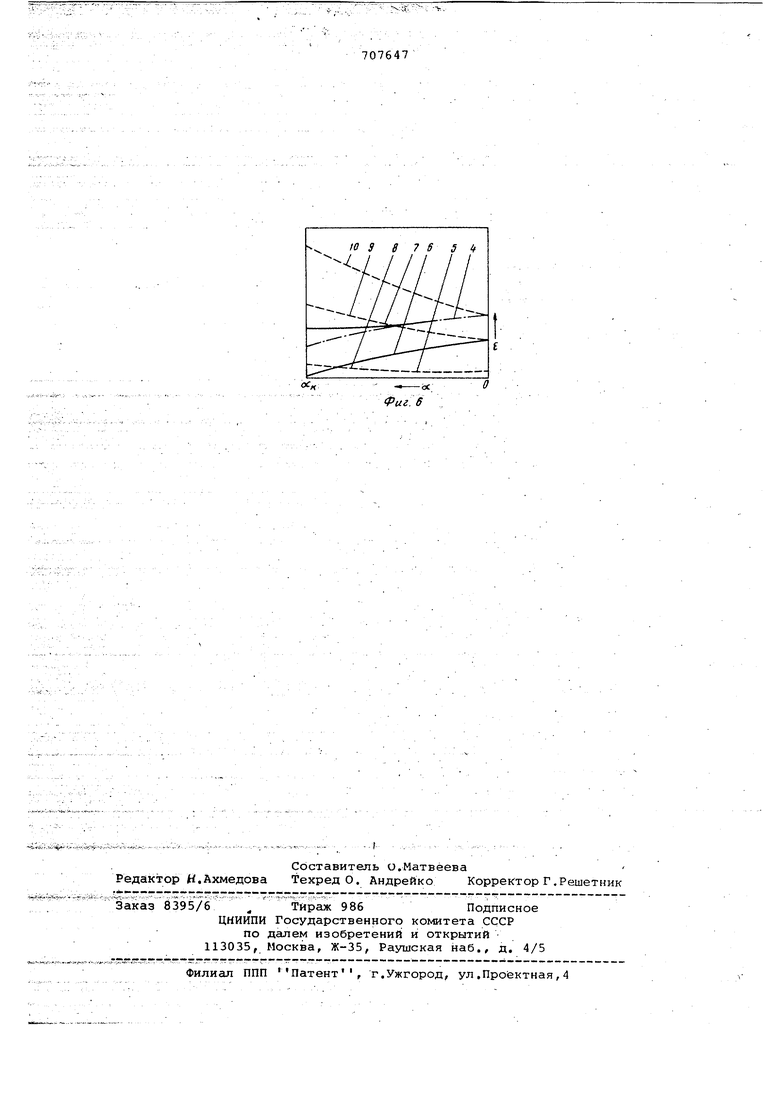
(54) СПОСОБ ОБТЯЖКИ ПРИ ФОРМООБРАЗОВАНИИ ДЕТА1Шй ДВОЙНОЙ КРИВИЗНЫ ТнашТГ тоГ ;с й Т -шжазывггйтг; что о так каке 1, При этом в районе;;схеда заготовки;е пуа Гсона где с., (nctii, , деформация : cChioy. . оВ1Шэ1эйГ гШЖ§ВГЭнй двестных методов обтяжки, когда заго товка Т1еред растяжением иэгибаетея и riOnet e4HOMи продольном напраьлени яхТ Жкcjймaль aя д ё$о;даед сечеТ йе всегда райШлагаюГ6я взЪнё сХода заготовки с пуансона в попере йО0.с ё;чении под углом -чСц,- -,.-.1:,,-.-, Целью изобретения является умень шение неравномерности деформаций, вызванной влиянием внешнего трения . С этой целью в предложенном способе предварительное формбйЭМёНение б&уЩёСТв ляют путем - продольного изги Ba ;§af бровкиС йбслёдующим ттродоль -мййгр-ает яжением до прилегания цент рйльнбго поперечного сечения к конту йжн огб п у а н с 6 на уТРе В - ширина ;загртовки,„„у,;„ ,(1 - коэффицйент трёнйяГ оС| - угол .,в ;раДианах от централ нЪго участка до схода заго товки с обтяжного пуансона е - основание Натуральных лога рифмсв , а окойчате гьное формоизменение осу111ествЛяю путем поперечного изгиба заготовки и пос геду ощегЪ продольного растяжения ее до полного формообрйз |5бс1ни по всему контуру пуансона. На фиг, J. показана схема начальной стадии пр.эдварительногоформой§М|ёйёййя Детали, зажатой прямыми зажимами; на фиг. 2 - схема предварительного формоизменении я в окончания стадии равномерных .дефбрм1ций; на фиг. 3 - с5хёмаОКОНчайИя йрёДвзрительного формоизменения де;-тали;, на фиг, 4 - с.хема jipou ecjc a ф5 мЬобра 3 ов анй ЯцЖт pa речнЪго;; .на назал нЬй пfFёЖнoMcтaдйях прёЖарйТейёНЪг форЯЬйэйенеиия детали, зажатой прямддинейнуми зажимами; на фиг. 5 - с X ёма 1 дрмоо ёр §6в аШ5Я Дён р НбггёрёЧГйОгс)сечения окончательно о фбрйоиШёйёния детали , заж той криволинейными зажимами; на фиг 6 - -эпюры дёфЬрмацй11ц-2НтральногЬ, наиболее дёформйруёмо Г ЖмёйТарНОго волок йа загот 5вки;;7на раэличныК стадиях ее формообразова н ия. Эпюры построены в границах про ЙОЛЬного угла, облегания d О . кСпособ оеуй1 тв 1яют ;СЛВДУЮ-ЛИМ оВразЬм Г на предварительном этапе форйойЗйене ййя заготовку зажимают :прямымй зажимами 1 и., изгибают в про
707647 ДоЛь оМ направлении по продолыгому рофилю пуансона 2 заготовки 3. К зажимам 1 прйУГожейа некоторая растягив аюадая сила Р. В районр зажимов 1, ЙЯйу что тЬже, на сходе заготовки ё пуансдаа пе яв;ится раст;ягивающее напряжение 6, - , которое при данном значении Р меньше предела текучести материала &с, . Это же уси;лМаг ЦёН1р1альном сечении.,концентрируётся йа учай тке контакта заготовки 3 с пуансоном 2 шириной b ,и создает в сечении напряжение G Учитывая, что величина b (в начальный момент она бесконечна малая величина) значительно меньше В, можно утВе рждатъV что несмотря; на влияние внешнего трения (по закону Эйлера) (7 exp(xidL) о ск,Таким образом создается условие начала очага деформации в центральйЪй поперечнбм сечении., В этсм случае будем иметь 0.,- -- . Допустим, что дальнейшееповышение усилия Р ЛрйвеДеТК началу пластической .деформации в сечении на 5ходе заготовки с пуансона, т.е. Р B-S ётом случае с учетом равенства ®cx можно Написать Р РТ В5 t eexpC/Odi V ;а отсюда можно определить границу предварительного этапа формоизменения Заготовки в Центральном сечении, в течение которого заготовка на сходе пуансона пластически не деформировалас ь Дальнейшее формообразование центральнргоЬечения.заготовки будет сопровождаться более интенсивной деформацией на сХоДе заготовки с пуансона. В этотмомент, .т.е. после формоизме нё;нйя цёдаральНЫго сечения по ширине заготовки Ь п е рех;одят окончательному формоизменению, т.е. высталяют пресса по контуру пуансона 2 и продолжают процесс- обтяжки до его Ь«ойчанйя7 trrrдо прйлёгания заготовки 3 к пуансону 2 вб всёх поперечных сечениях. Эффект изобретения наглядно йЯлюс т;рйруют сравт1ительные эпйры деформаций (фиг. 6) , построенныеприменительно к обтяжке oбшиJвки из матёрйала; с кбнс антойУпрочнения п 0,20V имеющей гёометрический коэффициент обт яжкй Кр 1 ,ОБГг1к радиана; при формообразовании ее с . 0,15. На фиг. 6 Штрих-пунктирная линия 4 харйктёрйзуёт условную эпюру. деформаций, котбрая получилась бы при идеальных условиях обтяжки без трения , т .е. при ,. Сплошные линии 5, 6, 7 характеризуют эпюры деформаций соответственно на начальной стадии процесса в конце предварительного формоизменения с пр мыми зажимами и на око.нчательнрй ста дии формоизменения обпивки. - Пунктирные лиЕши 8, 9, 10 характе ризуют те деформации, которые .получи лись бы соответственно на :гех же ста диях при процессе обтяжки известными способами.. Сопоставление эпюр показывает, что НОВЫЙ способ более близок к идеальным условиям обтяжки. В сравнении .с известными способами деформации бо лее- разномерны, пределы процесса рас.ширены и, если имеются ограничения по предельно-допустимым деформациям, то числопереходов обтяжки с промежуточными отжимами может быть сокращено (рассмотренный на фиг. б пример показывает, что при 0,06 известный способ требует двух переходов так как - О /12 , .а новый , дающий ыо(,6, - один переход ). Применение указанных приемов и, в частности, осуществление предварительного формоизменения с прямолинейными зажимами, т.е. без поперечного изгиба заготовки, позволяет расширить участок приложения растягивающих усилий до всей .ширины заготовк и и тем самым разгрузить опасное сече-, ние на сходе е с пуансона.-. Одновременно, в центральном сечении, где формообразование наиболее затруднено, приложенные силы крнцентрируются на более узком участке aaroV товки, находящемся в контакте/с пуансоном, и создают там благоприятные условия для деформирования, т.е.. для формообразования этого участка. f/есмотря на влияни.е внешнего трения, значительный этап процесса формообразования э центральном сечении протекает без деформаций заготовки . в районе схода ее с пуансона. Это и 23- , позволяет уменьшить неравномерность деформаций и -расширить пределы процесса. В известных способах этот этап отсутствует. .. Формула изобретения Способ обтяжки.при формообразовании деталей двойной кривизны путем предварительного и окончательного формоизменения заготовки по контуру обтяжного пуансона, включающий операции зажима концо з заготовки, продольного и поперечного изг.иба заготовки, продольного растяжения заготовки и промежуточные термообработки, отличаю, щийс я тем, , что, с целью уменьшения неравномерности деформаций,вызванной влиянием внешнего трения, предварительное формоизменение осуществляют путем продольного изгиба заготовки с последующим продольным растяжением до прилегания центрального продольного участка к контуру обтяжного пуансона по дуге где, в - ширина заготовки, 1 - коэффициент трения, d.,- угол в радианах от централь го участка до схода заготовки с обтяжного пуансона, S - основание натуральных логарифмов ,. а формоизменение, осуществляют путем поперечного изгиба заготовки и последующего продольногорастяжения,ее до полного формообразования по всему . онтуру обтяжного пуансона. Источники информации, принятые во внимание при экспертизе 1, Громова А.Н. и др. Изготовление деталей из листов и профилей при серийном.производстве, Оборонгиз, 1960, с.229-230.
707647

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ, ИМЕЮЩИХ ДВОЯКОВЫПУКЛУЮ ПОЛОГУЮ ФОРМУ | 2022 |
|
RU2799365C1 |
| Способ автоматизированного формообразования оболочки переменной кривизны обтяжкой листовой заготовки | 2024 |
|
RU2838191C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ТОНКОЛИСТОВЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ ДВОЯКОВЫПУКЛОЙ ФОРМЫ | 2014 |
|
RU2573859C2 |
| Способ изготовления деталей двойной кривизны | 1988 |
|
SU1606230A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ | 2004 |
|
RU2275266C2 |
| Способ формообразования деталей двойной кривизны | 1977 |
|
SU659238A1 |
| СПОСОБ ОБТЯЖКИ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2057607C1 |
| Растяжно - обтяжной пресс | 1989 |
|
SU1738426A1 |
| Способ обтяжки деталей двойной кривизны | 1984 |
|
SU1248694A1 |
| СПОСОБ ОБТЯЖКИ ЛИСТОВЫХ ЗАГОТОВОК | 2004 |
|
RU2272690C1 |