Изобретение относится к обработке металлов давлением, в частности к способам изготовления обшивок методом обтяжки на пуансонах
Цель изобретения - повышение производительности за счет сокращения количества переходов
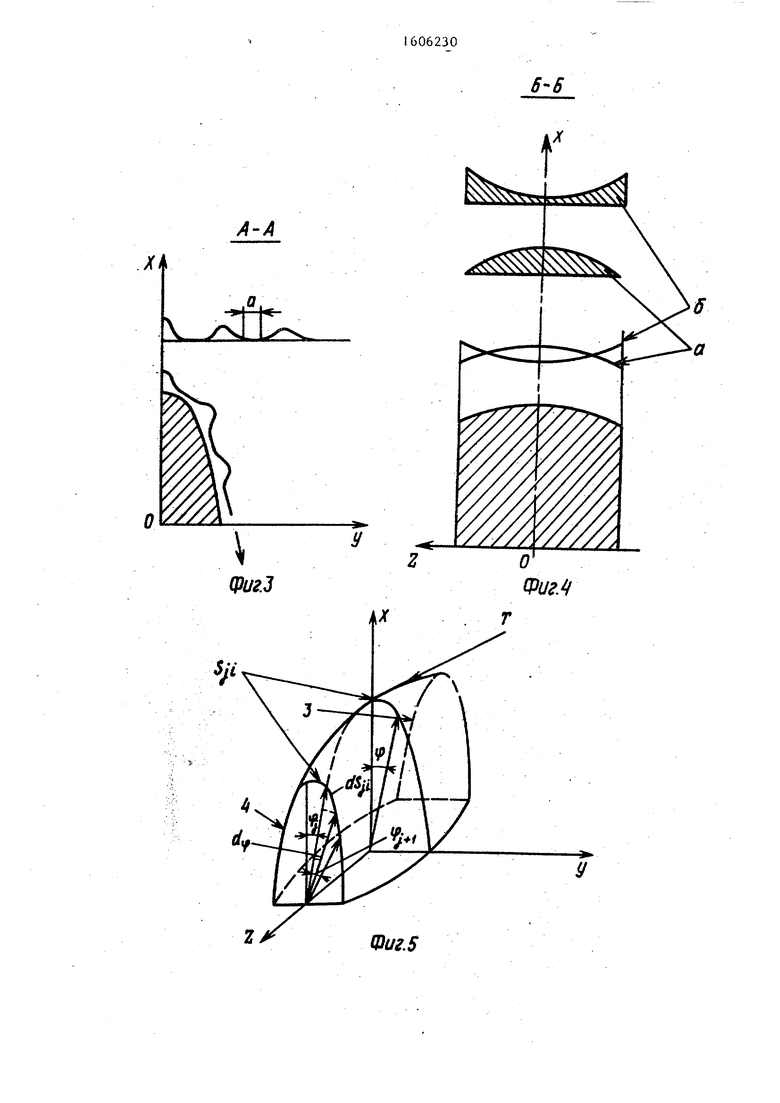
На фиг.1 изображена листовая заготовка с отформованными рифтами; на фиг о2 - пуансон, по которому производится последующая обтяжка; на фигоЗ - сечение А-А на на фиг о 4 - сечение Б-Б на фиг о (где q - график изменения высоты рифта по ширине заготовки для двояковыпуклой общивки; б - для вогнутой обшивки); на фигоЗ - геометрические параметры обтяжного пуансона; на фиго 6 - геометрия поперечного сечения, рифта; на фиго7 - эпюры деформацийо
Согласно предлагаемому способу изготовления деталей двойной кривизны на первом этапе формоизменения заготовке 1 сообщают деформации, необходимые для получения детали заданной геометрии, распределяя их соответствующим образом по площади заго-. товки путем формования рифтов переменной высоты, причем при формовании рифтов угол облегания оказывается существенно меньше, чем при формообразовании всей обшивки (фиг.1). Формование рифтов переменной высоты можно осуществить различными способами, например штамповкой эластичной средой или выдавливанием роликами, изменяя глубину внедрения ролика Причем в зависимости от геометрии детали график изменения высоты рифта по шиО5
о о: to
оо
рине и длине листовой заготовки различный (фиг о 3 , 4 а,б)о
Геометрические параметры обтяжного пуансона представлены на фиг,4. Поверхность обтяжного пуансона 2 соответствует поверхности готовой детали и образована перемещением образующей Т по направляющим 3 и 4 (фиго5)о В общем случае кривая Т может изме- нять свою форму при движении по на- правляющимо Форма направляющих и параллельных им линий может быть задана переменным радиусом-сектором г г (tf; Z)o
Тогда дифференциал дуги криволинейного контуре пуансона в i-м сечении при ,2,3ooop с соответствующе координатой Z ГО,В равен
1,
dL| -x|(dr) + (rdij)),
л о где dr 5 dz + dlf ,
для фиксированного z
5- dz 0, 3z
тогда
3r dz ;т- dtp,
gtf м - ,
Длина криволинейного контура обтяжного пуансона в i-м сечении с фиксированной z равна
cfi,,
Sjl 1. -л|%)
1 ч2
т (rrd4 .
Радиус-вектор изменяется не только по угловой координате (f , но тл по линейной координате Zo Разбивая контур пуансона на i сечений с задан нь1м шагом по Z (i l ,2,3о о ор) и j участков по координате ( (j l ,2,3о о оП, п - соответствует числу рифтов; каж- дому j-му рифту соответствует определенный угол ф J который вычисляют для сечения с минимальной длиной продольного волокна детали, разбивая Этот контур на равные участки SI, ), определяют длины соответствующих криволинейных дуг Sj, по приведенной формуле о
Разница длин дуг в пределах j-ro фиксированного участка координаты Z определяет потребрую степень вытяж- ки
Г у j
J
)/S,
J
Указанная степень вытяжки при изготовлении деталей двойной кривизны предлагаемым способом реализуется путем формования рифтов переменной высоты, причем исходя из условия равенства длин продольных волокон заготовки и детали длина дуги соответствующего j-ro участка i-ro сечения криволинейного контура обтяжного пуансона равна в нашем случае длине дуги j-ro рифта в i-м сечении (поскольку поверхность готовой детали соответствует поверхности обтяжного пуансона, рассматривают геометрические параметры обтяжного пуансона)
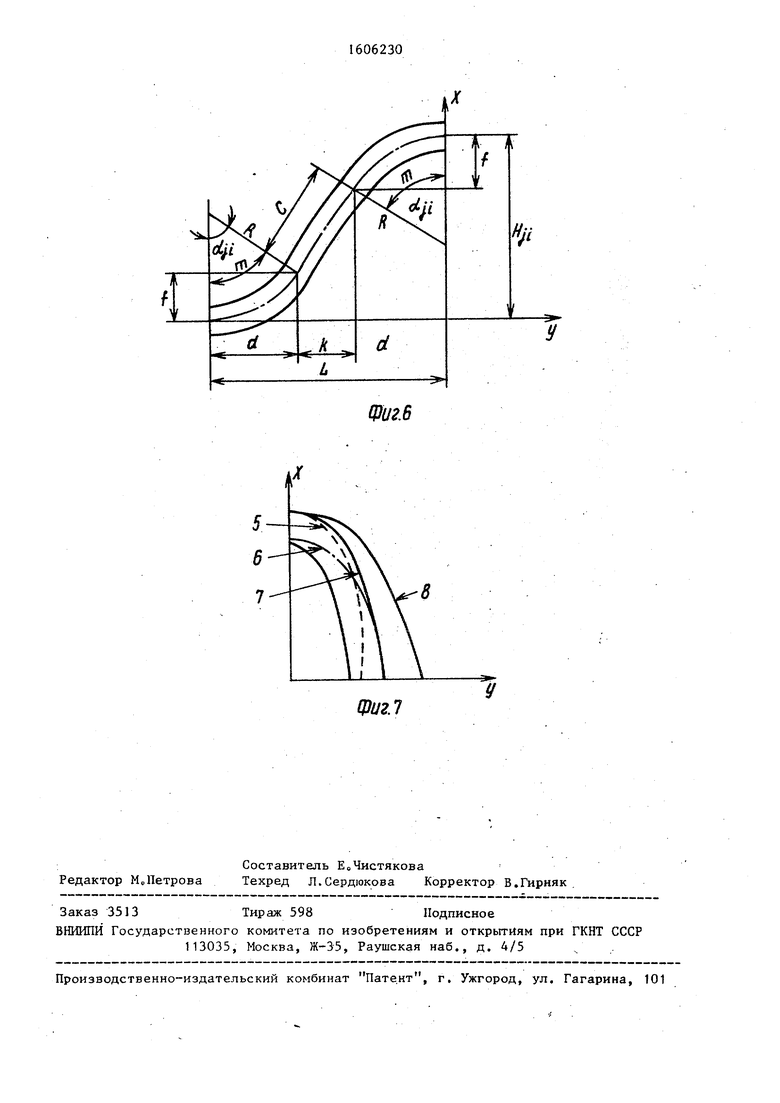
Геометрия j-ro рифта в каждом i-м сечении представляет собой сочетание прямолинейных и криволинейных участков (фигоб), длины которых рассчитываются по следующим формулам (в силу симметрии рассматривается половина сечения рифта):
длина радиусных участков рифта m R-O(J; 5
проекция радиусного участка на ось ОХ
f R-R R(l-cosCifj; )
а на ось OY
d R sin cxij; j
Длина с прямолинейного участка рифта равна
е -&- - cos к
где R L - 2d;
L - половина ширины рифта, которую принимают равной 2 R;
R - радиус рифта, который определяется из условия достижения внешним волокном детали изгибаемого участка рифта допускаемых деформаций; если принять J 0,08, то R равен
h 2
С учетом записанных выражений для пределения составляющих т,с половиа длины j-ro рифта в i-м сечении авна
20 мм.
S ; . -2R (1-cosc j; )х
,
Для того, чтобы сообщить детали заданные деформации, обусловленные ее геометрией, необходимо для каждого j-ro рифта определить его высоту
в каждом 1-м сечении, уравнений:
2S
J
решая систему
.;« ) ()
I г2+ (г-) d4)(2)
п +
Ч И
а (п+1)1
I -
J
-2K(.(
;
(3)
Н;; (Sj-;-2Rcij;) sinoCj;+ 2R(1-cos ci j I )
(4)
10
где n
число рифтов,(5)
J J1 МИМ
4R+a
позволякяцую связать геометрию рифта с геометрией детали.
Алгоритм расчета геометрии j-ro рифта в каждом i-м сечении следуншщйо
Рассчитывают по формуле (5) число
рифтов о
По формуле (1) рассчитьшают для сечения с минимальной длиной продольного волокна детали S разбивая с равным шагом а контур этого сечения на равные участки S :,. о
Каждому S J, находят соответствующий угол охвата пуансона Q j ,
Определяют по формуле (2) величины S длин дуг J-X рифтов в i-x сечениях о
По формуле (3) методом итераций находят соответствукшщй угол j-ro рифта в i-M сечениио
По формуле (4) рассчитывают Н; высоту j-ro рифта в i-м сечениио
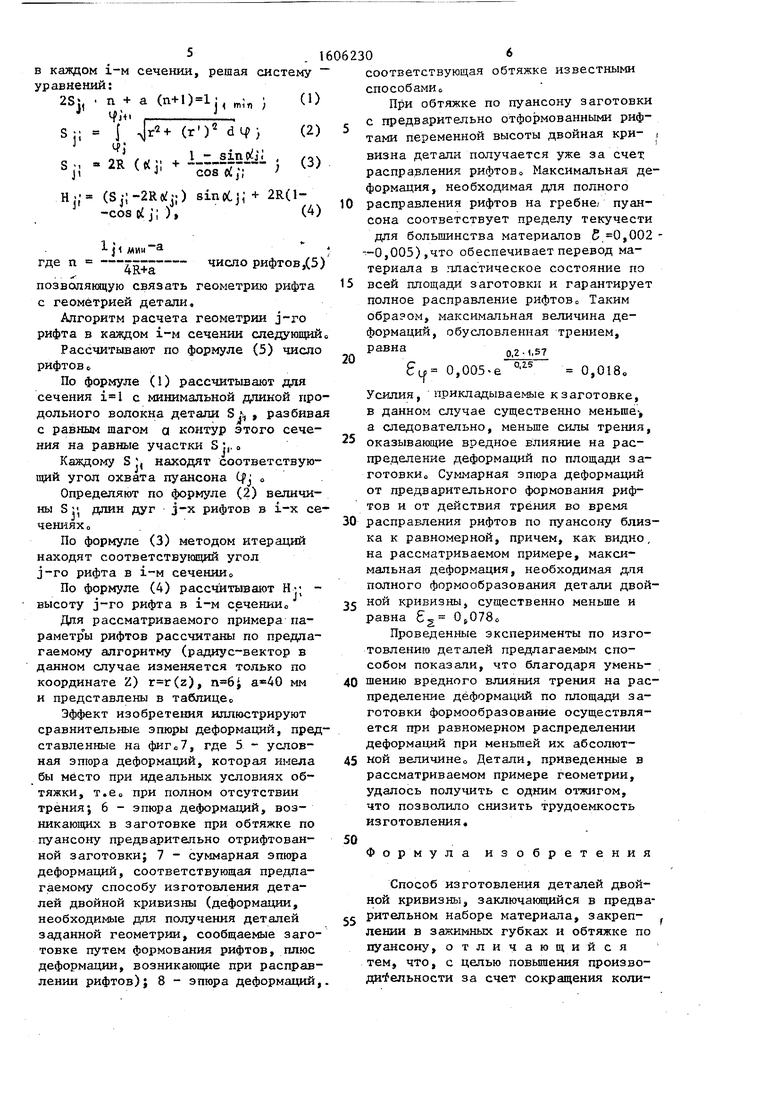
Для рассматриваемого примера па- раметр ы рифтов рассчитаны по предлагаемому алгоритму (радиус-вектор в данном случае изменяется только по координате Z) (z), мм и представлены в таблице
Эффект изобретения иллюстрируют сравнительные эпюры деформаций, представленные на фигл7, где 5 - условная эпюра деформаций, которая имела бы МЕСТО при идеальных условиях обтяжки, т.е при полном отсутствии трения; 6 - эпюра деформаций, возникающих в заготовке при обтяжке по пуансону предварительно отрифтован- ной заготовки; 7 - суммарная эпюра деформаций, соответствующая предлагаемому способу изготовления деталей двойной кривизны (деформации, необходимые для получения деталей заданной геометрии, сообщаемые заготовке путем формования рифтов, плюс деформации, возникающие при расправлении рифтов); 8 - эпюра деформаций,.
16062306
соответствующая обтяжке известными
способамио
При обтяжке по пуансону заготовки с предварительно отформованными рифтами переменной высоты двойная кри- , визна детали получается уже за счет расправления рифтов Максимальная деформация, необходимая для полного расправления рифтов на гребне; пуансона соответствует пределу текучести
для большинства материалов 5. 0,002 - --0,005),что обеспечивает перевод материала в пластическое состояние по всей площади заготовки и гарантирует полное расправление рифтово Таким образом, максимальная величина деформаций, обусловленная трением, равна(,2.1,57
0,018
15
20
25
30
35
40
45
50
6с 0,005 е °
Усилия, прикладываемые к заготовке, в данном случае существенно меньше, а следовательно, меньше силы трения, оказывающие вредное влияние на распределение деформаций по площади за- готовкио Суммарная эпюра деформаций от предварительного формования рифтов и от действия трения во время расправления рифтов по nyaHcoiiy близка к равномерной, причем, как видно, на рассматриваемом примере, максимальная деформация, необходимая дпя полного формообразования детали двойной кривизны, существенно меньше и равна 2 Oj078o
Проведенные эксперименты по изготовлению деталей предлагаемым способом показали, что благодаря уменьшению вредного влияния трения на распределение деформаций по площада заготовки формообразование осуществляется при равномерном распределении деформаций при меньшей их абсолютной величине о Детали, приведеннь}е в рассматриваемом примере геометрии,
удалось получить с одним OTЖIiГOM,
что позволило снизить трудоемкость изготовления
Формула изобретения
Способ изготовления деталей двойной кривизны, заключающийся в предва- ес рительном наборе материала, закреп- , лении в зажимных губках и обтяжке по пуансоиу, отличающийся тем, что, с целью повышения производительности за счет сокращения колидля большинства материалов 5. 0,002 --0,005),что обеспечивает перевод материала в пластическое состояние по всей площади заготовки и гарантирует полное расправление рифтово Таким образом, максимальная величина деформаций, обусловленная трением, равна(,2.1,57
0,018
6с 0,005 е °
Усилия, прикладываемые к заготовке, в данном случае существенно меньше, а следовательно, меньше силы трения, оказывающие вредное влияние на распределение деформаций по площади за- готовкио Суммарная эпюра деформаций от предварительного формования рифтов и от действия трения во время расправления рифтов по nyaHcoiiy близка к равномерной, причем, как видно, на рассматриваемом примере, максимальная деформация, необходимая дпя полного формообразования детали двойной кривизны, существенно меньше и равна 2 Oj078o
Проведенные эксперименты по изготовлению деталей предлагаемым способом показали, что благодаря уменьшению вредного влияния трения на распределение деформаций по площада заготовки формообразование осуществляется при равномерном распределении деформаций при меньшей их абсолютной величине о Детали, приведеннь}е в рассматриваемом примере геометрии,
удалось получить с одним OTЖIiГOM,
что позволило снизить трудоемкость изготовления
Формула изобретения
Шиг.5
честна переходов, предварительный нбор материала осуществляют путем содания на плоской листовой заготовке рифтов переменной высоты, которую определяют, решая для каждого j-ro рифта в i-M сечении следующую систему уравнений:
2 Sj. .| (п+1)1гм.н )
f I т I
-.1
J+ ( dif;
S ;; 2R (od;; + l- -SisJli:-) ,
J J COS O ji )
Hj; (Sji- ) sinoij;+ 2R
x(i - COS ),
где Sjj - длина дуги j-го рифта в
первом сечении с минимальной длиной продольного волокна детали;
п
1 - а
- j f МИН а
- число риф0
4R+a тов;
а - длина прямолинейного участка между рифтами; и мин минимальная длина продольного волокна детали; углы охвата детали;
г,г - радиусы-векторы, описывающие контур детали в i-м сечении;
длина дуги j-ro рифта в i-M сечении; R - радиус закругления рифта.
J
0
h
л/
2lFl толщина заготовки;
допустимая изгибная деформация;
угол j-ro рифта в i-м сечении;
высота j-ro рифта в i-м сечениио
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматизированного формообразования оболочки переменной кривизны обтяжкой листовой заготовки | 2024 |
|
RU2838191C1 |
| Способ обтяжки при формообразовании деталей двойной кривизны | 1977 |
|
SU707647A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ТОНКОЛИСТОВЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ ДВОЯКОВЫПУКЛОЙ ФОРМЫ | 2014 |
|
RU2573859C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ | 2004 |
|
RU2275266C2 |
| Способ построения рабочей поверхности оснастки для обтяжки | 1987 |
|
SU1509153A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ, ИМЕЮЩИХ ДВОЯКОВЫПУКЛУЮ ПОЛОГУЮ ФОРМУ | 2022 |
|
RU2799365C1 |
| Способ изготовления деталей двойной кривизны и обтяжной пресс для его осуществления | 1989 |
|
SU1690901A1 |
| Способ формообразования деталей двойной кривизны | 1977 |
|
SU659238A1 |
| СПОСОБ ОБРАБОТКИ ДАВЛЕНИЕМ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2387512C2 |
| Способ формообразования деталей обтяжкой по пуансону | 2016 |
|
RU2663016C2 |
Изобретение относится к обработке металлов давлением, в частности к способам получения обшивок из листовых заготовок методом обтяжки на пуансонах. Цель изобретения - повышение производительности за счет уменьшения количества переходов. Предварительный набор материала осуществляют путем создания на плоской заготовке рифтов переменной высоты. Деталь двойной кривизны получают за счет расправления рифтов. Высоту каждого рифта в I-м сечении определяют из условия равенства длин продольных волокон заготовки и детали, решая систему уравнений. Формование рифтов заготовке сообщают деформации, позволяющие уменьшить влияние трения. 7 ил., 1 табл.
гХ
«/г.2
Щи2.6
Фиг. 7
| Громова АоНо и дро Изготовление деталей из листов и профилей в серийном производстве о М , 1960, Со213 - 214с. |
