Группа изобретений относится к области неразрушающего контроля цилиндрических объектов, а именно к устройствам и способам диагностики магистральных трубопроводов, газопроводов с целью обнаружения на них поверхностных дефектов.
Известен способ автоматизированного контроля сплошности изделий, в ходе которого проводят размещение на изделии в начале траектории сканирования эталонного дефекта, измерение перед проведением контроля величины сигнала на изделии на расстоянии не более размера минимального дефекта, измерение величины изменения сигнала на эталонном дефекте, установку величины порогового сигнала для выявления дефектов, двухмерное сканирование в координатах х, у поверхности контролируемого объекта по траектории возвратно-поступательного движения датчиком излучения физического поля, воздействие на изделие в процессе сканирования физическим полем в виде импульсного сигнала, измерение величины сигналов излучения физического поля после взаимодействия с изделием с каждой точки поверхности изделия, регистрацию дефектов Mj, путем сравнения текущего значения сигнала по траектории сканирования с значением пороговым сигнала, при этом в качестве физического поля используют ультразвуковое, радиоволновое, рентгеновское или инфракрасное. (RU 2720437 С1, "Способ автоматизированного контроля сплошности изделий и устройство для его осуществления", патентообладатель - Акционерное общество "Дзержинское производственное объединение "Пластик" (АО "ДПО "Пластик") (RU), МПК G01N 25/72 (2006.01), опубл. 29.04.2020)
Недостатком известного способа является необходимость использования обратной связи для управления частотой зондирующих импульсов и управления шагом спиралевидной траектории движения датчика для неразрушающего контроля, что в свою очередь значительно усложняет электронику, увеличивая ее стоимость, а также уменьшает скорость проведения контроля.
Известен наружный сканирующий дефектоскоп, содержащий сегментированную стальную раму, опорные колеса, ходовые колеса, ходовой привод, дизель-электрический генератор, магнитную поисковую систему продольного намагничивания, магнитную поисковую систему поперечного намагничивания, колесный одометр, устройство сбора датчиковой информации, бортовую электронную аппаратуру, переносной компьютер, радиоканал обмена информацией между бортовой электронной аппаратурой и переносным компьютером, при этом в него введены первая и вторая группы ходовых электродвигателей, группа вихретоковых преобразователей неразрушающего контроля, узел изменения намагниченности стенки трубы, корзина на маятниковом подвесе в соответствующем звене сегментированной рамы, вращающаяся электрическая контактная система, первая и вторая упругие сцепки, а также другие конструкционные элементы. (RU 2539777 С1, НАРУЖНЫЙ СКАНИРУЮЩИЙ ДЕФЕКТОСКОП, МПК G01N 27/83 (2006.01), опубл. 27.01.2015).
Наиболее близким техническим решением к заявленному автоматизированному комплексу является устройство для сплошного сканирующего контроля качества изделий цилиндрической формы, содержащее блок контрольно-измерительной аппаратуры, дистанционного управления и обмена данными и механизм перемещения по цилиндрической поверхности. Блок контрольно-измерительной аппаратуры, дистанционного управления и обмена данными может включать в себя: электрошкаф, установленный на одной из платформ, комплект диагностических датчиков (вихретокового, электромагнитно-акустического, визуального контроля, а также датчиков обнаружения координат местоположения дефектов и иных аномалий), смонтированных с помощью кронштейнов на одной из платформ с возможностью регулировки расстояния от поверхности датчиков до поверхности объекта контроля и их положения относительно образующей цилиндрической поверхности этого объекта, батареи электропитания, закрепленные на свободной (или свободных) от диагностического оборудования платформе (или платформах) и пульт дистанционного управления. (RU 2455625 С1, УСТРОЙСТВО ДЛЯ СПЛОШНОГО СКАНИРУЮЩЕГО КОНТРОЛЯ КАЧЕСТВА НЕПОВОРОТНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ, МПК G01M 3/18 (2006.01), F17D 5/06 (2006.01), G01N 29/265 (2006.01), опубл. 10.07.2012).
Недостатком указанного ближайшего аналога является высокая вероятность неточности обнаружения дефектов в связи с тем, что контроль за дефектами осуществляют либо ультразвуковым, либо вихретоковым, либо магнитным способом неразрушающего контроля, что значительно ухудшает качество обнаружения дефектов.
Технический результат, на достижение которого направлена заявленная группа изобретений, заключается в увеличении скорости диагностики магистральных трубопроводов, газопроводов при капитальном ремонте за счет исключения применения трудоемкого подтверждающего ручного неразрушающего контроля, а также в повышении достоверности автоматизированного контроля дефектов.
Указанный технический результат достигается за счет разработки способа проведения неразрушающего контроля цилиндрических объектов, осуществляемого автоматизированным комплексом для проведения неразрушающего контроля, оснащенным сканирующей головкой, на которой расположены телекамера для проведения визуального контроля, а также вихретоковые датчики для проведения вихретокового контроля и ультразвуковые электромагнитно-акустические датчики для проведения ультразвукового контроля, в ходе которого перед проведением автоматизированного неразрушающего контроля проводят настройку упомянутых вихретоковых и ультразвуковых электромагнитно-акустических датчиков, после чего осуществляют неразрушающий контроль протяженного цилиндрического объекта при одновременной работе телекамеры и вихретоковых и ультразвуковых датчиков, при этом настройку вихретоковых датчиков осуществляют на стандартных образцах, имитирующих язвы и трещины, а настройку ультразвуковых электромагнитно-акустических датчиков осуществляют на стандартных образцах, имитирующих трещины, в результате настройки вихретоковых датчиков строят комплексную плоскость, отображая на ней пороговые уровни и области язв и трещин, а в результате настройки ультразвуковых датчиков строят А-развертку, отображая на ней пороговый уровень, область трещин и область повышенной чувствительности для всех остальных типов дефектов, причем на упомянутой А-развертке по оси абсцисс представлено время прихода сигнала, по оси ординат - амплитуда сигнала, затем проводят неразрушающий контроль протяженного цилиндрического объекта, при этом при проведении неразрушающего контроля вихретоковыми датчиками, в случае попадания сигнала в область трещин (ВК-Т) и в область язв (ВК-Я) в программном обеспечении одноименным параметрам ВК-Т и ВК-Я присваивают значение «1», что свидетельствует о наличие дефекта или о ложном срабатывании датчиков, а в случае непопадания сигнала в области трещин и язв упомянутым выше одноименным параметрам присваивают значение «0», при проведении неразрушающего контроля ультразвуковыми датчиками, в случае попадания сигнала в область трещин (УК-Т) и в область всех остальных типов дефектов (УК-Пч) в программном обеспечении одноименным параметрам УК-Т и УК-Пч присваивают значение «1», а в случае непопадания сигнала в указанные области упомянутым параметрам УК-Т и УК-Пч присваивают значение «0», при проведении неразрушающего контроля посредством телекамеры, программное обеспечение идентифицирует на изображении, полученном с телекамеры, светлый цвет продуктов коррозии, присваивая параметру Т-СЦ, отвечающему за наличие светлого цвета продуктов, значение «1», и остатки праймера, присваивая параметру Т-ОП, отвечающему за наличие остатков праймера, значение «1», при этом в случае сигнализации о наличии язвы по результатам вихретокового контроля, то есть в случае получения значения параметра ВК-Я равным «1», производят оценку результатов телевизионного контроля в этой области, и в случае, если остатки праймера в ней не идентифицированы, то есть значение параметра Т-ОП равно «0», то исследуемую область классифицируют как область язв, а в случае обнаружения остатков праймера, то есть при значении параметра Т-ОП равным «1», исследуемую область проверяют ультразвуковыми датчиками на повышенной чувствительности, принимая, что у вихретоковых датчиков произошло ложное срабатывание, и в случае наличия ультразвукового сигнала, то есть при значении параметра УК-Пч равным «1», область классифицируют как область с наличием коррозионной язвы, в противном случае, при значении параметра УК-Пч равным «0», принимают, что у ультразвуковых датчиков произошло ложное срабатывание, в случае сигнализации о наличии трещины по результатам вихретокового контроля осуществляют оценку результатов телевизионного контроля и если идентифицирован светлый цвет продуктов коррозии, то есть значение параметра равно «1», то данную область классифицируют как область с наличием коррозионного растрескивания под напряжением, в противном случае, при Т-СЦ равном «0», принимают, что у вихретоковых датчиков произошло ложное срабатывание, в результате чего осуществляют контроль ультразвуковыми датчиками, при этом в случае наличия сигнала, то есть при значении параметра УК-Т равным «1», исследуемую область классифицируют как область с наличием коррозионного растрескивания под напряжением, в противном случае, при значении параметра УК-Т равным «0», принимают, что у ультразвуковых датчиков произошло ложное срабатывание, после чего области, идентифицированные как области с наличием язв и с наличием коррозионного растрескиванием под напряжением, объединяют посредством известных алгоритмов кластеризации, а длину и ширину выявленных дефектов определяют путем сопоставления данных проведенного неразрушающего контроля с данными энкодера и акселерометра, установленных на устройстве, проводящем автоматизированный неразрушающий контроль, а глубину обнаруженных дефектов определяют либо по корреляционным зависимостям амплитуды сигнала вихретоковых и ультразвуковых датчиков контроля, полученных экспериментально, либо по результатам проведения лазерной профилеметрии.
Кроме того, указанный технический результат достигается также за счет того, что в автоматизированном комплексе для проведения неразрушающего контроля цилиндрических объектов, в состав которого входят сканирующая головка, включающая в себя систему визуального контроля дефектов, системы датчиков вихревого и ультразвукового контроля дефектов, механизм перемещения, состоящий из ведомых и приводных колес, электродвигатели, источники питания, а также регулятор диаметра автоматизированного комплекса, согласно изобретению, приводные колеса оснащены датчиками пути, система визуального контроля включает в себя телевизионную камеру, расположенную на сканирующей головке между линией датчиков ультразвукового контроля и линией вихретоковых датчиков, при этом телевизионная камера установлена относительно поверхности исследуемого цилиндрического объекта на высоту, при которой диаметр зоны ее обзора больше или равен ширине ряда вихретоковых датчиков контроля, которые в свою очередь расположены на сканирующей головке в шахматном порядке и в количестве, позволяющем обеспечить ширину зоны контроля, превышающую величину шага спиральной траектории, по которой автоматизированный комплекс движется вдоль исследуемого цилиндрического объекта, система ультразвукового контроля включает в себя электромагнитно-акустические датчики контроля, также расположенные на сканирующей головке в шахматном порядке, при этом ряды датчиков вихретокового и ультразвукового контроля на сканирующей головке разнесены на расстояние, превышающее неконтролируемую зону датчиков ультразвукового контроля.
Технический результат достигается также за счет того, что указанный автоматизированный комплекс оснащен акслерометрами и энкодером, а также что телевизионная камера визуальной системы контроля может быть оснащена лазерными триангуляционными датчиками.
Сущность заявленной группы изобретений поясняется чертежами (Фигуры 1-5):
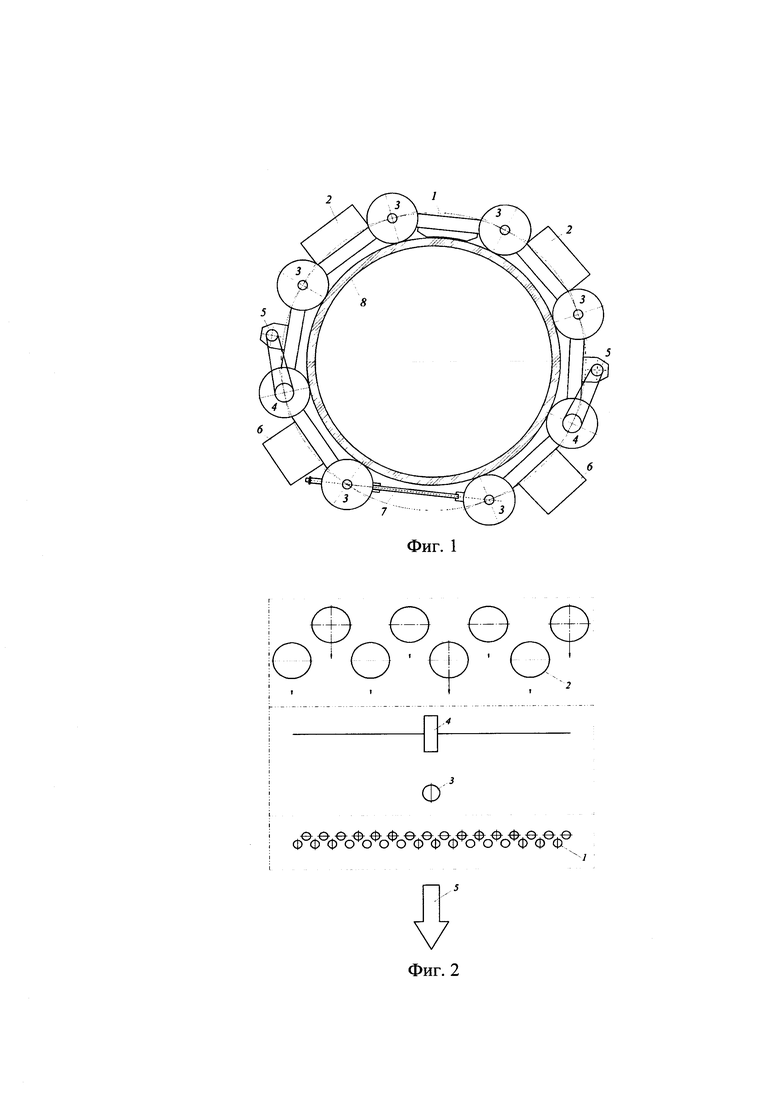
Фиг. 1 - общий вид автоматизированного комплекса для проведения неразрушающего контроля, вид спереди;
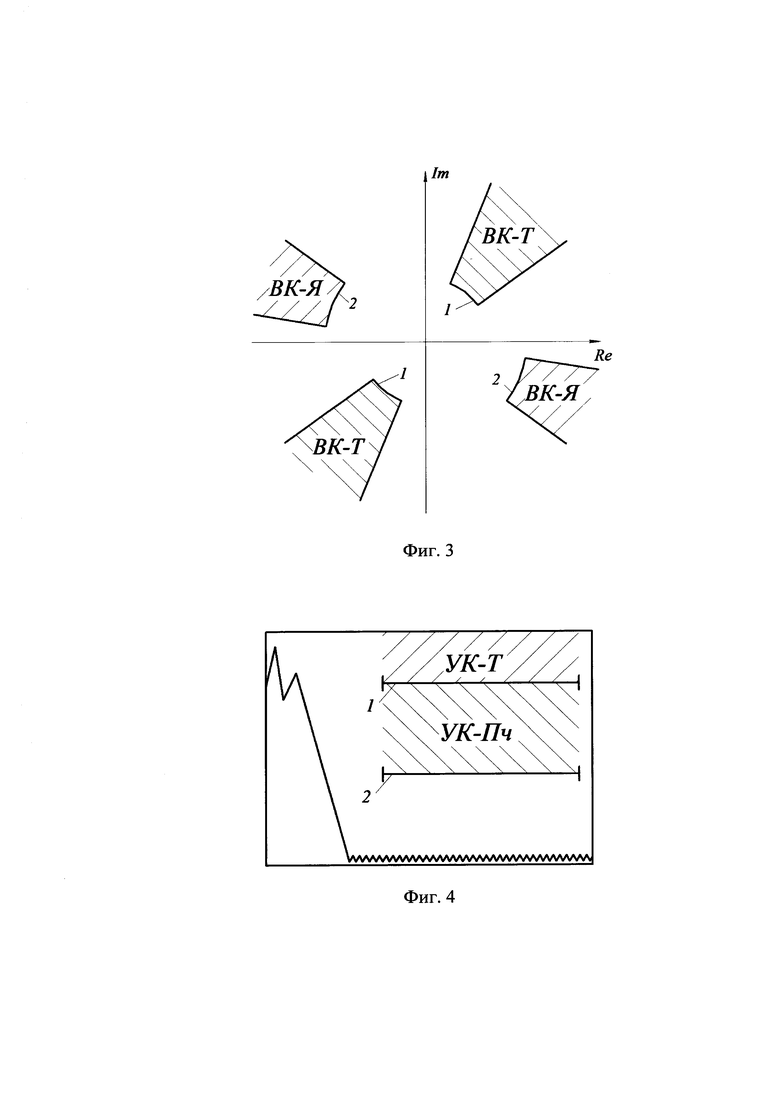
Фиг. 2 - схема расположения датчиков вихретокового, ультразвукового и визуального контроля на сканирующей головке и направления движения сканирующей головки относительно сканируемого объекта;
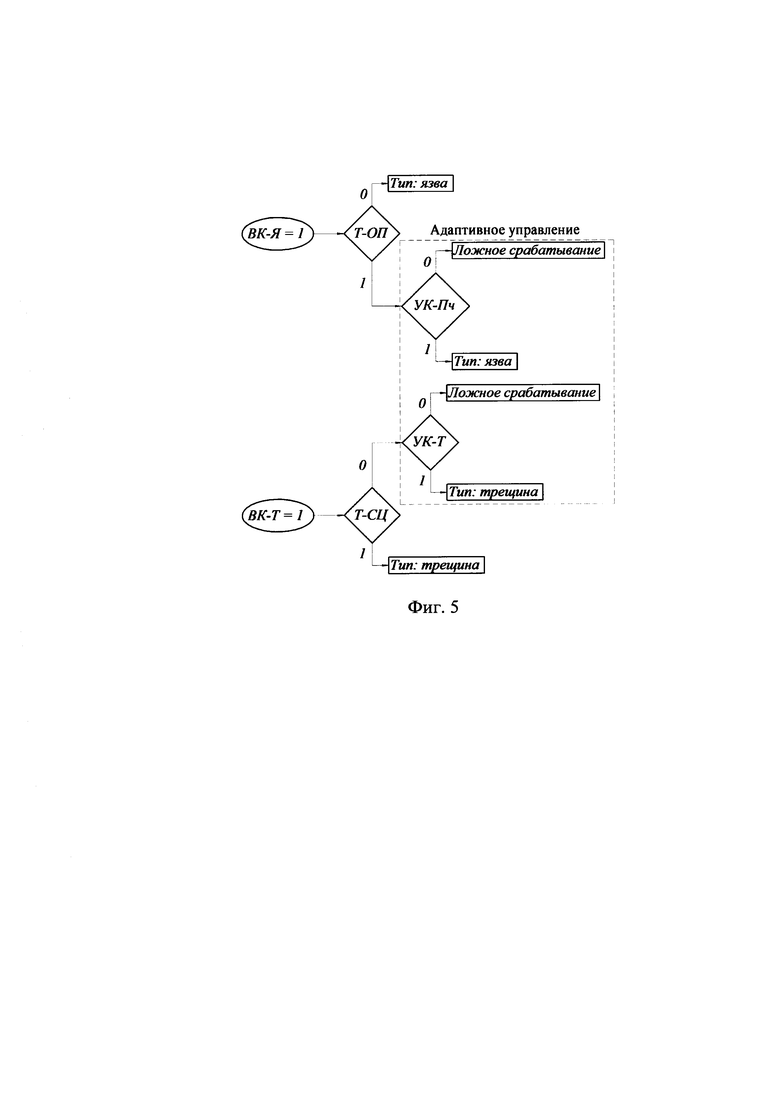
Фиг. 3 - схема комплексной плоскости системы вихретокового контроля
Фиг. 4 - схема А-развертки системы ультразвукового контроля;
Фиг. 5 - алгоритм комплексирования данных и адаптивного управления.
Автоматизированный комплекс (Фиг. 1) для проведения неразрушающего контроля протяженного цилиндрического объекта (например, магистрального газопровода, трубопровода и т.д.) включает в себя:
- сканирующую головку 1, включающую в себя набор датчиков, подключенных к электронным блокам 2 (дефектоскопам) вихретокового, ультразвукового и визуального (телевизионного) контроля;
- ведомые колеса 3;
- приводные колеса 4;
- электродвигатели 5;
- источники 6 питания;
- регулятор 7 размера автоматизированного комплекса.
Остальные части комплекса - приспособления, позволяющие перемещать весь автоматизированный комплекс по спиральной траектории на поверхности протяженного цилиндрического объекта, например, магистрального газопровода (направление движения сканирующей головки (и всего автоматизированного комплекса в целом) по спиральной (винтовой) траектории вдоль трубы показано на Фиг. 2, поз. 5). Кроме того, следует отметить, что местоположение сканирующей головки 1, координаты и положение дефекта на развертке цилиндрического объекта определяют на основе данных датчика пути и акселерометра (на чертеже не показаны). Датчики пути установлены только на ведомых колесах 3 с целью исключения ложных показаний в координате из-за проскальзывания ведущих колес, а акселерометры расположены внутри электронных блоков 2. Также, автоматизированный комплекс оснащен энкодером (на чертеже не показан).
Сканирующая головка 1 с содержащимися на ней системами вихретокового, ультразвукового и визуального контроля дефектов, а также электронные блоки 2 упомянутых систем контроля дефектов помещены на механизм перемещения, который позиционируется на поверхности трубы за счет ведомых колес 3 (Фиг. 1). Приводные колеса 4 приводятся в движение электродвигателями 5, которые питаются от источников питания 6. С помощью регулятора 7 механизм перемещения подстраивается под различные размеры исследуемого протяженного цилиндрического объекта.
Сканирующая головка (Фиг. 2) состоит из вихретоковых датчиков 1, электромагнитно-акустических (ЭМА) датчиков 2, камеры для телевизионного контроля 3, которая так же может быть дополнена одним или несколькими лазерными триангуляционными датчиками 4 для проведения лазерной профилеметрии. Все контролирующие датчики на сканирующей головке работают одновременно.
Система вихретокового контроля состоит из набора расположенных в шахматном порядке низкочастотных вихретоковых датчиков, а именно дифференциальных вихретоковых датчиков, имеющих довольно низкую частоту в диапазоне 5-500 кГц. Расположение вихретоковых датчиков в шахматном порядке (Фиг. 2, поз.1) выполнено с целью исключения неконтролируемых областей между соседними датчиками и, следовательно, повышения достоверности контроля (здесь следует отметить, что неконтролируемая область - это область, расположенная между датчиками, которые располагались бы не в шахматном порядке). При этом количество вихретоковых датчиков выбирается таким, при котором обеспечивается ширина зоны контроля, большая, чем шаг спиральной траектории, по которой автоматизированный комплекс со сканирующей головкой перемещается вдоль исследуемого цилиндрического объекта. Здесь стоит пояснить следующее. Для того, чтобы не происходило отставание от механизированной ремонтной колонны (между очистной и изолирующей машинами), автоматизированный комплекс для неразрушающего контроля должен двигаться со скоростью не менее двух погонных метров в минуту. В случае заявленного технического решения траектория движения сканирующей головки выбрана спиралевидной. Если шаг спирали будет больше, чем зона контроля сканирующей головки (зона контроля - зона, контролируемая сканирующей головкой и равная ширине ряда вихретоковых датчиков), то не вся поверхность протяженного цилиндрического объекта (например, магистрального трубопровода) будет проконтролирована. То есть шаг спирали ограничен шириной ряда вихретоковых датчиков. А ширина ряда вихретоковых датчиков напрямую зависит от их количества. Стандартные многоканальные дефектоскопы обычно предназначены для одновременного подключения 32, 16 и т.д. датчиков, при этом каждый датчик осуществляет контроль под собой области диаметром приблизительно равном 9 мм. В случае заявленного автоматизированного комплекса датчики установлены в шахматном порядке. То есть, если датчиков 32, ширина зоны контроля составляет приблизительно 260 мм, тогда примем, что шаг спирали, по которой движется комплекс, составляет 250 мм для магистрального трубопровода диаметром 1420 мм. В этом случае, скорость движения сканирующей головки составляет 595 мм/сек. Если же принять количество датчиков равное 16, то при ширине зоны контроля вдвое меньшей, чем в предыдущем примере, скорость движения сканирующей головки составляет 1186 мм/сек, а при такой скорости может наблюдаться потеря данных при оцифровке. Из этих двух примеров видно, что именно верно просчитанное количество датчиков в зависимости от шага спиралевидной траектории движения сканирующей головки позволяет добиться более эффективного и достоверного результата обнаружения дефектов на сканирующей поверхности.
Система ультразвукового контроля состоит из набора электромагнитных-акустических датчиков, расположенных также в шахматном порядке (Фиг. 2, поз. 2), как и вихретоковые датчики, с целью исключения неконтролируемых областей между соседними датчиками и, следовательно, повышения достоверности контроля. В качестве ультразвуковых датчиков выбраны бесконтактные электромагнитно-акустические (ЭМА) датчики, излучающие поверхностные ультразвуковые волны (каждый из ЭМА датчиков состоит из постоянного магнита и меандровой катушки под ним, в результате совместной работы которых в контролируемом металле создаются силы магнитострикции, генерирующие поверхностные ультразвуковые волны) в область вихретоковых датчиков, причем частота ЭМА датчиков составляет от 500 до 1500 кГц. При этом, ряд ЭМА датчиков обеспечивает сканирование области по ширине, большей или равной ширине ряда вихретоковых датчиков. Кроме того, ряды ЭМА датчиков и вихретоковых датчиков разнесены на расстояние, превышающее неконтролируемую зону ЭМА датчиков. Такое расположение позволяет исключить влияние неоднородного магнитного поля, создаваемого ультразвуковым ЭМА датчиком на вихретоковые датчики, что приведет к уменьшению количества помех у вихретоковых датчиков, что также ведет к большей достоверности контроля исследуемой сканируемой поверхности.
Стоит отметить также, что шахматное расположение датчиков вихретокового и ультразвукового контроля (Фиг. 2, поз. 1 и 2) позволяет осуществить перекрытие контролируемой зоны между всеми датчиками, что в свою очередь позволяет обеспечить сплошное сканирование всей области, где расположены датчики, и, естественно, увеличить вероятность выявления поверхностных дефектов.
Система визуального (телевизионного) контроля состоит из телекамеры для осуществления телевизионного контроля, которая в свою очередь так же может быть дополнена одним или несколькими лазерными триангуляционными датчиками (Фиг. 2, поз. 3 и 4). Упомянутая камера для телевизионного контроля расположена между линиями ЭМА датчиков и вихретоковых датчиков на такой высоте относительно поверхности исследуемого протяженного цилиндрического объекта, при которой диаметр зоны обзора камеры имеет значение, большее или равное ширине ряда вихретковых датчиков. Здесь следует отметить, что чем выше относительно сканируемой поверхности находится камера, тем большую область охватывает ее съемка. В данном случае необходимо, чтобы камера делала съемку той же области, что контролируют и вихретоковые датчики, поскольку в заявленном автоматизированном комплексе все датчики контроля работают одновременно, то есть контролируя все вместе одну зону сканируемого объекта. Поскольку вихретоковые датчики осуществляют контроль зоны, которая находится под ними, соответственно ширина ряда вихретоковых датчиков определяет ширину зоны контроля.
Такое расположение систем контроля (вихретоковые датчики телевизионная камера - ЭМА датчики) позволяет значительно сократить размеры сканирующей головки, а также исключить влияние неоднородного магнитного поля, создаваемого ультразвуковым ЭМА датчиком на вихретоковые датчики. Как правило, располагать рядом ЭМА датчики и вихретоковые датчики не целесообразно, поскольку у ЭМА датчиков есть так называемая "мертвая зона" и находящиеся в ЭМА датчиках постоянные магниты создают помехи для вихретоковых датчиков. Если располагать датчики в автоматизированном комплексе, например, так: "ЭМА датчики - вихревые датчики - телекамера", то придется разносить ЭМА датчики от вихретоковых на достаточно большое расстояние, что потребует больших размеров сканирующей головки.
Способ проведения неразрушающего контроля протяженного цилиндрического объекта, который реализуется посредством описанного выше автоматизированного комплекса, осуществляется следующим образом.
Автоматизированный комплекс устанавливается на протяженный цилиндрический объект, например, магистральный газопровод, при этом нужный диаметр автоматизированного комплекса по размеру исследуемого газопровода регулируется при помощи регулятора 7. Включают источники 6 питания, которые питают электродвигатели 5, приводящие в движение приводные колеса 4, приводя тем самым в движение механизм перемещения, включающий так же ведомые колеса 3. Таким образом автоматизированный комплекс начинает перемещаться по исследуемой трубе по спиральной траектории с целью выявления поверхностных дефектов посредством сканирующей головки 1, оснащенной набором датчиков, подключенных к электронным блокам 2 (дефектоскопам) систем вихретокового, ультразвукового и визуального (телевизионного) контроля. Выявление (контроль) дефектов осуществляют при одновременной работе датчиков вихревого и ультразвукового контроля и телекамеры, то есть при одновременной работе трех упомянутых выше систем контроля (вихретоковой, ультразвуковой и визуальной (телевизионной)).
Как было указано выше, система вихретокового контроля включает в себя набор низкочастотных вихретоковых датчиков, расположенных в шахматном порядке. На вихретоковый датчик из электронного блока подается напряжение, наводящее ЭДС в катушке преобразователя. В металле изделия наводятся вихревые токи и в результате искажения вихревых токов дефектами происходит изменения электромагнитного импеданса (индуктивного и реактивного сопротивлений) катушки вихретокового датчика. Аналоговые сигналы от вихретокового датчика оцифровываются в электронном блоке и представляются в виде комплексной плоскости. Перед обследованием газопровода система вихретокового контроля настраивается на стандартном образце, содержащем поверхностный паз, имитирующий трещину, а также вертикальное сверление, имитирующее коррозионную язву. При настройке выявляется эталонный имитатор дефекта, а также записываются его параметры, такие как чувствительность и расположение. Далее, в процессе проведения неразрушающего контроля, все значения, полученные от сигналов датчиков, сравниваются с эталонными. В результате такой настройки, на комплексной плоскости системы вихретокового контроля устанавливаются пороговые уровни 1 и 2 (Фиг. 3) соответственно, а также области трещин (ВК-Т) и язв (ВК-Я). При проведении контроля, в случае попадания сигнала в область ВК-Т в программном обеспечении параметру ВК-Т присваивается значение «1», аналогичная ситуация происходит с параметр ВК-Я при попадании сигнала в область ВК-Я.
Система ультразвукового контроля, как было указано выше, состоит из электромагнитно-акустических датчиков, распложенных, как и вихретоковые, в шахматном порядке. Каждый из ЭМА датчиков состоит из постоянного магнита и меандровой катушки под ним, в результате совместной работы которых в контролируемом металле создаются силы магнитострикции, генерирующие поверхностные ультразвуковые волны. Упомянутые поверхностные волны отражаются от дефектов и при возвращении в ЭМА датчики на выходе катушки генерируют сигналы. Полученные сигналы оцифровываются в электронном блоке ЭМА датчика и представляются в виде А-развертки, где по оси абсцисс представлено время прихода сигнала, а по оси ординат - амплитуда сигнала.
Перед обследованием протяженного цилиндрического объекта система ультразвукового контроля настраивается на стандартном образце, содержащем поверхностный паз, имитирующий трещину, в результате чего формируется на А-развертке устанавливается пороговый уровень 1. При проведении контроля в случае попадания сигнала в область УК-Т (область трещин) в программном обеспечении параметру УК-Т присваивается значение «1», аналогичная ситуация происходит с параметром УК-Пч в области УК-Пч (область повышенной чувствительности). Чувствительность параметра УК-Пч может быть на 3-9 дБ выше порогового значения 1, полученного после настройки на стандартном образце.
Здесь следует отметить следующее. Пороговый уровень - это уровень сигнала, полученный от эталонного дефекта, выявленного на стандартном образце. В вихретоковом контроле настройка происходит по двум эталонным дефектам, имитирующим трещины и язвы, а в ультразвуковом - по одному эталонному дефекту, поэтому в случае проведения вихретокового контроля пороговых уровней два, а в случае проведения ультразвукового контроля пороговый уровень один.
Система телевизионного контроля состоит из камеры и программного обеспечения к нему. Программное обеспечение идентифицирует на изображении, полученном с камеры: светлый цвет продуктов коррозии (в этом случае параметру Т-СЦ присваивается значение «1») и остатки праймера (в этом случае параметру Т-ОП присваивается значение «1»). По умолчанию значение всех параметров программном обеспечении имеет значение «0».
Определение типа дефекта в заявленном способе осуществляется с помощью алгоритма комплексирования данных и адаптивного управления, показанного на Фигуре 5, следующим образом.
По результатам вихретокового контроля параметры ВК-Т и ВК-Я могут иметь значения либо «0» либо «1». В случае значений «0» данная область является бездефектной, в случае значений «1» возможно наличие дефекта или ложное срабатывание. Как известно, при проведении вихретокового контроля на ферромагнитных материалах с грубой шероховатостью возможны частые ложные срабатывания из-за неоднородности магнитной проницаемости и частых изменений зазора. Так же при обследовании газопроводов на трубах часто присутствуют остатки праймера, что так же приводит к ложным срабатываниям вихретокового контроля.
В случае сигнализации о наличии язвы по результатам вихретокового контроля (значение параметра ВК-Я равно «1») производится оценка результатов телевизионного контроля с машинным зрением. Если остатки праймера не идентифицированы (значение параметра Т-ОП равно «0»), то данная область классифицируется как область с наличием коррозионной язвы. Если остатки праймера идентифицированы (значение параметра Т-ОП равно «1»), то возможно было ложное срабатывание системы вихретокового контроля и в этом случае включается алгоритм адаптивного управления: происходит контроль ультразвуковым способом на повышенной чувствительности и в случае наличия сигнала (значение параметра УК-Пч равно «1») область классифицируется как область с наличием коррозионной язвы, в противном случае (значение параметра УК-Пч равно «0») считается, что было ложное срабатывание.
В случае сигнализации о наличии трещины по результатам вихретокового контроля (значение параметра ВК-Т равно «1») производится оценка результатов телевизионного контроля с машинным зрением. Если идентифицирован светлый цвет продуктов коррозии (значение параметра Т-СЦ равно «1»), то данная область классифицируется как область с наличием коррозионного растрескивания под напряжением. Если не идентифицирован светлый цвет продуктов коррозии (значение параметра Т-СЦ равно «0»), то возможно было ложное срабатывание системы вихретокового контроля и в этом случае включается алгоритм адаптивного управления: происходит ультразвуковой контроль и в случае наличия сигнала (значение параметра УК-Т равно «1») область классифицируется как область с наличием коррозионного растрескивания под напряжением, в противном случае (значение параметра УК-Т равно «0») считается, что было ложное срабатывание.
Области, идентифицированные как области с дефектами, объединяются с помощью известных алгоритмов кластеризации, а их длина и ширина определяются путем сопоставления данных контроля с данными энкодера, который может быть установлен на любом ведомом колесе автоматизированного комплекса для проведения неразрушающего контроля, и акселерометра. Здесь следует отметить следующее. Кластеризация, как известно, это задача группирования множества объектов на подмножества (кластеры) таким образом, чтобы объекты из одного кластера были более похожи друг на друга, чем на объекты других кластеров по какому-либо критерию. В случае заявленного способа, в программном обеспечении данные контроля хранятся в следующем виде: каждой координате развертки протяженного цилиндрического объекта (X, Y) присваивается некий набор нулей и единиц - результат работы разработанного алгоритма. На дефектную область обычно приходится несколько координат с набором нулей и единиц. Чтобы без участия человека программное обеспечение выдавало области дефектов, алгоритмы кластеризации должны объединять координаты в области, которые затем будут отображаться как дефекты.
Глубина коррозионных язв и трещин определяется по корреляционным зависимостям амплитуды сигнала вихретокового и ультразвукового контролей, полученных экспериментально, а также может быть уточнена по результатам лазерной профилеметрии, которая может проводиться в случае наличия в телекамере триангуляционных датчиков, с помощью которых и осуществляется профилеметрия объекта исследования. Насчет экспериментального получения сигналов о глубине коррозионных язв и трещин следует пояснить следующее. При вихретоковом контроле величина амплитуды сигнала зависит от глубины паза. Изготавливаются образцы с известной глубиной паза, имитирующего язву или трещину, производится контроль вихретоковым методом, после чего строится зависимость амплитуды сигнала от глубины паза. По результатам эксперимента составляется уравнение так называемой регрессии и вычисляется коэффициент корреляции. Если коэффициент корреляции по модулю больше 0.75, то считается, что зависимость сильная и уравнение регрессии можно использовать. Тогда, в процессе контроля значение амплитуды вихретокового сигнала представляется в уравнении регрессии и вычисляется глубина трещины.
По мере накопления размеченных данных для определения типа дефекта могут быть использованы и другие алгоритмы машинного обучения.
Реализация заявленного способа получения информации дефекте по результатам комплексирования данных вихретокового, ультразвукового и визуального (телевизионного) контроля, собираемых при одновременной работе всех трех систем контроля, позволит не только достоверно определять тип дефектов и производить оценку их размеров, а также исключить ложные срабатывания, что значительно увеличит скорость обследования газопроводов, исключая случаи повторного контроля.
Заявленный автоматизированный комплекс, реализующий заявленный способ, обеспечивает увеличение скорости диагностики магистральных трубопроводов при капитальном ремонте за счет исключения применения трудоемкого подтверждающего ручного неразрушающего контроля, а также обеспечивает повышение достоверности автоматизированного контроля дефектов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматизированного неразрушающего контроля поверхностных дефектов объектов и устройство для его реализации | 2024 |
|
RU2832205C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РОТОРОВ ПАРОВЫХ ТУРБИН ПО ОСЕВОМУ КАНАЛУ | 2015 |
|
RU2612729C1 |
| СПОСОБ КОМПЛЕКСНОЙ ДИАГНОСТИКИ СВАРНЫХ ШВОВ РЕЛЬСОВ БЕССТЫКОВОГО ПУТИ И ПРИБОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2742599C1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КОЛЁСНЫХ ПАР ВАГОНОВ | 2020 |
|
RU2744644C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ СЛОЖНОЙ КОНСТРУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2812233C1 |
| Магнитная система сканера-дефектоскопа | 2016 |
|
RU2680103C2 |
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698510C1 |
| СПОСОБ БЕСКОНТАКТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2661312C1 |
| Устройство автоматизированного ультразвукового контроля сварных соединений стенки резервуаров | 2019 |
|
RU2731165C1 |
| СПОСОБ ПОВЫШЕНИЯ НАДЕЖНОСТИ РАБОТЫ ЦЕНТРОБЕЖНОГО ПЕРЕКАЧИВАЮЩЕГО АГРЕГАТА УГЛЕВОДОРОДНОГО СЫРЬЯ И СИСТЕМА ДИАГНОСТИРОВАНИЯ ЕГО ТЕХНИЧЕСКОГО СОСТОЯНИЯ | 2007 |
|
RU2360148C1 |
Изобретение относится к области неразрушающего контроля цилиндрических объектов, а именно к устройствам и способам диагностики магистральных трубопроводов, газопроводов с целью обнаружения на них поверхностных дефектов. При реализации способа вначале осуществляют настройку систем вихретокового и ультразвукового контроля на стандартных образцах, имитирующих трещины и язвы, которые могут быть на исследуемой поверхности. После настройки осуществляют неразрушающий контроль протяженного цилиндрического объекта при одновременной работе вихретоковых, ультразвуковых датчиков и телекамеры. Области, идентифицированные как области с наличием язв и с наличием коррозионного растрескивания под напряжением, объединяют посредством известных алгоритмов кластеризации. Длину и ширину выявленных дефектов определяют путем сопоставления данных проведенного неразрушающего контроля с данными энкодера и акселерометра, установленными на устройстве, проводящем автоматизированный неразрушающий контроль. Автоматизированный комплекс для проведения неразрушающего контроля, реализующий заявленный способ, включает в себя сканирующую головку, на которой установлены датчики ультразвукового и вихретокового контроля, а также систему телевизионного контроля, механизм перемещения, состоящий из ведомых и приводных колес, электродвигатели, источники питания, а также регулятор диаметра автоматизированного комплекса. При этом приводные колеса оснащены датчиками пути. Система включает в себя телевизионную камеру, расположенную на сканирующей головке между линией датчиков ультразвукового контроля и линией вихретоковых датчиков, при этом телевизионная камера установлена относительно поверхности исследуемого цилиндрического объекта на высоту, при которой диаметр зоны ее обзора больше и равен ширине ряда вихретоковых датчиков контроля. Датчики вихретокового и ультразвукового контроля распложены в шахматном порядке. Технический результат заключается в увеличении скорости диагностики трубопроводов, а также в повышении достоверности автоматизированного контроля дефектов. 2 н. и 2 з.п. ф-лы, 5 ил.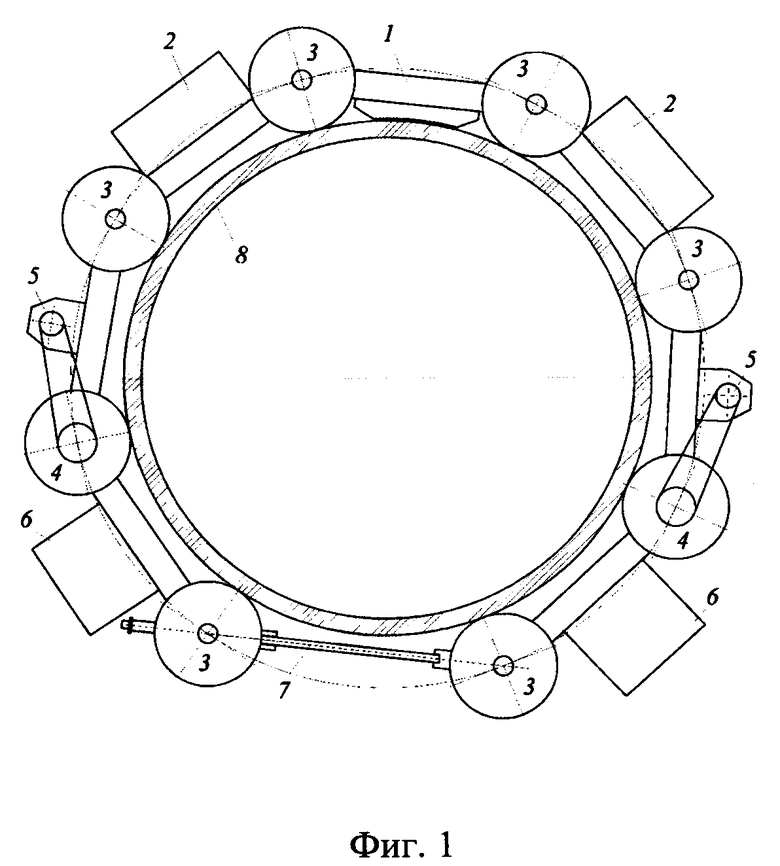
1. Способ автоматизированного неразрушающего контроля цилиндрических объектов, осуществляемый автоматизированным комплексом для проведения неразрушающего контроля, оснащенным сканирующей головкой, на которой расположены телекамера для проведения визуального контроля, а также вихретоковые датчики для проведения вихретокового контроля и ультразвуковые электромагнитно-акустические датчики для проведения ультразвукового контроля, в ходе которого перед проведением автоматизированного неразрушающего контроля проводят настройку упомянутых вихретоковых и ультразвуковых электромагнитно-акустических датчиков, после чего осуществляют неразрушающий контроль протяженного цилиндрического объекта при одновременной работе вышеупомянутых телекамеры и датчиков вихретокового и ультразвукового контроля, причем настройку вихретоковых датчиков осуществляют на стандартных образцах, имитирующих язвы и трещины, а настройку ультразвуковых электромагнитно-акустических датчиков осуществляют на стандартных образцах, имитирующих трещины, в результате настройки вихретоковых датчиков строят комплексную плоскость, отображая на ней пороговые уровни и области язв и трещин, а в результате настройки ультразвуковых датчиков строят А-развертку, отображая на ней пороговый уровень, область трещин и область повышенной чувствительности для остальных типов дефектов, причем на упомянутой А-развертке по оси абсцисс представлено время прихода сигнала, по оси ординат -амплитуда сигнала, затем проводят неразрушающий контроль протяженного цилиндрического объекта при одновременной работе датчиков вихревого и ультразвукового контроля и телекамеры, при этом при проведении неразрушающего контроля вихретоковыми датчиками, в случае попадания сигнала в область трещин (ВК-Т) и в область язв (ВК-Я) в программном обеспечении одноименным параметрам ВК-Т и ВК-Я присваивают значение «1», что свидетельствует о наличие дефекта или о ложном срабатывании датчиков, а в случае непопадания сигнала в области трещин и язв упомянутым выше одноименным параметрам присваивают значение «0», при проведении неразрушающего контроля ультразвуковыми датчиками, в случае попадания сигнала в область трещин (УК-Т) и в область всех остальных типов дефектов (УК-Пч) в программном обеспечении одноименным параметрам УК-Т и УК-Пч присваивают значение «1», а в случае непопадания сигнала в указанные области упомянутым параметрам УК-Т и УК-Пч присваивают значение «0», при проведении неразрушающего контроля посредством телекамеры, программное обеспечение идентифицирует на изображении, полученном с телекамеры, светлый цвет продуктов коррозии, присваивая параметру Т-СЦ, отвечающему за наличие светлого цвета продуктов, значение «1», и остатки праймера, присваивая параметру Т-ОП, отвечающему за наличие остатков праймера, значение «1», при этом в случае сигнализации о наличии язвы по результатам вихретокового контроля, то есть в случае получения значения параметра ВК-Я равным «1», производят оценку результатов телевизионного контроля в этой области, и в случае, если остатки праймера в ней не идентифицированы, то есть значение параметра Т-ОП равно «0», то исследуемую область классифицируют как область язв, а в случае обнаружения остатков праймера, то есть при значении параметра Т-ОП равном «1», исследуемую область проверяют ультразвуковыми датчиками на повышенной чувствительности, принимая, что у вихретоковых датчиков произошло ложное срабатывание, и в случае наличия ультразвукового сигнала, то есть при значении параметра УК-Пч равном «1», область классифицируют как область с наличием коррозионной язвы, в противном случае, при значении параметра УК-Пч равном «0», принимают, что у ультразвуковых датчиков произошло ложное срабатывание, в случае сигнализации о наличии трещины по результатам вихретокового контроля осуществляют оценку результатов телевизионного контроля и если идентифицирован светлый цвет продуктов коррозии, то есть значение параметра Т-СЦ равно «1», то данную область классифицируют как область с наличием коррозионного растрескивания под напряжением, в противном случае, при Т-СЦ равном «0», принимают, что у вихретоковых датчиков произошло ложное срабатывание, в результате чего осуществляют контроль ультразвуковыми датчиками, при этом в случае наличия сигнала, то есть при значении параметра УК-Т равном «1», исследуемую область классифицируют как область с наличием коррозионного растрескивания под напряжением, в противном случае, при значении параметра УК-Т равном «0», принимают, что у ультразвуковых датчиков произошло ложное срабатывание, после чего области, идентифицированные как области с наличием язв и с наличием коррозионного растрескивания под напряжением, объединяют посредством известных алгоритмов кластеризации, а длину и ширину выявленных дефектов определяют путем сопоставления данных проведенного неразрушающего контроля с данными энкодера и акселерометра, установленными на устройстве, проводящем автоматизированный неразрушающий контроль, а глубину обнаруженных дефектов определяют либо по корреляционным зависимостям амплитуды сигнала вихретоковых и ультразвуковых датчиков контроля, полученных экспериментально, либо по результатам проведения лазерной профилеметрии.
2. Автоматизированный комплекс для проведения неразрушающего контроля цилиндрических объектов, в состав которого входят сканирующая головка, включающая в себя систему визуального контроля дефектов, системы датчиков вихревого и ультразвукового контроля дефектов, механизм перемещения, состоящий из ведомых и приводных колес, электродвигатели, источники питания, а также регулятор диаметра автоматизированного комплекса, отличающийся тем, что приводные колеса оснащены датчиками пути, система визуального контроля включает в себя телевизионную камеру, расположенную на сканирующей головке между линией датчиков ультразвукового контроля и линией вихретоковых датчиков, при этом телевизионная камера установлена относительно поверхности исследуемого цилиндрического объекта на высоту, при которой диаметр зоны ее обзора больше или равен ширине ряда вихретоковых датчиков контроля, которые в свою очередь расположены на сканирующей головке в шахматном порядке и в количестве, позволяющем обеспечить ширину зоны контроля, превышающую величину шага спиральной траектории, по которой автоматизированный комплекс движется вдоль исследуемого цилиндрического объекта, система ультразвукового контроля включает в себя электромагнитно-акустические датчики контроля, также расположенные на сканирующей головке в шахматном порядке, при этом ряды датчиков вихретокового и ультразвукового контроля на сканирующей головке разнесены на расстояние, превышающее неконтролируемую зону датчиков ультразвукового контроля.
3. Автоматизированный комплекс по п. 2, отличающийся тем, что оснащен акслерометрами и энкодером.
4. Автоматизированный комплекс по п. 3, отличающийся тем, что телевизионная камера визуальной системы контроля может быть оснащена лазерными триангуляционными датчиками.
| УСТРОЙСТВО ДЛЯ СПЛОШНОГО СКАНИРУЮЩЕГО КОНТРОЛЯ КАЧЕСТВА НЕПОВОРОТНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2011 |
|
RU2455625C1 |
| НАРУЖНЫЙ СКАНИРУЮЩИЙ ДЕФЕКТОСКОП | 2013 |
|
RU2539777C1 |
| Способ автоматизированного контроля сплошности изделий и устройство для его осуществления | 2019 |
|
RU2720437C1 |
| Термическая проходная печь | 1961 |
|
SU142323A1 |
| Автоматическая установка комплексного неразрушающего контроля | 1978 |
|
SU862056A1 |
| KR 1020120117207 A, 24.10.2012. | |||

