Изобретение относится к области металлургии, более конкретно к конструкциям литейно-прокатных агрегатов и комплексов, и может быть использовано при создании новых и реконструкции действующих литейно-прокатных цехов.
Известен агрегат непрерывного литья и прокатки стальной проволоки, который включает машину непрерывного литья стальных заготовок, летучие гидравлические ножницы, зачистную машину, индукционный нагреватель, планетарный прокатный стан, прокатный стан, состоящий из горизонтальной и вертикальной черновых клетей и блока чистовых клетей (Журнал «Тяжелое машиностроение», 1977, №5, стр.7, рис.5).
Этот агрегат, принятый в качестве аналога, имеет следующий недостаток: при временном нарушении температурного режима разливки недогретый участок заготовки поступает на прокатку в стан. Если для низкоуглеродистых марок стали это не имеет большого значения, то для легированной марки это может привести к браку.
В качестве прототипа заявляемому изобретению принят известный литейно-прокатный агрегат для производства сортовой продукции, содержащий расположенные последовательно на одной оси машину непрерывного литья заготовок (МНЛЗ), летучие ножницы, приемный рольганг с холодильником, содержащим механизм поперечного перемещения литых заготовок, печное устройство, имеющее внутрипечной рольганг, ось которого совпадает с осью разливки, и расположенный после печного устройства прокатный стан (Академик А.И.Целиков. «Очерки, воспоминания, избранные статьи». Москва, Наука, 2003, стр.174).
Недостаток аналога в прототипе частично устранен, так как в данном литейно-прокатном комплексе участок заготовки с отклонениями температуры от заданной по технологии вырезают на летучих ножницах. Недостаток прототипа состоит в том, что вырезанную заготовку перед дальнейшей прокаткой нужно повторно нагревать, расходуя на это дополнительное тепло.
Целью изобретения является расширение технологических возможностей за счет обеспечения получения на одном агрегате качественного сортового проката как из обычных, так и из легированных марок сталей, а также за счет обеспечения возможности прокатки заготовок с холодного посада.
Технический эффект заявляемого изобретения состоит в возможности обеспечить необходимые температурные условия прокатки как при обработке рядовых сталей, так и при обработке качественных сталей и заготовок с холодного посада.
Поставленная задача с достижением указанного технического эффекта обеспечивается заявляемым изобретением тем, что литейно-прокатный агрегат для производства сортовой продукции, содержащий расположенные последовательно на одной оси машину непрерывного литья заготовок (МНЛЗ), летучие ножницы, приемный рольганг с холодильником, содержащим механизм поперечного перемещения литых заготовок, печное устройство, имеющее внутрипечной рольганг, ось которого совпадает с осью разливки, и расположенный после печного устройства прокатный стан, имеет печное устройство, оснащенное дополнительным внутрипечным рольгангом, ось которого смещена относительно оси первого внутрипечного рольганга в направлении, обратном направлению движения литых заготовок по холодильнику, при этом дополнительный внутрипечной рольганг связан с приемным рольгангом холодильника посредством поперечного шлеппера и подающего рольганга, ось которого совпадает с осью дополнительного внутрипечного рольганга, а внутрипечные рольганги связаны между собой устройством для плоскопараллельного перемещения нагреваемых заготовок в поперечном направлении. Кроме того, перед внутрипечными рольгангами размещены дополнительные задающие рольганги длиной не менее, чем максимальная длина внутрипечных рольгангов.
Предлагаемое изобретение изображено на чертеже.
Литейно-прокатный агрегат для производства сортовой продукции содержит машину непрерывного литья заготовок (МНЛЗ) 1, летучие ножницы 2, приемный рольганг 3, холодильника 4, связанный с холодильником, содержащим механизм 5 поперечного перемещения заготовок, печное устройство 6, имеющее внутрипечной рольганг 7, ось которого 8 совпадает с осью 9 МНЛЗ, и расположенный после печного устройства прокатный стан 10.
Печное устройство 6 оснащено дополнительным внутрипечным рольгангом 11, ось которого 12 смещена относительно оси 8 первого внутрипечного рольганга 7 в направлении, обратном направлению движения литых заготовок по холодильнику 4. При этом дополнительный внутрипечной рольганг 11 связан с приемным рольгангом 3 холодильника 4 посредством поперечного шлеппера 13 и подающего рольганга 14, ось 15 которого совпадает с осью 12 дополнительного внутрипечного рольганга 11, а внутрипечные рольганги 7 и 11 связаны между собой устройством 16 плоскопараллельного перемещения нагреваемых заготовок в поперечном направлении. Перед внутрипечными рольгангами 7 и 11 размещены дополнительные задающие рольганги 18 и 19 соответственно.
За прокатным станом 10 установлен холодильник (на чертеже не показан) для охлаждения готовой продукции.
Литейно-прокатный агрегат для производства сортовой продукции работает следующим образом.
Исходное положение машин и устройств агрегата: в МНЛЗ 1 введена затравка, на площадке МНЛЗ установлен разливочный ковш с жидкой сталью, летучие ножницы 2 находятся в исходном (крайнем левом) положении, валки прокатного стана 10 настроены на прокатку заданного типоразмера проката.
Начинают разливку стали, по мере которой выдвигают затравку. При подходе разливаемой заготовки к ножницам 2 последние начинают двигаться вдоль линии разливки со скоростью заготовки, одновременно отрезая ее передний конец. После окончания отрезки переднего конца заготовки ножницы 2 (положение ножниц в этот момент показано на чертеже штриховыми линиями) возвращаются в свое исходное (крайнее левое) положение.
Передний конец заготовки продвигается по приемному рольгангу 3, достигает печного устройства 6 и движется по внутрипечному рольгангу 7.
За время нахождения заготовки в рабочем пространстве печного устройства 6 застуженные поверхностные слои отлитой заготовки нагреваются, что способствует более устойчивому процессу прокатки на стане 10.
Такой совмещенный процесс разливки и прокатки используется при производстве сорта из рядовых, низкоуглеродистых марок стали. Для легированных марок сталей требуется более равномерное распределение температур по сечению заготовки, что требует более длительного пребывания заготовки в печном устройстве 6. Поэтому для легированных марок стали технологический поток по литейно-прокатному агрегату меняет свое направление.
В частности, после того, как длина заготовки, проходящей через ножницы 2, станет, например, равной длине L печного устройства 6, ножницы 2 снова включаются в работу и отрезают заготовку мерной длины. В процессе своего движения заготовка достигает приемного рольганга 3. Дальше у заготовки два пути: если заготовку по какому-либо признаку следует снять с прокатки, то механизмом 5 поперечного перемещения литых заготовок ее перемещают на холодильник. Для обеспечения качественного температурного режима прокатки или при прокатке заготовок с холодного посада, заготовку шлеппером 13 передвигают на подающий рольганг 14.
Подающим рольгангом 14 ее передают в печное устройство 6 на дополнительный внутрипечной рольганг 11. Устройством 16 для плоскопараллельного перемещения заготовок их перемещают по печному пространству в поперечном направлении. В процессе перемещения происходит выравнивание температуры по сечению заготовки.
Заготовку, достигшую первого внутрипечного рольганга 7, задают этим рольгангом в прокатный стан 10, на выходе из которого получают сортовую продукцию требуемой номенклатуры.
Заявляемый литейно-прокатный агрегат для производства сортовой продукции позволяет:
- для низкоуглеродистых марок сталей в этом литейно-прокатном агрегате возможен совмещенный процесс разливки и прокатки с прохождением непрерывной заготовки вдоль печного устройства без порезки ее на кратные длины без необходимости;
- для легированных марок стали, требующих более качественного подогрева, или при прокатке заготовок с холодного посада, возможно перемещение заготовки, разрезанной на штуки, поперек печного пространства; время нахождения заготовки в печном пространстве увеличивается, в этом случае, не меньше, чем на порядок;
- при обработке низкоуглеродистой марки стали возможен случай, когда на участке прокатного стана возникла нештатная ситуация (например, «забурился» раскат между клетями). В этом случае разливаемую заготовку начинают ножницами 2 резать на мерные длины и с помощью шлеппера 13 и подающего рольганга 14 загружают штуки в печное устройство 6 на дополнительный внутрипечной рольганг 11 и, далее, по уже описанному техпроцессу;
- наличие технологической цепи, включающей холодильник 4, приемный рольганг 3, шлеппер 13, подающий рольганг 14 и дополнительный внутрипечной рольганг 11, позволяет загружать в литейно-прокатный агрегат холодные заготовки, прошедшие операции зачистки поверхности.
В нештатной ситуации, когда на рольганге 7 или 17 выявлена недогретая заготовка, ее по рольгангу 7 направляют на дополнительный рольганг 18, где она ожидает своей очереди для того, чтобы вклиниться между заготовками, поступающими от ножниц 2, именно поэтому рольганги 18 и 19 имеют длину не менее, чем длина внутрипечных рольгангов. Заготовка двигается далее по тому же маршруту: рольганг 3, шлеппер 13, рольганг 14, рольганг 19, рольганг 11, устройство 16, рольганг 7, затем заготовку (после повторного нагрева) задают в стан для прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейно-прокатный агрегат для производства сортового проката | 2024 |
|
RU2830625C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2011 |
|
RU2455091C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| СТАЛЕПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2012 |
|
RU2495730C1 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
| КОМПЛЕКС ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛОПРОДУКЦИИ | 1996 |
|
RU2106930C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ МЕТАЛЛОЛОМА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498878C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОВАРНОЙ ПРОДУКЦИИ НА ЛИТЕЙНО-ПРОКАТНОМ КОМПЛЕКСЕ МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2005 |
|
RU2325960C2 |
Литейно-прокатный агрегат для производства сортовой продукции содержит расположенные последовательно на одной оси машину непрерывного литья заготовок, летучие ножницы, приемный рольганг с холодильником и механизмом поперечного перемещения заготовок, печное устройство и прокатный стан. Печное устройство снабжено дополнительным внутрипечным рольгангом, который связан с приемным рольгангом холодильника посредством поперечного шлеппера и подающего рольганга, ось которого совпадает с осью дополнительного внутрипечного рольганга, а внутрипечные рольганги связаны между собой устройством для плоскопараллельного перемещения нагреваемых заготовок в поперечном направлении, причем перед внутрипечными рольгангами расположены дополнительные задающие рольганги, длина которых не менее максимальной длины внутрипечных рольгангов. Изобретение обеспечивает получение на одном агрегате качественной сортовой продукции из рядовых и легированных марок сталей, а также прокатку заготовок с холодного посада. 1 ил.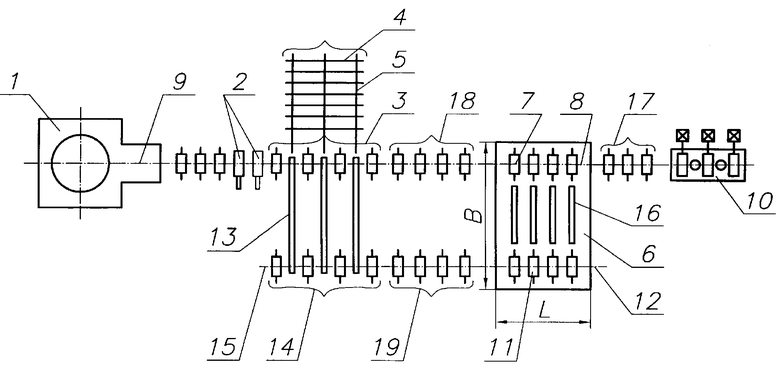
Литейно-прокатный агрегат для производства сортовой продукции, содержащий расположенные последовательно на одной оси машину непрерывного литья заготовок, летучие ножницы, приемный рольганг с холодильником и механизмом поперечного перемещения литых заготовок, печное устройство с внутрипечным рольгангом, ось которого совпадает с осью разливки, и расположенный после печного устройства прокатный стан, отличающийся тем, что печное устройство оснащено дополнительным внутрипечным рольгангом, ось которого смещена относительно оси первого внутрипечного рольганга в направлении, обратном направлению движения литых заготовок по холодильнику, при этом дополнительный внутрипечной рольганг связан с приемным рольгангом холодильника посредством поперечного шлеппера и подающего рольганга, ось которого совпадает с осью дополнительного внутрипечного рольганга, а внутрипечные рольганги связаны между собой посредством устройства для плоскопараллельного перемещения нагреваемых заготовок в поперечном направлении, причем перед внутрипечными рольгангами расположены дополнительные задающие рольганги, длина которых не менее максимальной длины внутрипечных рольгангов.
| ЦЕЛИКОВ А.И | |||
| Очерки, Воспоминания, Избранные статьи | |||
| - М.: Наука, 2003, с.174, рис.7 | |||
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС | 1989 |
|
RU2044581C1 |
| КОМПЛЕКС ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛОПРОДУКЦИИ | 1996 |
|
RU2106930C1 |
| RU 20090305 С1, 20.09.1997. | |||

