторы 4 начинают-смещаться к центру, предотвращая тем самым заклинивания дорна внутренней коркой заготовки. Благодаря наличию на секторах 4 заплечиков а жидкий металл не попадает в зазоры б, что не только не создает внутренних заусенцев на заготовке, но и предотвращает возможность потери способности дорна сужаться при усадке заготовки. Этим самым предотвращается защемление дорна заготовкой при ее усадке, и процесс разливки идет стабиль- но, при этом улучшается качество заготовок.
На нижний стержень 19 дорна уста- - новлены распорная пружина 20 и стакан 21 с конической частью д, упирающейся в регулировочние винты 22
Q
s 0 5 0
5 0 5
0
5
упоров 23 секторов 4, последние поджимаются к внутренней поверхности отливаемой заготовки всей поверхностью, что способствует более интенсивному отбору тепла от заготовки и улучшению качества внутренней поверхности заготовки.
Подвод охлаждающей воды к секторам 4 производится из полости в, образуемой диафрагмами 12 и 13, трубой 14, через патрубки 17. В полость в вода поступает через верхний вертикальный подвод 7, внутреннюю трубу 8. Отводится вода из секторов 4 в полость г, образуемую диафрагмами 11 и 12, трубой 14, через патрубки 18. Из полости г вода отводится в горизонтальный патрубок 10 через полость, образуемую трубами 8 и 9 сварного трубчатого стержня 5.
Подвод воды на охлаждения внутренней полости заготовни производится через отверстия ж форсунки 24, куда вода поступает по каналу е стержня 19 и трубке 25.
Использование дорна для непрерыв- ного литья польгх заготовок на машинах непрерывного и полунепрерывного литья заготовок повьпиает стабильность ведения процесса разливки с одновременным повьшением качества заготовок, кроме того, способствует повышению производительности машин непрерывного и полунепрерывного литья, отливающих полые металлические заготовки, за счет исключения их вынужденных остановок при защемлении дорнов и разрывах внутренних корок заготовок.
Формула изобретения
1. Дорн для вертикального лиТья полых заготовок, сЬдержащтнй установленные с зазором и..с возможностью радиального перемещения охлаждаемые секторы, образующие рабочую поверхность дорна, отличающийся тем, целью повьш1ения стабильности процесса литья и качества отливаемых заготовок, дорн снабжен подпружиненным стаканом, нижняя часть которого выполнена конической и сопряжена с нижней ч астью каждого охлаждаемого сектора, и упругими подвесками, посредством которых верхняя часть каждого охлаждаемого сектора закреплена на дорне.
51503985 6
2. Дорн по п.1,о т л и ч а ю- ры содержат заплечики, выполненные щ и и с я тем, что охлаждаемые секте- с перекрытием зазоров между ними.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для полунепрерывного литья полых заготовок | 1979 |
|
SU863162A2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ СЛИТКОВ | 1993 |
|
RU2089337C1 |
| Способ непрерывного литья полых заготовок | 1976 |
|
SU735376A1 |
| Способ непрерывного литья полых заготовок | 1989 |
|
SU1703244A1 |
| Способ непрерывного горизонтального литья полых слитков | 1982 |
|
SU1080918A1 |
| УСТРОЙСТВО ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2006337C1 |
| Устройство для вертикального непрерывного литья полых заготовок | 1987 |
|
SU1452647A1 |
| Устройство для полунепрерывного литья полых заготовок | 1975 |
|
SU570450A1 |
| Устройство для отливки полунепрерывных полых слитков | 1972 |
|
SU448055A1 |
Изобретение относится к непрерывной разливке металлических полых заготовок. Целью изобретения является повышение стабильности процесса литья и качества заготовок. Дорн состоит из охлаждаемых секторов, подвижных в радиальном направлении, причем зазоры между секторами закрыты заплечниками, а сектора закреплены с помощью упругих подвесок. 1 з.п. ф-лы, 3 ил.
10
21
Фиг.1
СЭЛ
(U2.
| Патент CUJA № 3708010, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
