Изобретение относится к области металлообработки давлением и предназначено для использования в ракетно-космической технике и др. отраслях, где применяются сварные соединения труб из разнородных металлов, работающих в диапазоне температур от плюс 200°C до минус 269°С.
Известен также способ изготовления биметаллических переходников путем штамповки их из листа, который используется на предприятии (см. отраслевой стандарт ОСТ 92-8629-75 "Изготовление и испытание биметаллических переходников"). По данному способу из биметаллического листа вырезают диск расчетного диаметра и путем многооперационной вытяжки (4-5 переходов) в нагретом состоянии до температуры 330-340°C получают заготовку в виде стакана. После отрезки донышка, подрезки торцев и обточки диаметров получают готовый переходник, который сваривают с трубами разнородных металлов.
Основной недостаток применяемого способа заключается в том, что в следствие разнопрочности биметаллического листа происходит значительная фистонистость и гофрообразование стального слоя, которые приводят к браку до 30% переходников. Многократный нагрев заготовок до 330-340°С и длительность технологического цикла не способствуют повышению качества переходников и их надежности. Кроме того, таким способом на предприятии освоено изготовление переходников только до 300 мм.
Известен способ изготовления биметаллических переходников диаметрами от 400 до 1000 мм путем свертывания полосы из биметаллического листа в цилиндр, местного вскрытия алюминиевого сплава, для возможности сварки стального слоя, с последующей приваркой на зачищенное место пластины из алюминиевого сплава. Приварка пластины осуществляется зарядом взрывчатого вещества большой мощности. По этой причине этот способ может применяться только на специальных участках (полигонах), требует лабораторных исследований результатов соединения, из-за чего не получил практического применения на предприятии.
Известен также способ получения кольцевых полуфабрикатов из листовых заготовок (см. книгу Львов Д.С. и др. "Штамповка кольцевых заготовок". М.: Машгиз, 1958, стр.121), который содержит операции вырезки кольцевой заготовки и ее преобразования до формы втулки для колец шарикоподшипников.
Однако данный способ, взятый авторами в качестве прототипа, не приспособлен для получения биметаллических переходников, так как разнородные металлы переходника (наружный из АМг6 и внутренний из 1Х18Н9Т) должны сопрягаться косым местом "спая", при этом средний диаметр переходника (см. фиг.1) должен находиться на нейтральной линии биметаллического переходника.
Кроме того, как указано в книге, данный способ предназначен для получения диаметра втулок исходя из формулы  , где Dзаг. - диаметр заготовки втулки, Sт - толщина листа или стенки втулки. Учитывая, что толщина листа для биметаллических переходников равна 10 мм, то есть Sт=10 мм, то данным способом можно изготавливать втулки диаметрами 100-150 мм.
, где Dзаг. - диаметр заготовки втулки, Sт - толщина листа или стенки втулки. Учитывая, что толщина листа для биметаллических переходников равна 10 мм, то есть Sт=10 мм, то данным способом можно изготавливать втулки диаметрами 100-150 мм.
Целью изобретения является получение биметаллических переходников диаметрами 180-750 мм, то есть в пределах максимальных габаритов биметаллического листа (850·850 мм), поставляемого МАП по техническим условиям ТУ1-9-1-76. Целью изобретения является также повышение качества изготовления переходников и повышения их надежности.
Указанная цель достигается тем, что осуществляют вырезку плоской кольцевой заготовки, средний диаметр которой берут равным среднему диаметру переходника, затем укладывают заготовку в штамп, располагая ее более твердым металлом кверху, а преобразование кольцевой заготовки ведут в два перехода, вначале на конус, до предельного наружного малого диаметра (dпр), равного 1.10-1.20 внутреннего диаметра кольцевой заготовки (dк) в зависимости от диаметра переходника, затем производят отжиг при температуре 330-320°С в течение часа, и после охлаждения на воздухе заготовку укладывают в штамп малым диаметром конуса вверх, после чего ее окончательно формуют в замкнутом объеме штампа.
Рассмотрим пример изготовления биметаллического переходника со средним диаметром Do=220 мм и высотой h=36 мм.
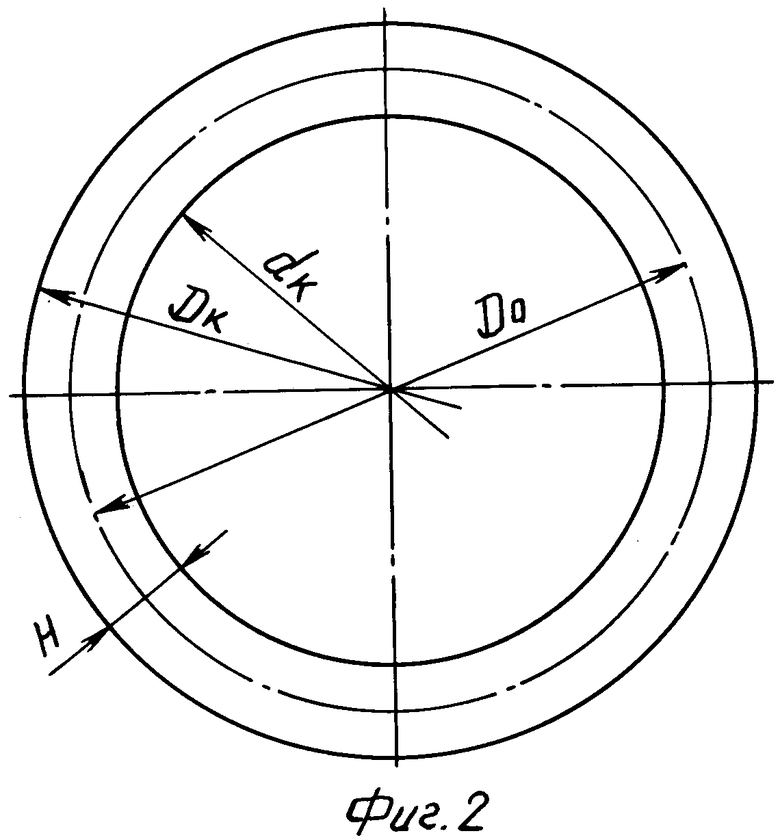
Конструкторский размер высоты переходника h увеличивается с каждой стороны по 2 мм на механическую обработку. Тогда общая высота переходника Н=36+2·2=40 мм. Используя размеры Dо и Н, определим размеры исходной кольцевой заготовки. Наружный диаметр Dк=Dо+Н=220+40=260 мм и внутренний диаметр dк=Dо-Н=220-40=180 мм.
Поворот конусной заготовки в штампе для второго перехода формообразования необходим для правильной формовки стенки переходника и повышения надежности места "спая".
При изготовлении переходников определяющим является деформация растяжения, так как исходный биметаллический лист в состоянии поставки допускает удлинение 20%.
Отсюда максимальная деформация растяжения до отжига определяется из формулы  , то есть dпр=1,2 dк, где
, то есть dпр=1,2 dк, где
dпр - предельный наружный малый диаметр конуса, который может быть достигнут за переход (до отжига);
dк - внутренний диаметр кольцевой заготовки.
Схема технологического процесса состоит из следующих основных операций:
1. Резка биметаллического листа на заготовки 10·270·270 мм.
2. Разметка и вырезка кольцевой заготовки с размерами Dк=260 мм и dк=180 мм (см. фиг.2).
3. Укладывание заготовки в штамп таким образом, чтобы более твердый металл был обращен в сторону пуансона.
4. Преобразование плоской кольцевой заготовки на конус dпр=1,20 dk = 1,20·180=216 мм (см. фиг.3).
5. Отжиг заготовки при температуре нагрева 310±10°C в течение часа с охлаждением на воздухе.
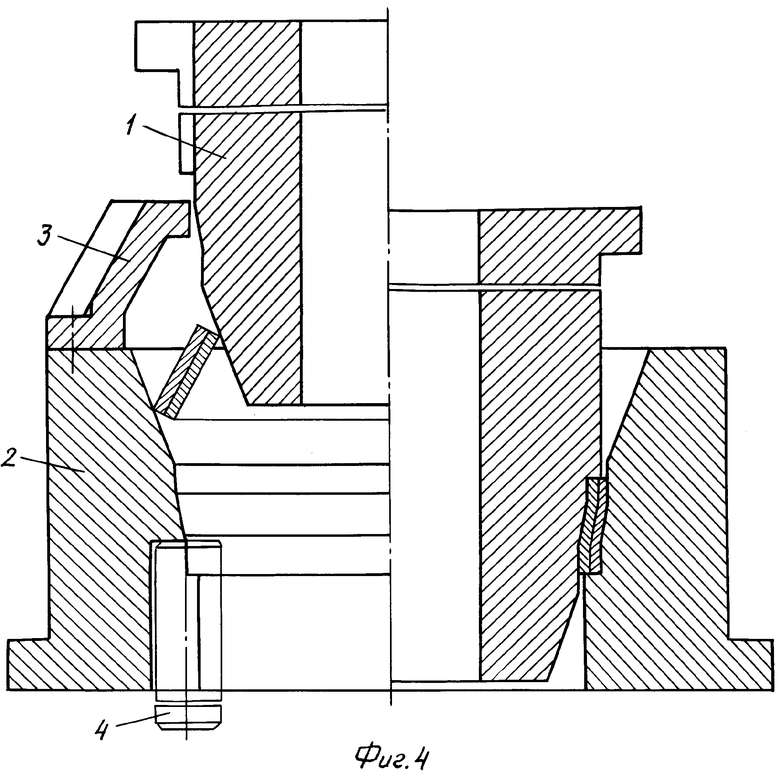
6. Укладка заготовки в штамп малым диаметром конуса вверх и окончательная формовка в замкнутом объеме штампа (см. фиг.4).
7. Отжиг готовой заготовки переходника по режиму п.5.
8. Механическая обработка согласно чертежу на переходник.
Штамп, используемый в заявляемом способе, состоит из двухъярусного пуансона 1, двухъярусной матрицы 2, съемника 3 и выталкивателя 4 (см. фиг.3 и 4).
Работает штамп следующим образом. Плоскую кольцевую заготовку укладывают на конусную часть матрицы 2, после чего ходом пуансона 1 плоская заготовка за счет посадки наружного диаметра и растяжки внутреннего - преобразуется в коническую заготовку. После отжига и переналадки пресса, в случае применения механического пресса, заготовку перекладывают малым диаметром конуса вверх и вторым ходом пуансона 1 формуют заготовку биметаллического переходника окончательно в замкнутом объеме штампа.
Замкнутый объем штампа создается за счет наличия на пуансоне и матрице уступов по диаметру и формующих (рабочих) поверхностей, определяющих профилем заготовки переходника.
Предложенный способ позволит не только исключить брак при изготовлении переходников, повысить их качество и надежность, но и решает проблему получения переходников диаметрами от 180 до 750 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПЕРЕХОДНИКА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1979 |
|
SU1840338A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МНОГОПЕРЕХОДНОЙ ШТАМПОВКОЙ | 2008 |
|
RU2403117C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАВНОПРОХОДНЫХ, РАВНОСТЕННЫХ ИЗДЕЛИЙ | 1988 |
|
SU1840352A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МНОГОПЕРЕХОДНОЙ ШТАМПОВКОЙ | 2014 |
|
RU2574900C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2115504C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 1996 |
|
RU2133460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ | 2009 |
|
RU2402397C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 1994 |
|
RU2082525C1 |
| Способ изготовления тройника | 2018 |
|
RU2696120C1 |

Изобретение относится к области металлообработки давлением и предназначено для использования в отраслях, где применяются сварные соединения труб из разнородных металлов, работающих в диапазоне температур от плюс 200°C до минус 269°С. Сущность: способ включает операции вырезки кольцевой заготовки, формообразования втулки и термообработки. При этом плоскую кольцевую заготовку вырезают со средним диаметром, равным среднему диаметру переходника. Формообразование втулки ведут в два перехода. Вначале изготавливают заготовку в форме усеченного конуса, наружный малый диаметр которого равен (1,10...1,20)dk, где dк - внутренний диаметр заготовки. После этого производят отжиг при температуре 300-320°С с выдержкой в течение 1,0-1,5 часа, а затем осуществляют окончательное формообразование в замкнутом объеме штампа, располагая заготовку конусом малого диаметра вверх. Технический результат: получение биметаллических переходников для изделий космической техники диаметром от 180 до 750 мм, а также повышения их качества и надежности работы. 4 ил.
Способ изготовления деталей типа втулок из листовых заготовок, включающий операции вырезки кольцевой заготовки, формообразования втулки и термообработки, отличающийся тем, что, с целью получения биметаллических переходников для изделий космической техники диаметрами от 180 до 750 мм, а также повышения их качества и надежности работы, вырезают плоскую кольцевую заготовку, средний диаметр которой равен среднему диаметру переходника, а формообразование втулки ведут в два перехода: вначале изготавливают заготовку в форме усеченного конуса, наружный малый диаметр которого равен (1,10...1,20)dк, где dк - внутренний диаметр заготовки, после чего производят отжиг при температуре 300-320°С с выдержкой в течение 1,0-1,5 часа, а затем осуществляют окончательное формообразование в замкнутом объеме штампа, располагая заготовку конусом малого диаметра вверх.
| Львов Д.С | |||
| и др | |||
| Штамповка кольцевых заготовок | |||
| М.: Машгиз, 1958, с.121. |

