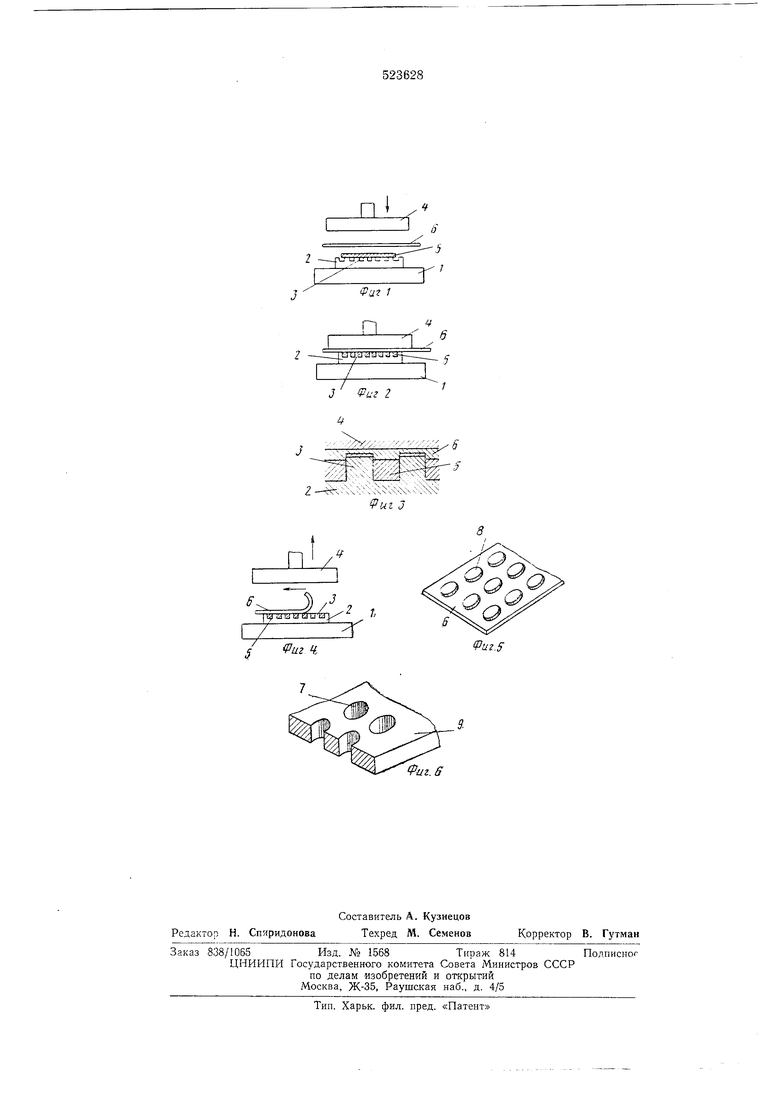
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРФОРИРОВАННЫХ РЕЗИНОВЫХ ЛИСТОВ 3 вниз, :В результате чего исходный лист 5 и несущий лист 6 лрижимаются ж матр-ице 2 (см. фиг. 2). При этом выступы 3 матрицы 2 пробивают Лист 5, В результате чего получается перфорированный лист с отверстиями 7. Верхний конец каждого выступа 5 матрицы 2 с силой Прилсимает соответствующую часть листа 5 к нажимной плите 4 через помещенный между ними несущий лист 6. Хотя мате риал исходного листа 5 в основном течет к10 периферии отверстия, пробитого в листе 5, все же неизбежно небольшая часть этого материала остается, образуя тонкий слой 5, который прессуется -в структуру материала несущего листа 6; при этом для упрочнения сое-15 яинения несущего листа 6 с тонким слоем 8, реко.мендуется наносить дополнительный слой или покрытие из сырого каучука на поверхпость несущего листа 6, которая соприкасается с поверхностью нажимной плиты 4.20 Полученный таким образом перфорированный лист предпочтительно вулканизуют до того, как будет удалена нажимная плита 4 с разметочной плиты / inpecca, затем, после окончания процесса вулканизащии, нажимная25 плита при помощи гидравлического привода поднимается, что обеспечивает удаление несущего листа 6 с матрицы 2 (см. фиг. 4). При отделении несущего листа 6 получают свободный от заусенце В перфорированный ситооб-30 разный резиновый лист 9 (см. фиг. 6). Каждое отверстие 7 в ситообразном резиновом листе 9, изготовленном по предлагаемому способу, имеет чистую и гладкую кролГку. Кроме того, способ обеспеч;ивает точ-35 ное расположение отверстий 7 за счет выполненных по точНОму шаблону за одно целое с основанием матрицы 2 .выстуиоз 3. Если 1В качестве несущего листа используется щерстяная ткань, то часть ее может быть перенесена на поверхность свободного от заусенцев ситообразного резинового листа 9. же такой перенос нежелателен, то ткань можно легко удалить с поверхности перфорированного резинового листа 9 простым полированием. Формула изОб/ретеиия Способ изготовления перфорированных резиновых листо1В, заключающийся в том, что на матрицу, выполненную с множеством выступов, последовательно укладывают лист, вьшолненный из вулканизованной резины, в котором вырубают от1верстия при смыкании под давлением обогреваемых матрицы и пуансона, и без их размыкания перфорированный лист вулканизуют, отличающийся тем, что, с целью обеопечения качественного и производительного перфориросвания листов, свободных от заусенцев и с точньши размерами по от1верстиям, до вырубки отверстий на невулканизованный лист резины, уложенный на выступы матрицы, укладывают вьшолненный из полимерного материала или металла л:ист-носитель отходов вырубк-и резины, который после вырубки и вулканизации удаляют с отходами резины с одновременным удаление.м с выступов матрицы лерфориров-анного листа.
tJU-iJ « SJ U iJ
J z4
Pa /
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ РЕЗИНОТКАНЕВЫХ МЕМБРАН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2037423C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2001 |
|
RU2227078C2 |
| Устройство для вырубки изделийиз РЕзиНы | 1977 |
|
SU812592A2 |
| ПРЕСС ДЛЯ ВЫРУБКИ ЗАГОТОВОК | 1973 |
|
SU361098A1 |
| ВИБРОПЛИТА ДЛЯ ДОРОЖНО-СТРОИТЕЛЬНОЙ МАШИНЫ | 1994 |
|
RU2100518C1 |
| Устройство для вырубки облоя в резиновых ситах | 1982 |
|
SU1100119A1 |
| РЕЛЬСОВЫЙ ПЕРЕЕЗД ЧЕРЕЗ ЖЕЛЕЗНОДОРОЖНЫЙ ПУТЬ С НАСТИЛОМ И СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ БЛОКОВ ДЛЯ РЕЛЬСОВОГО ПЕРЕЕЗДА (ЕГО ВАРИАНТЫ) | 1990 |
|
RU2032785C1 |
| Устройство для изготовления заготовок полых полимерных изделий | 1973 |
|
SU503728A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНО-ТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1994 |
|
RU2083372C1 |
| Способ изготовления резиновых изделий и устройство для его осуществления | 1981 |
|
SU1039731A1 |
.T- 1/i
uz J
,ц
П
,,
1Щ i2 t Ш tU LJ
r/
/
Фиг.
fPuz.S
