I
4:
гии
Изобретение относится к металлур
, а точнее к непрерывной верти- . кальной разливке металлов в полые заготовки.
Цель изобретения - повьппение вы хода годных заготовок.
На чертеже изображено устройство для литья полых заготовок, продольный разрез,
i Увеличение выхода годных заготовок достигается за счет вертикального перемещения витков спирали совместно с захватившей их корочкой и исключается образование в ней попе- речньк трещин и прорывов. Благодаря тому,что время, в течение которого Дорн находится в защемленном состоянии, незначительно, предотвращается образование продольных трещин.
Конструкция позволяет регулировать конусность дорна и обеспечивать прижатие всех его витков к внутренне поверхности заготовки, что обеспечивает более эффективное охлаждение заготовки.
Устройство для литья полых заготовок содержит дорн, состоящий из корпуса I, к которому прикреплена коническая полая гильза 2 посредством ппилек 3, шайбы 4 и имеющихся на ильзе 2 фланцев 5, а также шпилек (, шайбы 7 и пружин 8. .Гильза 2 вы- олнена в виде спирали §, имеющей Йолость А и камеру Б. Полость А сое- нена с помощью труб 10 и 11 с сис- -емой охлаждения. Полость Б соедине- ika трубой 12 с источником регулируемого давления. На шайбе 4 установлен емкостной датчик 13, а на одной из апилек 6 - взаимодействующий с дат- Чиком 13 флажок 14, находящийся внут- rJH датчика в среднем (номинальном) положении. Дорн установлен в кристаллизаторе 15 и контактирует с заго- т овкой 16.
Источник регулируемого давления включает золотники 17 и 18, управление которых осуществляется от датчика 13.
Устройство для литья полых загото вок работает следую1цим образом.
Жидкий металл заливают в кристаллизатор 15, где он охлаждается между
,
10
15
20
25
30
5
0
5
0
стенками кристаллизатора и гильаой дорна, прр этом происходит образование внутренней и наружной корочек и формирование полой заготовки. После образования корочек требуемой толщины производят вытягивание полой заготовки из кристаллизатора. Образующаяся при затвердевании металла внутренняя корочка при равенстве параметров разливки расчетным сжимает гильзу дорна ус илием, не приводящим к защемлению дорна и, следовательно, к образованию трещин на поверхности внутренней корочки или к ее прорывам. При отклонении параметров процесса разливки от расчетных, йапри- мер при уменьшении скорости разливки нпи уменьшении температуры жидкого металла, корочка заготовки захватывает витки и спирали гильзы, перемещает их вниз, сжимая пружины 8. При этом флажок 14 глубже заходит в датчик 13, который подает сигнал на золотники 17 и 18. В полости Б происходит з меньшение давления, уменьшение диаметра витков спирали и освобождение гильзы от защемившей его корочки. После чего витки гильзы под действием пружин 8 возвращаются в исходное положение .
Изобретение позволяет улучпшть качество заготовок и увеличить выход годного металла за счет исключения образования трещин и прорьтОв.
Формула изобретения
Устройство для вертикального не- прерьшного литья полых заготовок, содержащее кристаллизатор идорн, состоящий из корпуса и конической полой гильзы с каналами для подвода и от- вода о хлаждающей жидкости, отличающееся тем, что, с целью повыршния выхода годных заготовок, гилбза выполнена в виде спирали, полость которой разделена вертикальной перегородкой на внутреннюю и внешнюю камеры, при этом внутренняя камера соединена с источником регулируемого давления, а внешняя - с каналами подвода и отвода охлаждающей жидкости.
18
От источи, давл.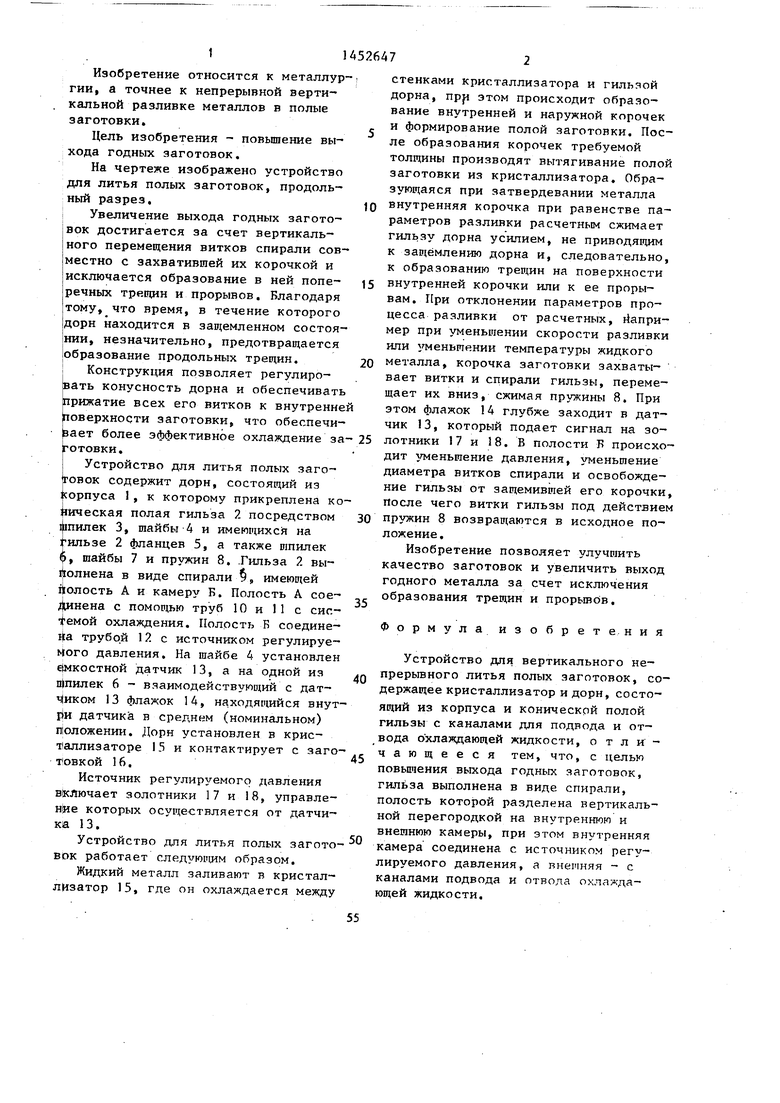
| название | год | авторы | номер документа |
|---|---|---|---|
| Дорн для машины непрерывного литья полых заготовок | 1986 |
|
SU1362564A1 |
| Способ непрерывного литья полых заготовок | 1989 |
|
SU1703244A1 |
| ДОРН С УПРАВЛЯЕМЫМ ПРОФИЛЕМ РАБОЧЕЙ ПОВЕРХНОСТИ ДЛЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 2013 |
|
RU2543627C2 |
| Способ непрерывного литья полой заготовки и машина для его осуществления | 1987 |
|
SU1482753A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ОТЛИВКИ ПОЛОЙ ЗАГОТОВКИ | 1972 |
|
SU427779A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2151663C1 |
| ДОРН КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 2013 |
|
RU2517094C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146573C1 |
| Способ автоматического управления процессом непрерывного литья слябов на машине непрерывного литья заготовок горизонтального типа с двусторонним вытягиванием | 1987 |
|
SU1496916A1 |
| ДОРН С ИЗМЕНЯЮЩЕЙСЯ КОНУСНОСТЬЮ РАБОЧЕЙ ПОВЕРХНОСТИ ДЛЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 2013 |
|
RU2516414C1 |

Изобретение относится к металлургии, а именно к устройствам для непрерьшйого вертикального литья полых заготовок. Цель изобретения - повышение выхода годных заготовок за счет предотвращения в них внутренних поперечных и продольных трещин. Конструкция подволяет изменять диаметр и конусность дорна при отклонениях параметров процесса от расчетных. Это предотвращает его защемление. Устройство состоит из кристаллизатора и дорна. Дорн выполнен в виде витков конической спирали, имеющей две полости. Одна полость расположена с внутренней стороны и сообщена с источником регулируемого давления. Другая полость расположена с наружной стороны и сообщена с каналами подвода и отвода охлаждающей жидкости, 1 ил. а (6 (Л С
| Дорн для отливки полых слитков из деформируемых алюминиевых сплавов | 1983 |
|
SU1115847A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
