Заявляемая группа изобретений относится к области диагностики нефтегазопроводов и может быть использована для обнаружения дефектов, образовавшихся в процессе эксплуатации, проведении измерительного контроля качества ремонта труб.
Из области техники известны следующие устройства и методы диагностики трубопроводов.
Например, мобильный сканер для определения качества поверхности сварного шва (патент РФ на изобретение №2644617, опубл. 13.02.2018 г.), содержащий модуль перемещения, который включает платформу с размещенным на ней считывающим блоком, датчиком пройденного пути, блоком беспроводной передачи и приема информации. Также мобильный сканер содержит персональный компьютер, в котором за счет использования программного обеспечения установлены блок беспроводной передачи и приема информации, процессор, блок построения цифрового эталона поверхности сварного шва, запоминающее устройство, блок построения цифровой копии поверхности сварного шва, блок ввода исходных данных и блок вывода результатов оценки качества поверхности сварного шва, блок построения цифровой копии поверхности сварного шва, блок количественной оценки соответствия формы поверхности сварного шва форме поверхности эталона.
Недостатками известного сканера по патенту РФ №2644617 являются ограниченные функциональные возможности известного сканера. Объектом контроля сканера является только сварной шов, другие дефекты на исследуемой трубе не выявляются. Передвижение сканера на колесной платформе не позволяет полноценно оценить качество сварного шва. На траектории перемещения колеса сканера по поверхности трубы может оказаться выступающий дефект, что приведет к раскачиванию всей платформы, а это, в свою очередь приведет к искажениям в трехмерной модели, что приведет к неточному результату исследования, с определением характера дефекта: является ли выявленный дефект дефектом шва или это дефект поверхности под колесом. В известном сканере отсутствуют камеры видимого диапазона, что не позволяет сканеру получить развертку трубы с текстурой.
Наиболее близким к заявляемому техническому решению по конструкции является устройство для осуществления способа автоматизации метода визуального и измерительного контроля поверхности труб (патент РФ на изобретение №2571159, опубл. 20.12.2015 г.). Устройство представляет собой автономный роботизированный комплекс, снабженный средствами перемещения, содержащее жесткий несущий корпус, оптический лазерный блок. При этом содержит взаимосвязанные системы лазерного сканирования поверхности труб, регистрации измерений, передачи данных на ПЭВМ, расшифровки расположения дефектов на поверхности труб, их геометрических параметров и геометрических параметров трубы, прочностного расчета для оценки влияния выявленных дефектов на работоспособность трубы, определения безопасного рабочего давления и принятия решения о необходимом виде ремонта поверхности труб, при этом на корпусе установлен, по меньшей мере, один оптический лазерный блок, использующий триангуляционный принцип сканирования, который содержит два объектива и две матрицы, при этом сканирование поверхности труб производится путем перемещения лазерного блока относительно обследуемой трубы либо обследуемой трубы относительно лазерного блока.
Недостатком устройства, принятого за прототип, является то, что оптические лазерные блоки (сенсоры) перемещаются только вдоль трубы на фиксированном расстоянии от трубы, ограничивая использование устройства фиксированным диаметром трубы. В рассматриваемом устройстве отсутствуют камеры видимого диапазона, что не позволяет получить развертку трубы с текстурой и дополнительную классификацию вида дефектов. Также рассматриваемое устройство не предполагает сопоставления результатов сканирования до и после выполнения ремонта, соответственно не позволяет осуществлять контроль полноты устранения дефектов и качества выполненного ремонта. Еще одним недостатком прототипа является отсутствие дополнительной информации о дефектах и параметрах всех выявленных дефектов, которые невозможно выявить с помощью визуального обследования и лазерного сканирования. Известное устройство не позволяет объединять все полученные данные в одной цифровой модели, что не обеспечивает максимально возможного уровня достоверности оценки степени опасности дефекта, а в случае обследования после выполнения ремонта подтвердить полноту устранения дефектов и качество выполненного ремонта.
Технической задачей, на решение которой направлена заявляемая группа изобретений, является создание автоматизированного устройства для визуально-измерительного контроля труб, предназначенного для выявления и оценки опасности дефектов на наружной поверхности труб с целью принятия решения о проведении ремонта и последующей оценки качества выполненного ремонта таких труб.
Техническим результатом, на достижение которого направлена заявляемая группа изобретений является расширение функциональных возможностей устройств визуального и измерительного контроля поверхности труб, позволяющих увеличить производительность выполнения контрольных проверок, выполнить оценку опасности выявленных дефектов наружной поверхности труб и определить необходимый вид ремонта для труб в автоматическом режиме, а также подтвердить качество выполненного ремонта и подготовки труб к применению.
Технический результат достигается тем, что способ автоматизации визуально-измерительного контроля труб заключается в том, что трубу перемещают вокруг оси на шаг поворота и с помощью лазерных датчиков, которые применяют для получения геометрических параметров дефектов и труб - длина и диаметр, осуществляют поэтапное триангуляционное сканирование поверхности трубы. Сканирование осуществляют совместно с камерой визуального контроля, с помощью модуля перемещения со сканирующими сенсорами и системы передачи данных на ЭВМ осуществляют сравнение положения и геометрических параметров дефектов на поверхности трубы. Сравнение реализуют путем анализа цифровой модели, содержащей в себе комплексные данные о состоянии и дефектах поверхности труб и/или стенок труб, которые получают с помощью камеры визуального контроля и триангуляционного лазерного датчика в каждой точке поверхности трубы, позволяющей представлять указанные данные и результаты сравнения на единой плоской карте-развертке, и вносят в состав цифровой модели через специализированный программный модуль.
Устройство визуально-измерительного контроля труб содержит каркас с рейкой, модуль перемещения со сканирующими сенсорами, выполненными в виде триангуляционных лазерных датчиков, универсальные опоры для вращения труб, жестко закрепленный на каркасе известным способом блок управления с взаимосвязанными системами передачи данных на ЭВМ, формирования цифровой модели трубы и ее поверхности, определения геометрических параметров труб, таких как: длина и диаметр, а также положение дефектов на поверхности трубы и геометрические параметры этих дефектов. В состав модуля перемещения со сканирующими сенсорами входит консоль, которая перемещается по рейке с рельсовой направляющей вдоль трубы, и размещенная на ней перемещаемая навесная платформа с приводами горизонтального перемещения лазерных датчиков. Платформа со сканирующими сенсорами оснащена как минимум одной камерой визуального контроля, которые позволяют с помощью установленного на ЭВМ программного модуля сформировать изображение поверхности трубы в виде плоской карты-развертки. Для получения четкого изображения камерой визуального контроля на перемещаемой навесной платформе размещены по меньшей мере два светильника, световой поток каждого из которых направлен на исследуемую трубу.
Заявка относится к группе изобретений, связанных между собой настолько, что они образуют единый изобретательский замысел. Единство изобретения соблюдено по следующему основанию:
- одно техническое решение предназначено для осуществления другого (устройство для осуществления способа в целом или одного из его действий). Объект по п. 1 формулы относится к способу в целом, а объект по п. 5 формулы относится к устройству, которое предназначено для осуществления способа по п. 1 в целом;
Таким образом, заявляемые технические решения (2 объекта) связаны между собой настолько, что они образуют единый изобретательский замысел и соответствуют всем критериям, предъявляемым к изобретению, и обеспечивают получение нового технического результата.
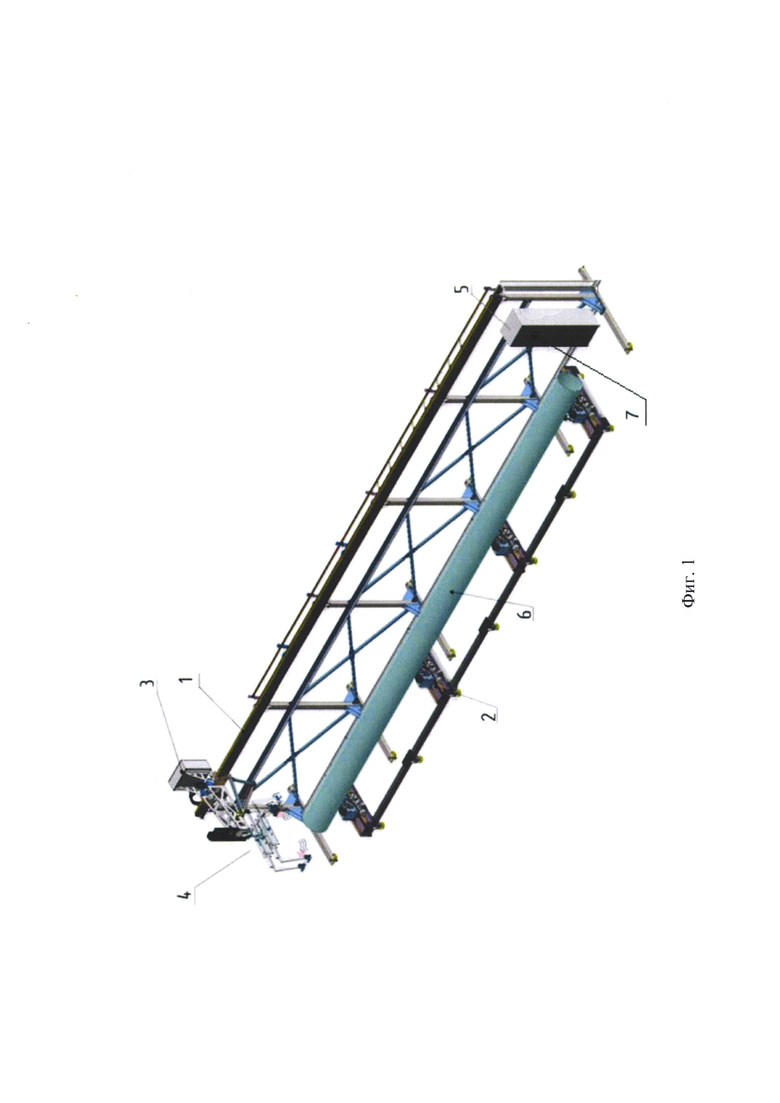
Заявляемая группа изобретений поясняется графическими материалами, где на фиг. 1 представлен общий вид устройства, на фиг. 2 показан общий вид консоли передвижения; на фиг. 3 показан общий вид навесной платформы со сканирующими сенсорами; на фиг. 4 узел приводных опор вращения труб; на фиг. 5 приведена фотография устройства с уложенной для проведения исследования трубы.
На представленных фигурах приведены следующие обозначения:
1 - каркас устройства;
2 - настраиваемые роликовые опоры для вращения труб;
3 - консоль передвижения;
4 - перемещаемая навесная платформа со сканирующими сенсорами
5 - блок управления;
6 - исследуемая труба;
7 - автоматизированное рабочее место оператора;
8 - каркас консоли передвижения;
9 - навесной шкаф;
10 - привод продольного передвижения консоли;
11 - привод вертикального передвижения навесной платформы;
12 - шестерня;
13 - каретка;
14 - каркас навесной платформы;
15 - привод горизонтального перемещения лазерных датчиков;
16 - лазерный датчик;
17 - камера визуального контроля;
18 - светильник;
19 - сенсоры, которые реализуют один или несколько известных методов неразрушающего контроля.
Устройство визуально-измерительного контроля труб включает каркас 1, содержащий рейку с рельсовой направляющей, модуль перемещения, в состав которого входит консоль передвижения 3 и размещенная на ней перемещаемая навесная платформа со сканирующими сенсорами 4 с приводами горизонтального перемещения лазерных датчиков 16, выполненными в виде триангуляционных лазерных датчиков, каждый из которых содержит один объектив и одну матрицу, настраиваемые (универсальные) опоры для вращения труб 2, жестко закрепленный на каркасе блок управления 5, состоящий из пульта управления оператора, вычислителя данных, получаемых с лазерных датчиков, рабочего места оператора 7 и энкодеров радиального и линейного перемещения по трубе, с взаимосвязанными системами передачи данных на ЭВМ формирования цифровой модели трубы и ее поверхности. Лазерное сканирование поверхности исследуемой трубы 6 позволяет определить геометрические параметры труб, такие как: длина и диаметр, а также положение дефектов на поверхности трубы и геометрические параметры этих дефектов. Перемещаемая навесная платформа 4, оснащенная приводом горизонтального перемещения лазерных датчиков 15, снабжена как минимум одной камерой визуального контроля 17 со светильниками 18, световой поток каждого из которых направлен на исследуемую трубу. Камеры визуального контроля 17 позволяют с помощью установленного на ЭВМ программного модуля сформировать изображение поверхности трубы в виде плоской карты-развертки поверхности исследуемой трубы 6. Перемещаемая навесная платформа со сканирующими сенсорами 4 дополнительно оборудована сенсорами, реализующими один или несколько методов неразрушающего контроля 19, например, магнитный и/или ультразвуковой.
Способ с помощью устройства осуществляется следующим образом.
Для осуществления контроля исследуемая труба 6 укладывается на роликовые опоры 2 осевого вращения труб, смонтированные на каркасе устройства 1. Для укладки трубы 6 на ложемент каркаса устройства 1 применяют, например, кран-балку (на фиг. не показано). Оператором на автоматизированном рабочем месте 7 выполняется подготовка устройства к исследованию тубы 1. Подготовка включает следующие действия:
1. На автоматизированном рабочем месте оператора 7 водят номер исследуемой трубы 6 посредством ЭВМ с установленным программным модулем, которая обеспечивает необходимую работу устройства;
2. Вводят типоразмер исследуемой трубы 7 (диаметр, длина, толщина стенки);
3. При необходимости вводят данные, полученные другим известным методом неразрушающего контроля, которые включают в себя сведения о расположении, геометрических параметрах выявленных этим методом контроля аномалий, а при необходимости, и сведения об амплитуде сигнала, полученного с сенсора, реализующего этот известный метод контроля;
4. До укладки трубы на роликовые опоры 2 производят их настройку соответствующему диаметру трубы;
5. Производят калибровку начальных и конечных точек измерений, осевого положения сканирующего оборудования перемещаемой навесной платформы со сканирующими сенсорами 4 и трубы 6 в автоматическом режиме, под управлением программного модуля, установленного на ЭВМ.
После подготовки запускается процесс сканирования наружной поверхности трубы 6. Трубу 6 перемещают вокруг оси на шаг поворота, осуществляют поэтапное сканирование горизонтальных участков наружной поверхности исследуемой трубы 6, которая находится в статичном положении, для чего перемещают консоль передвижения 3 по рейке с рельсовой направляющей вертикально и продольно относительно исследуемой трубы 6 за счет приводов продольного передвижения консоли 10 и вертикального передвижения навесной платформы 11, закрепленного на каркасе консоли передвижения 8. Триангуляционное сканирование поверхности трубы 6 проводят с помощью лазерных датчиков 16, расположенных перпендикулярно оси трубы 6, под углом 180 градусов друг относительно друга, навесной платформы 4 совместно с сенсорами, реализующими один или несколько известных методов неразрушающего контроля 19, и выполняют их перемещение вдоль сканируемого участка по всей длине исследуемой трубы 6. В качестве лазерных датчиков 16 может быть использован, например, лазерный профилировщик Riftek РФ627-180/250-170/278.
Применение цифровой камеры 17 позволяет осуществлять съемку всей поверхности трубы 6 с одного ракурса для получения изображения дефекта посредством наложения видеофайла с цифровой камеры 17 на облако точек с данными от лазерных датчиков 16 отдельных участков трубы с указанием положения и характеристик дефектов и формирования базы данных и документальных отчетов.
Для получения четкого изображения от камеры визуального контроля 17 на перемещаемой навесной платформе 4 используют светильники 18, световой поток каждого из которых направлен на исследуемую трубу 6. Если перемещаемая навесная платформа 4, оснащена двумя и более камерами визуального контроля 17, то каждая из них имеет свой светильник 18. В качестве цифровой камеры 17 может быть применена, например, система получения видеоизображения а2А1920-51gcBAS - Basler асе 2 с объективом VS-0818VM 1/1.8" 8ММ.
После проведения сканирования первого участка, вращением роликовых опор 2 трубу 6 перемещают вокруг оси на шаг поворота, позволяющий совершать наложение новой сканирующей полосы на предыдущее измерение, для обеспечения контроля овальности исследуемой тубы 6. Количество сечений исследуемой трубы 6 для контроля овальности, шаг поворота и количество полос, определяют типоразмером сканируемой трубы 6, в автоматическом режиме.
По достижению замера крайнего участка исследуемой трубы 6 данные, полученные цифровой камерой визуального контроля 17 в процессе сканирования, передают на ЭВМ для создания изображения поверхности трубы 6 в виде плоской карты-развертки этой трубы. Данные, поступившие в ЭВМ от лазерных датчиков 16, позволяют определять геометрические параметры дефектов наружной поверхности труб, с указанием положения и характеристик дефектов, расстояния от торцов и заводских сварных соединений труб до выявленных дефектов.
С помощью камеры визуального контроля и лазерных датчиков 16 в каждой точке поверхности трубы получают комплексные данные о состоянии и дефектах поверхности труб и/или стенок труб и вносят в состав цифровой модели через установленный на ЭВМ программный модуль. Если комплексные данные получают любым другим известным способом, например, с помощью методов неразрушающего контроля, то их вносят в состав цифровой модели через установленный на ЭВМ программный модуль или непосредственно через сенсоры, которые реализуют один или несколько известных методов неразрушающего контроля, например, магнитный и/или ультразвуковой. С помощью модуля перемещения со сканирующими сенсорами и системы передачи данных на ЭВМ до и после выполнения ремонта исследуемой трубы 6 осуществляют сравнение положения и геометрических параметров дефектов на поверхности трубы, которое реализуют путем анализа цифровой модели.
ЭВМ с установленный программным модулем, которая размещена на автоматизированном рабочем месте оператора 7, с помощью данных, поступающих от лазерных датчиков 16 и камер визуального контроля 17, позволяет выполнять прочностные и ресурсные расчеты, при этом полученные от лазерных датчиков 16 данные используют в качестве исходных данных для расчета.
Данные, полученные с помощью сенсоров 19, на ЭВМ с установленным программным модулем совмещают с данными, полученными с помощью лазерных датчиков 16 и камеры визуального контроля 17, с целью получения дополнительной информации о параметрах дефекта, которые невозможно выявить с помощью визуального обследования и лазерного сканирования, что позволяет повысить достоверность оценки степени опасности дефекта, а в случае сканирования после выполнения ремонта подтвердить полноту устранения дефектов и качество выполненного ремонта.
Если при подготовке устройства к исследованию тубы 6, с помощью программных средств, входящих в состав программного модуля ЭВМ, вносят данные, полученные другим известным методом неразрушающего контроля, то их совмещают с данными, полученными с помощью лазерных датчиков и камеры визуального контроля, также с целью получения дополнительной информации о параметрах дефекта, которые невозможно выявить с помощью визуального обследования и лазерного сканирования, что позволяет повысить достоверность оценки степени опасности дефекта, а в случае сканирования после ремонта подтвердить полноту устранения дефектов и качество выполненного ремонта.
Способ автоматизации визуально-измерительного контроля труб с помощью устройства для его осуществления позволяет в автоматизированном режиме осуществлять обследование и отбраковку демонтированных труб, а также провести исследование подтверждения качества выполненного ремонта труб, и по результатам оценки и формирования результатов подтвердить качество подготовки труб к применению.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ проведения неразрушающего контроля цилиндрических объектов и автоматизированный комплекс для его реализации | 2020 |
|
RU2764607C1 |
| Способ автоматизированного неразрушающего контроля поверхностных дефектов объектов и устройство для его реализации | 2024 |
|
RU2832205C1 |
| Мобильный сканер для определения качества поверхности сварного шва | 2016 |
|
RU2644617C2 |
| СПОСОБ ВИЗУАЛЬНО-ИЗМЕРИТЕЛЬНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ, ПРЕИМУЩЕСТВЕННО ПОЛУЧЕННОГО СПОСОБОМ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2748861C1 |
| СПОСОБ АВТОМАТИЗАЦИИ МЕТОДА ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ ПОВЕРХНОСТИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2571159C2 |
| СПОСОБ КОНТРОЛЯ СТАЛЬНОГО ЛИСТОВОГО ПРОКАТА НА НАЛИЧИЕ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ С ПРИМЕНЕНИЕМ ЛАЗЕРНЫХ ТРИАНГУЛЯЦИОННЫХ СКАНЕРОВ | 2022 |
|
RU2788586C1 |
| СПОСОБ ИССЛЕДОВАНИЯ ПРОСТРАНСТВЕННОГО РАСПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИК ВОСПРИИМЧИВОСТИ ФОТОЭЛЕКТРИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ В СОСТАВЕ СОЛНЕЧНЫХ БАТАРЕЙ К ОПТИЧЕСКОМУ ИЗЛУЧЕНИЮ | 2013 |
|
RU2565331C2 |
| Способ получения виртуальных моделей сложнопрофильных криволинейных поверхностей | 2023 |
|
RU2813465C1 |
| Способ измерения геометрии сотовых ячеек | 2021 |
|
RU2770309C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЗИРОВАННОЙ ПОВЕРХНОСТНОЙ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ПОДЗЕМНЫХ ГОРНЫХ ВЫРАБОТОК | 2022 |
|
RU2786912C1 |


Изобретение относится к области диагностики нефтегазопроводов и может быть использовано для обнаружения дефектов, образовавшихся в процессе эксплуатации, проведения измерительного контроля качества ремонта труб. Изобретение позволит осуществлять обследование и отбраковку демонтированных труб, а также провести повторное исследование подтверждения качества выполненного ремонта труб. Устройство визуально-измерительного контроля труб содержит каркас с рейкой, модуль перемещения со сканирующими сенсорами, выполненными в виде триангуляционных лазерных датчиков, универсальные опоры для вращения труб, жестко закрепленный на каркасе известным способом блок управления с взаимосвязанными системами передачи данных на ЭВМ, формирования цифровой модели трубы и ее поверхности, определения геометрических параметров труб, таких как: длина и диаметр, а также положение дефектов на поверхности трубы и геометрические параметры этих дефектов. В состав модуля перемещения со сканирующими сенсорами входит консоль, которая перемещается по рейке с рельсовой направляющей вдоль трубы, и размещенная на ней перемещаемая навесная платформа с приводами горизонтального перемещения лазерных датчиков. Платформа со сканирующими сенсорами оснащена как минимум одной камерой визуального контроля, которые позволяют с помощью установленного на ЭВМ программного модуля сформировать изображение поверхности трубы в виде плоской карты-развертки. Для получения четкого изображения камерой визуального контроля на перемещаемой навесной платформе размещены по меньшей мере два светильника, световой поток каждого из которых направлен на исследуемую трубу. 2 н. и 10 з.п. ф-лы, 5 ил.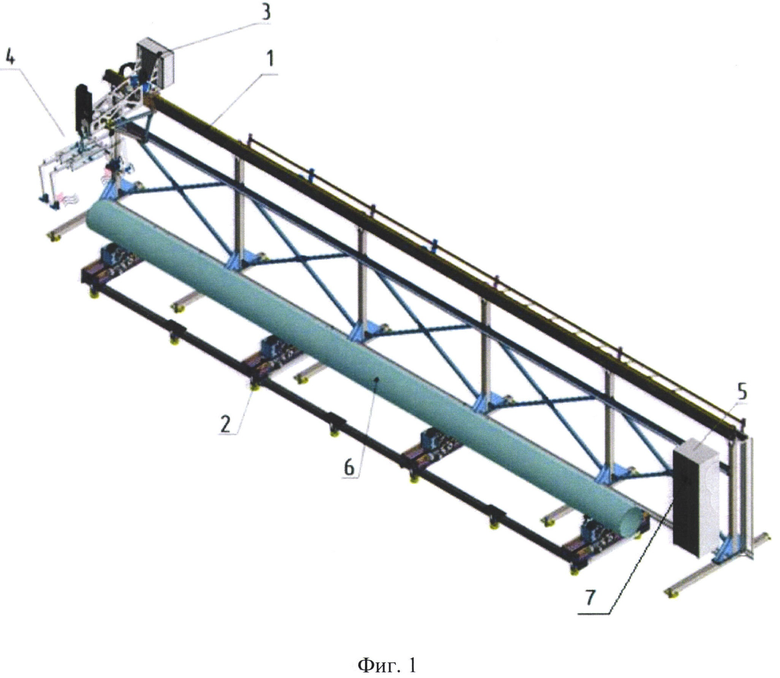
1. Способ автоматизации визуально-измерительного контроля труб, заключающийся в том, что трубу перемещают вокруг оси на шаг поворота, с помощью лазерных датчиков, которые применяют для получения геометрических параметров дефектов и труб - длины и диаметра, осуществляют поэтапное триангуляционное сканирование поверхности трубы, отличающийся тем, что сканирование осуществляют совместно с камерой визуального контроля, с помощью модуля перемещения со сканирующими сенсорами и системы передачи данных на ЭВМ осуществляют сравнение положения и геометрических параметров дефектов на поверхности трубы, причем сравнение реализуют путем анализа цифровой модели, содержащей в себе комплексные данные о состоянии и дефектах поверхности труб и/или стенок труб, которые получают с помощью камеры визуального контроля и триангуляционного лазерного датчика в каждой точке поверхности трубы, позволяющей представлять указанные данные и результаты сравнения на единой плоской карте-развертке, и вносят в состав цифровой модели через специализированный программный модуль.
2. Способ по п. 1, отличающийся тем, что сравнение положения и геометрических параметров дефектов на поверхности трубы осуществляется до и после выполнения ремонта.
3. Способ по пп. 1 и 2, отличающийся тем, что комплексные данные о состоянии, дефектах поверхности и дефектах стенок труб получают любым известным способом и вносят в состав цифровой модели через программный модуль.
4. Способ по пп. 1 и 2, отличающийся тем, что данные о состоянии, дефектах поверхности и дефектах стенок труб вносят непосредственно в состав цифровой модели через сенсоры, которые реализуют один или несколько известных методов неразрушающего контроля.
5. Устройство визуально-измерительного контроля труб содержит каркас с рейкой, модуль перемещения со сканирующими сенсорами, выполненными в виде триангуляционных лазерных датчиков, универсальные опоры для вращения труб, жестко закрепленный на каркасе известным способом блок управления с взаимосвязанными системами передачи данных на ЭВМ, формирования цифровой модели трубы и ее поверхности, определения геометрических параметров труб, таких как: длина и диаметр, а также положение дефектов на поверхности трубы и геометрические параметры этих дефектов, отличающееся тем, что в состав модуля перемещения со сканирующими сенсорами входит консоль, которая перемещается по рейке с рельсовой направляющей вдоль трубы, и размещенная на ней перемещаемая навесная платформа с приводами горизонтального перемещения лазерных датчиков, оснащена как минимум одной камерой визуального контроля, позволяющими с помощью установленного на ЭВМ программного модуля сформировать изображение поверхности трубы в виде плоской карты-развертки, причем для получения четкого изображения камерой визуального контроля на перемещаемой навесной платформе размещены по меньшей мере два светильника, световой поток каждого из которых направлен на исследуемую трубу.
6. Устройство по п. 5, отличающееся тем, что лазерные датчики расположены перпендикулярно оси трубы, под углом 180 градусов друг относительно друга.
7. Устройство по п. 5, отличающееся тем, что блок управления состоит из пульта управления оператора, вычислителя данных, получаемых с лазерных датчиков и энкодеров радиального и линейного перемещения по трубе, рабочего места оператора.
8. Устройство по п. 5, отличающееся тем, что содержит сенсоры, реализующие один или несколько известных методов неразрушающего контроля.
9. Устройство по п. 5, отличающееся тем, что консоль содержит приводы, позволяющие выполнять вертикальное и продольное перемещение относительно трубы.
10. Устройство по п. 5, отличающееся тем, что ЭВМ с установленным программным модулем с помощью данных от лазерных датчиков и камер визуального контроля позволяет выполнять прочностные и ресурсные расчеты, при этом полученные от лазерных датчиков данные используются в качестве исходных данных для расчета.
11. Устройство по п. 5, отличающееся тем, что ЭВМ с установленным программным модулем позволяет совмещать данные, полученные с помощью лазерных датчиков и как минимум одной камеры визуального контроля, с данными, полученными другим известным методом неразрушающего контроля, внесенными в программный модуль вручную с помощью программных средств, входящих в состав программного модуля.
12. Устройство по пп. 5 и 8, отличающееся тем, что ЭВМ с установленным программным модулем позволяет совмещать данные, полученные с помощью лазерных датчиков и камер визуального контроля, с данными, полученными с помощью сенсоров, реализующих один или несколько известных методов неразрушающего контроля.
| Устройство для обнаружения дефектов на поверхности сортового проката и труб | 2021 |
|
RU2772555C1 |
| СПОСОБ ДИАГНОСТИКИ ДЕФЕКТОВ НА МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЯХ | 2014 |
|
RU2581441C1 |
| УСТРОЙСТВО ДЛЯ ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ ВНУТРЕННИХ ПОЛОСТЕЙ | 2004 |
|
RU2285235C2 |
| US 20220316858 A1, 06.10.2022 | |||
| CA 2966116 A1, 19.02.2015 | |||
| УСТРОЙСТВО ВЫБОРКИ И ХРАНЕНИЯ | 2015 |
|
RU2580039C1 |

