Изобретение относится к производству стекла и может быть использовано при варке для обезвоживания гигроскопичных оптических, технических и стекол специального назначения, непременным условием эксплуатации которых является прозрачность в ИК области спектра до 5 мкм.
Прозрачность стекол в области 1-5 мкм обусловлена, главным образом, составом стекла (собственным поглощением матрицы), содержанием красящих примесей и групп ОН в структуре стекла. К группе стекол со сдвинутой полосой поглощения матрицы в ИК области спектра до 5 мкм относится редкий класс стекол, в которых в качестве стеклообразователя выступает оксид алюминия. Вследствие высокой гигроскопичности они имеют в структуре стекла большое содержание групп ОН, для которых характерна широкая основная полоса поглощения с максимумом в интервале 3,0-3,5 мкм (зависит от состава стекла), а также наличие большого количества обертонов. Такие стекла непригодны для применения в инфракрасных приборах и возникает необходимость снизить количество структурированной воды (И.М. Бужинский и др. «Влияние воды в силикатных лазерных стеклах на их характеристики», журнал «Оптико-механическая промышленность», 1982 г. №4, стр. 58-59).
Известен способ обезвоживания при варке лазерного фосфатного стекла по патенту RU 2531958 C2, опубл. 27.10.2014 г., согласно которому для удаления групп ОН стекломассу барботируют осушенным кислородом со скоростью 12,5 литров в час в течение не менее 2 часов, что позволило получить коэффициент поглощения в максимуме поглощения групп ОН при 3250 мкм ~1,3 см-1 (это соответствует 5% пропускания). Степень обезвоживания неглубокая и не решит поставленную задачу.
Большое количество публикаций в научно-технической литературе посвящено проблеме обезвоживания лазерных фосфатных стекол. О количестве воды в стекле принято судить по показателю поглощения aλ, в максимуме поглощения групп ОН. После бурления показатель поглощения снижается более чем на порядок до значения (1÷2) см-1 (пропускание 1-10%). Здесь следует акцентировать внимание на том, что в лазерных стеклах, активированных неодимом и эрбием, наличие большого содержания групп ОН в структуре стекла приводит к тушению люминесценции ионов активатора, т.е. к снижению квантового выхода люминесценции и, как следствие, к снижению кпд лазера. При полученной величине показателя поглощения после бурления осушенным кислородом квантовый выход люминесценции достигает 75÷85% (он зависит не только от количества групп ОН в составе стекла, но и от концентрации люминесцирующих ионов), и на данном уровне развития является вполне приемлемой величиной для лазерных фосфатных стекол («Оптический журнал», т. 70, №5, 2003 г., стр. 68-78).
Для стекол, работающих в ближнем инфракрасном диапазоне, приведенные величины пропускания недостаточны. Так, по требованию многих потребителей, среднее пропускание в интервале (3÷5) мкм должно быть более 50%.
Ближайшим по технической сущности к предлагаемому способу является способ варки электровакуумного стекла по патенту RU 2515443 C1, опубл. 10.05.2014 г., согласно которому наваривают стекломассу в вакуумной печи в платиновом сосуде емкостью 5-50 литров до объема не более 4/5 его высоты, выдерживают в течение 2-3 часов при заданной температуре варки при вязкости 160-35 Па·с, набор вакуума в печи производят ступенчато до 50 мбар (50000 Па), не позволяя стекломассе вспениваться, снижают температуру стекломассы до выработочной вязкости и вырабатывают ее путем отлива в блоки.
Способ относится к удалению свободных газов из стекломассы высокотемпературных стекол до минимального количества пузырей - не более 10 шт. диаметром менее 0,1 мм на килограмм. Проблема удаления структурированной воды требует гораздо более глубокого вакуума (примерно на 3 порядка меньше), но для этого типа стекол такая проблема не стояла, т.к. стеклообразователем в них выступает кремний, а такие стекла не гигроскопичны и не прозрачны в ИК области из-за высокого собственного поглощения матрицы и в принципе не пригодны для работы в ИК области спектра.
Техническим результатом изобретения является создание способа периодической варки гигроскопичного со сдвинутой границей ИК пропускания стекла в вакуумной печи и вакуумного обезвоживания его до значения показателя поглощения <0,4 см-1 в максимуме поглощения групп ОН, что соответствует среднему пропусканию в интервале 3-5 мкм более 50%.
Технический результат достигается тем, что в способе варки стекла в вакуумной печи путем наваривания стекломассы в платиновом сосуде до объема не более 4/5 его высоты, выдержки в течение 2-3 часов при заданной температуре варки, вакуумирования до заданного остаточного давления, при необходимости снижения температуры стекломассы до выработочной вязкости и вырабатывания ее путем отлива в блоки, в отличие от известного, откачку воздуха производят в 4 этапа:
на первом этапе - до 60-75 кПа со скоростью 8000-40000 Па/мин,
на втором - со скоростью 250-350 Па/мин до 3000-8000 Па,
на третьем - со скоростью 20-40 Па/мин до 100-400 Па,
на четвертом - со скоростью 0,1-2 Па/мин до 50-80 Па,
при общем времени вакуумирования 8-13 часов.
Предложенный способ вакуумирования стекломассы обеспечивает безопасность процессу варки и позволяет получить стекло без пузырей и включений и с минимальным количеством групп ОН, т.е. прозрачным в ближнем ИК диапазоне длин волн до 5 мкм. При времени вакуумирования <8 часов нельзя достичь требуемые параметры, при времени вакуумирования >13 часов существует большая вероятность попадания микроскопических включений материала тигля, что неприемлемо для эксплуатации подобных стекол.
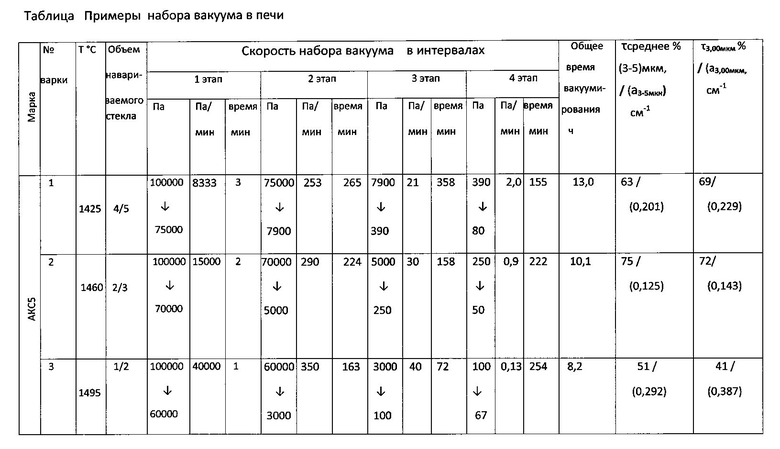
Экспериментальные варки для моделирования процессов обезвоживания стекломассы проводились на стекле АКС5 в 19-литровом платиновом тигле. Режим варки стекла следующий. Количество загружаемых боев и шихты соответствовало 1/2, 2/3 и 4/5 от высоты тигля. Эксперименты проводились при вязкостях 9,5 Па·с; 1,5 Па·с; 0,3 Па·с, что соответствовало температуре расплава 1425°C, 1460°C и 1495°C. После достижения заданной температуры делалась выдержка 2-3 часа, за это время успевают пройти все основные реакции, затем приступали к откачке воздуха до определенного уровня вакуума. Особенностью процесса набора вакуума является внезапное вспенивание стекломассы при определенных уровнях разрежения, которые соответствуют выходу пузырей определенных размеров. Это может привести к заливу тигля с внешней стороны, короткому замыканию и его порче. Чтобы обеспечить безопасный набор вакуума, требовалось экспериментально определить скорость набора вакуума для разных вязкостей стекломассы, что и было сделано на большом количестве варок. Конкретные примеры приведены в таблице. Откачку воздуха в печи производили до 60, 70, и 75 кПа со скоростью 8333-40000 Па/мин. На втором этапе откачивали воздух до уровней 7900, 5000 и 3000 Па со скоростью 253, 290 и 350 Па/мин соответственно. На третьем этапе откачивали воздух до уровней 390, 250 и 100 Па со скоростью 21, 30 и 40 Па/мин соответственно. На четвертом этапе достигали давления 80, 50 и 67 Па со скоростью 2,0, 0,9 и 0,13 Па/мин соответственно. Общее время вакуумирования составляло 8-13 часов. После этого стекломассу студили до выработочной вязкости и отливали через донный патрубок в блоки, отжигали при температуре 690°C, затем контролировали.
Обсуждение полученных результатов.
Проведенные эксперименты показали, что для того, чтобы обеспечить безопасный режим навара стекла и получения среднего пропускания в области (3-5) мкм >50% в образце толщиной 1 см необходимо соблюдать следующие требования:
1. Вязкость стекломассы (10-0,2)Па·с, (температура 1425-1495°C).
2. Объем стекломассы не должен быть больше 4/5 от высоты тигля.
3. Откачку воздуха в печи производить как минимум в четыре этапа: до 60-75 кПа со скоростью (8000-40000) Па/мин, затем до 3000-8000 Па со скоростью 250-350 Па/мин, далее до 100-400 Па со скоростью 20-40 Па/мин и на последнем этапе со скоростью 0,1-2 Па/мин до 50-80 Па.
4. Общее время вакуумирования составляет 8-13 часов. При вакуумировании менее 8 часов невозможно достичь пропускания более 50%, а увеличение времени вакуумирования нецелесообразно по причине появления включений материала тигля.
Как видно из опытных варок и таблицы, предложенный способ позволяет получать обезвоженное стекло со средним пропусканием в интервале длин волн 3-5 мкм в пределах (51-75)% в образцах толщиной 1 см.
Заявленный способ обезвоживания правомерно переносить на другие марки стекол с аналогичными параметрами и предъявляемыми требованиями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВАРКИ И ВАКУУМНОГО ОСВЕТЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ СТЕКОЛ | 2013 |
|
RU2515443C1 |
| УСТРОЙСТВО БАРБОТИРОВАНИЯ ДЛЯ ОБЕЗВОЖИВАНИЯ СТЕКЛОМАССЫ | 2015 |
|
RU2596836C1 |
| СТЕКЛОКРИСТАЛЛИЧЕСКИЙ МАТЕРИАЛ | 2012 |
|
RU2494981C1 |
| СПОСОБ ВАРКИ СТЕКЛА | 2014 |
|
RU2555732C1 |
| ПРОЗРАЧНАЯ СТЕКЛОКЕРАМИКА ДЛЯ СВЕТОФИЛЬТРА | 2012 |
|
RU2501746C2 |
| Глушеное стекло | 1990 |
|
SU1815248A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФТОРИДНЫХ СТЕКОЛ С ШИРОКИМ ИК ДИАПАЗОНОМ ПРОПУСКАНИЯ | 2013 |
|
RU2526955C1 |
| ОПТИЧЕСКОЕ ФОСФАТНОЕ СТЕКЛО | 2010 |
|
RU2426701C1 |
| СТЕКЛО С НАНОКРИСТАЛЛАМИ СЕЛЕНИДА СВИНЦА ДЛЯ ПРОСВЕТЛЯЮЩИХСЯ ФИЛЬТРОВ БЛИЖНЕЙ ИК ОБЛАСТИ СПЕКТРА | 2009 |
|
RU2412917C1 |
| ПРОЗРАЧНЫЙ СИТАЛЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2016 |
|
RU2645687C1 |
Способ используется при периодической варке и вакуумном обезвоживании гигроскопичного стекла со сдвинутой границей ИК пропускания. Стекло наваривают в платиновом сосуде 5-50 л до объема стекломассы не более 4/5 его высоты, выдерживают в течение 2-3 часов при заданной температуре варки, соответствующей вязкости (10-0,2) Па·с. Стекломассу вакуумируют до заданного остаточного давления, откачку воздуха в вакуумной печи производят минимум в 4 этапа по режиму: первый этап - до 60-75 кПа со скоростью 8000-40000 Па/мин, второй этап - до 3000-8000 Па со скоростью 250-350 Па/мин, третий этап - до 100-400 Па со скоростью 20-40 Па/мин, четвертый этап - до 50-80 Па со скоростью 0,1-2 Па/мин. Общее время вакуумирования составляет 8-13 часов. Технический результат изобретения - обезвоживание стекломассы до значения показателя поглощения <0,4 см-1 в максимуме поглощения групп ОН, что соответствует среднему пропусканию в интервале 3-5 мкм более 50%. 1 табл.
Способ варки стекла в вакуумной печи путем наваривания стекломассы в платиновом сосуде до объема стекломассы не более 4/5 его высоты, выдержки в течение 2-3 часов при заданной температуре варки, вакуумирования до заданной степени вакуума, снижения температуры стекломассы до выработочной вязкости и ее выработки в блоки, отличающийся тем, что откачку воздуха производят по программе в четыре этапа, на первом этапе - до 60-75 кПа со скоростью 8000-40000 Па/мин, на втором - со скоростью 250-350 Па/мин до 3000-8000 Па, на третьем - со скоростью 20-40 Па/мин до 100-400 Па и со скоростью - 0,1-2 Па/мин до 50-80 Па, общее время вакуумирования составляет 8-13 часов.
| СПОСОБ ВАРКИ И ВАКУУМНОГО ОСВЕТЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ СТЕКОЛ | 2013 |
|
RU2515443C1 |
| УСТРОЙСТВО ВАКУУМНОЙ ДЕГАЗАЦИИ И СПОСОБ ВАКУУМНОЙ ДЕГАЗАЦИИ ДЛЯ РАСПЛАВЛЕННОГО СТЕКЛА | 2009 |
|
RU2449956C1 |
| US 8276402 B2, 02.10.2012 | |||
| Устройство для прорезания щелей во льду водоемов | 1989 |
|
SU1698596A1 |
| DE 10146884 A1, 19.12.2001. | |||

