Область техники, к которой относится изобретение
Изобретение относится к области проверки полых объектов или емкостей в широком смысле, таких как бутылки, банки, флаконы, в частности, из стекла, с целью выявления дефектов размеров или поверхности емкостей.
Уровень техники
В области проверки емкостей, в частности, из стекла после их изготовления предусматривается различный контроль, в частности контроль венчика или шейки емкости (внутреннего/наружного диаметра, плотности, высоты) и горловины емкости (внутреннего диаметра, внутреннего профиля, протяженности).
Для выполнения такой проверки известно использование различных устройств, каждое из которых содержит контрольную головку либо для опускания на точное расстояние в зависимости от вида емкости, либо для опоры на емкость в процессе проверки. Классическим образом такая проверка выполняется с помощью машины, которая содержит либо линейный конвейер, приспособленный для удержания емкостей в точных положениях, либо звездообразный конвейер кругового движения с позиционными остановками для установки емкостей относительно различных станций проверки. Для звездообразного конвейера каждая контрольная головка перемещается возвратно-поступательно вертикально, а для линейного конвейера контрольная головка имеет дополнительно возможность горизонтального перемещения.
В патентном документе FR 2818748 описано устройство проверки, содержащее головку, установленную на горизонтальном ползуне, который установлен на каретке, перемещаемой возвратно-поступательно в вертикальном направлении с помощью приводного ремня, огибающего ведомый шкив и шкив, приводимый сервомотором. Один из недостатков такого устройства заключается в том, что перемещаемая масса относительно велика, что ограничивает скорость и ускорение перемещения контрольной головки. В результате скорость проверки емкостей ограничена, что является главным недостатком для процессов изготовления емкостей на производственных линиях. Другой недостаток известного устройства проявляется, когда контрольная головка предназначена для вступления в контакт с емкостью. Ход контрольной головки не является определенным из-за разброса высоты емкостей, влияющих на ход дефектов, таких как дефекты, не позволяющие опускать головку в ходе операции контроля. Кроме того, с учетом неопределенности хода и перемещаемой массы между контрольной головкой и емкостью может происходить удар, что может вызывать повреждение емкости и/или контрольной головки. И наконец, такое устройство не позволяет определять происхождение выявленных дефектов.
В патентном документе GB 1432120 описано устройство для проверки емкостей, содержащее несколько станций контроля, при этом одна станция предусматривает контроль соответствия венчиков и горловин емкостей требованиям по размерам. Эта станция проверки содержит подвижную часть, приводимую приводной системой в возвратно-поступательное движение относительно рамы устройства в направлении перемещения, параллельном оси симметрии емкостей. Эта подвижная часть оснащена наружным калибром проверки венчика емкостей и внутренним калибром проверки внутренней поверхности венчика и горловины емкостей.
Устройство по этому патентному документу GB 1432120 имеет те же недостатки, что и устройство проверки по патентному документу FR 2818748.
Аналогичным образом в патентном документе US 3390569 описан аппарат проверки внутренних и наружных частей венчиков емкостей. Аппарат содержит подвижную часть, снабженную контрольным измерителем, который предназначен для опоры на внутреннюю часть венчика, и контрольный колокол, предназначенный для опоры на наружную часть венчика. Когда колокол и измеритель опираются на емкость, они ограничивают полость, в которой создается разрежение для определения того, соответствует ли емкость требованиям или является дефектной.
Устройство по этому патентному документу US 3390569 имеет те же недостатки, что и устройство проверки по патентному документу FR 2818748.
Из патентного документа FR 2174203 также известна машина для проверки венчиков и горловин емкостей, содержащая подвижную часть, приводимую приводной системой в циклическое возвратно-поступательное движение относительно рамы машины. Подвижная часть перемещается в вертикальном направлении параллельно оси симметрии емкостей. Подвижная часть оснащена калибром или габаритом контроля наружной части венчика. Этот габарит установлен на конце нижней втулки, направляемой при вертикальном возвратно-поступательном движении относительно рамы.
Подвижная часть содержит также верхнюю втулку, установленную коаксиально внутри нижней втулки и снабженную калибром или измерителем контроля горла. Эта верхняя втулка приводится в вертикальное возвратно-поступательно перемещение для обеспечения ввода контрольного измерителя внутрь горла емкости.
Каждая втулка снабжена цапфой, предназначенной для прохода внутри паза рычага, когда контрольный измеритель занимает положение, соответствующее бездефектной емкости. Если в емкости не соблюдены предписанные допуски, одна и/или другая втулка занимает положение, в котором цапфа приводит в действие рычаг, замыкающий контакт для указания того, что размеры бутылки не соответствуют предусмотренным допускам.
Такое устройство позволяет узнавать, относится выявленный дефект к горлу или к наружной части венчика. Однако устройство не позволяет определить характер выявленного измерителем дефекта по размерам, например, того, является ли горло слишком узким или слишком большим, и характер дефекта, определяемого габаритом, такого как слишком большой или слишком малый венчик.
В то же время представляется важным различать характер дефектов в дефектных емкостях, чтобы лучше воздействовать на процесс производства емкостей.
В патентном документе US 4798096 описан аппарат проверки, позволяющий определять присутствие стеклянных волокон внутри емкости из стекла. Этот аппарат содержит подвижный штырь, снабженный на свободном конце пластиной, подвижной относительно штыря и относительно датчика приближения. Перемещение пластины детектируется, когда она встречает стеклянные волокна в ходе опускания штыря внутрь емкости.
Это решение является уникальным в том отношении, что аппарат проверки способен определять, отходят ли стеклянные волокна от дна емкости или проходят между внутренними стенками емкости. Однако этот аппарат неспособен определять соответствие венчиков и/или горловин емкостей требованиям по размерам.
Раскрытие изобретения
Задача, на решение которой направлено настоящее изобретение, заключается в том, чтобы устранить недостатки известных решений уровня техники и предложить устройство для проверки, позволяющее проверять с высокой скоростью или частотой венчик и горловину емкости для контроля их соответствия требованиям по размерам и выявлять тип обнаруженных дефектов.
Для решения поставленной задачи предметом изобретения является устройство проверки венчиков и горловин емкостей. Согласно изобретению устройство проверки содержит:
- подвижную часть, приводимую приводной системой в возвратно-поступательное движение относительно рамы в направлении перемещения, параллельном оси симметрии емкостей, причем подвижная часть оснащена наружным калибром контроля наружной части венчика емкостей и внутренним калибром контроля внутренней части венчика и горловины емкостей,
- систему измерения положения подвижной части относительно рамы в направлении перемещения, причем результаты измерений положения подвижной части передаются на блок обработки данных,
- систему детектирования появления контакта между внутренним калибром и емкостью в процессе перемещения подвижной части, причем данные появления контакта передаются на блок обработки данных,
- систему детектирования появления контакта между наружным калибром и емкостью в процессе перемещения подвижной части, причем данные появления контакта передаются на блок обработки данных,
- и блок обработки данных, позволяющий на основе результатов измерений положения подвижной части и данных появления контакта между калибрами и емкостью определять соответствие венчиков и/или горловин емкостей требованиям по размерам, а также типы дефектов для емкостей, не соответствующих требованиям по размерам.
Кроме того, устройство по изобретению может дополнительно иметь по отдельности или в различных комбинациях следующие особенности:
- подвижная часть содержит подвижную опору, по отношению к которой наружный калибр и внутренний калибр установлены подвижно в направлении перемещения и независимо друг от друга,
- рама содержит трубку экстрактора, имеющую первый конец, жестко соединенный с рамой, и второй конец, противоположный первому концу и предназначенный для упора в закраину венчика емкости при случайном подъеме емкости, причем внутренний калибр и наружный калибр выходят за второй конец трубки экстрактора, проходя соответственно внутри и снаружи трубки экстрактора,
- в функции измерений положения подвижной части и появления контакта между калибрами и емкостью блок обработки данных производит вычисления, дающие дополнительные данные о размерах горловин и венчиков емкостей,
- на основе данных, поставляемых системой измерения и системами детектирования, блок обработки данных вычисляет высоту емкостей,
- блок обработки данных подает команду на реверс приводной системы для помощи в случаях появления контакта одного и/или другого из калибров с емкостью,
- устройство содержит механизмы демпфирования контакта между емкостью и каждым калибром и возврата калибров в их положение,
- системы детектирования контакта содержат датчики появления контакта или приближения, предпочтительно датчики магнитного типа,
- внутренний калибр содержит тягу, подвижную относительно опоры и направляемую в поступательном движении внутри корпуса, установленного внутри трубки экстрактора, причем тяга снабжена на первом конце штырем контроля, а на втором конце, удаленном от штыря контроля, по меньшей мере, одной частью системы детектирования контакта между внутренним калибром и емкостью,
- наружный калибр содержит контрольный колокол, окружающий трубку экстрактора и установленный подвижно относительно опоры подвижной части,
- контрольный колокол снабжен, по меньшей мере, одной подвижной осью, направляемой относительно подвижной опоры и снабжен, как и механизм демпфирования, по меньшей мере, одной пружиной, помещенной между контрольным колоколом и опорой, при этом подвижная ось снабжена, по меньшей мере, одной частью системы детектирования контакта между наружным калибром и емкостью,
- подвижная опора подвижной части содержит деталь, через которую проходит трубка экстрактора и которая обеспечивает направление оси или осей направления контрольного колокола,
- опора подвижной части содержит зубчатую рейку, связанную одним концом с деталью направления контрольного колокола и противоположным концом с направляющим корпусом тяги, поддерживающей контрольный штырь,
- зубчатая рейка приводится в возвратно-поступательное движение приводной системой, предпочтительно содержащей сервомотор,
- приводная система содержит датчик поворота, образующий часть системы измерения положения подвижной части относительно рамы,
- контрольный штырь установлен на подвижной тяге с помощью системы пассивной податливости для облегчения ввода контрольного штыря внутрь емкостей со скошенными шейками или плохо центрированных,
- устройство содержит систему фиксации каретки машины проверки, причем система фиксации обладает податливостью для того, чтобы допускать угловое или линейное отклонение между устройством проверки и кареткой машины с целью облегчения ввода контрольного штыря внутрь емкостей со скошенными шейками или плохо центрированных.
Краткое описание графических материалов
Другие характеристики будут ясны из нижеследующего описания примеров осуществления изобретения, не имеющих ограничительного характера, со ссылками на прилагаемые чертежи.
На чертежах:
фиг.1 изображает в перспективе устройство проверки по изобретению,
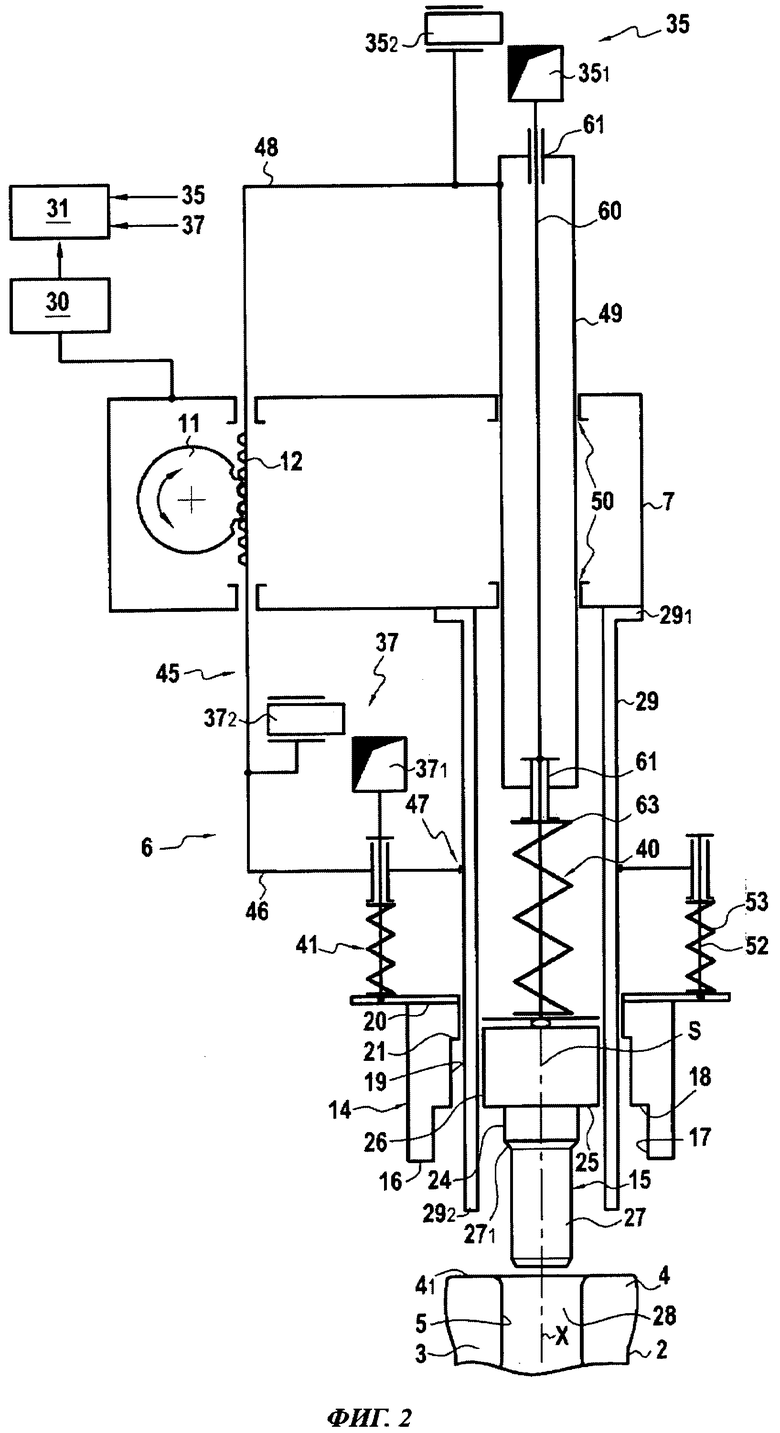
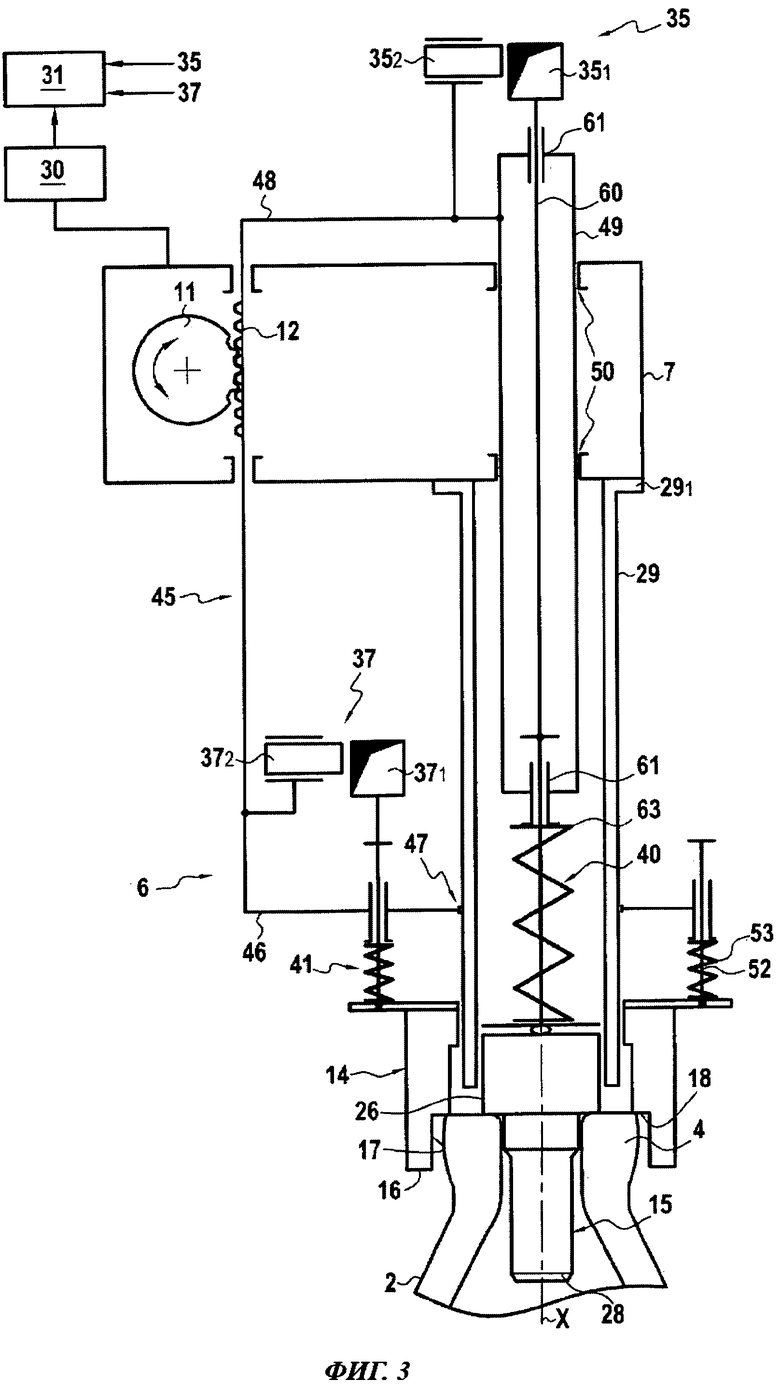
фиг.2 и 3 схематично изображают на виде в продольном разрезе устройство проверки по изобретению в верхнем положении и при проверке емкости,
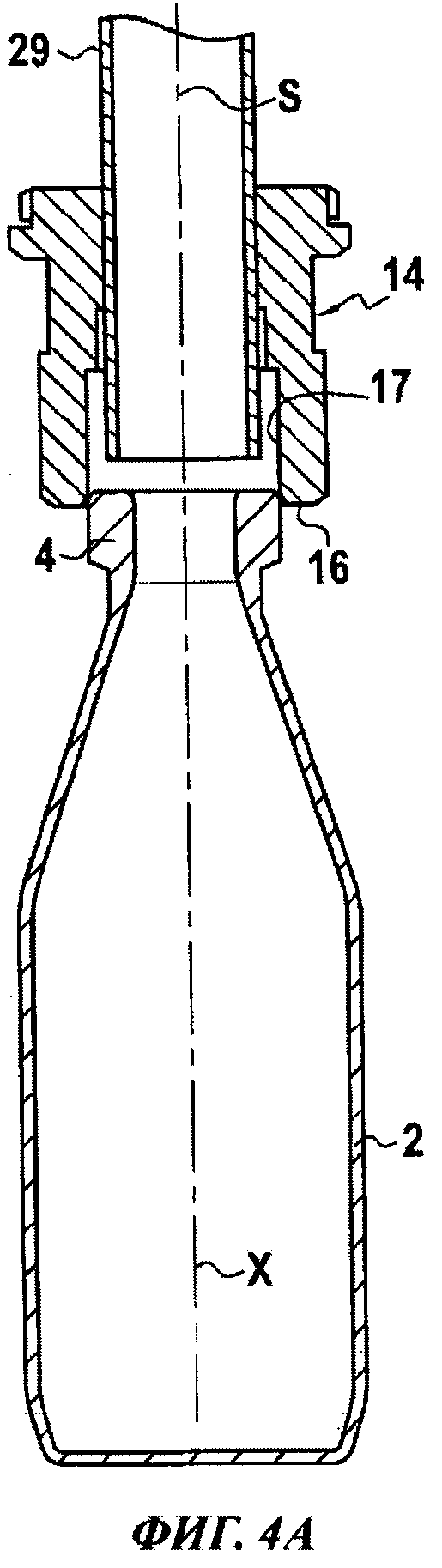
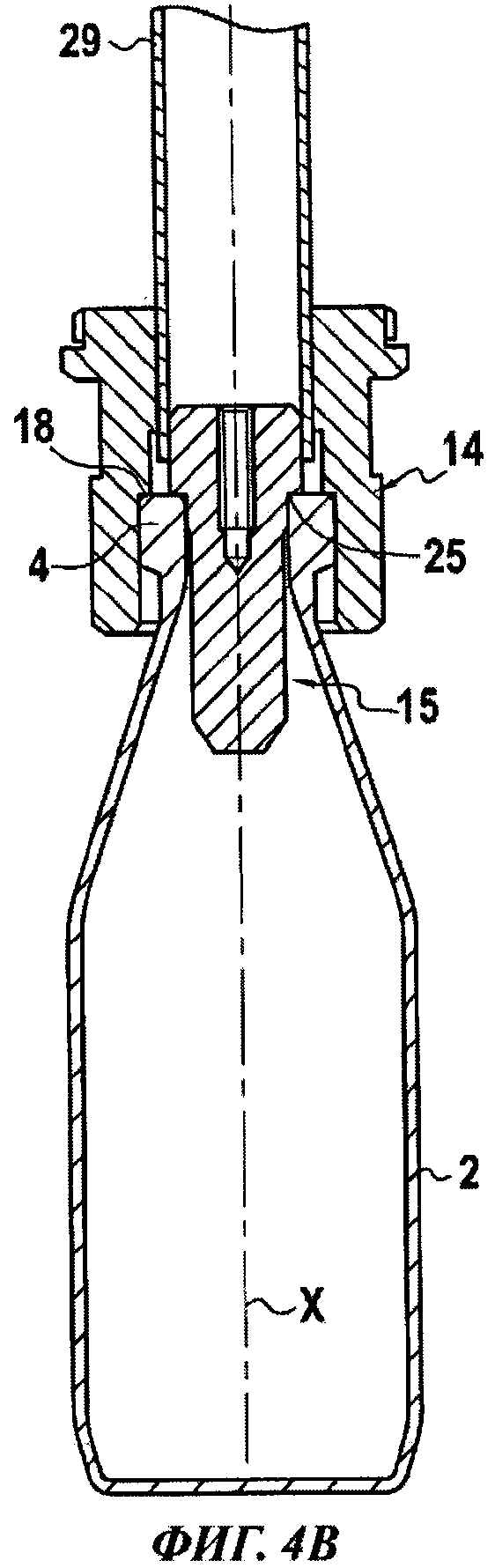
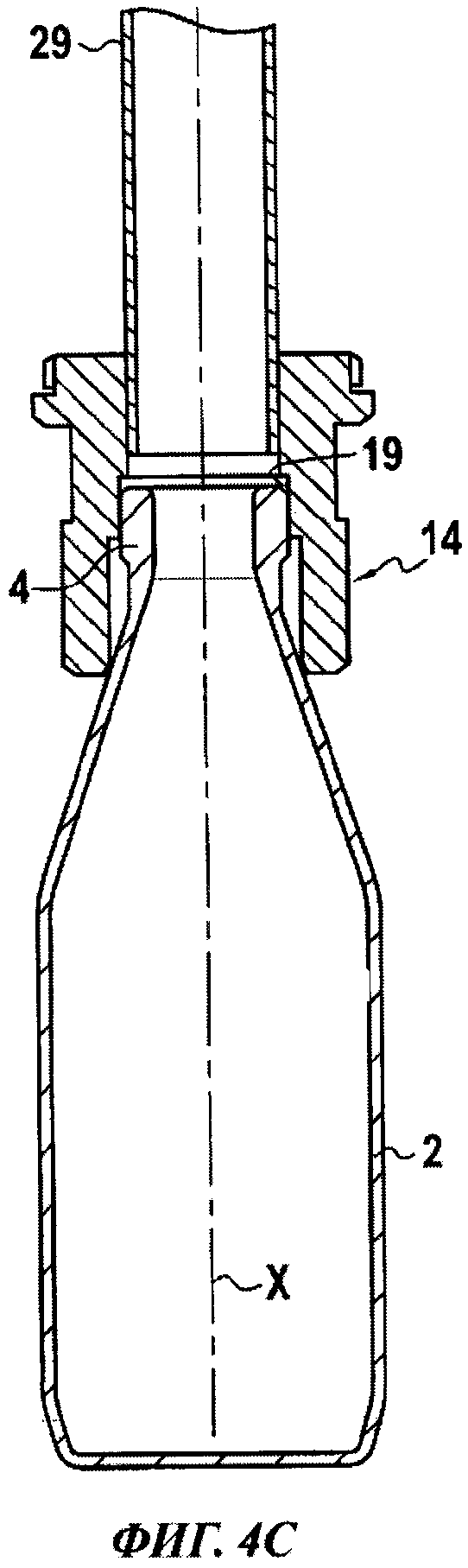
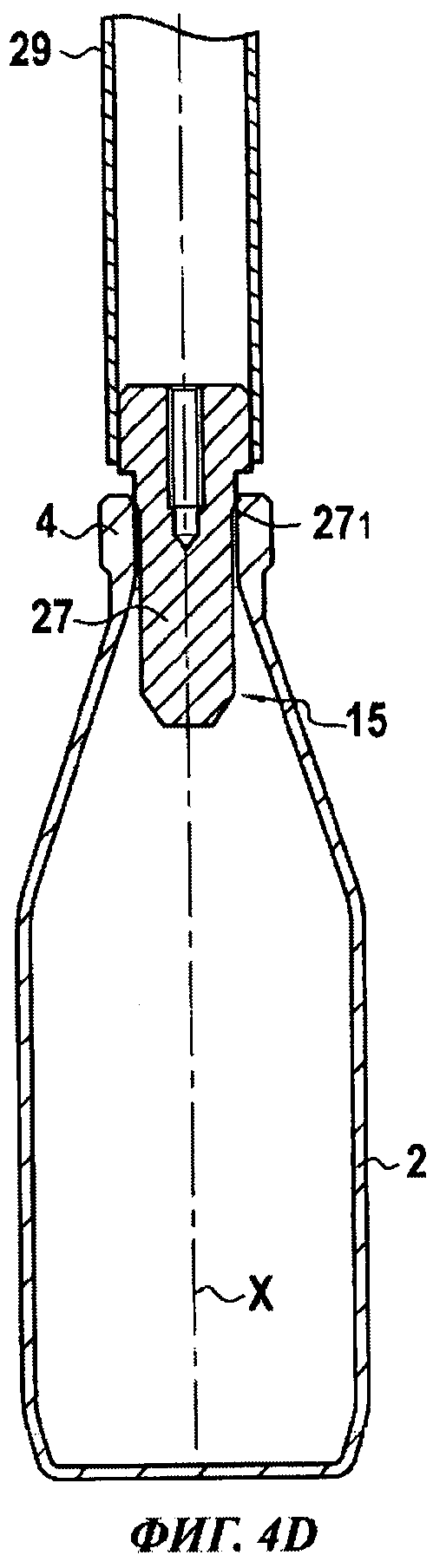
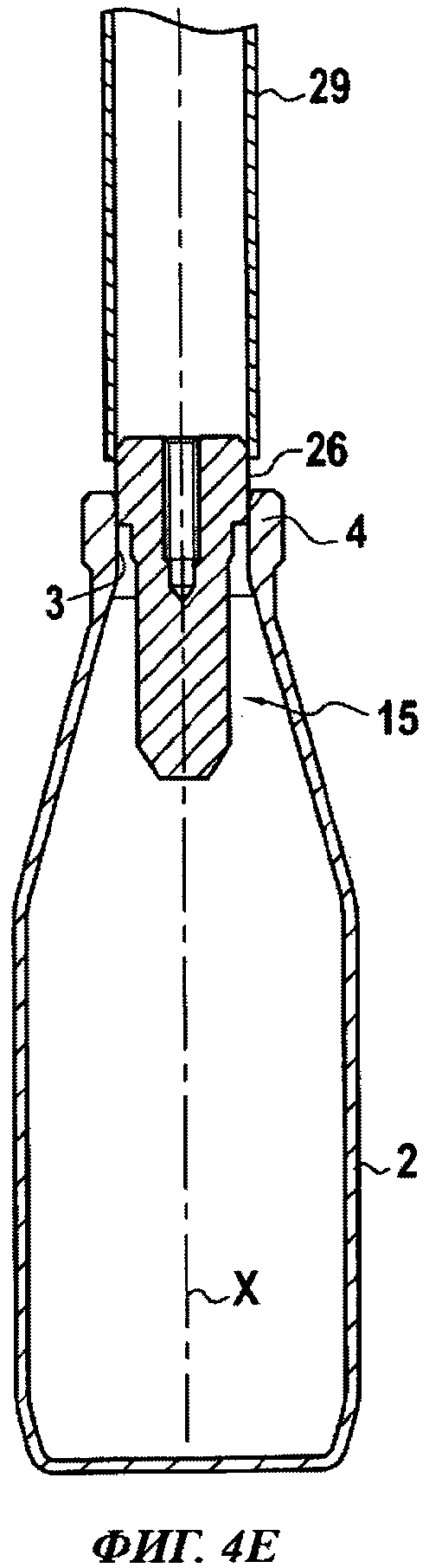
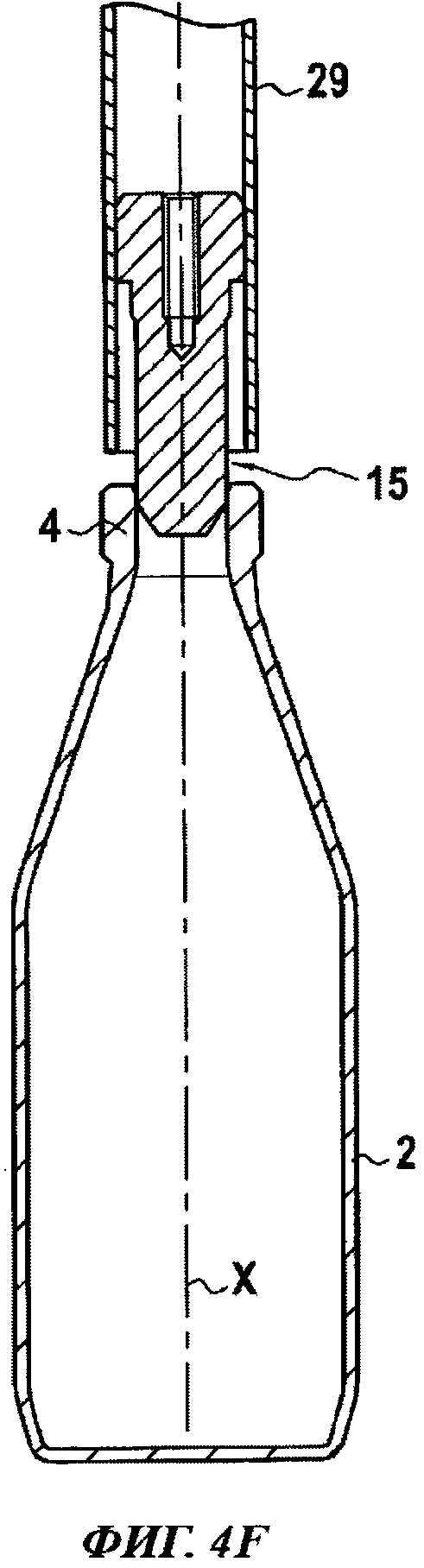
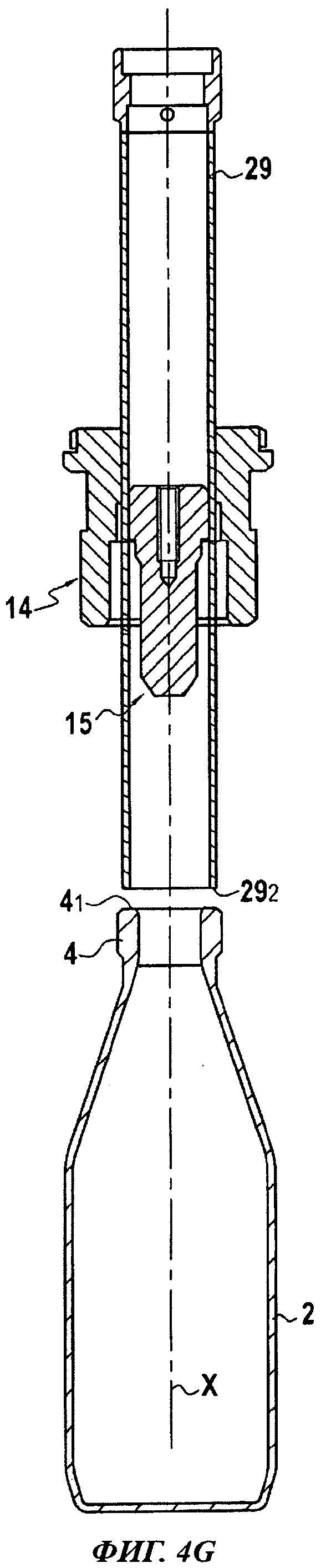
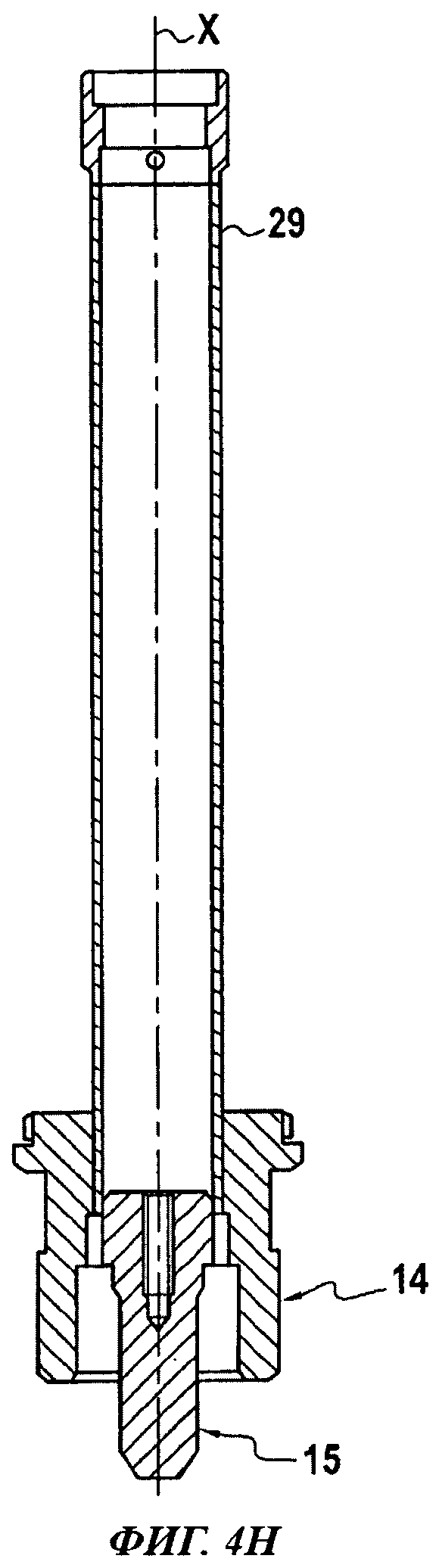
фиг.4А-4Н изображают на виде в продольном разрезе различные конфигурации устройства проверки, соответствующие контролю: диаметра дефектного венчика при слишком большом венчике; правильного устья горла и правильного диаметра венчика; дефектного диаметра венчика при слишком малом венчике; дефектного устья горла при слишком малом устье горла; дефектного устья горла при слишком большом устье горла; дефектного устья горла, соответствующего забитому устью горла; при отсоединении устройства и при отсутствии емкости.
Осуществление изобретения
Как это видно из фиг.1-3, предметом изобретения является устройство 1 проверки, позволяющее с высокой скоростью выполнять проверку полых емкостей 2 всех видов, изготовленных, например, из стекла и имеющих ось Х симметрии. Классическим образом каждая емкость имеет горловину 3 с венчиком 4, которая ограничивает внутреннее отверстие 5 доступа внутрь емкости 2. Более конкретно, устройство 1 проверки позволяет контролировать горловину 3 и венчик 4 емкости 2 для того, чтобы определять соответствие горловин и венчиков емкости и тип дефектов для емкостей, не соответствующих требованиям по размерам.
Устройство 1 проверки предназначено для оснащения любых машин по производству емкостей, которые подаются с высокой скоростью к устройству 1 проверки с помощью соответствующих средств. Сама производственная машина и средства подачи емкости к устройству 1 проверки, а также средства поддержки емкостей не описываются, так как они хорошо известны специалисту в данной области и не являются частью предмета изобретения. Устройство 1 проверки установлено на каретке механизма проверки, который является частью производственной машины или приставкой к ней. В показанном примере осуществления следует отметить, что емкости 2 подаются к устройству 1 проверки в стоячем или вертикальном положении таким образом, что ось Х симметрии бутылки может считаться проходящей в вертикальном направлении.
Устройство 1 проверки содержит часть 6, подвижную относительно несущей рамы 7. Подвижная часть 6 приводится приводной системой 9 для обеспечения ее возвратно-поступательного перемещения в направлении, параллельном оси Х симметрии емкости 2, с опусканием и подъемом в вертикальном направлении перемещения, в то время как бутылка 2 занимает стоячее положение в процессе ее контроля устройством 1 проверки по изобретению. Само собой разумеется, что устройство 1 проверки может производить контроль бутылок, установленных в различных положениях.
Согласно предпочтительному примеру осуществления приводная система 9 содержит сервомотор 10 и снабжена выходной шестерней 11, взаимодействующей с зубчатой рейкой 12, которая является компонентом подвижной части 6. Сервомотор управляется таким образом, чтобы приводить выходную шестерню в одном направлении и противоположном ему направлении для циклической передачи зубчатой рейке движений опускания и подъема вдоль вертикальной оси.
Подвижная часть 6 содержит наружный калибр 14 контроля внешней стороны венчика 4 емкости и внутренний калибр 15 контроля внутренней стороны венчика и горловины емкости 2. Как это будет пояснено в описании дальше, калибры 14, 15 приводятся в возвратно-поступательное движение подвижной частью 6 для входа в контакт емкостью 2 при опускании подвижной части 6.
Более конкретно, калибры 14, 15 установлены концентрично и имеют общую ось S симметрии, проходящую в вертикальном направлении, так что в положении контроля ось Х симметрии емкости 2 и ось S симметрии расположены на одной линии. При каждом движении опускания подвижной части 6 вдоль вертикальной оси S калибры 14, 15 контролируют размеры венчика и горловины одной емкости. При подъеме подвижной части проверенная емкость убирается и для контроля подается следующая емкость.
Как это лучше видно на фиг.2 и 3, наружный калибр 14 выполнен в виде колокола кольцевой формы, центрированного относительно оси S симметрии. Наружный калибр 14 имеет нижний конец, называемый входом 16, который ограничивает калибровочное отверстие или калибровочную расточку 17. Внутренний диаметр калиброванной расточки 17 равен наибольшему диаметру, допускаемому для венчика 4 емкости. Таким образом, как показано на фиг.4А, если венчик 4 емкости имеет диаметр больше диаметра калибровочной расточки 17 (слишком большой венчик), венчик 4 упирается в нижний конец 16 наружного калибра 14.
Калибровочная расточка 17 ограничена внутренним уступом 18, предназначенным для входа в контакт и упора в край или закраину 4i венчика 4.
Согласно предпочтительному примеру осуществления наружный калибр 14 содержит также отверстие или выходную расточку 19, которая выполнена за уступом 18, сообщается с калибровочной расточкой 17 и выходит на второй конец 20 наружного калибра, противоположный первому нижнему концу 16. Эта выходная расточка 19 снабжена упорным уступом 21, расположенным между вторым концом 20 и уступом 18.
Таким образом, калибровочная расточка 17 и выходная расточка 19 ограничивают между собой кольцевой уступ 18, ширина которого соответствует полю допусков для ширины соответствующих требованиям венчиков 4 (фиг.4B). Другими словами, во всех случаях, когда венчик имеет соответствующий требованиям диаметр, наружный калибр 14 опирается своим уступом 18 на закраину 41 венчика 4. В том случае, когда венчик 4 имеет диаметр меньше диаметра выпускной расточки 19 (фиг.4С), выходная расточка 19 наружного калибра 14 принимает венчик 4, который далее входит в контакт с наружным калибром 14 - либо с его нижним концом 16, либо с упорным уступом 21.
Внутренний калибр 15 выполнен в виде штыря или измерителя, установленного внутри наружного калибра 14 концентрично ему. Калибр 15, выполненный центрированным вокруг оси S симметрии, ограничивает нижний участок 24, отделенный уступом 25 от верхнего участка 26. Диаметр верхнего участка 26 больше диаметра нижнего участка 24. Диаметр нижнего участка 24 представляет диаметр, соответствующий минимальному допустимому диаметру горла емкости 2, тогда как диаметр верхнего участка 26 соответствует максимальному допустимому диаметру горла емкости. Таким образом, кольцевой уступ 25 между верхним участком 26 и нижним участком 24 представляет ширину, соответствующую полю допусков для внутреннего диаметра горла емкости. В том случае когда горловина 3 имеет диаметр в пределах поля допусков, внутренний калибр 15 опирается своим уступом 25 на закраину 41 венчика (фиг.4B).
Согласно предпочтительному варианту осуществления внутренний калибр 15 содержит, помимо нижнего участка 24, наконечник 27, имеющий диаметр меньше диаметра нижнего участка 24. Наконечник 27 имеет свободный конец 28 или упор с выполненной на нем фаской. В соединении с нижним участком 24 наконечник 27 ограничивает соединительный поясок 271.
Когда горловина 3 емкости 2 имеет слишком малый диаметр, штырь упирается своим наконечником 27, в частности своим соединительным пояском 271, в емкость 2 (фиг.4D). Если внутренний диаметр горловины 3 больше максимального диаметра поля допусков, верхний участок 26 входит внутрь горловины 3 емкости 2 (фиг.4Е). В том случае когда горловина емкости имеет дефект забитого устья горла (фиг.4F), внутренний калибр 15 упирается своим наконечником 27 на уровне закраины венчика.
Согласно предпочтительной особенности осуществления между наружным калибром 14 и внутренним калибром 15 встроена трубка 29 экстрактора. Трубка 29 экстрактора имеет первый конец 291, жестко прикрепленный к раме 7 таким образом, что продольная ось симметрии совпадает с осью S симметрии. Трубка 29 экстрактора имеет второй конец 292, противоположный первому концу 291 и проходящий между внутренним калибром 15 и наружным калибром 14. Другими словами, наружный калибр 14 проходит снаружи трубки 29 экстрактора, а наружный калибр 15 проходит внутри трубки 29 экстрактора.
Диаметр трубки 29 экстрактора подобран таким, чтобы она упиралась в закраину 41 венчика 4 в случае подъема емкости вместе с подвижной частью 6 и позволяла отделить емкость от подвижной части 6. Само собой разумеется, что трубка 29 экстрактора имеет соответствующую длину, чтобы допускать выход калибров 14, 15 за второй конец 292 трубки при их контакте с емкостью 2. Толщина трубки 29 экстрактора также достаточно мала, чтобы не мешать контролю калибров 14, 15, также предназначенных для опоры на закраину 41 венчика 4.
Если емкость 2 оказывается заклиненной с одним и/или другим калибром, емкость 2 захватывается подвижной частью 6 при ее движении подъема. Во время этого подъема емкость 2 доходит до упора своей закраиной 41 в нижний конец 292 трубки экстрактора, что вызывает отделение емкости 2 от подвижной части 6, которая продолжает подъем (фиг.4G).
Следует отметить, что наружный калибр 14 и внутренний калибр 15 выявляют каждый дефекты на заданном уровне своего перемещения по вертикальной оси, причем эти высотные положения различны. Так, внутренний калибр 15 занимает более высокое положение во время выявления забитой горловины (фиг.4F), чем его положение при контроле горловины правильных размеров (фиг.4B). Таким же образом наружный калибр 14 при выявлении слишком большого диаметра венчика (фиг.4А) занимает более высокое положение, чем при выявлении слишком малого диаметра венчика (фиг.4С).
Устройство 1 проверки содержит также систему 30 измерения положения подвижной части 6 относительно рамы в направлении перемещения подвижной части. Система 30 может быть реализована любыми средствами, позволяющими узнавать положение подвижной части 6 вдоль оси ее перемещения. Согласно предпочтительному варианту осуществления система 30 измерения содержит датчик положения, являющийся компонентом сервомотора 11. Таким образом, в показанном примере осуществления система 30 измерения позволяет узнавать положение подвижной части 6, а следовательно, и внутреннего калибра 15 и наружного калибра 14 относительно рамы 7 в вертикальном направлении. Другими словами, система 30 измерения позволяет определять расстояние подвижной части 6 от опорной точки на вертикальной оси, то есть ее абсциссу относительно исходного положения.
Система 30 измерения связана с блоком 31 обработки данных любого известного типа, например, в виде микрокомпьютера. Таким образом, система 30 измерения снабжает блок 31 обработки данных измеренными данными положения подвижной части 6. Если положение калибров 14, 15 относительно подвижной части 6 известно, блок 31 обработки данных знает положение калибров 14, 15 относительно неподвижной рамы.
Устройство 1 проверки содержит также систему 35 детектирования контакта между внутренним калибром 15 и емкостью 2 при перемещении подвижной части 6. Система 35 детектирования связана с блоком 31 обработки данных. Таким образом, блок 31 обработки данных способен узнавать появление контакта между внутренним калибром 15 и емкостью 2.
Устройство 1 проверки содержит также систему 37 детектирования контакта между наружным калибром 14 и емкостью 2 при перемещении подвижной части 6. Система 37 детектирования связана с блоком 31 обработки данных. Таким образом, блок 31 обработки данных способен узнавать появление контакта между наружным калибром 14 и емкостью 2.
Системы 35, 37 детектирования реализованы с помощью любых подходящих средств. Предпочтительно каждая система 35, 37 детектирования содержит датчики появления или приближения, предпочтительно датчики магнитного типа.
Согласно предпочтительному варианту осуществления наружный калибр 14 и внутренний калибр 15 установлены подвижно относительно подвижной части 6 в направлении перемещения независимо друг от друга. Другими словами, следует понимать, что каждый калибр 14, 15 имеет возможность индивидуального перемещения в вертикальном направлении в ходе контакта с емкостью 2.
Предпочтительным образом устройство 1 проверки содержит внутренний механизм 40 демпфирования контакта между емкостью 2 и внутренним калибром 15 и возврата внутреннего калибра в верхнее положение. Устройство 1 проверки содержит также наружный механизм 41 демпфирования контакта между емкостью 2 и наружным калибром 14 и возврата наружного калибра в верхнее положение. Каждый демпфирующий и возвратный механизм 40, 41 выполнен с возможностью, с одной стороны, демпфировать контакт между калибром 14, 15 и емкостью 2 и, с другой стороны, отводить каждый калибр 14, 15 в его исходное или нерабочее положение при отсутствии контакта с емкостью 2.
Как это следует из фиг.2 и 3, наружный калибр 14 и внутренний калибр 15 установлены подвижно в направлении перемещения относительно опоры 45 подвижной части 6. Опора 45, подвижная относительно неподвижной рамы 7, содержит зубчатую рейку 12, нижний конец которой соединен с деталью 46, обеспечивающей удержание и направление наружного калибра 14. В показанном примере осуществления направляющая деталь 46 выполнена в виде пластины с проходным отверстием для трубки 29 экстрактора, что обеспечивает возможность вертикального скольжения пластины 46 относительно неподвижной трубки 29 экстрактора. Верхний конец зубчатой рейки 12 жестко соединен связью 48 с направляющим корпусом 49, который проходит по существу параллельно зубчатой рейке 12. Корпус 49 направляется с возможностью вертикального скольжения относительно рамы 7 с помощью направляющих органов 50 известного типа. Корпус 49 установлен таким образом, что, по меньшей мере, частично заходит в трубку 29 экстрактора.
Таким образом, опора 45 образована зубчатой рейкой 12, связью 48, корпусом 49 и пластиной 46. Наружный калибр 14 и внутренний калибр 15 установлены подвижно независимо друг от друга по отношению к опоре 45 с помощью демпфирующего и возвратного механизма соответственно 41 и 40.
В показанном примере осуществления наружный калибр 14, как и демпфирующий и возвратный механизм 41, имеет три направляющие оси 52, установленные подвижно относительно пластины 46. Каждая ось 52 снабжена возвратной пружиной 53, помещенной между наружным калибром 14 и пластиной 46 для перевода наружного калибра 14 в нерабочее положение.
При отсутствии контакта между наружным калибром 14 и венчиком 4 емкости наружный калибр 14 занимает по отношению к опоре 45 нерабочее положение, которое фиксируется возвратными пружинами 53 и упорами на осях 52, упирающимися в пластину 46 (фиг.2). При контакте между наружным калибром 14 и венчиком 4 наружный калибр 14 подвергается воздействию усилия, которое приводит к подъему наружного калибра 14 относительно опоры 45, приводящему к сжатию возвратных пружин 53 (фиг.3). Во время подъема подвижной части 6 упор венчика 4 в наружный калибр 14 прекращается, так что возвратные пружины 53 вызывают возврат наружного калибра 14 в его исходное нерабочее положение.
Демпфирующий и возвратный механизм 40 содержит тягу 60, первый нижний конец которой жестко соединен с внутренним калибром 15. Тяга 60 установлена внутри корпуса 49, который с помощью любых подходящих направляющих средств 61 обеспечивает направление скольжения тяги 60 относительно корпуса 49.
На тяге 60 между внутренним калибром 15 и нижним концом корпуса 49 установлена пружина 63. При отсутствии контакта между внутренним калибром 15 и емкостью 2 пружина 63 воздействует на внутренний калибр 15, так что он занимает нерабочее положение относительно направляющего корпуса 49. Тяга 60 удерживается в этом положении с помощью упора на тяге, упирающегося в корпус 49 (фиг.2). В том случае, когда внутренний калибр 15 опирается на венчик 4, внутренний калибр 15 подвергается воздействию усилия, которое приводит к подъему тяги 60 относительно направляющего корпуса 49 (фиг.3). По окончании опоры калибра 15 на венчик 4 пружина 63 стремится вернуть внутренний калибр 15 в его исходное нерабочее положение.
Согласно предпочтительному варианту осуществления система 37 детектирования контакта между наружным калибром 14 и емкостью 2 смонтирована между опорой 45 и наружным калибром 14. Система 37 детектирования содержит подвижную часть 371 детектора, установленную на конце направляющей оси 52, и неподвижную часть 372, установленную на зубчатой рейке 12. При контакте между наружным калибром 14 и емкостью 2 ось 52 перемещается относительно зубчатой рейки 12, что приводит к изменению относительного положения между неподвижной частью 372 и подвижной частью 371 системы детектирования (фиг.3). Таким образом, система 37 детектирования выявляет появление контакта между наружным калибром 14 и емкостью 2.
Согласно предпочтительному варианту осуществления система 35 детектирования контакта между внутренним калибром 15 и емкостью 2 смонтирована между опорой 45 и внутренним калибром 15. Оптимальным образом система 35 детектирования удалена от внутреннего калибра 15. Тяга 60 на своем конце, противоположном несущему внутренний калибр 15 концу, снабжена подвижной частью 351 системы 35 детектирования, которая содержит также неподвижную часть 352, жестко укрепленную на связи 48. При появлении контакта между внутренним калибром 15 и емкостью 2 тяга 60 скользит относительно связи 48, что приводит к изменению относительного положения между неподвижной частью 352 и подвижной частью 351 системы детектирования. Таким образом, система 35 детектирования выявляет появление контакта между внутренним калибром 15 и венчиком емкости 2.
Появление контакта, выявляемое системами 35, 37 детектирования, передается на блок 31 обработки данных, который способен на основе измерений системы 30 измерения положения подвижной части 6 определять соответствие венчика и горловины емкости 2 требованиям по размерам. Каждое положение контакта калибров 14, 15 соответствует контролю различных размеров венчика и горловины емкости. С помощью операции эталонирования обеспечивается возможность определения теоретического положения по вертикали калибров 14, 15, соответствующего бездефектной емкости, а следовательно, и определения бездефектной емкости как таковой.
Поскольку при измерениях определяется положение подвижной части 6 относительно рамы 7, то есть также относительно плоскости установки емкости 2, блок 31 обработки данных способен определять высоту емкости на основе появления контакта наружного калибра 14 с венчиком емкости и/или появления контакта внутреннего калибра 15.
Функционирование устройства 1 проверки непосредственно вытекает из предыдущего описания.
После подачи емкости 2 в положение напротив устройства 1 проверки приводная система 9 управляется для обеспечения опускания подвижной части 6. Как только калибр 14, 15 вступает в контакт с емкостью 2, этот контакт определяется соответствующей системой 35, 37 детектирования. В этот момент блок 31 обработки данных узнает с помощью системы 30 измерения положение калибра, вступившего в контакт с емкостью, так что блок 31 обработки данных способен определять соответствие емкости требованиям по размерам и тип дефекта емкостей, не соответствующих требованиям по размерам. Выгодным образом блок 31 обработки данных в функции данных появления контакта двух калибров 14, 15 и данных системы 30 измерения узнает положение подвижной части 6 в момент контакта двух калибров 14, 15 с емкостью 2. С помощью данных измерений и контактов блок 31 обработки данных производит вычисления, которые дают дополнительную информацию о размерах венчиков и горловин емкостей 2 и, в частности, о типах дефектов в емкостях 2.
Таким образом, в функции вертикального положения, занимаемого каждым калибром 14, 15, когда, по меньшей мере, один из них вступает в контакт с емкостью, блок 31 обработки данных способен точно определять соответствие венчика и горловины требованиям по размерам. Как это объяснялось выше, в функции положения по вертикали, занимаемого каждым калибром 14, 15, когда, по меньшей мере, один из них вступает в контакт с емкостью, блок 31 обработки данных способен точно определять соответствие венчика и горловины требованиям по размерам, так как можно определить тип дефекта среди следующих дефектов:
- дефект внутреннего диаметра горловины, когда он меньше минимального допускаемого диаметра (дефект, называемый дефектом закупорки или пробки или ствола),
- дефект диаметра устья горла меньше минимального допускаемого диаметра (дефект, называемый дефектом устья горла),
- дефект диаметра устья горла больше максимального допускаемого диаметра (дефект, называемый дефектом устья горла),
- дефект высоты больше максимальной допускаемой,
- дефект высоты меньше минимальной допускаемой,
- дефект наружного диаметра меньше допускаемого минимума,
- дефект наружного диаметра больше допускаемого максимума.
Следует отметить, что с помощью появления контакта одного и/или другого из калибров 14, 15 с емкостью 2 в зависимости от измеренного положения подвижной части 6 блок 31 обработки данных может подавать команду на реверс приводной системы, чтобы поднять подвижную часть 6. На практике для емкостей, соответствующих требованиям по размерам, калибры 14, 15 вступают в контакт с емкостью по существу одновременно. В случае отсутствия емкости (фиг.4Н) ни одна из систем 35, 37 детектирования не детектирует контакта. Блок 31 обработки данных способен подать команду на подъем подвижной части 6 путем управления приводной системой 9, когда подвижная часть 6 достигает предварительно определенного нижнего положения по вертикали.
Устройство 1 проверки по изобретению позволяет контролировать венчики и горловины емкостей всех типов. Чаще всего устройство 1 проверки смонтировано на каретке машины проверки, средства перемещения которой являются звездообразным конвейером.
Теоретически, когда емкости 2 позиционированы для контроля устройством 1 проверки, ось Х симметрии емкостей совпадает с осью перемещения калибров 14 и 15. Однако на практике следует учитывать возможность погрешностей позиционирования емкостей или перекосы шеек емкости. Поэтому необходимо придать устройству 1 проверки способность податливости или гибкости. Согласно варианту осуществления изобретения система фиксации устройства 1, которая физически связывает раму 7 с кареткой машины проверки, обладает этой гибкостью, то есть допускает отграниченные перемещения устройства 1 относительно каретки машины проверки. Степенями допускаемой свободы являются либо возможность поворотов вокруг двух осей, перпендикулярных друг другу и перпендикулярных оси X, либо возможность поступательного движения в направлениях, перпендикулярных друг другу и перпендикулярных оси X, либо более сложные движения, такие как круговая траектория вокруг оси поворота звезды машины и поступательное перемещение вдоль оси, пересекающей ось поворота звезды машины. Они должны быть дополнены возвратными средствами, которые при нерабочем положении устройства автоматически возвращают его в положение центрирования на теоретической оси X.
Предпочтительно система фиксации имеет податливость пассивного характера. Предпочтительно материальные средства придания гибкости являются упругими опорами, то есть такими, в которых жесткие металлические детали соединены друг с другом деталями из гибких и упругих материалов или из сжимаемых и податливых материалов, например из полимеров, которые допускают повороты вокруг горизонтальной оси, касательной к звезде машины, и вокруг горизонтальной оси, радиальной по отношению к звезде, при этом свобода поворота больше для поворота вокруг радиальной оси. Возможно также предусмотреть более сложные механические узлы, содержащие механические направляющие, упоры и возвратные пружины.
Согласно предпочтительному варианту изобретения тяга 60 соединена с внутренним калибром 15 с помощью системы, обладающей также некоторой гибкостью и позволяющей калибру занимать положение под ограниченным углом к оси тяги и/или к оси X, что облегчает его проникновение в горловину. При этом калибр 15 установлен на подвижной тяге 60 с помощью системы пассивной податливости для облегчения проникновения контрольного калибра внутрь емкостей 2 со скошенными или несоосными шейками.
Изобретение не ограничивается описанными и показанными примерами выполнения, так как в его рамках возможны различные модификации.
Изобретение относится к области проверки полых объектов или емкостей в широком смысле, таких как бутылки, банки, флаконы, в частности, из стекла, с целью выявления дефектов размеров или поверхности емкостей. Заявленное устройство для проверки венчиков и горловин емкостей (2) содержит подвижную часть (6), приводимую приводной системой (9) в возвратно-поступательное движение относительно рамы (7) в направлении перемещения, параллельном оси симметрии емкостей, причем подвижная часть оснащена наружным калибром (14) контроля наружной части венчика емкостей и внутренним калибром (15) контроля внутренней части венчика и горловины емкостей, при этом содержит: систему (30) измерения положения подвижной части (6) относительно рамы в направлении перемещения, причем результаты измерений положения подвижной части передаются на блок (31) обработки данных, систему (35) детектирования появления контакта между внутренним калибром (15) и емкостью (2) в процессе перемещения подвижной части (6), причем данные появления контакта передаются на блок (31) обработки данных, систему (37) детектирования появления контакта между наружным калибром (14) и емкостью (2) в процессе перемещения подвижной части, причем данные появления контакта передаются на блок (31) обработки данных, и блок (31) обработки данных для определения на основе результатов измерений положения подвижной части (6) и данных появления контакта между калибрами (14, 15) и емкостью (2) соответствия венчиков и/или горловин емкостей требованиям по размерам, а также типов дефектов для емкостей, не соответствующих требованиям по размерам. Технический результат заключается в обеспечении устройства для проверки, позволяющего проверять с высокой скоростью или частотой венчик и горловину емкости для контроля их соответствия требованиям по размерам и выявлять тип обнаруженных дефектов, при этом обеспечивается точное определение соответствия венчика и горловины требованиям по размерам, посредством чего достигается возможность определения типа дефекта среди следующих дефектов, а именно дефекта внутреннего диаметра горловины, когда он меньше минимального допускаемого диаметра (дефект, называемый дефектом закупорки или пробки или ствола), дефекта диаметра устья горла меньше минимального допускаемого диаметра (дефект, называемый дефектом устья горла), дефекта диаметра устья горла больше максимального допускаемого диаметра (дефект, называемый дефектом устья горла), дефекта высоты больше максимальной допускаемой, дефекта высоты меньше минимальной допускаемой, дефекта наружного диаметра меньше допускаемого минимума, дефекта наружного диаметра больше допускаемого максимума. 16 з.п. ф-лы, 4 ил.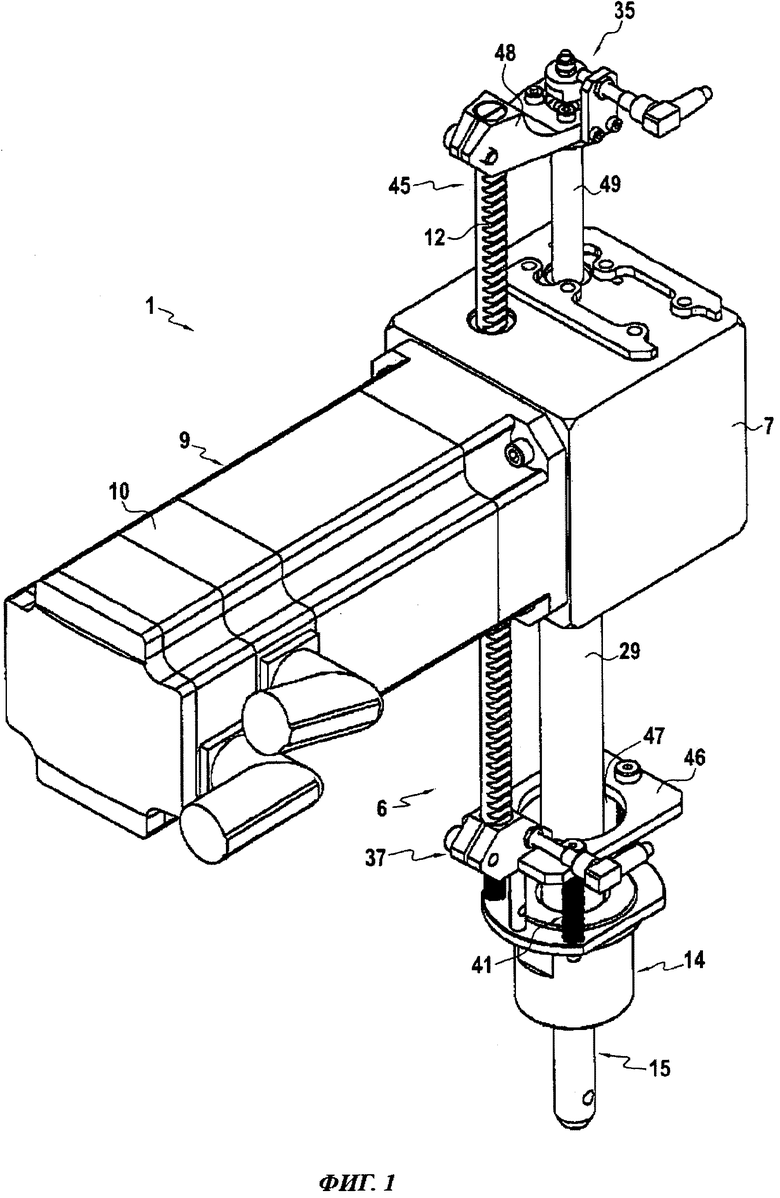
1. Устройство для проверки венчиков и горловин емкостей (2), содержащее подвижную часть (6), приводимую приводной системой (9) в возвратно-поступательное движение относительно рамы (7) в направлении перемещения, параллельном оси симметрии емкостей, причем подвижная часть оснащена наружным калибром (14) контроля наружной части венчика емкостей и внутренним калибром (15) контроля внутренней части венчика и горловины емкостей, отличающееся тем, что содержит:
- систему (30) измерения положения подвижной части (6) относительно рамы в направлении перемещения, причем результаты измерений положения подвижной части передаются на блок (31) обработки данных,
- систему (35) детектирования появления контакта между внутренним калибром (15) и емкостью (2) в процессе перемещения подвижной части (6), причем данные появления контакта передаются на блок (31) обработки данных,
- систему (37) детектирования появления контакта между наружным калибром (14) и емкостью (2) в процессе перемещения подвижной части, причем данные появления контакта передаются на блок (31) обработки данных, и
- блок (31) обработки данных для определения на основе результатов измерений положения подвижной части (6) и данных появления контакта между калибрами (14, 15) и емкостью (2), соответствия венчиков и/или горловин емкостей требованиям по размерам, а также типов дефектов для емкостей, не соответствующих требованиям по размерам.
2. Устройство по п.1, отличающееся тем, что подвижная часть (6) содержит подвижную опору (45), по отношению к которой наружный калибр (14) и внутренний калибр (15) установлены подвижно в направлении перемещения и независимо друг от друга.
3. Устройство по п.1, отличающееся тем, что рама (7) содержит трубку (29) экстрактора, имеющую первый конец, соединенный с рамой (7), и второй конец, противоположный первому концу и предназначенный для упора в закраину венчика (4) емкости (2) при случайном подъеме емкости, причем внутренний калибр (15) и наружный калибр (14) выходят за второй конец трубки экстрактора, проходя соответственно внутри и снаружи трубки экстрактора.
4. Устройство по п.1, отличающееся тем, что на основе результатов измерений положения подвижной части и данных появления контакта между калибрами (14, 15) и емкостью (2) блок (31) обработки данных производит вычисления для получения дополнительных данных о размерах горловин и венчиков емкостей (2).
5. Устройство по п.1, отличающееся тем, что на основе данных, обеспечиваемых системой (30) измерения и системами (35, 37) детектирования, блок (31) обработки данных вычисляет высоту емкостей.
6. Устройство по п.1, отличающееся тем, что блок (31) обработки данных подает команду на реверс приводной системы (9) для помощи в случаях появления контакта одного и/или другого из калибров (14, 15) с емкостью (2).
7. Устройство по п.1, отличающееся тем, что содержит механизмы (40, 41) демпфирования контакта между емкостью (2) и каждым калибром (14, 15) и возврата калибров в их положение.
8. Устройство по п.1, отличающееся тем, что системы (35, 37) детектирования появления контакта содержат датчики появления контакта или приближения, предпочтительно датчики магнитного типа.
9. Устройство по любому из пп.3-8, отличающееся тем, что внутренний калибр (15) содержит тягу (60), подвижную относительно опоры (45) и направляемую в поступательном движении внутри корпуса (49), установленного внутри трубки (29) экстрактора, причем тяга (60) снабжена на первом конце контрольным штырем (15), а на втором конце, удаленном от штыря контроля, по меньшей мере, одной частью (351) системы (35) детектирования появления контакта между внутренним калибром (15) и емкостью (2).
10. Устройство по любому из пп.3-8, отличающееся тем, что наружный калибр (14) содержит контрольный колокол, окружающий трубку (29) экстрактора и установленный подвижно относительно опоры (45) подвижной части.
11. Устройство по п.10, отличающееся тем, что контрольный колокол (14) снабжен, по меньшей мере, одной подвижной осью (52), направляемой относительно подвижной опоры (45), а также снабжен, как и механизм (41) демпфирования, по меньшей мере, одной пружиной (53), помещенной между контрольным колоколом и опорой (45), при этом подвижная ось снабжена, по меньшей мере, одной частью (371) системы (37) детектирования появления контакта между наружным калибром (14) и емкостью (2).
12. Устройство по п.11, отличающееся тем, что подвижная опора (45) подвижной части (6) содержит деталь (46), через которую проходит трубка (29) экстрактора и которая обеспечивает направление оси или осей (52) направления контрольного колокола.
13. Устройство по п.2, отличающееся тем, что опора (45) подвижной части (6) содержит зубчатую рейку (12), связанную одним концом с деталью (46) направления контрольного колокола и противоположным концом с направляющим корпусом (49) тяги (60), поддерживающей контрольный штырь (15).
14. Устройство по п.13, отличающееся тем, что зубчатая рейка приводится в возвратно-поступательное движение приводной системой (9), предпочтительно содержащей сервомотор.
15. Устройство по п.14, отличающееся тем, что приводная система (9) содержит датчик поворота, образующий часть системы (30) измерения положения подвижной части (6) относительно рамы (7).
16. Устройство по п.9, отличающееся тем, что контрольный штырь (15) установлен на подвижной тяге (60) с помощью системы пассивной податливости для облегчения ввода контрольного штыря внутрь емкостей (2) со скошенными шейками или плохо центрированных.
17. Устройство по п.1, отличающееся тем, что содержит систему фиксации каретки машины проверки, причем система фиксации обладает податливостью для того, чтобы допускать угловое или линейное отклонение между устройством (1) проверки и кареткой машины с целью облегчения ввода контрольного штыря внутрь емкостей (2) со скошенными шейками или плохо центрированных.
| Способ управления температурным режимом в варочном котле в процессе сульфатной варки | 1985 |
|
SU1432120A1 |
| US 4798096 A 17.01.1989 | |||
| US 4278173 A1 14.07.1981. | |||

