ф1/г
00
N9
14)
Изобретение относится к шинной )мышленности, может быть использовано при изготовлении многослойного герметизирующего слоя покрьшек беска- мерных и является усовершенствованием изобретения по авт. св. W 1162616.
Цель изобретения - повышение производительности способа и экономия изолирующего материала.
На фиг. 1 изображено закатывание верхнего слоя в изолирующий материал, на фиг. 2 - то же, при использовании прокладочного полотна; на фиг. 3 - намотка и дублирование слоев; на фиг. 4 - закатка готовой двойной заготовки.
Способ осуществляется следующим образом.
При выходе из валков каландра 1 слой резиновой ленты 2 одного качества (верхний слой) поступает на транспортер 3, где закатьгеается с налозсен- ным на него изолирующим материалом - полиэтиленовой пленкой 4, в рулон 5 на закаточном устройстве 6. Ролик 7 прикатывает пленку 4 и резиновую ленту 2. Закатанная в рулон 5 резиновая лента 2. образующая верхний слой, подается на склад или в раскаточное устройство 8 (фиг. 1). В полиэтиле- новую пленку 4 закатывается половина необходимого количества резиновых лент 2. Вторая половина резиновых лент 2 закатьшается в изолирующий материал - прокладочное полотно 9. на закаточном устройстве 6 в рулон 10 (фиг. 2), который подают на склад или оставляют в закаточном устройстве 6. Время хранения каландрованного листа в изолирующем материале мало по сравнению с временем хранения заготовки герметизирующего слоя. Выгодней хранить готовый герметизирующий слой, чем его составляющие резиновые ленты. Поэтому кратковременное хранение резиновой ленты 2 в прокладочном полотне 9 не вызывает изменений физи- ко-химических свойств резины.
Выпустив необходимое количество резиновых лент 2 одного качества, очищают валки каландра и подают резину другой рецептуры, которая тоже каландруется в резиновые ленты 11, образующие внутренние слои. Резиновые ленты 11 определенного калибра и ширины поступают на транспортер 3 (фиг. 3). Если, например, необходимо изготовить четырехслойное изделие, нaмatывaютcя два слоя вокруг бесконечного транспортера 3 с образовани- ем многослойного кольцевого изделия. Когда начинается наматывание третьего предпоследнего внутреннего слоя на ранее намотанные слои, верхний слой подается пленкой 4 наружу (отQ носительно транспортерной ленты) из рулона 5,, находящегося в раскаточном устройстве 8. После наложения верхнего слоя изолирующим материалом на- руду на изолирующий материал 4 накла5 дывают верхний слой следующей заготовки герметизирующего слоя из рулона
10,находящегося в устройстве 6, с отделением прокладочного полотна 9
и закаткой его в рулон 12. Резиновая 0 лента 2, подаваемая из устройства 6, прикатьгаается роликом 7, а из раска- точного устройства 8 - роликом 13. Сделав один оборот транспортера 3, происходит одновременное наматывание 5 соответственно последнего внутреннего, верхнего с полиэтиленовой пленкой 4 слоев и верхнего слоя второй заготовки. Отрезав концы резиновых лент 2 от рулонов 5 и 10, продолжают наматывать резиновую ленту 11, образующую три внутренних слоя второй заготовки. Получив двойную заготовку герметизирующего слоя 14 верхними слоями внутрь, между которыми находится полиэтиленовая пленка 4, ее закатьшают в прокладочное полотно 15 (фиг. 4).
Конец двойной закатываемой заготовки 14 отрезают от резиновой ленты
11,которая является началом внутренних слоев следующей заготовки, и цикл повторяется.
Рулон 16 с двойной заготовкой герметизирующего слоя грузоподъемным устройством подается на склад или непосредственно к сборочному станку. При наложении герметизирующего слоя на сборочный барабан первоначально накладывают заготовку, у которой верхний слой закатан в прокладочное
0 полотно.(так как верхний слой, закатанный с полиэтиленовой пленкой 4, дублируется в горячем сос тоянии и лучше приклеивается к пленке), а вторая заготовка вместе с полиэтиле5 новой пленкой 4 и прокладочным полотном 9 закатывается в бобину. С целью наложения герметизирующего слоя на сборочный барабан резиновыми лентами
0
5
0
5
11 необходимо соответственно установить бобину 16 Б раскаточном устройстве .
Формула изобретения
Способ изготовления герметизирующего слоя покрышек пневматических ппш по авт. св. № 1162616, о т л и ч а ю- щ и и с я тем, что, с целью повышения производительности способа и экономии изолирующего материала, после наложения верхнего слоя изолирующим материалом наружу на изолирующий материал накладьшается верхний слой следующей заготовки герметизирующего слоя, а затем ее внутренние слои с получением двойной заготовки герметизирующего слоя верхними слоями, обращенными вовнутрь заготовки.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЗИРУЮЩЕГО СЛОЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2011532C1 |
| Способ изготовления герметизирующего слоя покрышек пневматических шин | 1984 |
|
SU1162616A1 |
| Способ изготовления герметизирующего слоя покрышек пневматических шин | 1986 |
|
SU1397304A1 |
| Устройство для термической обработки ленточного резинового материала | 1980 |
|
SU937174A2 |
| Устройство для термической обработки ленточного резинового материала | 1974 |
|
SU497152A1 |
| Способ хранения резинового материала | 1979 |
|
SU770832A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЛЕНТЫ | 2014 |
|
RU2568043C1 |
| Устройство для изготовления обрезиненногоКОРдНОгО пОлОТНА | 1978 |
|
SU804510A1 |
| Способ наложения резиновых прослоек на резинокордный материал и устройство для его осуществления | 1989 |
|
SU1742099A1 |
| Способ заготовки слоев покрышек пневматических шин | 1988 |
|
SU1720893A1 |
Изобретение относится к шинной промьппленности и может быть использо вано при изготовлении деталей покрышек бескамерных шин, а именно многослойного герметизирующего слоя. Цель изобретения - повьппение производительности способа и экономия изолирующего материала. Для этого после наложения верхнего слоя изолирующим материалом 4 наружу на изолирующий материал накладывают верхний слой 2 следующей заготовки герметизирующего слоя. Затем накладывают ее внутренние слои с получением двойной заготовки герметизирующего слоя верхними слоями, обращенными внутрь заготовки. 4 ил.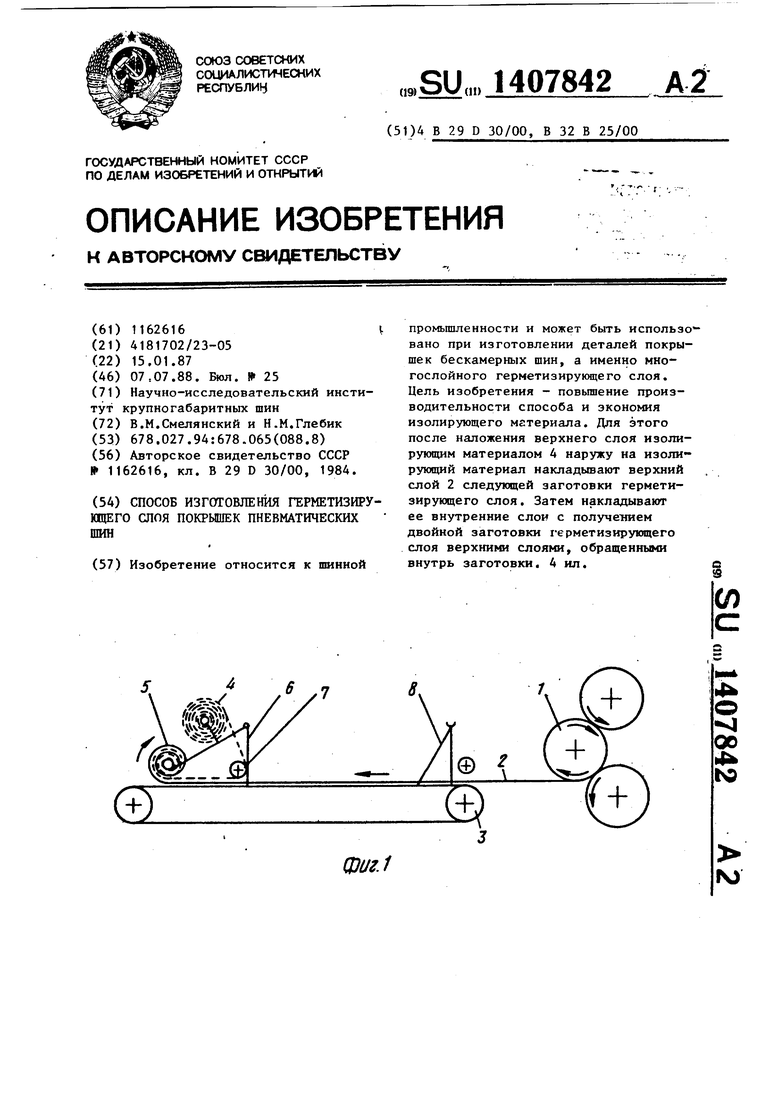
W 9
фиг. г
10
| Способ изготовления герметизирующего слоя покрышек пневматических шин | 1984 |
|
SU1162616A1 |
| Солесос | 1922 |
|
SU29A1 |
