Область техники
Настоящее изобретение в общем имеет отношение к созданию узлов бампера, предназначенных для использования в автомобилях, а более конкретно, имеет отношение к созданию бамперной системы для управления ударом при столкновении с препятствием, которая содержит компонент, образованный при помощи нестандартного процесса отпуска.
Предпосылки к созданию изобретения
Автомобили снабжают бамперами, которые закреплены на их конце, чтобы поглощать удар при столкновении и ограничивать по мере возможности любое повреждение частей автомобиля. Для того, чтобы минимизировать повреждение автомобилей при столкновениях на низкой скорости, такой как, например, ориентировочно меньше чем 15-16 км/час, фирмы-производители автомобилей предусматривают "расходные элементы", известные как аварийные коробки, которые в случае столкновения демпфируют большую часть энергии удара, деформируясь, но предотвращая деформирование шасси автомобиля. Следует иметь в виду, что любая деформация шасси автомобиля приводит к высокой стоимости ремонта, приводящей к неприемлемо высоким страховым премиям, и т.п.
Типично, узел бампера с расходным элементом содержит пару аварийных коробок, поперечину, амортизационный элемент, изготовленный из вспененного материала и т.п., и кожух бампера. В известном ранее узле бампера, две аварийные коробки прикреплены к концам двух соответствующих продольных элементов шасси автомобиля через две соответствующие пластины. Поперечина соединена с противоположными сторонами аварийных коробок и идет непрерывно от одной аварийной коробки до другой. Амортизационный элемент, изготовленный из вспененного материала и т.п., типично закреплен снаружи от поперечины. Кожух бампера, который в первую очередь имеет эстетические и аэродинамические функции, закрывает узел бампера.
Обычно обе аварийные коробки и поперечина изготовлены из материалов с металлическими свойствами, таких как, например, сталь или алюминий. Известное ранее техническое решение, с металлическими аварийными коробками, поперечиной и пластинами для крепления аварийных коробок к автомобилю, следует считать несколько неудобным для сборки, тяжелым, дорогим и трудно адаптируемым для новых моделей автомобилей.
Таким образом, было бы желательно создать систему для управления ударом при столкновении с препятствием, которая позволяет преодолеть по меньшей мере некоторые из упомянутых выше ограничений.
Раскрытие изобретения
В соответствии с первым аспектом настоящего изобретения, предлагается способ изготовления содержащей брус коробчатого сечения системы управления ударом при столкновении с препятствием, который включает в себя следующие операции: формирование первой оболочки из первой заготовки тонколистового металла при помощи процесса горячей штамповки, причем первая оболочка содержит имеющую высокий предел прочности при растяжении часть бруса и образованные в виде единого целого с ним первую имеющую низкий предел текучести часть аварийной коробки рядом с первым концом части бруса и вторую имеющую низкий предел текучести часть аварийной коробки рядом со вторым концом части бруса, при этом первая оболочка имеет открытую поверхность, идущую непрерывно вдоль части бруса и каждой из первой и второй частей аварийной коробки; формирование закрывающего элемента из второй заготовки тонколистового металла; и жесткое закрепление закрывающего элемента рядом с открытой поверхностью первой оболочки.
В соответствии с другим аспектом настоящего изобретения, предлагается способ изготовления имеющей брус коробчатого сечения системы для управления ударом при столкновении с препятствием, который включает в себя следующие операции: нагревание первой заготовки тонколистового металла по меньшей мере до температуры аустенизации металла; горячая штамповка аустенитной заготовки в паре охлажденных инструментов, чтобы образовать второй неразъемный компонент, содержащий брус коробчатого сечения, который имеет конструкцию в виде трехстороннего канала с одной открытой стороной; во время процесса горячей штамповки, охлаждение части бруса образованного компонента с первой скоростью, которая является достаточно высокой, чтобы закаливать часть бруса по существу в мартенситную структуру с пределом прочности при растяжении ориентировочно от 1300 Н/мм2 до 1600 Н/мм, и охлаждение частей аварийной коробки образованного компонента со второй скоростью, которая ниже чем первая скорость, так что части аварийной коробки будут иметь предел текучести ориентировочно от 200 Н/мм2 до 450 Н/мм2; формирование закрывающего элемента из второй заготовки тонколистового металла; и жесткое закрепление закрывающего элемента вдоль открытой стороны первого содержащего брус коробчатого сечения неразъемного компонента.
В соответствии с еще одним аспектом настоящего изобретения, предлагается имеющая брус коробчатого сечения система управления ударом при столкновении с препятствием, которая содержит: первую неразъемную оболочку, которая содержит имеющую высокий предел прочности при растяжении часть бруса и образованные в виде единого целого с ним первую имеющую низкий предел текучести часть аварийной коробки рядом с первым концом части бруса и вторую имеющую низкий предел текучести часть аварийной коробки рядом со вторым концом части бруса, причем первая неразъемная оболочка имеет открытую поверхность, идущую непрерывно вдоль части бруса и каждой из первой и второй частей аварийной коробки; и закрывающий элемент, жестко закрепленный рядом с открытой поверхностью первой неразъемной оболочки.
В соответствии с еже одним аспектом настоящего изобретения, предлагается имеющая брус коробчатого сечения система управления ударом при столкновении с препятствием, которая содержит: первую имеющую брус коробчатого сечения оболочку, изготовленную из первой заготовки тонколистового металла, которая содержит имеющую высокий предел прочности при растяжении часть бруса и образованные в виде единого целого с ним первую имеющую низкий предел текучести часть аварийной коробки рядом с первым концом части бруса и вторую имеющую низкий предел текучести часть аварийной коробки рядом со вторым концом части бруса, причем первый конец является противоположным второму концу, при этом первая имеющая брус коробчатого сечения оболочка имеет одну открытую сторону, имеющую первую закраину; вторую имеющую брус коробчатого сечения оболочку, изготовленную из второй заготовки тонколистового металла, которая содержит имеющую высокий предел прочности при растяжении часть бруса и образованные в виде единого целого с ним первую имеющую низкий предел текучести конструкцию аварийной коробки рядом с первым концом части бруса и вторую имеющую низкий предел текучести конструкцию аварийной коробки рядом со вторым концом части бруса, причем первый конец является противоположным второму концу, при этом вторая имеющая брус коробчатого сечения оболочка имеет одну открытую сторону, имеющую вторую закраину; причем первая имеющая брус коробчатого сечения оболочка жестко прикреплена ко второй имеющей брус коробчатого сечения оболочке, так что первая закраина упирается во вторую закраину, и так что часть бруса первой имеющей брус коробчатого сечения оболочки будет совмещена с частью бруса второй имеющей брус коробчатого сечения оболочки, и конструкции первой и второй аварийных коробок первой имеющей брус коробчатого сечения оболочки будут совмещены с соответствующими конструкциями первой и второй аварийных коробок второй имеющей брус коробчатого сечения оболочки.
Далее примерные варианты осуществления настоящего изобретения будут описаны со ссылкой на чертежи.
Краткое описание чертежей
На фиг. 1 показан вид сзади в перспективе системы управления ударом при столкновении с препятствием в соответствии с первым вариантом осуществления настоящего изобретения.
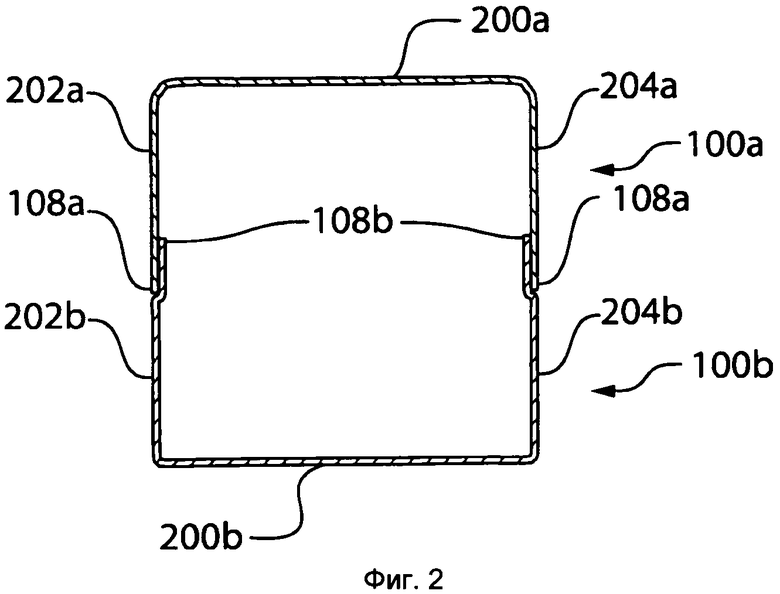
На фиг. 2 показан с увеличением разрез плоскостью А на фиг. 1.
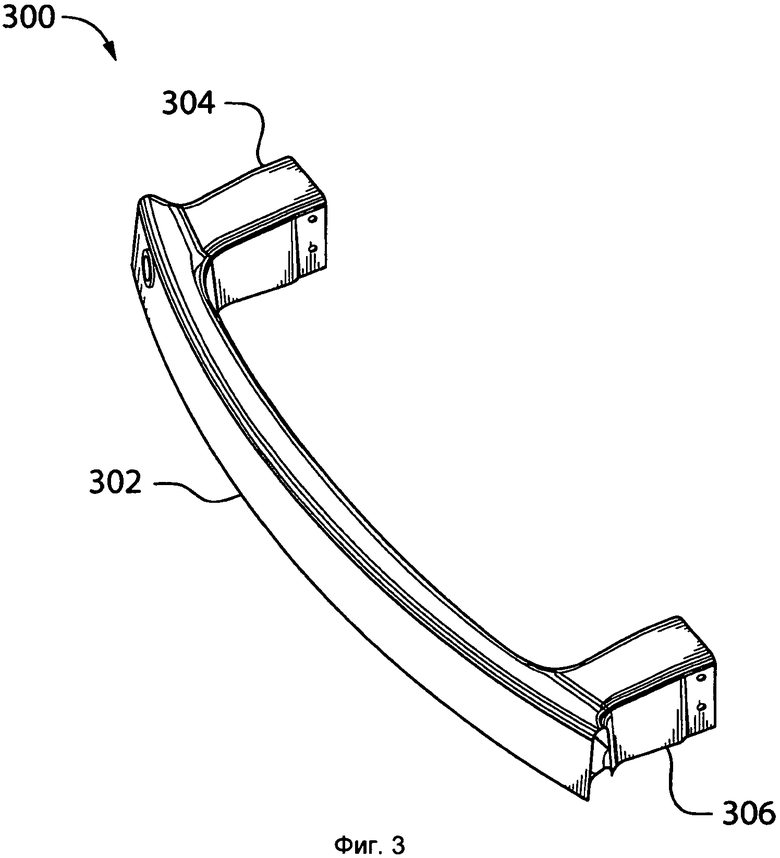
На фиг. 3 показан вид спереди в перспективе системы управления ударом при столкновении с препятствием в соответствии со вторым вариантом осуществления настоящего изобретения.
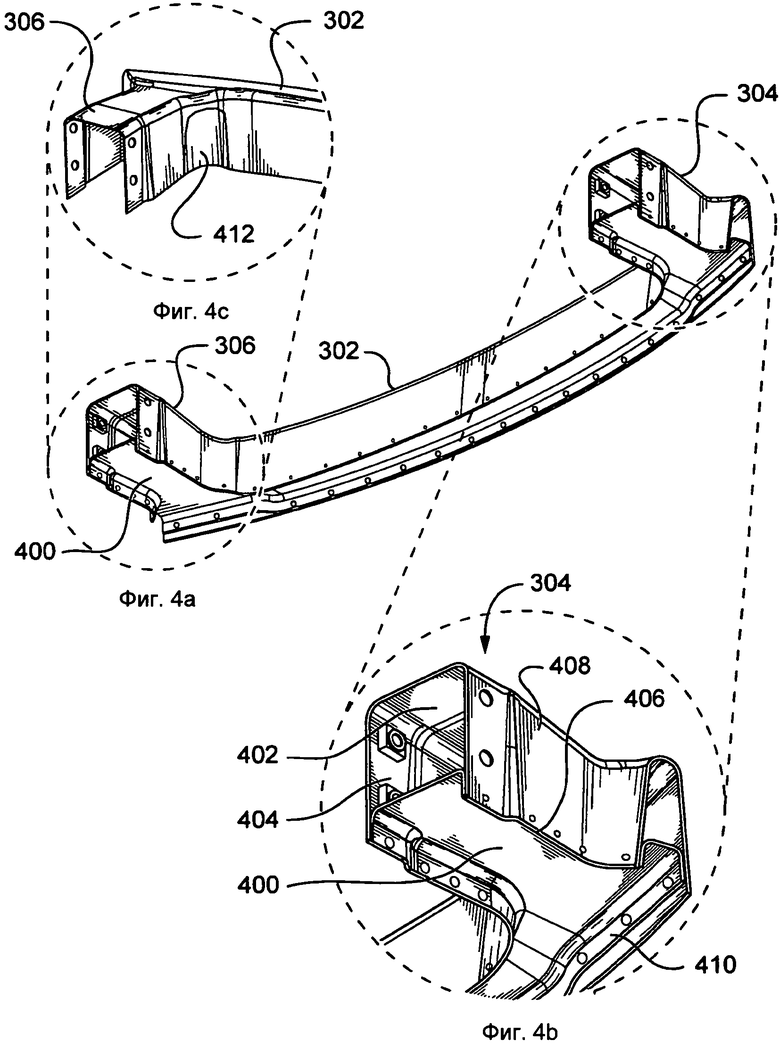
На фиг. 4а показан вид сзади в перспективе системы управления ударом при столкновении с препятствием, показанной на фиг. 3.
На фиг. 4b показана с увеличением часть системы, показанной на фиг. 4а, обведенная одной из пунктирных окружностей.
На фиг. 4с показана с увеличением часть системы, показанной на фиг. 4а, обведенная другой из пунктирных окружностей..
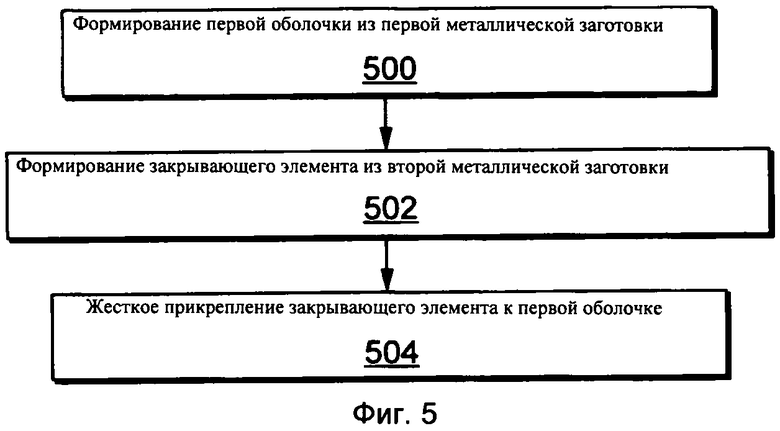
На фиг. 5 показана упрощенная схема последовательности операций способа в соответствии с вариантом осуществления настоящего изобретения.
На фиг. 6 показана упрощенная схема последовательности операций способа в соответствии с другим вариантом осуществления настоящего изобретения.
Подробное описание изобретения
Последующее описание позволяет специалистам в данной области реализовать и использовать настоящее изобретение, причем оно приведено в контексте специфического применения и требований к нему. Следует иметь в виду, что специалистами в данной области могут быть введены различные очевидные модификации в раскрытые здесь варианты осуществления изобретения, причем заданные здесь общие принципы могут быть применены и к другим вариантам осуществления и другим применениям, что не выходит за рамки настоящего изобретения. Таким образом, настоящее изобретение не следует понимать как ограниченное раскрытыми здесь вариантами осуществления, а следует понимать как имеющее самый широкий объем патентных притязаний, совместимый с раскрытыми здесь принципами и признаками изобретения.
Обратимся теперь к рассмотрению фиг. 1, на которой показан вид сзади в перспективе системы управления ударом при столкновении с препятствием в соответствии с первым вариантом осуществления настоящего изобретения. Система управления ударом при столкновении с препятствием содержит первую оболочку 100а и вторую оболочку 100b. Первая оболочка 100а образована из первой заготовки тонколистового металла, а вторая оболочка 100b отдельно образована из второй заготовки тонколистового металла. В качестве специфического и не ограничительного примера можно указать, что как первая, так и вторая заготовки тонколистового металла изготовлены из борсодержащей стали марки 22MnB5. Более конкретно, первая оболочка 100а и вторая оболочка 100b образованы с использованием процесса горячей штамповки с нестандартным отпуском, как это описано далее более подробно.
Первая оболочка 100а содержит имеющую высокий предел прочности при растяжении часть 102а бруса. В виде единого целого (неразъемно) с частью 102а бруса образованы первая имеющая низкий предел текучести часть 104а аварийной коробки рядом с первым концом части бруса и вторая имеющая низкий предел текучести часть 106а аварийной коробки рядом со вторым концом части бруса, причем второй конец является противоположным первому концу. Аналогично, вторая оболочка 100b содержит имеющую высокий предел прочности при растяжении части бруса 102b. В виде единого целого с частью 102b бруса образованы первая имеющая низкий предел текучести часть 104b аварийной коробки рядом с первым концом части бруса и вторая имеющая низкий предел текучести часть 106b аварийной коробки рядом со вторым концом части бруса, причем второй конец является противоположным первому концу.
Типичное значение предела прочности при растяжении частей 102а и 102b бруса составляет ориентировочно от 1300 Н/мм2 до 1600 Н/мм2. Типичное значение предела текучести первой и второй частей 104а/b и 106а/b аварийной коробки, соответственно, составляет ориентировочно от 200 Н/мм2 до 450 Н/мм2. Предел текучести частей аварийной коробки регулируют во время процесса горячей штамповки, чтобы получить желательные значения в зависимости от эксплуатационных параметров. За счет природы процесса горячей штамповки, который используют для формирования первой оболочки 100а и второй оболочки 100b, существует переходная зона между имеющим высокий предел прочности при растяжении материалом части 102а/b бруса и имеющим низкий предел текучести материалом первой и второй частей 104а/b и 106а/b аварийной коробки.
Обратимся теперь к рассмотрению фиг. 2, на которой показан с увеличением разрез плоскостью А на фиг. 1. Первая 100а оболочка представляет собой унитарный компонент, который имеет в основном конструкцию в виде трехстороннего канала с одной открытой стороной. Верхняя поверхность 200а первой оболочки 100а переходит в две противоположные боковые стенки 202а и 204а. Кромки двух противоположных боковых стенок 202а и 204а вдоль открытой стороны первой оболочки образуют первую закраину 108а. Аналогично, вторая оболочка 100b также представляет собой унитарный компонент, который имеет в основном конструкцию в виде трехстороннего канала с одной открытой стороной. Нижняя поверхность 200b второй оболочки 100b переходит в две противоположные боковые стенки 202b и 204b. Кромки двух противоположных боковых стенок 202b и 204b вдоль открытой стороны второй оболочки образуют вторую закраину 108b. Вторая закраина 108b имеет такую форму, что она заходит под первую закраину 108а, когда первую оболочку 100а жестко прикрепляют ко второй оболочке 100b. Обычно, конструкции в виде трехстороннего канала идут по длине частей 102а и 102b бруса, и проходят через первую и вторую части 104а/b и 106а/b, аварийной коробки, соответственно. Само собой разумеется, что термины "верхний" и "нижний" использованы здесь в контексте с фиг. 2, и они не указывают на требуемую ориентацию системы управления столкновением с препятствием в ее установленном состоянии.
При необходимости, первая и вторая части 104а/b и 106а/b аварийной коробки могут содержать "буртики" (не показаны), чтобы оптимизировать характеристики сгибания при столкновении.
Способ изготовления системы для управления ударом при столкновении с препятствием, показанной на фиг. 1, предусматривает нагревание в печи первой заготовки из плоской тонколистовой стали до аустенитного состояния, перемещение первой заготовки в пару охлажденных формующих инструментов, и затем прессование горячей первой заготовки в форму первой оболочки 100а. Отформованная первая оболочка 100а удерживается в инструментах до тех пор, пока часть 102а бруса не будет закалена по существу в мартенситную структуру с пределом прочности при растяжении ориентировочно от 1300 Н/мм2 до 1600 Н/мм2. Во время удержания первой оболочки 100а в инструментах, участок каждого инструмента, смежный с первой и второй частями 104а и 106а аварийной коробки, соответственно, поддерживают при такой температуре, что первая и вторая части 104а и 106а аварийной коробки, соответственно, не будут испытывать быстрого охлаждения и будут достигать только предела текучести ориентировочно от 200 Н/мм2 до 450 Н/мм2. В качестве специфического и не ограничительного примера можно указать, что теплоту добавляют (например, с использованием патронных нагревательных элементов) к участку каждого инструмента, который находится рядом с первой и второй частями 104а и 106а аварийной коробки, соответственно, и/или же участок каждого инструмента, который находится рядом с первой и второй частями 104а и 106а аварийной коробки, соответственно, изолируют так, что скорость тепловых потерь из указанных частей аварийной коробки уменьшается относительно скорости тепловых потерь из неизолированных частей.
Аналогично, вторую заготовку из плоской тонколистовой стали нагревают в печи до аустенитного состояния, перемещают в пару охлажденных формующих инструментов, и затем прессуют горячую вторую заготовку в форму второй оболочки 100b. Отформованная вторая оболочка 100b удерживается в инструментах до тех пор, пока часть 102b бруса не будет закалена по существу в мартенситную структуру с пределом прочности при растяжении ориентировочно от 1300 Н/мм2 до 1600 Н/мм2. Во время удержания второй оболочки 100b в инструментах, участок каждого инструмента, смежный с первой и второй частями 104b и 106b аварийной коробки, соответственно, поддерживают при такой температуре, что первая и вторая части 104b и 106b аварийной коробки, соответственно, не будут испытывать быстрого охлаждения и будут достигать только предела текучести ориентировочно от 200 Н/мм2 до 450 Н/мм2. В качестве специфического и не ограничительного примера можно указать, что теплоту добавляют (например, с использованием патронных нагревательных элементов) к участку каждого инструмента, который находится рядом с первой и второй частями 104b и 106b аварийной коробки, соответственно, и/или участок каждого инструмента, который находится рядом с первой и второй частями 104b и 106b аварийной коробки, соответственно, изолируют так, что скорость тепловых потерь из указанных частей аварийной коробки уменьшается относительно скорости тепловых потерь из неизолированных частей.
Отдельно образованные первую оболочку 100а и вторую оболочку 100b совмещают друг с другом и затем жестко скрепляют вместе. В качестве некоторых не ограничительных примеров технологий для жесткого прикрепления первой оболочки 100а ко второй оболочке 100b можно привести: термическое соединение (например, такое как точечная сварка, сварка в среде инертного газа (MIG), лазерная сварка, и т.п.); соединение склеиванием; и механическое соединение (например, такое как закрепление скобами или заклепочное соединение). В соответствии с первым вариантом осуществления настоящего изобретения, вторая оболочка 100b представляет собой закрывающий элемент, который жестко прикреплен к первой оболочке 100а.
Обратимся теперь к рассмотрению фиг. 3, показан вид спереди в перспективе системы для управления ударом при столкновении с препятствием в соответствии со вторым вариантом осуществления настоящего изобретения. Система для управления ударом при столкновении с препятствием содержит оболочку 300 в виде одной детали (неразъемную (цельную) оболочку), которая образована из первой заготовки тонколистового металла, и не показанный закрывающий элемент. В качестве специфического и не ограничительного примера можно указать, что первая заготовка тонколистового металла изготовлена из борсодержащей стали марки 22MnB5. Более конкретно, неразъемная оболочка 300 образована с использованием процесса горячей штамповки с нестандартным отпуском, как это описано далее более подробно.
Оболочка 300 в виде одной детали содержит имеющую высокий предел прочности при растяжении часть 302 бруса. В виде единого целого (неразъемно) с частью 302 бруса образованы первая имеющая низкий предел текучести часть 304 аварийной коробки рядом с первым концом части бруса и вторая имеющая низкий предел текучести часть 306 аварийной коробки рядом со вторым концом части бруса, причем второй конец является противоположным первому концу. Типичное значение предела прочности при растяжении части 302 бруса составляет ориентировочно от 1300 Н/мм2 до 1600 Н/мм2. Типичное значение предела текучести первой и второй части 304 и 306 аварийной коробки, соответственно,
составляет ориентировочно от 200 Н/мм2 до 450 Н/мм2. Предел текучести частей аварийной коробки регулируют во время процесса горячей штамповки, чтобы получить желательные значения в зависимости от эксплуатационных параметров. За счет природы процесса горячей штамповки, который используют для формирования неразъемной оболочки 300, существует переходная зона между имеющим высокий предел прочности при растяжении материалом части 302 бруса и имеющим низкий предел текучести материалом первой и второй частей 304 и 306 аварийной коробки.
Обратимся теперь к рассмотрению фиг. 4а, где показан вид сзади в перспективе системы управления столкновением с препятствием, показанной на фиг. 3. На фиг. 4а также показан закрывающий элемент 400. В частности, закрывающий элемент 400 представляет собой образованную при помощи холодной штамповки деталь, которая имеет предел прочности в среднем диапазоне. Более конкретно, характеристик закрывающего элемента ориентировочно такие же, что и характеристики частей 304 и 306 аварийной коробки.
Обратимся теперь к рассмотрению фиг. 4b, где показана с увеличением часть системы, показанной на фиг. 4а, обведенная одной из пунктирных окружностей. Оболочка 300 в виде одной детали представляет собой унитарный компонент, который в основном имеет конструкцию в виде трехстороннего канала с одной открытой стороной. Верхняя поверхность 402 оболочки 300 в виде одной детали переходит в две противоположные боковые стенки 404 и 406. Кромки двух противоположных боковых стенок вдоль открытой стороны оболочки образуют первую закраину 408. Обычно, конструкция в виде трехстороннего канала идет по длине части 302 бруса, и проходит через первую и вторую части 304 и 306 аварийной коробки. Закрывающий элемент 400, также показанный на фиг. 4b, имеет внешний фланец 410, предназначенный для использования при жестком прикреплении закрывающего элемента 400 к закраине 408 оболочки 300 в виде одной детали. Само собой разумеется, что термин "верхний" использован здесь в контексте с фиг. 4, и не указывает на требуемую ориентацию системы управления ударом при столкновении с препятствием в ее установленном состоянии.
Обратимся теперь к рассмотрению фиг. 4 с, где показана с увеличением часть системы, показанной на фиг. 4а, обведенная другой из пунктирных окружностей. На фиг. 4 с показано, что угол между аварийными коробками и частью бруса при необходимости может иметь выемку (выемка 412), чтобы улучшить формуемость.
При необходимости, первая и вторая части 304 и 306 аварийной коробки могут содержать "буртики" (не показаны), чтобы оптимизировать характеристики сгибания при столкновении.
Способ изготовления системы для управления ударом при столкновениии с препятствием, показанной на фиг. 3, предусматривает нагревание в печи первой заготовки из плоской тонколистовой стали до аустенитного состояния, перемещение первой заготовки в пару охлажденных формующих инструментов, и затем прессование горячей первой заготовки в форму неразъемной оболочки 300 (оболочки в виде одной детали). Отформованная неразъемная оболочка 300 удерживается в инструментах до тех пор, пока часть 302 бруса не будет закалена по существу в мартенситную структуру с пределом прочности при растяжении ориентировочно от 1300 Н/мм2 до 1600 Н/мм2. Во время удержания неразъемной оболочки 300 в инструментах, участок каждого инструмента, смежный с первой и второй частями 304 и 306 аварийной коробки, соответственно, поддерживают при такой температуре, что первая и вторая части 304 и 306 аварийной коробки, соответственно, не будут испытывать быстрого охлаждения и будут достигать только предела текучести ориентировочно от 200 Н/мм2 до 450 Н/мм2. В качестве специфического и не ограничительного примера можно указать, что теплоту добавляют (например, с использованием патронных нагревательных элементов) к участку каждого инструмента, который находится рядом с первой и второй частями 304 и 306 аварийной коробки, соответственно, и/или же участок каждого инструмента, который находится рядом с первой и второй частями 304 и 306 аварийной коробки, соответственно, изолируют так, что скорость тепловых потерь из указанных частей аварийной коробки уменьшается относительно скорости тепловых потерь из неизолированных частей.
Закрывающий элемент 400 образуют отдельно при помощи холодной штамповки из подходящей заготовки из стали со средним пределом прочности. Фланец 410 закрывающего элемента 400 затем совмещают с закраиной 408 вдоль открытой стороны неразъемной оболочки 300, и закрывающий элемент 400 жестко прикрепляют к неразъемной оболочке 300. В качестве некоторых не ограничительных примеров технологий для жесткого прикрепления закрывающего элемента к неразъемной оболочке 300 можно привести: термическое соединение (например, такое как точечная сварка, сварка в среде инертного газа (MIG), лазерная сварка, и т.п.); соединение склеиванием; и механическое соединение (например, такое как закрепление скобами или заклепочное соединение).
Обратимся теперь к рассмотрению фиг. 5, где показана упрощенная схема последовательности операций способа в соответствии с вариантом осуществления настоящего изобретения. В операции 500 первую оболочку формируют из первой заготовки тонколистового металла при помощи процесса горячей штамповки, причем первая оболочка содержит имеющую высокий предел прочности при растяжении часть бруса и образованные в виде единого целого с ним первую имеющую низкий предел текучести часть аварийной коробки рядом с первым концом части бруса и вторую имеющую низкий предел текучести часть аварийной коробки рядом со вторым концом части бруса, причем первая оболочка имеет открытую поверхность, идущую непрерывно вдоль части бруса и каждой из первой и второй частей аварийной коробки. В операции 502 формируют закрывающий элемент из второй заготовки тонколистового металла. В операции 504 закрывающий элемент жестко закрепляют рядом с открытой поверхностью первой оболочки.
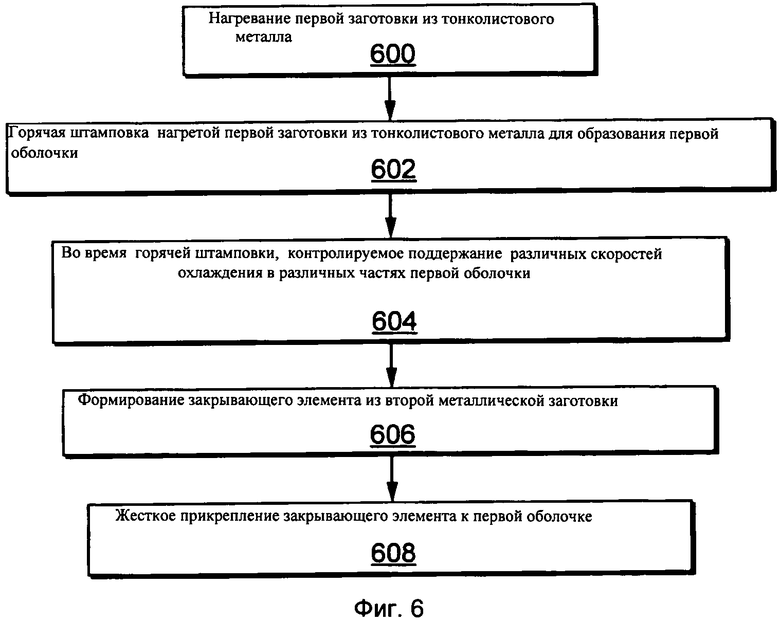
Обратимся теперь к рассмотрению фиг. 6, где показана упрощенная схема последовательности операций способа в соответствии с другим вариантом осуществления настоящего изобретения. В операции 600, первую заготовку тонколистового металла нагревают по меньшей мере до температуры аустенизации металла. В операции 602, аустенитную заготовку подвергают горячей штамповке в паре охлажденных инструментов, чтобы образовать первый неразъемный компонент, содержащий брус коробчатого сечения, который имеет в основном конструкцию в виде трехстороннего канала с одной открытой стороной. В операции 604, во время процесса горячей штамповки, производят охлаждение части бруса образованного компонента с первой скоростью, которая является достаточно высокой, чтобы закаливать часть бруса по существу в мартенситную структуру с пределом прочности при растяжении ориентировочно от 1300 Н/мм2 до 1600 Н/мм2, и производят охлаждение частей аварийной коробки образованного компонента со второй скоростью, которая ниже чем первая скорость, так что части аварийной коробки будут иметь предел текучести ориентировочно от 200 Н/мм2 и 450 Н/мм2. В операции 606 формируют закрывающий элемент из второй заготовки тонколистового металла. В операции 608 жестко закрепляют закрывающий элемент вдоль открытой стороны первого неразъемного компонента в виде бруса коробчатого сечения.
В описании системы управления ударом при столкновении с препятствием в соответствии с различными вариантами осуществления настоящего изобретения опущено любое упоминание о стандартных монтажных элементах, таких как сквозные отверстия и т.п., которые используют для прикрепления указанной системы управления ударом при столкновениии с препятствием к продольным элементам шасси автомобиля, или для прикрепления элемента амортизации или крышки бампера к указанной системе управления столкновением с препятствием. Тем не менее, специалисты в данной области легко поймут, какие требования предъявляются к таким монтажным элементам, на основании различных видов, показанных на приложенных чертежах.
Кроме того, следует иметь в виду, что способ придания различных специально заданных характеристик прочности разным частям готовых компонентов был описан только в рамках специфического и не ограничительного способа, в котором заготовку однородно нагревают до аустенитного состояния и выбранные ее части охлаждают с более низкой скоростью во время формирования, в результате чего получают более низкий предел прочности в указанных выбранных частях по сравнению с другими частями. Факультативно, только некоторые части заготовки первоначально нагревают до аустенитного состояния, и выбранные части либо экранируют от нагревания или удерживают в среде при более низкой температуре (например, снаружи от печи или в охлаждаемой части печи), так что не будет превышена температура аустенизации материала в указанных выбранных частях. Кроме того, также факультативно, заготовку формуют и затем выбранные части нагревают (например, при помощи индукционного нагрева) до аустенитного состояния и затем быстро охлаждают, чтобы достичь высокого предела прочности в указанных выбранных частях. Кроме того, также факультативно весь компонент формуют с быстрым охлаждением, и затем выбранные части нагревают до температуры, которая является достаточно высокой для того, чтобы вызвать фазовое превращение в указанных выбранных частях, после чего производят контролируемое охлаждение со скоростью, которая приводит к разупрочнению материала в указанных выбранных частях по сравнению с не нагретыми частями.
В зависимости от эксплуатационных требований, пределы текучести первой и второй частей аварийной коробки могут быть и вне диапазона ориентировочно от 200 Н/мм2 до 450 Н/мм2. Этот диапазон в настоящее время считают обеспечивающим приемлемые характеристики, однако это не следует понимать как жесткое требование для достижения приемлемых характеристик содержащего брус коробчатого сечения компонента системы управления столкновением с препятствием.
Следует иметь в виду, что различные другие варианты осуществления настоящего изобретения могут быть предложены не выходя за рамки настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫПОЛНЕННЫЙ ИЗ ТЕРМОПЛАСТА ПОЛЫЙ ПРЯМОУГОЛЬНЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ СТРОИТЕЛЬНОЙ КОНСТРУКЦИИ ИЗ ТЕРМОПЛАСТА И ЕГО ВАРИАНТ | 1993 |
|
RU2114958C1 |
| ЗАДНЯЯ ЧАСТЬ КОНСТРУКЦИИ ДЛЯ ЭЛЕКТРИЧЕСКОГО ТРАНСПОРТНОГО СРЕДСТВА | 2020 |
|
RU2784991C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ТЕЛА | 2017 |
|
RU2743033C1 |
| УСИЛИВАЮЩАЯ КОНСТРУКЦИЯ ПЕРЕДНЕГО ПОЛА АВТОМОБИЛЯ, ИМЕЮЩЕГО АККУМУЛЯТОРНЫЙ БЛОК В ТУННЕЛЕ | 2019 |
|
RU2765521C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ ДЛЯ ПЛОСКИХ ПЛАСТИН И ЗАГОТОВКИ ДЛЯ УКАЗАННОЙ УПАКОВКИ | 2019 |
|
RU2796101C2 |
| ШТАМПОВАННОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО КОНСТРУИРОВАНИЯ | 2016 |
|
RU2688112C1 |
| ПРОФИЛИРОВАННАЯ ДВЕРНАЯ БАЛКА ДЛЯ АВТОМОБИЛЕЙ (ВАРИАНТЫ) И СПОСОБ ЕЕ ШТАМПОВКИ | 2010 |
|
RU2550097C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ПРЕИМУЩЕСТВЕННО W-ОБРАЗНОГО СЕЧЕНИЯ | 1996 |
|
RU2110348C1 |
| СПОСОБ ПРОИЗВОДСТВА IF-СТАЛИ | 2008 |
|
RU2366730C1 |
| ПЕРЕДНЯЯ КОНСТРУКЦИЯ ЭЛЕКТРОМОБИЛЯ | 2020 |
|
RU2781795C1 |
Группа изобретений относится к области транспортного машиностроения. По первому варианту, способ изготовления системы транспортного средства для управления ударом при столкновении с препятствием включает следующие операции: формирование первой оболочки из заготовки тонколистового металла при помощи процесса горячей штамповки; формирование закрывающего элемента из второй заготовки тонколистового металла; жесткое закрепление закрывающего элемента рядом с открытой поверхностью первой оболочки. По второму варианту, упомянутый способ включает операции: нагревания первой заготовки; горячую штамповку заготовки в паре охлажденных инструментов; охлаждение с первой скоростью; охлаждение аварийной коробки со второй скоростью. По первому варианту, система транспортного средства для управления ударом при столкновении с препятствием содержит первую неразъемную оболочку и закрывающий элемент. По второму варианту, упомянутая система содержит: первую и вторую оболочки, изготовленные из заготовки тонколистового металла. Первая оболочка жестко прикреплена ко второй оболочке, так что часть бруса первой оболочки будет совмещена с частью бруса второй оболочки. Достигается снижение повреждений транспортного средства при столкновении. 4 н. и 20 з.п. ф-лы, 6 ил.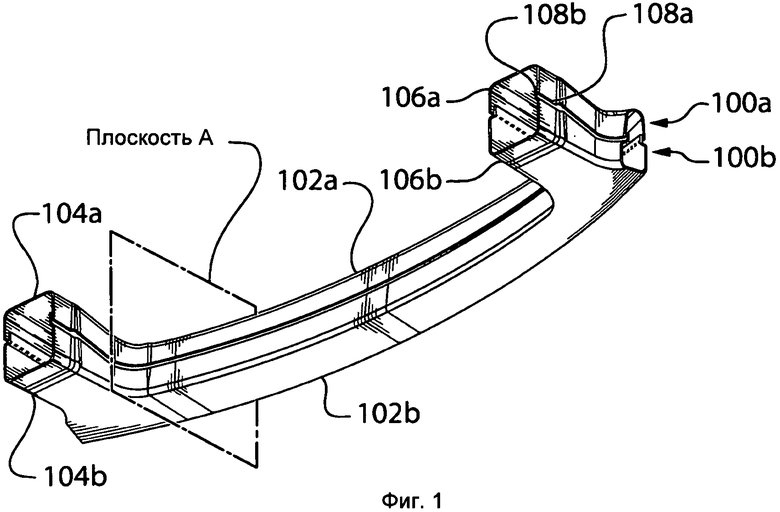
1. Способ изготовления системы транспортного средства для управления ударом при столкновении с препятствием, который включает в себя следующие операции:
формирование первой оболочки из первой заготовки тонколистового металла при помощи процесса горячей штамповки, причем первая оболочка содержит имеющую высокий предел прочности при растяжении часть бруса и образованные в виде единого целого с ним первую имеющую низкий предел текучести часть аварийной коробки рядом с первым концом части бруса и вторую имеющую низкий предел текучести часть аварийной коробки рядом со вторым концом части бруса, при этом первая оболочка имеет открытую поверхность, идущую непрерывно вдоль части бруса и каждой первой и второй частей аварийной коробки;
формирование закрывающего элемента из второй заготовки тонколистового металла; и
жесткое закрепление закрывающего элемента рядом с открытой поверхностью первой оболочки.
2. Способ по п.1, в котором предел прочности при растяжении части бруса составляет ориентировочно от 1300 Н/мм2 до 1600 Н/мм2.
3. Способ по п.1 или 2, в котором предел текучести первой и второй частей аварийной коробки составляет ориентировочно от 200 Н/мм2 до 450 Н/мм2.
4. Способ по п.1, в котором закрывающий элемент образован при помощи процесса холодной штамповки.
5. Способ по п.4, в котором предел текучести закрывающего элемента является ориентировочно таким же, как и предел текучести первой и второй частей аварийной коробки.
6. Способ по п.1, в котором формирование закрывающего элемента предусматривает формирование второй оболочки при помощи процесса горячей штамповки, причем вторая оболочка содержит имеющую высокий предел прочности при растяжении часть бруса и образованные в виде единого целого с ним первую имеющую низкий предел текучести часть аварийной коробки рядом с первым концом части бруса и вторую имеющую низкий предел текучести часть аварийной коробки рядом со вторым концом части бруса, при этом вторая оболочка имеет открытую поверхность, идущую непрерывно вдоль части бруса и каждой из первой и второй частей аварийной коробки.
7. Способ по п.1, в котором жесткое закрепление закрывающего элемента рядом с открытой поверхностью первой оболочки предусматривает осуществление одного из процессов закрепления, выбранных из группы, в которую входят термическое соединение, клеевое соединение и механическое соединение закрывающего элемента с первой оболочкой.
8. Способ изготовления системы транспортного средства для управления ударом при столкновении с препятствием, который включает в себя следующие операции:
нагревание первой заготовки тонколистового металла по меньшей мере до температуры аустенизации металла;
горячая штамповка аустенитной заготовки в паре охлажденных инструментов, чтобы образовать первый неразъемный компонент, содержащий брус коробчатого сечения, который имеет в основном конструкцию в виде трехстороннего канала с одной открытой стороной;
во время процесса горячей штамповки, охлаждение части бруса образованного компонента с первой скоростью, которая является достаточной, чтобы закаливать часть бруса по существу в мартенситную структуру с пределом прочности при растяжении
ориентировочно от 1300 Н/мм2 до 1600 Н/мм2, и охлаждение частей аварийной коробки образованного компонента со второй скоростью, которая ниже чем первая скорость, так что части аварийной коробки будут иметь предел текучести ориентировочно от 200 Н/мм2 до 450 Н/мм2;
формирование закрывающего элемента из второй заготовки тонколистового металла; и
жесткое закрепление закрывающего элемента вдоль открытой стороны первого содержащего брус коробчатого сечения неразъемного компонента.
9. Способ по п.8, в котором части аварийной коробки содержат первую часть аварийной коробки, образованную в виде единого целого с частью бруса рядом с первым концом части бруса, и вторую часть аварийной коробки, образованную в виде единого целого с частью бруса рядом со вторым концом части бруса, причем первый конец является противоположным второму концу.
10. Способ по п.9, в котором закрывающий элемент образован при помощи процесса холодной штамповки.
11. Способ по п.10, в котором предел текучести закрывающего элемента является ориентировочно таким же, как и предел текучести первой и второй частей аварийной коробки.
12. Способ по п.8 или 9, в котором формирование закрывающего элемента включает в себя следующие операции:
нагревание второй заготовки тонколистового металла по меньшей мере до температуры аустенизации металла;
горячая штамповка аустенитной заготовки в паре охлажденных инструментов, чтобы образовать второй неразъемный компонент, содержащий брус коробчатого сечения, который имеет в основном конструкцию в виде трехстороннего канала с одной открытой стороной;
во время процесса горячей штамповки, охлаждение части бруса образованного компонента с первой скоростью, которая является достаточной, чтобы закаливать часть бруса по существу в мартенситную структуру с пределом прочности при растяжении ориентировочно от 1300 Н/мм2 до 1600 Н/мм, и охлаждение частей аварийной коробки образованного компонента со второй скоростью, которая ниже чем первая скорость, так что части аварийной коробки будут иметь предел текучести ориентировочно от 200 Н/мм2 до 450 Н/мм2.
13. Способ по п.8, в котором жесткое закрепление закрывающего элемента вдоль открытой стороны первого содержащего брус коробчатого сечения неразъемного компонента предусматривает осуществление одного из процессов закрепления, выбранных из группы, в которую входят термическое соединение, клеевое соединение и механическое соединение закрывающего элемента с первым неразъемным компонентом, содержащим брус коробчатого сечения
14. Система транспортного средства для управления ударом при столкновении с препятствием, которая содержит:
первую неразъемную оболочку, которая содержит имеющую высокий предел прочности при растяжении часть бруса и образованные в виде единого целого с ним первую имеющую низкий предел текучести часть аварийной коробки рядом с первым концом части бруса и вторую имеющую низкий предел текучести часть аварийной коробки рядом со вторым концом части бруса, причем первая неразъемная оболочка имеет открытую поверхность, идущую непрерывно вдоль части бруса и каждой из первой и второй частей аварийной коробки;и
закрывающий элемент, жестко закрепленный рядом с открытой поверхностью первой неразъемной оболочки.
15. Система по п.14, в которой предел прочности при растяжении части бруса составляет ориентировочно от 1300 Н/мм2 до 1600 Н/мм2.
16. Система по п.14 или 15, в которой предел текучести первой и второй части аварийной коробки составляет ориентировочно от 200 Н/мм2 до 450 Н/мм2.
17. Система по п.14, в которой закрывающий элемент образован при помощи процесса холодной штамповки.
18. Система по п.17, в которой предел текучести закрывающего элемента является ориентировочно таким же, как и предел текучести первой и второй частей аварийной коробки.
19. Система по п.14, в которой вторая неразъемная оболочка представляет собой закрывающий элемент и содержит имеющую высокий предел прочности при растяжении часть бруса и образованную в виде единого целого с ним первую имеющую низкий предел текучести часть аварийной коробки рядом с первым концом части бруса и вторую имеющую низкий предел текучести часть аварийной коробки рядом со вторым концом части бруса, причем вторая неразъемная оболочка имеет открытую поверхность, идущую непрерывно вдоль части бруса и каждой из первой и второй частей аварийной коробки.
20. Система по п.14, в которой закрывающий элемент жестко закреплен рядом с открытой поверхностью первой неразъемной оболочки при помощи одного из процессов закрепления, выбранных из группы, в которую входят термическое соединение, клеевое соединение и механическое соединение закрывающего элемента с первой неразъемной оболочкой.
21. Система транспортного средства для управления ударом при столкновении с препятствием, которая содержит:
первую имеющую брус коробчатого сечения оболочку, изготовленную из первой заготовки тонколистового металла, которая содержит имеющую высокий предел прочности при растяжении часть бруса и образованные в виде единого целого с ним первую имеющую низкий предел текучести часть аварийной коробки рядом с первым концом части бруса и вторую имеющую низкий предел текучести часть аварийной коробки рядом со вторым концом части бруса, причем первый конец является противоположным второму концу, при этом первая имеющая брус коробчатого сечения оболочка имеет одну открытую сторону, имеющую первую закраину;
вторую имеющую брус коробчатого сечения оболочку, изготовленную из второй заготовки тонколистового металла, которая содержит имеющую высокий предел прочности при растяжении часть бруса и образованные в виде единого целого с ним первую имеющую низкий предел текучести конструкцию аварийной коробки рядом с первым концом части бруса и вторую имеющую низкий предел текучести конструкцию аварийной коробки рядом со вторым концом части бруса, причем первый конец является противоположным второму концу, при этом вторая имеющая брус коробчатого сечения оболочка имеет одну открытую сторону, имеющую вторую закраину;
причем первая имеющая брус коробчатого сечения оболочка жестко прикреплена ко второй имеющей брус коробчатого сечения оболочке, так что первая закраина упирается во вторую закраину, и так что часть бруса первой имеющей брус коробчатого сечения оболочки будет совмещена с частью бруса второй имеющей брус коробчатого сечения оболочки, и конструкции первой и второй аварийных коробок первой имеющей брус коробчатого сечения оболочки будут совмещены с соответствующими конструкциями первой и второй аварийных коробок второй имеющей брус коробчатого сечения оболочки.
22. Система по п.21, в которой вторая закраина вложена в первую закраину, когда первая имеющая брус коробчатого сечения оболочка жестко прикреплена ко второй имеющей брус коробчатого сечения оболочке.
23. Система по п.21 или 22, в которой предел прочности при растяжении части бруса составляет ориентировочно от 1300 Н/мм2 до 1600 Н/мм2.
24. Система по одному из пп.21 или 22, в котором предел текучести как первой, так и второй части аварийной коробки составляет ориентировочно от 200 Н/мм2 до 450 Н/мм2.
| ГУСЕНИЧНАЯ ЗЕМЛЕРОЙНАЯ МАШИНА | 1991 |
|
RU2025560C1 |
| EP 0734908 A2, 02.10.1996 | |||
| КУЗОВ АВТОМОБИЛЯ | 2007 |
|
RU2368527C2 |
| НИЗКОЛЕГИРОВАННАЯ СТАЛЬ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕЕ | 2002 |
|
RU2212469C1 |

