Изобретение относится к области диагностики нефтегазопроводов (далее трубопроводов) и предназначено для автоматизации метода визуального и измерительного контроля поверхности труб, с целью определения безопасного рабочего давления и принятия решения о необходимом виде ремонта поверхности стенки труб.
Данной способ и устройство (варианты) можно использовать как при капитальном ремонте протяженных участков трубопровода, так и при техническом диагностировании труб в заводских либо полевых базовых условиях.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
В соответствии с отраслевым нормативными документами ОАО «Газпром» при техническом диагностировании трубопроводов применяются следующие методы неразрушающего контроля:
- визуально и измерительный контроль (далее ВИК);
- радиографический контроль;
- ультразвуковой контроль;
- внутритрубная дефектоскопия.
При этом на сегодняшний день только ВИК остается единственным измерительным методом контроля, результаты которого используются в прочностных расчетах для оценки влияния выявленных дефектов на работоспособность трубы, определения безопасного рабочего давления и принятия решения о необходимом виде ремонта поверхности стенки труб.
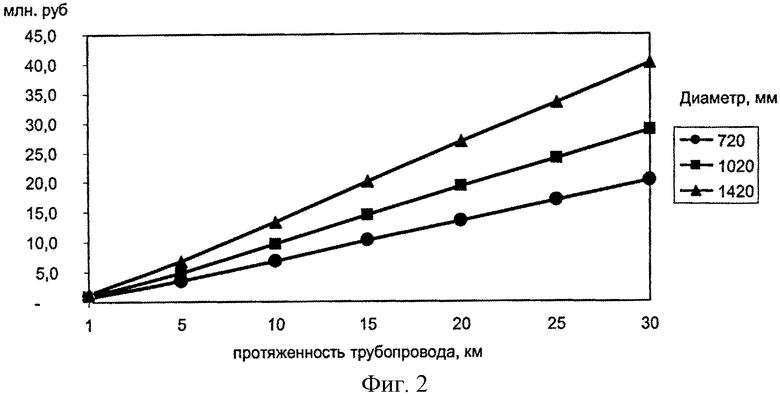
К тому же ВИК является одним из затратных методов контроля, так в соответствии с нормативами трудоемкости при выполнение ВИК поверхности труб, деталей и оборудования площадью 100 кв.дм. трудоемкость составляет 0,24 чел*ч (Нормативы трудоемкости на выполнение работ по технической диагностике оборудования газотранспортных и газодобывающих организаций. - М: ЦНИСГазпром, 2004, п.3.2.18). Расчет трудоемкость ВИК поверхности одного погонного метра труб различных диаметров представлен в таблице 1.
При этом в соответствии с Прейскурантом №26-05-28 «Оптовые цены на капитальный ремонт, диагностику и сервисное обслуживание оборудования и сооружений на объектах ОАО «Газпром» Часть V. Технологические операции по технической диагностике и неразрушающему контролю оборудования. - М.: ОАО «Газпром», 2005, с.16) оптовая цена ВИК и выбраковки деталей с видимыми дефектами площадью 1 кв.дм составляет 3 рубля в ценах 2005 года. Расчет стоимости ВИК поверхности одного погонного метра труб различных диаметров трубопровода представлены в таблице 2.
Таким образом, если рассчитать трудоемкость и стоимость работ ВИК поверхности труб, то при диагностировании протяженных участков трубопровода получаются следующие затраты, представленные на фигуре 1 и фигуре 2 соответственно.
Кроме того, результативность ВИК полностью зависит от квалификации специалиста и его психофизиологических особенностей (способность выполнять монотонную работу при различных погодных условиях), поэтому человеческий фактор оказывает значительное влияние на качество выполняемого ВИК.
Следовательно, существует потребность в способе и устройстве, позволяющих снизить затраты при проведении ВИК поверхности труб и минимизировать влияние человеческого фактора на результативность выполняемого контроля.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Способ автоматизации метода визуального и измерительного контроля поверхности труб заключается в том, что вся поверхность труб сканируется лазерными датчиками, позволяющими с высокой точностью мгновенно измерять профиль поверхности труб и ее геометрические параметры (длина трубы, овальность, кривизна). В результате сканирования формируется математическая трехмерная модель поверхности трубы, которая сохраняется в памяти ПЭВМ и используется для процесса расшифровки геометрических параметров поверхностных дефектов, их расположения на трубе и определения геометрических параметров трубы. По результатам расшифровки выполняется прочностной расчет для оценки влияния выявленных дефектов на работоспособность трубы, определения безопасного рабочего давления и принятия решения о необходимом виде ремонта поверхности стенки труб.
Техническим результатом заявляемого изобретения является расширение возможности метода визуального и измерительного контроля поверхности труб, позволяющего увеличить производительность выполнения контроля, повысить достоверность результатов, выполнить в автоматическом режиме оценку опасности выявленных дефектов и назначить необходимый вид ремонта труб.
Технический результат (как способ) достигается тем, что в способе автоматизации метода визуального и измерительного контроля поверхности труб производится лазерное сканирование всей поверхности труб, которое позволяет сформировать трехмерную математическую модель поверхности трубы высокой точности и определить ее геометрические параметры (длина, диаметр, овальность, кривизна), при этом результаты сканирования сохраняются в ПЭВМ и используются для расшифровки поверхностных дефектов, в результате чего определяются геометрические параметры дефекта, их расположение на поверхности трубы и геометрические параметры трубы, по результатам расшифровки выполняется прочностной расчет для оценки влияния выявленных дефектов на работоспособность трубы, определения безопасного рабочего давления и принятия решения о необходимом виде ремонта поверхности стенки труб.
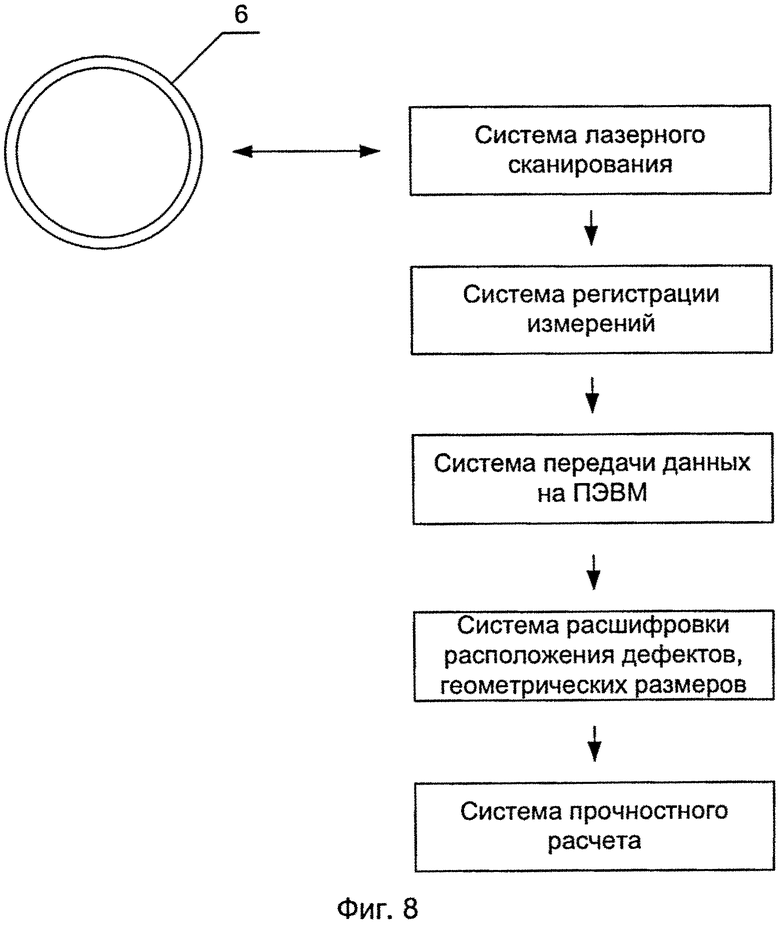
Технический результат (как устройство) достигается тем, что устройство для осуществления способа автоматизации метода визуального и измерительного контроля поверхности труб представляет собой автономный роботизированный комплекс, снабженный средствами перемещения, при этом устройство содержит, по меньшей мере, жесткий несущий корпус, взаимосвязанные системы лазерного сканирования поверхности труб, регистрации измерений, передачи данных на ПЭВМ, расшифровки расположения дефектов на поверхности труб, их геометрических параметров и геометрических параметров трубы, прочностного расчета для оценки влияния выявленных дефектов на работоспособность трубы, определения безопасного рабочего давления и принятия решения о необходимом виде ремонта поверхности стенки труб, при этом на корпусе установлен по меньшей мере один оптический лазерный блок, использующий триангуляционный принцип сканирования, который содержит два объектива и две матрицы, при этом сканирование поверхности труб производится путем перемещения лазерного блока относительно обследуемой трубы либо обследуемой трубы относительно лазерного блока.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Приложенные чертежи иллюстрируют только типовые варианты осуществления данного изобретения, и, следовательно, их не следует рассматривать как единственную реализацию заявляемого способа, поскольку изобретение может допустить другие варианты осуществления, имеющие равную эффективность.
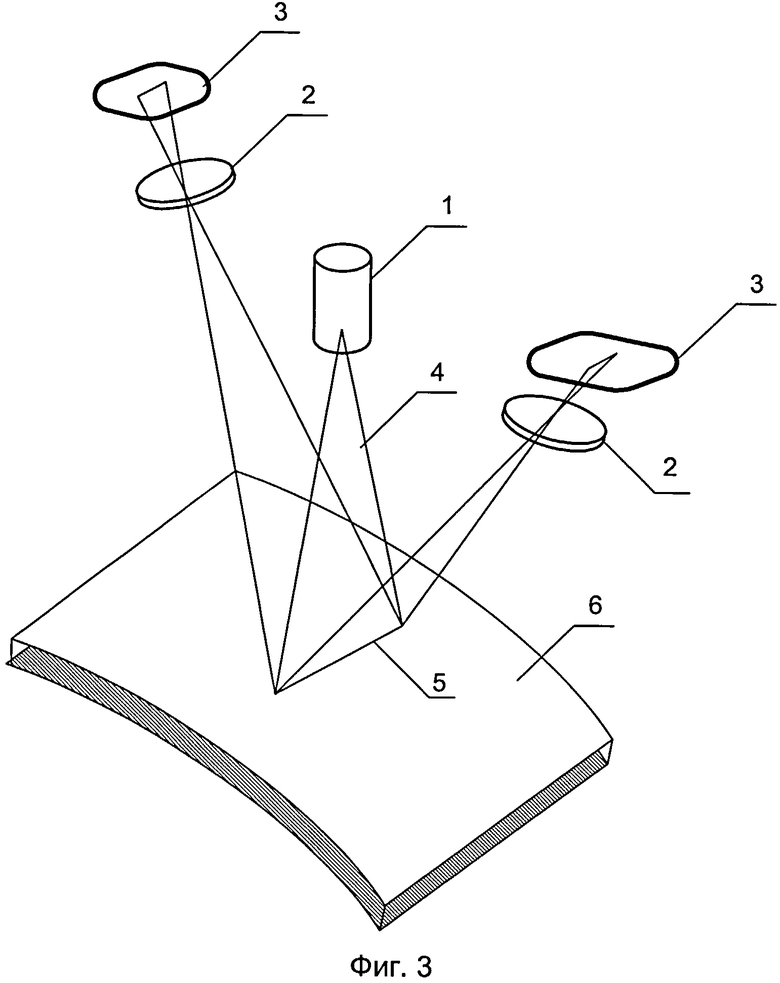
На фигуре 3 схематично показано система лазерного сканирования поверхности, где:
1 - лазер;
2 - объектив;
3 - фотоматрица;
4 - лазерный луч;
5 - световая линия;
6 - сканируемая поверхность трубы.
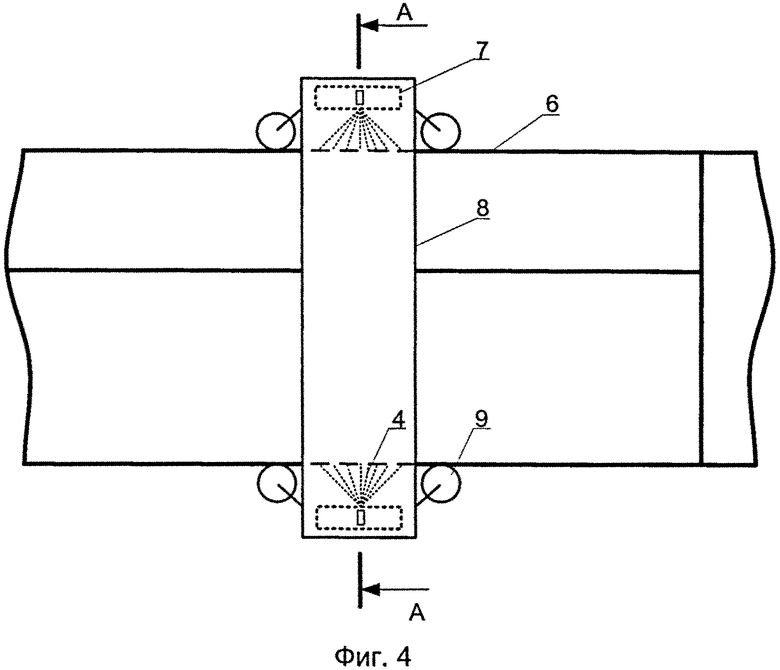
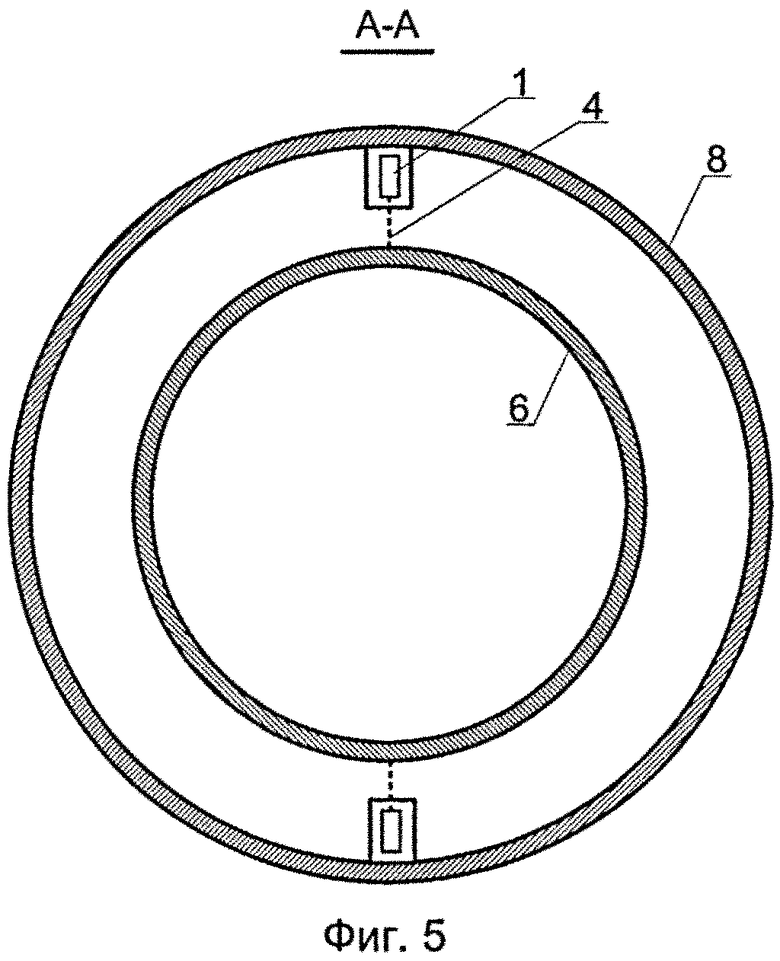
На фигуре 4 и фигуре 5 схематично показан один из вариантов устройства, осуществляющий предлагаемое изобретение:
7 - измерительный лазерный блок;
8 - корпус устройства;
9 - механизм перемещения устройства.
При этом овальность сечения трубы определяется по формуле
где
Lmax - максимальное измеренное расстояние от измерительного лазерного блока до поверхности металла трубы;
Lmin - минимальное измеренное расстояние от измерительного лазерного блока до поверхности металла трубы;
D - внутренний диаметр корпуса устройства.
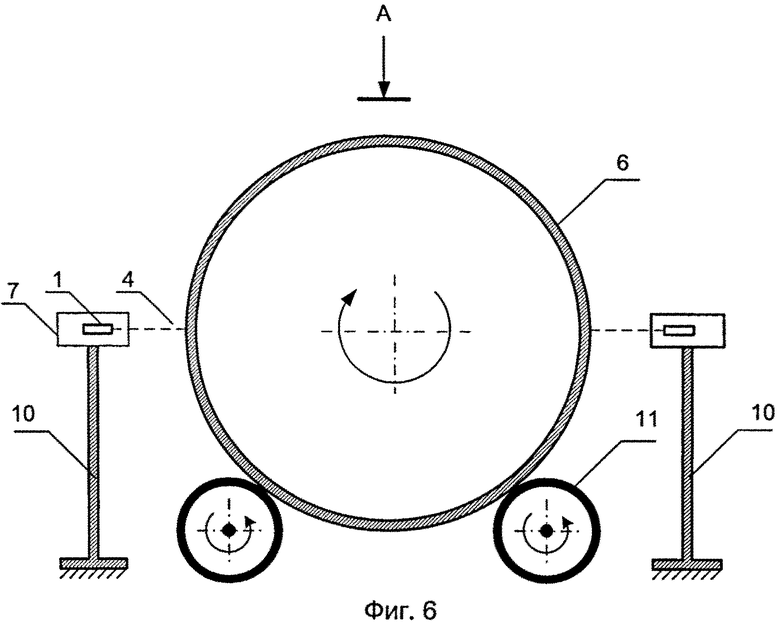
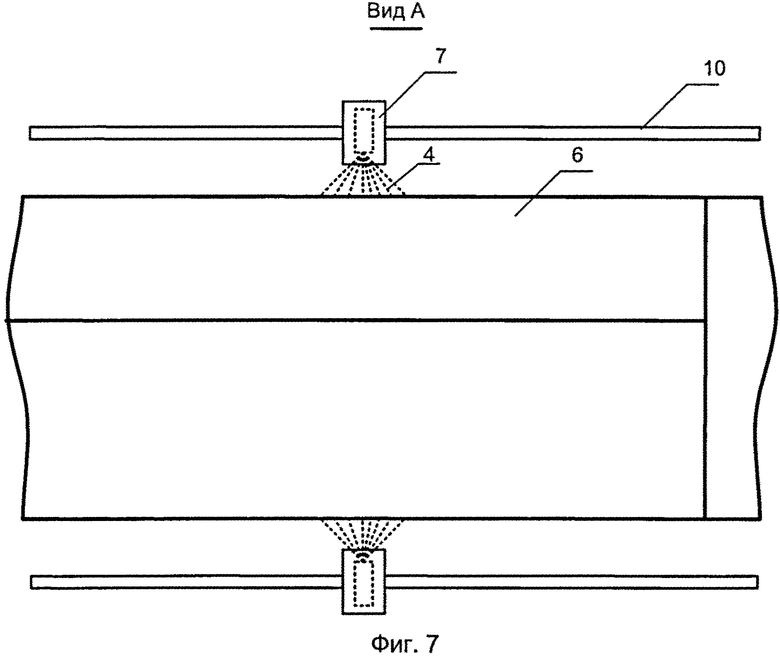
На фигуре 6 и фигуре 7 схематично показан следующий из вариантов устройства, осуществляющий предлагаемое изобретение:
10 - направляющие с установленными измерительными блоками;
11 - механизм поворота трубы.
При этом овальность сечения трубы определяется по формуле

где
L1, L2 - расстояние от измерительных лазерных блоков с обоих сторон до поверхности металла трубы;
H - расстояние между измерительными лазерными блоками.
На фигуре 8 схематично показана архитектура взаимодействия систем в предлагаемом устройстве.
Описанный выше способ и устройство, составляющие единый замысел, отвечающие требованиям новизны, неочевидности и промышленной применимости, предлагаются к правовой защите патентом на изобретение.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЗАЦИИ ВИЗУАЛЬНО-ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2815652C1 |
| СПОСОБ ИСПЫТАНИЯ ТРУБОПРОВОДА НА БЕЗОПАСНОЕ РАБОЧЕЕ ВНУТРЕННЕЕ ДАВЛЕНИЕ С ОЦЕНКОЙ ОПАСНОСТИ СУЩЕСТВУЮЩИХ ДЕФЕКТОВ В ТРУБОПРОВОДЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2473063C2 |
| СПОСОБ ВИЗУАЛЬНО-ИЗМЕРИТЕЛЬНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ, ПРЕИМУЩЕСТВЕННО ПОЛУЧЕННОГО СПОСОБОМ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2748861C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЗИРОВАННОЙ ПОВЕРХНОСТНОЙ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ПОДЗЕМНЫХ ГОРНЫХ ВЫРАБОТОК | 2022 |
|
RU2786912C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОЧАГОВ РАЗВИВАЮЩЕЙСЯ ПОДПЛЕНОЧНОЙ КОРРОЗИИ ГАЗОПРОВОДОВ | 2019 |
|
RU2715078C1 |
| СПОСОБ КОНТРОЛЯ СТАЛЬНОГО ЛИСТОВОГО ПРОКАТА НА НАЛИЧИЕ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ С ПРИМЕНЕНИЕМ ЛАЗЕРНЫХ ТРИАНГУЛЯЦИОННЫХ СКАНЕРОВ | 2022 |
|
RU2788586C1 |
| Лазерный способ определения технического состояния боеприпасов и их элементов | 2019 |
|
RU2736816C1 |
| СПОСОБ МНОГОПАРАМЕТРОВОГО КОНТРОЛЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ (ТРАНСПОРТНЫХ ТУННЕЛЕЙ, ЗДАНИЙ, СООРУЖЕНИЙ) | 2011 |
|
RU2467318C1 |
| Способ проведения неразрушающего контроля цилиндрических объектов и автоматизированный комплекс для его реализации | 2020 |
|
RU2764607C1 |
| Способ ремонта буксовых подшипников | 2024 |
|
RU2831828C1 |
Изобретение относится к области диагностики нефтегазопроводов и предназначено для автоматизации метода визуального и измерительного контроля поверхности труб, с целью определения безопасного рабочего давления и принятия решения о необходимом виде ремонта поверхности стенки труб. Способ и устройство, реализующее заявленный способ, заключаются в том, что вся поверхность труб сканируется лазерными датчиками, которые позволяют с высокой точностью мгновенно измерять профиль поверхности труб и ее геометрические параметры. В результате сканирования формируется математическая трехмерная модель поверхности трубы, которая сохраняется в памяти ПЭВМ и используется для процесса расшифровки геометрических параметров поверхностных дефектов, их расположения на трубе и определения геометрических параметров трубы. По результатам расшифровки выполняется прочностной расчет для оценки влияния выявленных дефектов на работоспособность трубы, определения безопасного рабочего давления и принятия решения о необходимом виде ремонта поверхности стенки труб. Технический результат - повышение достоверности результатов при выявлении дефектов трубы. 2 н.п. ф-лы, 8 ил., 1 табл.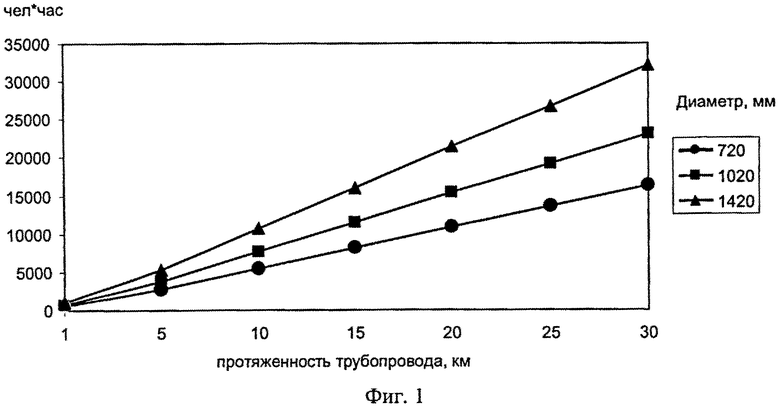
1. Способ автоматизации метода визуального и измерительного контроля поверхности труб, заключающийся в том, что в результате перемещения устройства для автоматизации метода визуального и измерительного контроля относительно обследуемой трубы либо обследуемой трубы относительно устройства производится лазерное сканирование всей поверхности трубы, которое позволяет сформировать трехмерную математическую модель поверхности трубы высокой точности и определить геометрические параметры дефектов и их расположение на поверхности трубы, а также геометрические параметры трубы, такие как длина, диаметр, овальность, кривизна, отличающийся тем, что сканирование поверхности трубы осуществляется по принципу триангуляционного сканирования и в результате установленных геометрических параметров дефектов и геометрических параметров трубы выполняется прочностной расчет для оценки влияния выявленных дефектов на работоспособность трубы, определения безопасного рабочего давления и принятия решения о необходимом виде ремонта поверхности стенки труб.
2. Устройство для осуществления способа автоматизации метода визуального и измерительного контроля поверхности труб представляет собой автономный роботизированный комплекс, снабженный средствами перемещения, содержащее жесткий несущий корпус, оптический лазерный блок, отличающееся тем, что содержит взаимосвязанные системы лазерного сканирования поверхности труб, регистрации измерений, передачи данных на ПЭВМ, расшифровки расположения дефектов на поверхности труб, их геометрических параметров и геометрических параметров трубы, прочностного расчета для оценки влияния выявленных дефектов на работоспособность трубы, определения безопасного рабочего давления и принятия решения о необходимом виде ремонта поверхности труб, при этом на корпусе установлен по меньшей мере один оптический лазерный блок, использующий триангуляционный принцип сканирования, который содержит два объектива и две матрицы, при этом сканирование поверхности труб производится путем перемещения лазерного блока относительно обследуемой трубы либо обследуемой трубы относительно лазерного блока.
| УСТРОЙСТВО ДЛЯ СПЛОШНОГО СКАНИРУЮЩЕГО КОНТРОЛЯ КАЧЕСТВА НЕПОВОРОТНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2011 |
|
RU2455625C1 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ И СПОСОБ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ | 2007 |
|
RU2397489C1 |
| RU 2004125461 A, 10.02.2006 | |||
| ОПТИЧЕСКИЙ ДЕФЕКТОСКОП ДЛЯ КОНТРОЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ЖИДКОСТНЫХ ТРУБОПРОВОДОВ | 1998 |
|
RU2150690C1 |

