I
Изобретение относится к фрезерным станкам и мож.ет быть использовано для обработки поверхностей судовых гребных винтов как обычной формы, так и винтов, имеющих лопасти большой радиальной кривизны.
Известны станки для обработки гребных винтов, включающие установленный на станине с возможностью поворота стол для детали И стойку, смонтированную с возможностью поперечных перемещений и несущую поворотную планшайбу со шпиндельной бабкой l .
Известные станки не обеспечивают качественной обработки гребных винтов, в особенности, винтов, имеющих лопасти больШой радиальной кривизны,
С целью расширения технологических возможностей станка и повышение качества обработки в описываемом станке шпиндельная баб«ка снабжена установленной с возможностью поворота вокруг продольной оси гильзой и расположзнньтм на ее торце хоботом, несушим инструмент.
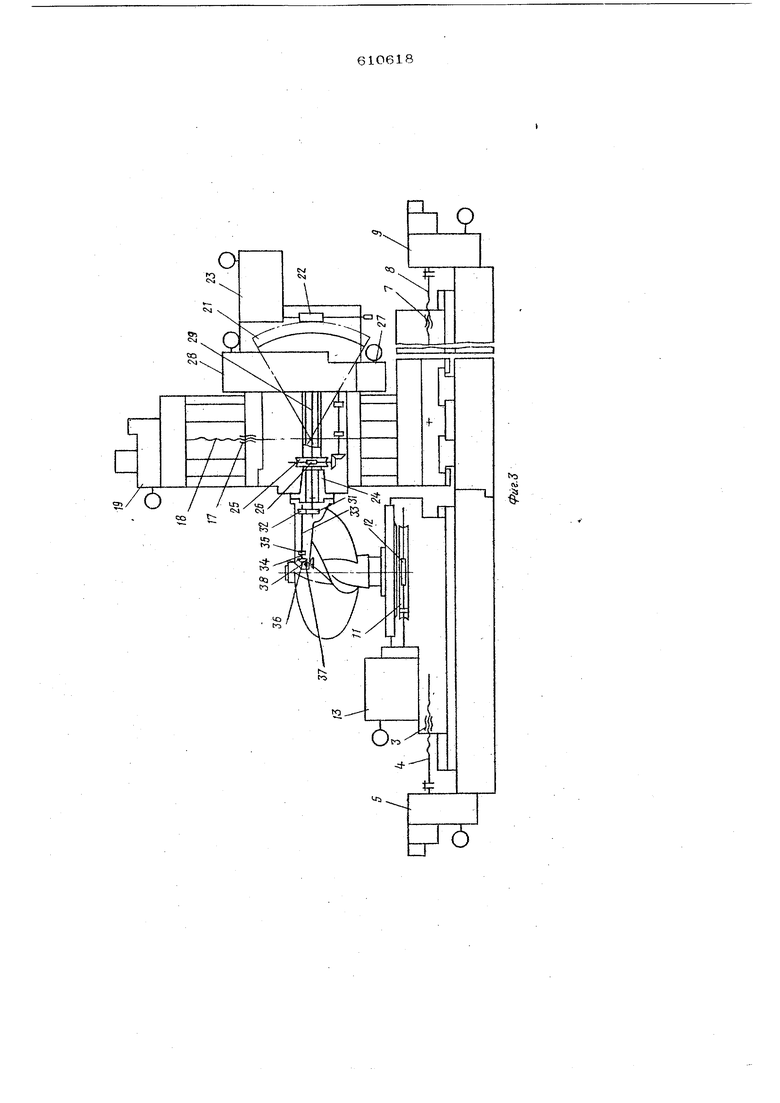
На фиг. 1 представлен станок с з оботом пля обработки винтов с малрй
радиальной кривизной, общий вид; на фиг.2станок с хоботом для обработки винтов с большой радиальной кривизной, общий вид; на фиг.З - кинематическая схема, станка; на фиг. 4 - разрез А-А на фиг. 2.
Станок включает станину .1 с взаимно перпетщикулярньтми направляющими, на одних из которых установлены сани 2, перемещающиеся При помощи гайки 3 и винта 4 от привода 5 горизонтальных подач. На, других направляющих расположены саАи 6, перемещающиеся при помощи гайки 7 и винта 8 от привода 9. На санях установлен поворотный стол 10с червячным вендом 11, червяком 12 и приводом 13 круговых подач. На стол устанавливают обрабатываемый винт 14.
На санях 6 закреплена стойка 15, несущая вертикально переметающиеся сани 1 6 с гайкой 17, втггом 18 и приводом 19 вертикальных подач. Сани 16 имеюгг круговые направляющие с Т-образным пазом, на которых смд гирована шпиндельная бабка 2О с червя.чным сектором 21, червяком 22 редуктором 23 поворота, закрепленным на санях 16. В корпусе бобки вдоль ее продольной осж смонтирована поворотная гильза 24 с червячным колесом 25, закрепляющимся с чер вячным колесом 26 и приводом 27 враще1тя гильзы. На заднем торце корпуса бабки 20 смонтирован привод 28 вращен 1Я инстру мента, который посредством приводного вала 29 соединен с хоботом 30. Хобот ЗП крепится на перецний торец галЬзы 24. В корпусе хобота 30 смонтированы зубчатые колеса 31 и 32, посредством которых вал 29 соединен с валом 33. Последний соединен с валом 34 посредством муфты 35 и через конические колеса 36 и 37 со штшцелем 38 фрезерной головки 39 сфрезой / 4О. Для обработки гребных винтов 14 танкерного типа, имекадих постоянньш шаг, на хоботе 30устанавлива1от фрезерную головку 39, у которой ось вращения фрезы 40 и ее торец совмешены с осью поворота гильзы, при 3Tosf обеспечивается обработка лопастей без холостых ходов с сохранением ПОСТОЯ1ШОЙ tiJHpHifbi фрезерования, предусмотренной в управлякшей программе. Для .обработки гребных винтов 41, имеющих лопасти бошзиюй радиальной кривизны, на торец гильзы 24 устанавливают хобот, состояпщй из двух полых коническ1гх корпусов 42 и 43, расположенных под углом цруг к цругу, несучщх фрезерную головку 44 с (| розой 45. Вращение на фрезу 45 передается DT приводного вала 20 через конические колеса 40 и 47, на вал 48, на щпиндель 49, . головки 44, осуществляющей обработку логпасти, а также обработку поверхности сту- ПИИ, гантель гых переходов и кромок винтов. На месте фрезерных головок 30 и 44 могут бь1ть усга1ювлены другие головки, несушпе различнь;й режущий инструлт.ент, что также может повысить технологические во.зможности станка. Станок работает следуютч.им образом. 1ри обработке лопастей винтов танкерного типа на столе 10 закрепляют винт 14. Осевую линию лоиасти устанавливают перпенаикулярно направляющим станины 1 . Стойку 15 подводят к винту 14 в положение, в ко торомпродольная ось гильзы 24 совместится со средней .пинией на винте 14, после чего обеспечивают установку фрезы 40, соответствующую радиальному наклону лопасти После этого перемеп1ают стол с поталью относительно фрезг ; 4О, которой сообщают пер мещение ПС вертикали. Оцновре.е1гно гильза 24 во обработки поворачивается вокруг своей оси, устанавливая фрезу 40 по но мали к обрабатываемой поворхности п эапи- симости от аксиальной крдпи-зпы лопасти. Обработку винтов 41, имеющих лопасти большой радиальной кривизны (см. фнг. 2), производят при помощи хобага, состоящего из двух корпуссж 42 и 43, несущих фрезерную головку 44 с фрезой 45, При этом гильза 24 в процессе обработки лопасти неподвижно закреплена а перед обработкой поворотом приводной бабки 20 и тльаы 24 устанавливают оптимальные углы положения фрезерной головки 44, а спедовательно, и фрезы 45 в зйвисимобти от радиального и аксиального наклона лопастей винта 41. Перемещением стойки 15с приводной бабкой 20i хоботом 30 с головкой 39 производят установку фрезы 4О по оси обрабатываемого винта 14 в горизонтальной плоскости, что Позволяет вести обработку в соответствии с заданньтм чертежом без искажениП и составление управляющей программы как для обычных гребных винтов 14. Обработку поверхностей ступицы, гантельных переходов и кромок осуществляют таки- ; ми же движениями, что и при обработке ло.пастей,винтов.. Движения узлов станка по координатам X. Y, Z, .. воа1Ц.ение стола {координата С) и поворот Гильзы (координата 3) ) осуществляются от приводов 5, 9,19,13 и 27 по определенной программе. Поворот бабки 20 (коор.с1ината В) записывают в упра-. вляющую программу и устанавливают периодически в оптимально выбранных сечегшях. Обработку лопастей гребных винтов 14 обычного типа производят фрезерной гоповксй 39с фрезой 4О при непрерывном (}резероваиш в о.бе стороньг без холостых ходов. Таким обра.зом; описываемый станок позволяет производить обработку гребных винтов как с радиальным, так и с аксиальным подходом HHCTpjTyfeHTa. Формула изобретения 1. Станок для обработки гребных винтов, включаю ий установлешпггй на станине с возможностью- поворота стол для детали и стойку, смонтированную с возможностью поперечных перемещений и несущую поворотную планшайбу со шпиндельной бабкой, о т л ич а ю д и и с я тем, что, с целью расширения технологических возможностей станка и повышения качества обработки, шпинасльная бабка снабжена устанопленпоГ с вoз.foжнocтью поворота вокруг пропо;пзНоГ(
оси гильзой и расположенным на ее TOfuie хоботом, насушим инструмент.
2. Станок по п.1 о т ли ч а ю ш и йс я тем, что хобот выполнен в виде двух полых корпусов, установленных под углом друг к другу.
Источники информации, принятые во внимание при. экспертизе:
1. Дружинский И. А. Методы обработки сложных поверхностей на металлорежутии, станках, М. -Л.. 1965, с. 323.


| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для пятикоординатной обработки вращающимся инструментом пространственно-сложных криволинейных поверхностей | 1972 |
|
SU491252A1 |
| Станок с числовым программным управлением | 1978 |
|
SU699740A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ КОРПУСA АВТОСЦЕПКИ | 2009 |
|
RU2404027C1 |
| Фрезерный станок для обработки криволинейных поверхностей | 1971 |
|
SU457550A1 |
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ГРЕБНЫХ ВИНТОВ | 1972 |
|
SU421437A1 |
| СТАНОК ДЛЯ НАРЕЗАНИЯ ВИТКОВ ЧЕРВЯЧНЫХ ФРЕЗИ ЧЕРВЯКОВ | 1972 |
|
SU331853A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК | 2003 |
|
RU2264889C2 |
| Станок для фрезерования каблука обуви | 1954 |
|
SU99469A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| ПОЛУАВТОМАТ ДЛЯ ФРЕЗЕРОВКИ СЕКРЕТОВ КЛЮЧЕЙ ДИСКОВОГО ЗАМКА | 2001 |
|
RU2207225C2 |


13 ХОЦЦ О г U-b
to
cvi
