Область техники, к которой относится изобретение
Настоящее изобретение относится к высокопрочному легированному стальному листу с покрытием из расплавленного цинка, пригодному для использования в качестве автомобильной детали, строительного материала или детали электрического устройства, и к способу его изготовления.
Уровень техники
В автомобильной промышленности возрастает потребность в стальных листах, обладающих как способностью к формовке, так и высокой прочностью, благодаря чему достигается как облегчение веса шасси, что является важным с точки зрения экологических проблем, так и безопасность при столкновениях.
Имея дело с названными потребностями, японская патентная публикация (Kokai) №5-59429 раскрывает стальной лист, имеющий структуру в виде трехфазной смеси, состоящей из ферритной фазы, бейнитной фазы и аустенитной фазы, в котором остаточный аустенит в процессе формовки превращается в мартенсит, позволяя использовать возникающую при трансформации пластичность, выражающуюся в высокой ковкости. Стальной лист такого типа образует, например, сложную структуру при введении в сталь (в вес.%) от 0,05 до 0,4% С, от 0,2 до 3,0% Si и от 0,1 до 2,5% Mn и регулировании температурного профиля в процессе отжига в двухфазной области с последующим охлаждением и отличается тем, что желаемых свойств можно достичь без использования дорогих легирующих элементов.
При нанесении на названный стальной лист цинка путем использования системы непрерывного нанесения расплавленного цинка поверхность стального листа обычно обезжиривают, очищают и затем с целью образования названной выше структуры лист нагревают в неокислительной печи для образования на поверхности стального листа слоя оксида железа толщиной приблизительно от 50 нм до 1 μм, отжигают лист в восстановительной печи для восстановления оксида железа в слое и затем погружают лист в электролитическую ванну с расплавленным цинком для покрытия листа цинком. При производстве легированного стального листа с покрытием из расплавленного цинка стальной лист погружают при этой операции в электролитическую ванну, после чего выдерживают при температуре приблизительно от 400 до 600°С для сплавления цинка с железом и превращения нанесенного слоя в фазу сплава Fe и Zn, представляющую собой δ1-фазу.
Однако стальной лист по сравнению с обычным стальным листом, получаемым способом глубокой вытяжки с холодной прокаткой и т.п., содержит большие количества легко окисляющихся элементов, таких как Si и Mn, в результате чего существует проблема, что в процессе термообработки, проводимой путем названной выше последовательности операций, на поверхности стального листа легко образуются оксиды Si, оксиды Mn или комплексные оксиды Si и Mn. Однако в промышленных системах трудно обеспечить снижение кислородного потенциала атмосферы на стадии нагревания до такой степени, чтобы Si и Mn не окислялись, в результате чего образование оксидов Si и Mn на поверхности стального листа в значительной степени неизбежно. Кроме того, если на поверхности стального листа образуется слой оксида Si или оксида Mn, возникает проблема, что при изготовлении легированного стального листа покрытием из расплавленного цинка образование сплава Zn и Fe на стадии сплавления затрудняется и остаются участки, где фаза сплава Fe-Zn еще не образовалась.
Одним из способов, который легко напрашивается в качестве средства для решения названных проблем является выбор несколько более высокой температуры сплавления для усиления сплавления Fe и Zn. Однако при температуре сплавления от 450 до 600°С в стальном листе происходит аустенитная трансформация, вследствие чего выбор несколько более высокой температуры сплавления приводит, в зависимости от времени выдержки к тому, что структура стального листа не превратится в желаемую смешанную структуру трехфазной смеси ферритной фазы, бейнитной фазы и аустенитной фазы. В результате этого существует проблема, что планируемые деформируемость и прочность стального листа в некоторых случаях не смогут быть обеспечены.
Занимаясь этой проблемой, японская патентная публикация (Kokai) №55-122865 раскрывает способ образования слоя оксида железа толщиной от 40 до 1000 нм на поверхности стального листа при нагреве с использованием неокислительной печи на стадии непрерывного нанесения расплавленного цинка для предотвращения диффузии наружу Si или Mn на стадии восстановления, устранения образования слоя оксида Si и улучшения свойств покрытия. Однако при использовании этого способа, если время достижения определенной толщины слоя оксида железа слишком велико, на поверхности стального листа будет концентрироваться Si и образовываться слой оксида Si, в то время как, если время восстановления слишком мало, на поверхности стального листа будет оставаться оксид железа и ухудшать свойства покрытий, т.е. будут образовываться аморфные участки фазы сплава Fe-Zn. Кроме того, в современных гальванических системах непрерывного действия на расплавленном цинке основной тенденцией становится применение систем отжига с использованием не неокислительных печей, а нагревательных печей радиаторного типа. Использование названного выше способа в такого рода печах является проблематичным.
Далее, чтобы предотвратить селективное окисление Si или Mn при отжиге, японская патентная публикация (Kokai) №2000-309824 раскрывает способ горячей прокатки стального листа с последующей термообработкой его в состоянии, при котором на нем еще остается черная поверхностная окалина, в атмосфере, в существенной степени не допускающей восстановления, в пределах температур от 650 до 950°С, в результате чего в базовом поверхностном слое железа образуется значительный внутренний слой оксида. Однако при использовании этого способа в дополнение к традиционной стадии непрерывного нанесения покрытия из расплавленного цинка становятся необходимыми стадия нагрева для образования внутреннего оксидного слоя и стадии травления, в результате чего возникает проблема повышения производственных расходов. Кроме того, стальной лист с нанесенным покрытием, включающий внутренний оксидный слой, создает проблему легкого отслоения слоя покрытия.
Раскрытие изобретения
В свете названных выше проблем целью настоящего изобретения является предложить легированный стальной лист с покрытием из расплавленного цинка, далее называемый оцинкованный легированный стальной лист, у которого площадь аморфных участков фазы сплава Fe-Zn в слое покрытия составляет менее 10% от площади всего стального листа и который бы был прочным и обладал лучшей деформируемостью. Другой целью изобретения является предложение способа изготовления оцинкованного легированного стального листа с низкой себестоимостью без изменения системы или добавления стадий к традиционной непрерывной производственной системе нанесения покрытия из расплавленного цинка.
Для решения названной выше проблемы изобретателями были предприняты интенсивные исследования, в результате которых было впервые установлено, что включение в оксидные частицы слоя покрытия, по меньшей мере, одного типа, выбранного из оксида Al, оксида Si, оксида Mn, сложного оксида Al и Si, сложного оксида Al и Mn, сложного оксида Si и Mn и сложного оксида Al, Si и Mn, по отдельности или в сочетании, способствует сплавлению слоя покрытия, в результате чего достигается равномерное образование сплава по всей поверхности стального листа и создается возможность создания оцинкованного легированного стального листа, у которого площадь аморфных участков фазы сплава Fe-Zn в слое покрытия составляет менее 10% площади всего стального листа и который является более прочным и обладает лучшей деформируемостью.
Фундаментальная причина того, почему добавление оксидных частиц в слой покрытия способствует сплавлению и получению равномерного слоя сплава по всему стальному листу, остается неясной. Однако изобретатели продолжили свои интенсивные исследования, в результате которых было установлено, что при создании в слое покрытия названной выше структуры происходит равномерное сплавление Fe-Zn по всей поверхности стального листа.
Далее, изобретателями было установлено, что названный выше оцинкованный легированный стальной лист может быть получен путем доведения отношения парциального давления водяного пара к парциальному давлению водорода РН2О/РН2 в печи с восстановительной атмосферой на стадии рекристаллизационного отжига в системе непрерывного нанесения покрытия из расплавленного цинка до величины от 1,4·10-10T2-1,0-10-7T+5,0·10-4 до 6,4·10-7T2+1,7·10-4T-0,1, учитывающей температуру нагрева Т (°С), с образованием внутреннего оксида в области, расположенной на глубину до 1,0 μм от поверхности стального листа, с последующим проведением операции нанесения гальванического покрытия из расплавленного цинка и стадии сплавления.
Сущность настоящего изобретения состоит в следующем:
(1) Легированный стальной лист с покрытием из расплавленного цинка, отличающийся тем, что включает стальной лист, содержащий (вес.%):
С: от 0,05 до 0,40
Si: от 0,2 до 3,0 и
Mn: от 0,1 до 2,5
и, по меньшей мере, один или более из следующих типов:
Р: от 0,001 до 0,05,
S: от 0,001 до 0,05,
Al: от 0,01 до 2,
В: от 0,0005 до менее чем 0,01,
Ti: от 0,01 до менее чем 0,1,
V: от 0,01 до менее чем 0,3,
Cr: от 0,01 до менее чем 1,
Nb: от 0,01 до менее чем 0,1,
Ni: от 0,01 до менее чем 2,0,
Cu: от 0,01 до менее чем 2,0,
Со: от 0,01 до менее чем 2,0,
Мо: от 0,01 до менее чем 2,0,
при этом остальное Fe и неизбежные примеси; и имеет поверхностный слой, содержащий Fe в концентрации от 7 до 15 вес.%, Al в концентрации от 0,01 до 1 вес.% и остальное Zn и неизбежные примеси, причем указанный поверхностный слой содержит оксидные частицы, по меньшей мере, одного типа, выбираемые из оксида Al, оксида Si, оксида Mn, сложного оксида Al и Si, сложного оксида Al и Mn, сложного оксида Si и Mn и сложного оксида Al, Si и Mn, по отдельности или в сочетании, и средний диаметр размера упомянутых оксидных частиц составляет от 0,01 до 1 μм.
(2) Оцинкованный легированный стальной лист по п.1, отличающийся тем, что упомянутые оксидные частицы содержат, по меньшей мере, один компонент из группы, включающей оксид кремния, оксид марганца, оксид алюминия, алюмосиликат, силикат марганца, сложный оксид марганца и алюминия и алюмосиликат марганца.
(3) Оцинкованный легированный стальной лист по любому из п.п.1, 2, отличающийся тем, что структура указанного стального листа включает комплексную структуру ферритной фазы, бейнитной фазы и остаточной аустенитной фазы.
(4) Способ изготовления оцинкованного легированного стального листа, состоящего из ингредиентов, описанных в п.1, путем непрерывного нанесения покрытия из расплавленного цинка, заключающийся в том, что устанавливают температуру Т нагрева на стадии рекристаллизационного отжига в печи с восстановительной атмосферой от 650 до 900°С, пропускают стальной лист через атмосферу, в которой отношение
 парциального давления
парциального давления  водяного пара к парциальному давлению
водяного пара к парциальному давлению  водорода в атмосфере упомянутой восстановительной печи равно от 1,4·10-10T2-1,0·10-7T+5,0·10-4 до 6,4·10-7T2+1,7·10-4T-0,1, образуется внутренний оксид в области, расположенной на глубине до 1,0 μм от поверхности стального листа, и далее проводят операцию нанесения гальванического покрытия из расплавленного цинка и операцию сплавления.
водорода в атмосфере упомянутой восстановительной печи равно от 1,4·10-10T2-1,0·10-7T+5,0·10-4 до 6,4·10-7T2+1,7·10-4T-0,1, образуется внутренний оксид в области, расположенной на глубине до 1,0 μм от поверхности стального листа, и далее проводят операцию нанесения гальванического покрытия из расплавленного цинка и операцию сплавления.
(5) Способ изготовления оцинкованного легированного стального листа по п.4, отличающийся тем, что указанные оксидные частицы содержат, по меньшей мере, один компонент из группы, включающей оксид кремния, оксид марганца, оксид алюминия, алюмосиликат, силикат марганца, сложный оксид марганца и алюминия и алюмосиликат марганца.
(6) Способ изготовления оцинкованного легированного стального листа по п.4, отличающийся тем, что средний диаметр размера указанных оксидных частиц составляет от 0,01 до 1 μм.
(7) Способ изготовления оцинкованного легированного стального листа по п.п.4-6, отличающийся тем, что структура указанного стального листа включает комплексную структуру из ферритной фазы, бейнитной фазы и остаточной аустенитной фазы.
На чертеже схематично проиллюстрирован пример поперечного сечения легированного стального листа с покрытием из расплавленного цинка согласно изобретению.
Наилучший вариант осуществления изобретения
Легированный стальной лист с покрытием из расплавленного цинка, т.е. оцинкованный легированный стальной лист, согласно настоящему изобретению, отличается как лучшей деформируемостью под давлением и прочностью, так и тем, что площадь, занимаемая участками, где в слое покрытия не образуется фаза сплава Fe-Zn, составляет менее 10% площади всего стального листа.
Для придания названного отличительного признака для обеспечения, во-первых, деформируемости и прочности самого стального листа ингредиентами его являются (вес.%): С: от 0,05 до 0,40, Si: от 0,2 до 3,0; Mn: от 0,1 до 2,5, остальное Fe и неизбежные примеси, в то время как структура стального листа образована комплексной фазовой структурой, включающей ферритную фазу, бейнитную фазу и аустенитную фазу. Заметим, что все указанные в настоящем изобретении содержания в составе стали даны в вес %.
Ниже дается объяснение причин добавления дополнительных элементов к базовому материалу стального листа с покрытием из расплавленного цинка, используемому в настоящем изобретении.
С является элементом, добавляемым для стабилизации аустенитной фазы стального листа. Если содержание С меньше 0,05%, его влияние проявиться не может. Если же его содержание выше 0,40%, ухудшается его удержание, и при использовании стального листа с покрытием из расплавленного цинка, согласно настоящему изобретению, наблюдается вредное влияние С. Вследствие этого содержание С составляет от 0,05 до 0,4%.
Si является элементом, который требуется для создания устойчивого присутствия аустенитной фазы даже при комнатной температуре в результате того, что Si способствует повышению концентрации С в аустенитной фазе. Если содержание Si меньше 0,2%, его действие проявиться не может, в то время как при его концентрации выше 3,0% образуется толстая внутренняя оксидная пленка, приводящая к отслоению покрытия. Вследствие этого содержание Si составляет от 0,2 до 3,0%.
Mn является элементом, который необходим для предотвращения превращения аустенита в перлит на стадии термообработки. Если содержание Mn меньше 0,1%, его влияние отсутствует, в то время как при его содержании выше 2,5% связанные участки разделяются и при использовании стального листа с покрытием из расплавленного пинка, согласно изобретению, проявляются и другие вредные действия. Вследствие этого содержание Mn составляет от 0,1 до 2,5%.
Базовый материал стального листа, согласно изобретению, в основном содержит названные выше элементы, но добавляемые элементы не ограничиваются именно этими элементами. Возможно также включать элементы, для которых известно, что они обладают способностью улучшать свойства стального листа, например Al, способный улучшать деформируемость под давлением. Количество Al, необходимое для улучшения деформируемости под давлением стального листа, преимущественно не ниже 0,01%. Чрезмерное добавление Al может привести к ухудшению свойств покрытия и увеличению включений, вследствие чего предпочтительно, чтобы содержание Al не превышало 2%.
Далее, возможны добавки Р: от 0,001 до 0,05% и S от 0,001 до 0,05%. Р является элементом, необходимым для упрочнения стали в количестве, соответствующем требуемой прочности стали. При добавлении чрезмерного количества Р он выделяется по границам поверхности зерен и препятствует их росту. По этой причине верхний предел добавок Р преимущественно ограничивается 0,05%. С другой стороны, нижний предел добавок Р преимущественно ограничивается 0,001% из-за возрастающих затрат на очистку в процессе производства стали.
S является вредным элементом, так как он препятствует локальному растяжению и свариваемости стали из-за образования MnS. По этой причине верхний предел добавок S преимущественно ограничивается 0,05%. С другой стороны, нижний предел добавок S преимущественно ограничивается 0,001% из-за возрастающих затрат на очистку в процессе производства стали, как это имеет место в случае Р.
Далее, возможно также добавление, например, двух или более элементов из группы В, Ti, V, Cr и Nb, способных улучшить закаливаемость в количествах: В от 0,0005 до менее 0,01%, Ti от 0,01 до менее 0,1%, V от 0,01 до менее 0,3%, Cr от 0,01 до менее 1% и Nb от 0,01 до менее 0,1%. Эти элементы добавляются с целью улучшения закаливаемости стального листа, причем, если добавляется менее указанных выше количеств, улучшающего действия в отношении закаливаемости ожидать не следует. С другой стороны, включение в количествах, превышающих указанные выше пределы, является возможным, но эффект при этом достигает уровня насыщения и ожидать улучшающего действия в отношении закаливаемости, сопоставимого с затратами, при этом не следует.
Далее, возможно также включение элементов, например, Ni, Cu, Со, Мо и других элементов, способных улучшить прочность в количествах от 0,01 до менее 2,0%. Эти элементы добавляются для повышения прочности. С другой стороны, чрезмерное количество Ni, Cu, Со или Мо приводит к излишней прочности или к повышению расходов на легирование. Кроме того, лист может также содержать N или другие обычно неизбежные элементы.
Оцинкованный легированный стальной лист, согласно изобретению, образует комплексную фазовую структуру, состоящую из трех фаз: ферритной фазы, аустенитной фазы и бейнитной фазы, с целью придания ему более высокой технологичности и прочности благодаря трансформации, возникающей в результате обработки при комнатной температуре.
Состав гальванического слоя легированного стального листа с покрытием из расплавленного цинка, согласно настоящему изобретению, имеет (вес.%) концентрацию Fe от 7 до 15%, концентрацию Al от 0,01 до 1%, остальное Zn и неизбежные примеси.
Основанием для этого является то, что, если концентрация Fe в слое покрытия меньше 7%, ухудшаются условия для операции химического превращения, в то время как, если эта концентрация превышает 15%, в процессе обработки происходит отслаивание покрытия. Что касается Al, если его содержание в слое покрытия меньше 0,01%, происходит избыточное сплавление Fe и Zn, в то время как, если это содержание превышает 1%, ухудшается стойкость к коррозии. При этом базисный вес покрытия в существенной степени не ограничен.
Далее описывается структура гальванического слоя стального листа с покрытием из расплавленного цинка согласно настоящему изобретению.
Чертеж иллюстрирует в схематическом изображении пример поперечного сечения легированного стального листа с покрытием из расплавленного цинка согласно настоящему изобретению. Оцинкованный легированный стальной лист, согласно настоящему изобретению, обладает структурой, содержащей частицы, по меньшей мере, одного типа, выбираемые из оксида Al, оксида Si, оксида Mn, сложного оксида Si и Al, сложного оксида Al и Mn, сложного оксида Si и Mn и сложного оксида Al, Si и Mn, содержащихся в гальваническом слое покрытия по отдельности или в сочетании. При создании в гальваническом слое такой структуры оксидные частицы способствуют сплавлению Fe и Zn, по всей поверхности слоя покрытия происходит равномерное образование сплава, и участки, где еще не образовалась фаза сплава Fe-Zn, составляют менее 10% от площади всего стального листа.
Степень сплавления Fe-Zn в гальваническом слое покрытия оценивается с использованием произвольно выбранных в стальном листе для анализа точек, определения содержания ингредиентов в гальваническом слое покрытия и учета в тех случаях, когда состав гальванического слоя покрытия находится в пределах настоящего изобретения, т.е. когда концентрация Fe находится в приемлемых пределах от 7 до 15 вес.%. Метод анализа в существенной степени не ограничивается. Приведенные ниже примеры метода анализа и оценки также не ограничивают настоящее изобретение. В качестве метода анализа можно, например, использовать способ определения концентрации Fe в гальваническом слое с помощью оптической эмиссионной спектрометрии в тлеющем разряде, люминесцентного анализа на рентгеновских лучах, рентгеноструктурного микроанализа, метода с использованием трансмиссионного электронного микроскопа или с помощью химического анализа гальванического слоя покрытия при растворении его в растворе. Размер каждой анализируемой точки должен быть установлен на оптимум в соответствии с используемым аналитическим методом. Количество анализируемых точек на один стальной лист также не ограничено, но чтобы получить высокорепрезентативные оценочные результаты на одном стальном листе анализируется множество участков и имеются подтверждения того, что участки, на которых состав гальванического слоя покрытия находится в пределах настоящего изобретения, т.е. где концентрация Fe находится в пределах от 7 до 15 вес.%, составляют не менее 90% всех анализируемых участков. В качестве анализируемых для заданной цели точек желательно проанализировать, по меньшей мере, пять произвольно выбранных на стальном листе участков.
Возможно, в частности, использовать следующий метод оценки. Он состоит в том, что степень сплавления Fe-Zn в слое покрытия оценивается путем произвольного отбора 10 точек на стальном листе и определения концентрации Fe в слое покрытия методом оптической эмиссионной спектрометрии в тлеющем разряде. При этом размер каждой анализируемой точки имеет постоянный диаметр, равный 5 мм. Случаи, в которых, по меньшей мере, девять участков в слое покрытия имели концентрации Fe от 7 до 15 вес.%, рассматривали как удовлетворительные, в то время как другие случаи рассматривали как неудовлетворительные. Случаи, в которых два или более участка имеют концентрацию Fe в слое покрытия меньше 7 вес.%, считаются случаями с недостаточным сплавлением и, следовательно, неудовлетворительными, в то время как случаи, где имеется два или более участка с концентрацией Fe, превышающей 15 вес.%, считаются случаями с избыточным сплавлением.
Содержащиеся в поверхностном слое оксид Al, оксид Si, оксид Mn, сложный оксид Al и Si, сложный оксид Al и Mn, сложный оксид Si и Mn, сложный оксид Al, Si и Mn существуют, соответственно, в виде оксида кремния, оксида марганца, оксида алюминия, алюмосиликата, силиката марганца, сложного оксида марганца и алюминия, алюмосиликата марганца. Si, Mn и Al являются элементами, добавляемыми к стальному листу в качестве ингредиентов. Они становятся оксидами в поверхностном слое стального листа на стадии его термообработки. Они могут быть легко включены в слой покрытия для образования оксида кремния, оксида марганца, оксида алюминия, алюмосиликата, силиката марганца, сложного оксида марганца и алюминия и алюмосиликата марганца. Способ включения оксидных частиц в поверхностный слой излагается ниже.
Заметим, что оксидные частицы, которые должны содержаться в поверхностном слое для содействия сплавлению Fe и Zn в слое покрытия, могут быть также оксидами, отличными от названных выше оксида кремния, оксида марганца, оксида алюминия, алюмосиликата, силиката марганца, сложного оксида марганца и алюминия, алюмосиликата марганца.
Размер содержащихся в слое покрытия оксидных частиц определяется преимущественно средним диаметром оксидных частиц от 0,01 до 1 μм. Это обусловлено тем, что, если средний диаметр оксидных частиц менее 0,01 μм, они не будут содействовать равномерному сплавлению Fe-Zn в слое покрытия. Если же в процессе обработки стального листа с покрытием из расплавленного цинка сделать средний диаметр оксидных частиц более 1 μм, оксидные частицы легко станут точками зарождения трещин и стойкость к коррозии обработанных участков ухудшится, т.е. при практическом использовании обработанного стального листа с покрытием из расплавленного цинка будут легко возникать разрушительные эффекты.
Заметим, что упоминаемый в настоящем изобретении «средний диаметр» оксидных частиц подразумевает средний диаметр эквивалентной окружности оксидных частиц, устанавливаемый при наблюдении поперечного сечения слоя покрытия. Форма оксидных частиц может быть сферической, пластинчатой или конической.
В качестве метода измерения среднего диаметра оксидных частиц можно упомянуть метод полировки поперечного сечения стального листа с покрытием из расплавленного цинка или использования FIB (обрабатывающей системы с фокусированным ионным лучом) с целью обработки листа, приводящей к раскрытию его поперечного сечения и таким образом изготовлению образца для последующего анализа путем наблюдения с помощью сканирующего электронного микроскопа, планиметрии с использованием ренттеноструктурного микроанализа или планиметрии с использованием электронной спектроскопии Оже. Возможна также обработка поперечного сечения стального листа до состояния тонкой полоски таким образом, чтобы она включала слой покрытия, после чего эта полоска наблюдается с помощью электронного микроскопа проходящего типа. Изображения, получаемые в настоящем изобретении с помощью названных аналитических методов, подвергаются анализу для расчета диаметра эквивалентной окружности оксидных частиц. Среднее значение должно быть в пределах от 0,01 до 1 μм. Частицы менее 0,01 μм и частицы более 1 μм также могут быть включены в наблюдаемую область.
Далее, содержание оксидных частиц в слое покрытия не является в существенной степени ограниченным, но предпочтительно, чтобы слой покрытия содержал частицы при плотности от 1·108 до 1·1011 частиц/см2. Если содержание оксидных частиц меньше 1·108 частиц/см2, в некоторых случаях не удается наблюдать явления стимулирования сплавления Fe- и Zn и равномерного образования сплава по всей поверхности стального листа. С другой стороны, избыток оксидных частиц сверх 1·1011 частиц/см2 становится причиной отслаивания слоя покрытия.
Далее излагается способ изготовления легированного стального листа с покрытием из расплавленного цинка, а именно способ изготовления оцинкованного легированного стального листа согласно настоящему изобретению.
В настоящем изобретении гальваническая система непрерывного нанесения покрытия из расплавленного цинка используется для гальванического покрытия из расплавленного цинка названного выше листа из высокопрочной стали.
В способе изготовления оцинкованного легированного стального листа, согласно изобретению, профиль нагрева устанавливается таким образом, чтобы стальной лист приобрел названную выше желаемую структуру на стадии рекристаллизационного отжига в гальванической системе непрерывного нанесения покрытия из расплавленного цинка. В частности, печь с восстановительной атмосферой используется для отжига стального листа в двухфазной сосуществующей области от 650 до 900°С в течение от 30 сек до 10 мин. Восстановительная атмосфера в печи состоит из газообразного азота, включающего газообразный водород, в пределах от 1 до 70°С. Внутри печи отношение  парциального давления водяного пара к парциальному давлению водорода в атмосфере регулируют введением водяного пара. В настоящем изобретении отношение парциального давления водяного пара к парциальному давлению водорода в печи с восстановительной атмосферой устанавливают равным от 1,4·10-10T2-1,0·10-7T+5,0·10-4 до 6,4·10-7Т2+1,7·10-4Т-0,1 с учетом температуры нагрева Т (°С) на стадии рекристаллизационного отжига.
парциального давления водяного пара к парциальному давлению водорода в атмосфере регулируют введением водяного пара. В настоящем изобретении отношение парциального давления водяного пара к парциальному давлению водорода в печи с восстановительной атмосферой устанавливают равным от 1,4·10-10T2-1,0·10-7T+5,0·10-4 до 6,4·10-7Т2+1,7·10-4Т-0,1 с учетом температуры нагрева Т (°С) на стадии рекристаллизационного отжига.
Причина ограничения отношения РН2О/РН2 парциального давления водяного пара к парциальному давлению водорода в восстановительной атмосфере печи до указанных пределов является следующей. Поскольку стальной лист в настоящем изобретении содержит Si в количестве не менее 0,1 вес.% и Mn в количестве не менее 0,1 вес.% и, если отношение PH2O/PH2 меньше 1,4·10-10T2-10·10-7T+5,0·10-4, на поверхности стального листа образуется наружная оксидная пленка и связь с покрытием окажется плохой. Далее, в настоящем изобретении добавляемый к стальному листу Si составляет не более 3,0 вес.% и Mn не более 2,5 вес.%. Поэтому, если отношение PH2O/PH2 больше 6,4·10-7Т2+1,7·10-4T-0,1, образуются фаялит и другие оксиды железа, в результате чего в покрытии появляются зазоры. Путем отжига названным выше способом можно сформировать область от поверхности стального листа на глубину 1,0 μм со структурой, имеющей, по меньшей мере, один тип внутреннего оксида из группы, включающей оксид кремния, оксид марганца, оксид алюминия, алюмосиликат, силикат марганца, сложный оксид марганца и алюминия и алюмосиликат марганца, по отдельности или в сочетании.
Далее, на стадии нанесения гальванического покрытия стальной лист охлаждается со скоростью охлаждения от 2 до 500°С в 1 сек до температуры в пределах от 250 до 500°С, выдерживается при этой температуре в течение от 5 сек до 20 мин, после чего на него наносится гальваническое покрытие путем погружения в электролитическую ванну с расплавленным цинком, содержащую Al в количестве от 0,01 до 1 вес.%, остальное количество Zn и неизбежные примеси. Температура электролитической ванны и время погружения, по существу, не ограничены. Кроме того, пример эпюры нагрева и охлаждения на стадии нанесения покрытия не ограничивает настоящее изобретение.
На стадии отжига после названного нанесения покрытия из расплавленного цинка стальной лист выдерживают в течение от 5 сек до 2 мин при температуре от 450 до 600°С для сплавления Fe и Zn и создания условий для миграции к слою покрытия внутреннего оксида, образовавшегося на поверхности стального листа на стадии отжига в печи с восстановительной атмосферой, для создания отличительных особенностей оцинкованного стального листа, согласно настоящему изобретению, т.е. структуры слоя покрытия, включающей оксидные частицы.
В случае образования названной выше структуры поверхностного слоя не всегда все образовавшиеся на поверхности стального листа оксидные частицы перемещаются в поверхностный слой: часть оксидных частиц может оставаться в стальном листе или они могут находиться в пограничной зоне между поверхностным слоем и стальным листом.
В настоящем изобретении сплавлению Fe и Zn способствуют содержащиеся в слое покрытия оксидные частицы. Если температура нагрева и время выдержки на стадии отжига лежат в указанных выше пределах, возможно достаточно однородное сплавление. Следовательно, можно закончить операцию сплавления, в то время как аустенитная фаза в стальных листах не восстановлена. Благодаря этому имеется возможность получения стальных листов, обладающих желаемьми смешанными структурами ферритной фазы, бейнитной фазы и аустенитной фазы.
Примеры
Далее настоящее изобретение будет излагаться в деталях с помощью примеров, которые, однако, не ограничивают настоящее изобретение.
Указанные в таблице 1 испытуемые стальные листы были обработаны для рекристаллизационного отжига, нанесения гальванического покрытия и сплавления с помощью гальванической системы непрерывного нанесения покрытия из расплавленного цинка в соответствии с условиями, указанными в таблице 2.
Температуру электролитической ванны с расплавленным цинком доводят до 500°С, а содержание в ней Al до 0,1 вес %, остальное - содержание Zn и неизбежные примеси. Отношение парциального давления PH2O/PH2 водяного пара к парциальному давлению водорода в атмосфере восстановительной печи регулируют путем введения водяного пара в газообразный N2, к которому добавляют газообразный Н2 в количестве 10% для регулирования количества вводимого водяного пара. Температуру отжига и отношение PH2O/PH2 устанавливают до значений, указанных в таблице 2, в то время как каждый из указанных в таблице 1 стальных листов подвергают отжигу, после чего погружают в электролитическую ванну. Количество гальванического покрытия доводится с помощью зачистки газообразным азотом до 60 г/см2. Операцию сплавления проводят путем нагревания стального листа в газообразном N2 при 500°С и выдержки листа в течение 30 сек.
Прочность стальных листов оценивали в соответствии с JIS z 2201. Прочность, равная 490 МПа, расценивалась как удовлетворительная. Удлинение стальных листов оценивали, готовя образец для испытания на растяжение в соответствии с JIS 5 и проводя испытание на растяжение при нормальной температуре, измеренной толщине 50 мм и скорости растяжения 10 мм/мин. Лист, выдерживающий удлинение 30% или более, оценивался как удовлетворительный.
Оксидные частицы в слое покрытия оценивали посредством полировки поперечного сечения слоя покрытия для его раскрытия с последующим наблюдением и получением изображения оксидных частиц с помощью сканирующего электронного микроскопа (SEM). Получаемое с помощью SEM изображение оцифровывалось, и участки с яркостью, соответствующей оксидам, извлекались с помощью анализа изображений для приготовления цифрового изображения. Полученное цифровое изображение освобождали от шумов, после чего измеряли диаметры эквивалентных окружностей и определяли среднее значение диаметров эквивалентных окружностей для целых частиц, детектируемых в наблюдаемом поле.
Степень сплавления Fe-Zn в слое покрытия оценивали с использованием 10 произвольно выбранных для анализа точек на стальном листе и количественным определением концентрации Fe в слое покрытия с помощью оптической эмиссионной спектрометрии в тлеющем разряде. Размер каждой анализируемой точки устанавливался с постоянным диаметром, равным 5 мм. При наличии, по меньшей мере, девяти участков с концентрацией Fe от 7 до 15 вес.% лист считался удовлетворительным, в то время как другие случаи оценивались как неудовлетворительные. При наличии двух или более участков, где концентрация Fe в слое покрытия меньше 7 вес.%, считается, что сплавление недостаточно и стальной лист является неудовлетворительным, в то время как при наличии двух или более участков, где концентрация Fe превышает 15 вес.%, считается, что сплавление избыточно и стальной лист является неудовлетворительным.
В таблице 3 приводятся результаты оценки. В таблице 3 все испытуемые материалы, подвергнутые нанесению гальванического покрытия из расплавленного цинка, которые оказались удовлетворительными по прочности, удлинению и степени сплавления, являются примерами настоящего изобретения. Сравнительные примеры либо являются удовлетворительными по прочности и удлинению, но неудовлетворительны по степени сплавления, либо являются удовлетворительными по удлинению и степени сплавления, но неудовлетворительны по прочности. Было наряду с этим подтверждено, что слои покрытия в испытуемых материалах, подвергнутых нанесению гальванического покрытия из расплавленного цинка, в примерах настоящего изобретения содержали оксидные частицы, по меньшей мере, одного типа оксидов из группы, включающей оксид Al, оксид Si и оксид Mn, сложного оксида Si и Al, сложного оксида Al и Mn, сложного оксида Si и Mn и сложного оксида Al, Si и Mn,
Применимость в промышленности
Оцинкованный легированный стальной лист, согласно изобретению, представляет собой стальной лист, который содержит в слое покрытия оксидные частицы, благодаря чему площадь аморфных участков фазы сплава Fe-Zn становится менее 10% от общей площади стального листа, а прочность и деформируемость улучшаются. Согласно способу изготовления, согласно настоящему изобретению, стальной лист может быть изготовлен с низкой себестоимостью лишь при изменении рабочих условий существующей непрерывной производственной гальванической системы нанесения цинкового покрытия.
Предложены легированный стальной лист с покрытием из расплавленного цинка и способ его изготовления путем непрерывного цинкования. Лист имеет поверхностный слой, содержащий Fe в концентрации от 7 до 15 вес.%, Al в концентрации от 0,01 до 1 вес.% и остальное Zn и неизбежные примеси, причем указанный поверхностный слой содержит оксидные частицы, по меньшей мере, одного типа, выбираемого из оксида Al, оксида Si, оксида Mn, сложного оксида Si и Al, сложного оксида Si и Mn и сложного оксида Al, Si и Mn, по отдельности или в сочетании, а средний диаметр размера названных оксидных частиц составляет от 0,01 до 1 μм. Обеспечивают температуру нагрева Т на стадии рекристаллизационного отжига листа в печи с восстановительной атмосферой от 650 до 900°С, пропускают стальной лист через атмосферу, в которой отношение парциального давления  водяного пара к парциальному давлению
водяного пара к парциальному давлению  водорода в атмосфере упомянутой восстановительной печи
водорода в атмосфере упомянутой восстановительной печи  равно от 1,4·10-10·T2-1,0-10-7·T+5,0·10-4 до 6,4·10-7·Т2+1,7·10-4·Т-0,1, с формированием оксида в области, достигающей глубины до 1,0 μм от поверхности стального листа, с последующим проведением операции нанесения гальванического покрытия из расплавленного цинка на стальной лист и операции сплавления листа с покрытием. Получают стальной лист с покрытием из расплавленного цинка, у которого площадь аморфных участков фазы сплава Fe-Zn в слое покрытия составляет менее 10% от площади всего листа. Лист обладает высокой прочностью и деформируемостью. 2 н. и 5 з.п. ф-лы, 1 ил., 3 табл.
равно от 1,4·10-10·T2-1,0-10-7·T+5,0·10-4 до 6,4·10-7·Т2+1,7·10-4·Т-0,1, с формированием оксида в области, достигающей глубины до 1,0 μм от поверхности стального листа, с последующим проведением операции нанесения гальванического покрытия из расплавленного цинка на стальной лист и операции сплавления листа с покрытием. Получают стальной лист с покрытием из расплавленного цинка, у которого площадь аморфных участков фазы сплава Fe-Zn в слое покрытия составляет менее 10% от площади всего листа. Лист обладает высокой прочностью и деформируемостью. 2 н. и 5 з.п. ф-лы, 1 ил., 3 табл.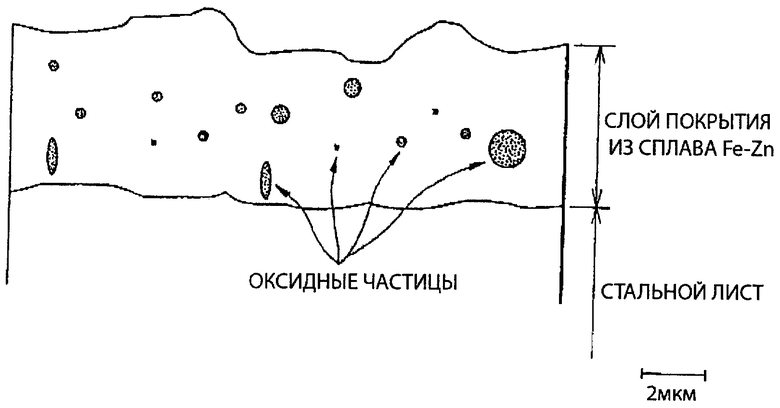
и, по меньшей мере, один или более из следующих компонентов:
и имеет поверхностный слой, содержащий Fe в концентрации от 7 до 15 вес.%, Al в концентрации от 0,01 до 1 вес.% и остальное Zn и неизбежные примеси, причем указанный поверхностный слой содержит оксидные частицы, по меньшей мере, одного типа, выбираемого из оксида Al, оксида Si, оксида Mn, сложного оксида Si и Al, сложного оксида Si и Mn и сложного оксида Al, Si и Mn, по отдельности или в сочетании, а средний диаметр названных оксидных частиц составляет от 0,01 до 1 мкм.
 водяного пара к парциальному давлению
водяного пара к парциальному давлению  водорода в атмосфере упомянутой восстановительной печи
водорода в атмосфере упомянутой восстановительной печи  равно от 1,4·10-10·T2-1,0-10-7·T+5,0·10-4 до 6,4·10-7·Т2+1,7·10-4·Т-0,1, с формированием оксида в области, достигающей глубины до 1,0 мкм от поверхности стального листа, с последующим проведением операции нанесения гальванического покрытия из расплавленного цинка на стальной лист и операции сплавления листа с покрытием.
равно от 1,4·10-10·T2-1,0-10-7·T+5,0·10-4 до 6,4·10-7·Т2+1,7·10-4·Т-0,1, с формированием оксида в области, достигающей глубины до 1,0 мкм от поверхности стального листа, с последующим проведением операции нанесения гальванического покрытия из расплавленного цинка на стальной лист и операции сплавления листа с покрытием.| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| JP 200355751 A, 26.02.2003 | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| RU 95112581 A1, 10.07.1997 | |||
| Коррозионно-стойкая сталь | 1990 |
|
SU1724722A1 |

