Настоящее изобретение относится к системам для соединения по меньшей мере двух параллельных труб, кабелей или других протяженных элементов при выполнении морских работ, например с размещением одного элемента на другом (piggyback) при укладке труб. Изобретение раскрывает соединительные устройства и приспособление и способы для установки таких соединительных устройств к трубам, кабелям или другим протяженным элементам и между ними.
Часто требуется установка по меньшей мере двух протяженных элементов вдоль одного и того же подводного маршрута, таких как первая труба большого диаметра для транспортировки углеводородов и вторая труба меньшего диаметра для транспортировки воды, газа или химикатов, используемых для добычи углеводородов.
Хотя в настоящем описании в качестве примера будут использованы трубы, элемент не обязательно является трубой для транспортировки текучих сред, а может представлять собой кабель для транспортировки электроэнергии или кабель передачи данных. Второй элемент обычно имеет намного меньший диаметр (обычно <20 см), относительно первого элемента, однако разница в размерах элементов не существенна для изобретения в широком смысле.
При необходимости размещения элементов, таких как трубы или кабели, следующими по одному маршруту, может быть целесообразной одновременная их установка. Такая установка обычно обеспечивается посредством технологии размещения одного элемента на другом, при которой по меньшей мере один второй элемент прикрепляется посредством последовательно расположенных зажимов к первому элементу на трубоукладочном судне, а затем элементы параллельно спускают вместе по направлению к морскому дну.
Установка трубопровода с размещением одного элемента на другом обычно включает размотку второй трубы на трубоукладочном судне.
Первая труба может также быть размотанной в конфигурации укладки труб с барабана, хотя эта операция может быть осуществлена на трубоукладочном судне, например, при S-образной укладке труб.
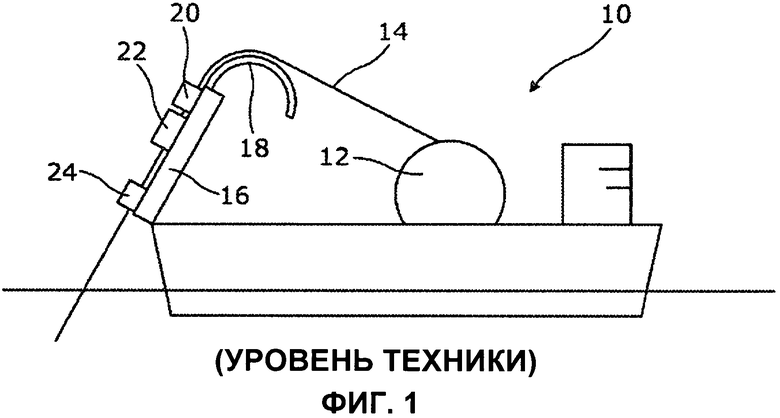
Обычное судно 10 для укладки с барабана, схематически изображенное на фиг. 1, содержит барабан 12 для хранения и развертывания, используемый для развертывания первой трубы 14, а также содержит регулируемую укладочную аппарель 16, выполненную с возможностью развертывания различных изделий под различными углами укладки, которые могут варьироваться приблизительно от 20° до 90° к горизонтали. Наклон укладочной аппарели 16 определен глубиной воды, в которую укладывают трубопровод, и характеристиками трубопровода, такими как его диаметр и жесткость.
Укладочная аппарель 16, после барабана 12 в технологической цепочке, последовательно содержит направляющий желоб 18 для направления первой трубы 14; трубоправильный механизм 20 для выпрямления первой трубы 14; механизм 22 натяжения гусеничного типа для захвата первой трубы 14 между отдельными гусеницами; и зажим 24 удержания для зажимания первой трубы 14 при освобождении первой трубы 14 механизмом 22 натяжения. Зажим, выполненный с возможностью перемещения, может быть использован вместо механизма 22 натяжения гусеничного типа; в этом описании отсылки к механизму натяжения также включают выполненный с возможностью перемещения зажим, за исключением случаев, в которых по контексту подразумевается обратное.
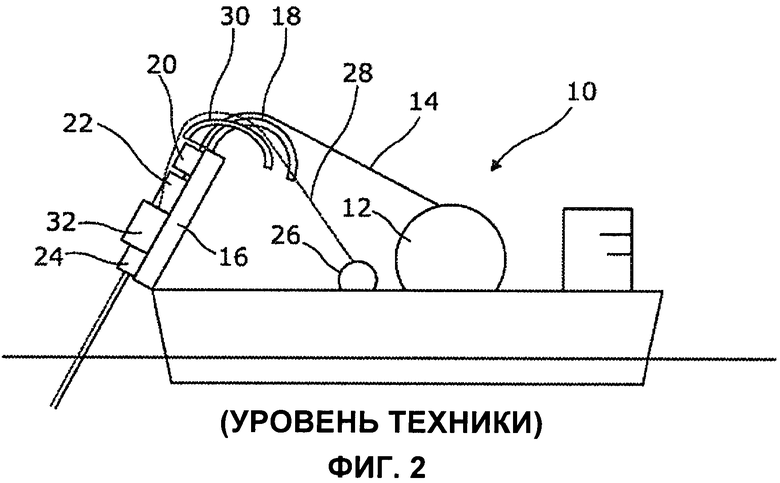
Как показано на фиг. 2, к судну 10 может быть прикреплен барабан 26 для обеспечения размещения одного элемента на другом, используемый для развертывания второго элемента, такого как вторая труба 28, с первой трубой 14 при функционировании в режиме размещения одного элемента на другом. В этом режиме желоб 30 для размещения одного элемента на другом направляет вторую трубу 28, и вторая труба 28 выравнивается с первой трубой 14 для обеспечения параллельного расположения второй трубы 28 относительно первой трубы 14 после механизма 22 натяжения в технологической цепочке.
После этого вторая труба 28 непосредственно лежит над продольной центровой линией первой трубы 14 или, при вертикальном расположении первой трубы 14, непосредственно за продольной центровой линией первой трубы 14. Вторая труба 28 затем готова к зажатию к первой трубе 14 на рабочих площадках под навесом 32 на укладочной аппарели 16 между механизмом 22 натяжения и зажимом 24 удержания.
При эксплуатации может быть использован дополнительный правильный механизм для второй трубы 28, расположенной после желоба 30 в технологической цепочке, не показанный на фиг. 2 для упрощения. Дополнительно, вторая труба 28 может проходить через дополнительный механизм натяжения, хотя такой механизм натяжения не обязателен и не показан для упрощения.
В известной конфигурации с размещением одного элемента на другом вторая труба 28 полностью обмотана вокруг механизма 22 натяжения до выравнивания с первой трубой. Это затрудняет выравнивание второй трубы 28 без перегибания или необходимости дополнительного выпрямления, если под механизмом 22 натяжения нет значительного и неблагоприятного пространства. Тяжелый механизм 22 натяжения должен быть установлен как можно ниже на укладочной аппарели 16 для способствования остойчивости судна 10.
В патенте США № 5975802 Willis (Патентообладатель: компания Stolt Comex Seaway) подробно раскрыта известная конфигурация с параллельным размещением одного элемента на другом, включая отношения между путями первой трубы и второй трубы при их прохождении через соответствующие желоба и соединении для зажима. В примере, указанном в патенте США №. 5975802, первая труба собрана на трубоукладочном судне, а вторая труба размотана с барабана, хотя специалисту будет понятно, что обе трубы могут быть намотаны при наличии дополнительного барабана для хранения и развертывания для первой трубы, в соответствии с изображением на фиг. 2. Содержание патентной заявки США № 5975802 полностью включено в настоящую заявку посредством ссылки в качестве уровня техники изобретения.
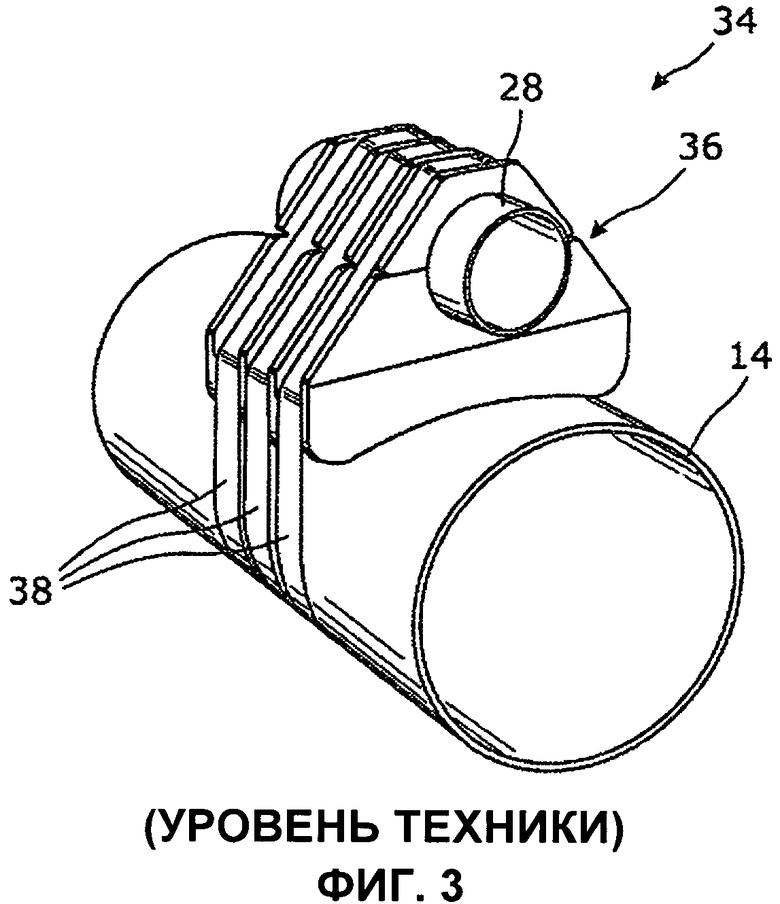
Известный зажим 34 для размещения одного элемента на другом, изображенный на фиг. 3, содержит трапециевидный седлообразный фиксатор 36, изготовленный из резины или полиуретана, между первой трубой 14 и второй трубой 28. Фиксатор 36 имеет вогнутую нижнюю поверхность для соответствия изгибу поперечного сечения первой трубы 14 и отверстие для окружения и удержания второй трубы 28. Фиксатор 36 образован из двух частей, которые при совмещении образуют отверстие и окружают вторую трубу 28.
При эксплуатации две части фиксатора 36 устанавливают вокруг второй трубы 28 для удержания второй трубы 28 в отверстии. Фиксатор 36, которым обеспечено удержание второй трубы 28, затем прикрепляют к первой трубе 14 посредством натянутых параллельных окружных лямок 38, охватывающих первую трубу 14 и фиксатор 36. Лямки 38 обеспечивают удержание двух частей фиксатора 36 вместе, при этом удерживая вторую трубу 28 параллельно и на незначительном расстоянии от первой трубы 14.
К зажиму 34 предъявляются высокие требования. Фиксатор 36 и лямки 38 должны выдерживать нагрузки спуска трубопровода с трубоукладочного судна 10 по направлению к морскому дну. Фиксатор 36 и лямки 38 должны выдерживать нагрузку при вытягивании второй трубы 28 с барабана 26 для размещения одного элемента на другом при отсутствии дополнительного механизма натяжения. Затем и впоследствии, фиксатор 36 и лямки 38 должны продолжать удерживать вторую трубу 28 на первой трубе 14 на протяжении срока эксплуатации трубопровода, который обычно составляет по меньшей мере 20 лет, без значительного перемещения между трубами 14, 28 относительно друг друга.
При выполнении операций для размещения одного элемента на другом на трубоукладочном судне 10, таком как схематически изображенное на фиг. 2 или подробно описанное в патентной заявке США № 5975802, требуется ручное вмешательство возле труб 14, 28 на укладочной аппарели 16 на участке, расположенном после механизма натяжения 22 в технологической цепочке, для расположения, выравнивания и зажатия труб 14, 28 вручную. В частности, последовательно расположенные зажимы 34 должны быть собраны и установлены на трубы 14, 28 рабочими в ограниченном пространстве на укладочной аппарели 16, которая расположена под крутым углом и подвергнута качке при перемещении трубоукладочного судна 10 на волнах. В целях безопасности и точности необходимо уменьшить линейную скорость движения труб 14, 28 относительно судна 10 при осуществлении процесса установки зажима, периодически полностью останавливать перемещение при укладке труб.
Осуществление операций для размещения одного элемента на другом, таким образом, требует больших трудозатрат и неэффективно не только с точки зрения затрат на труд, но и с точки зрения времени использования судна, которое обычно стоит около 300,000 долл. США в день. Норма укладки труб в режиме размещения одного элемента на другом может составлять меньше чем 500 м в час и, вероятно, 300-400 м в час. Это составляет меньше половины обычной скорости укладки трубопровода с барабана без расположения одного элемента над другим и, следовательно, в целом удваивает время использования судна, в результате чего значительно увеличивает затраты на судно при укладке труб. Кроме этого, очевидно, что если трубоукладочное судно используется на протяжении, например, четырех дней, вместо двух дней, более вероятно столкновение с погодными условиями, которые могут прервать операцию укладки труб или привести к ее временной остановке, что также приведет к потенциально значительному увеличению во времени и затратах.
При увеличении скорости укладки труб в режиме размещения одного элемента на другом до обычной скорости укладки труб в обычном режиме экономия средств была бы очень значительной. Разумеется, экономия непременно должна быть достигнута без угрозы безопасности.
Настоящее изобретение разработано с учетом вышеуказанного уровня техники.
Изобретение включает закрепление двух разъемных накладок для размещения одного элемента на другом на первом и втором элементе для зажатия двух элементов вместе. Накладки закреплены посредством зубцов, выполненных с возможностью взаимодействия с противоположными отверстиями в соответствующих накладках при соединении накладок.
Следовательно, изобретение относится к зажиму для обеспечения размещения одного элемента на другом для подводной укладки по меньшей мере двух протяженных элементов в конфигурации с размещением одного элемента на другом, при этом зажим содержит:
множество частей собранного зажима, обеспечивающих окружение и зажатие протяженных элементов, каждая часть зажима имеет по меньшей мере две в целом параллельные разнесенные выемки, выполненные имеющими форму для обеспечения частичного прохождения вокруг соответствующих протяженных элементов; и
держатели, выполненные с возможностью удержания частей зажима вместе при сборке, для обеспечения приложения частями собранного зажима усилий зажима к протяженным элементам в выемках.
При этом держатели являются охватываемыми крепежными деталями, расположенными на части зажима, выполненными с возможностью размещения в ответных отверстиях, расположенных на другой части зажима посредством посадки с натягом, которая поддерживает усилия зажима посредством трения между охватываемыми крепежными деталями и внутренней поверхностью отверстий.
Предпочтительно, держатели выполнены за одно целое с по меньшей мере одной из частей зажима и, предпочтительно, выполнены с возможностью сборки частей зажима посредством прессовой посадки для обеспечения приложения усилий зажима к протяженным элементам. Держатели надлежащим образом расположены на каждой стороне выемки части зажима в плоскости, поперечной продольному направлению выемки. По меньшей мере один держатель может быть расположен вне каждой выемки и по меньшей мере один держатель расположен в пространстве между выемками.
Охватываемые крепежные детали могут быть представлены, например, зубцами с направляющими стержневыми конструкциями для максимизации усилий вытягивания из отверстия относительно усилий вталкивания в отверстие. Направляющие стержневые конструкции могут содержать последовательность кольцевых ребер с обращенными в дальнем направлении наклонными поверхностями и обращенными в ближнем направлении заплечиками. Альтернативно, охватываемые крепежные детали могут иметь резьбовые стержневые конструкции для взаимодействия с отверстиями.
Предпочтительно, части зажима в целом идентичны и могут быть противоположно расположены с выемкой напротив выемки относительно в целом делящей пополам плоскости, при этом их выемки выполнены с возможностью подходящего взаимодействия для образования трубчатых каналов для протяженных элементов, а общая плоскость делит каналы в целом пополам.
Для обеспечения надежного зажима по меньшей мере в одной стороне каждой выемки, предпочтительно, контакт между частями зажима обеспечен посредством держателей.
Для обеспечения возможности перемещения зажима при зажатии на подвижных элементах предпочтительно обеспечить в целом однородность его внешней периферической формы поперечного сечения при перемещении в продольном направлении от одной стороны к другой.
Изобретением предоставлена часть зажима, выполненная с возможностью соединения с по меньшей мере одним другой частью для образования зажима для обеспечения размещения одного элемента на другом для подводной укладки протяженных элементов в конфигурации с обеспечением размещения одного элемента на другом, при этом часть зажима содержит:
в целом параллельные разнесенные выемки, выполненные имеющими форму для обеспечения частичного прохождения вокруг соответствующих протяженных элементов; и
держатели или конструкции удерживающего взаимодействия, выполненные с возможностью удержания части зажима напротив другой части зажима при сборке для обеспечения приложения частями собранного зажима усилий зажима к протяженным элементам в выемках.
При этом держатели могут быть представлены охватываемыми крепежными деталями; конструкции удерживающего взаимодействия представлены подходящими отверстиями, ответными охватываемым крепежным деталям другой части зажима посредством посадки с натягом, причем указанная посадка с натягом поддерживает усилия зажима посредством трения между охватываемыми крепежными деталями и внутренней поверхностью отверстий. Часть зажима может иметь охватываемые крепежные детали и отверстия, которые могут быть расположены на расстоянии друг от друга в продольном направлении.
Предпочтительно, охватываемые крепежные детали проходят в направлении, в целом перпендикулярном внешней прижимной поверхности для приложения направленного внутрь усилия сборки к части зажима.
Часть зажима предпочтительно имеет укрепляющие ребра, расположенные в плоскостях, поперечных направлению выемки. Эти ребра могут проходить поперек выемок и/или поперек внешней стороны, противоположной выемкам.
Часть зажима может иметь удерживающие конструкции, выполненные с возможностью освобождения в продольном направлении, в целом параллельном направлению выемок.
Изобретением также предоставлен способ зажима протяженных элементов в конфигурации с размещением одного элемента на другом при подводной укладке элементов, содержащий:
сжатие множества частей зажима вокруг протяженных элементов для сборки зажима для обеспечения размещения одного элемента на другом, обеспечивающего приложение усилий зажима к протяженным элементам; и
удержание частей зажима вместе для поддержания усилий зажима, прикладываемым к протяженным элементам,
в котором способ также содержит сжатие частей зажима вместе против сопротивления охватываемых крепежных деталей на части зажима до вставки в ответные отверстия другой части зажима, с посадкой с натягом между охватываемыми крепежными деталями и отверстиями, которыми впоследствии части зажима удержаны вместе, для поддержания приложения усилий зажима к протяженным элементам.
Приложение усилия сборки может быть обеспечено локально к частям зажима на различных участках частей зажима в различное время. Например, при наличии в каждой части зажима по меньшей мере двух в целом параллельных разнесенных выемок, выполненных имеющими форму для обеспечения частичного прохождения вокруг соответствующих протяженных элементов, способ может содержать приложение усилия сборки к одной стороне выемки, а затем к другой стороне выемки.
Приложение усилия сборки может быть обеспечено вне выемок для сжатия концов частей зажима, обеспечивая центральный изгиб частей зажима при зажатии протяженных элементов, а затем приложение усилия между выемками для сжимания центральных участков частей зажима для выполнения более плотным зажатия протяженных элементов.
Способ может также содержать обеспечение возможности перемещения частей зажима в продольном направлении при расположении протяженных элементов в направлении спуска, при этом обеспечивая их поперечное сжатие вокруг протяженных элементов.
Для описания уровня техники была сделана ссылка на фиг. 1-3 сопровождающих чертежей, на которых:
Фиг. 1 - схематический вид сбоку обычного судна для укладки с барабана;
Фиг. 2 - схематический вид сбоку судна для укладки с барабана, приспособленного для укладки труб с обеспечением размещения одного элемента на другом; и
Фиг. 3 - перспективный вид первой и второй труб, соединенных посредством фиксатора и лямок, в соответствии с предыдущим уровнем техники.
Для более понятного описания изобретения будет сделана ссылка посредством примера на остальные чертежи, на которых:
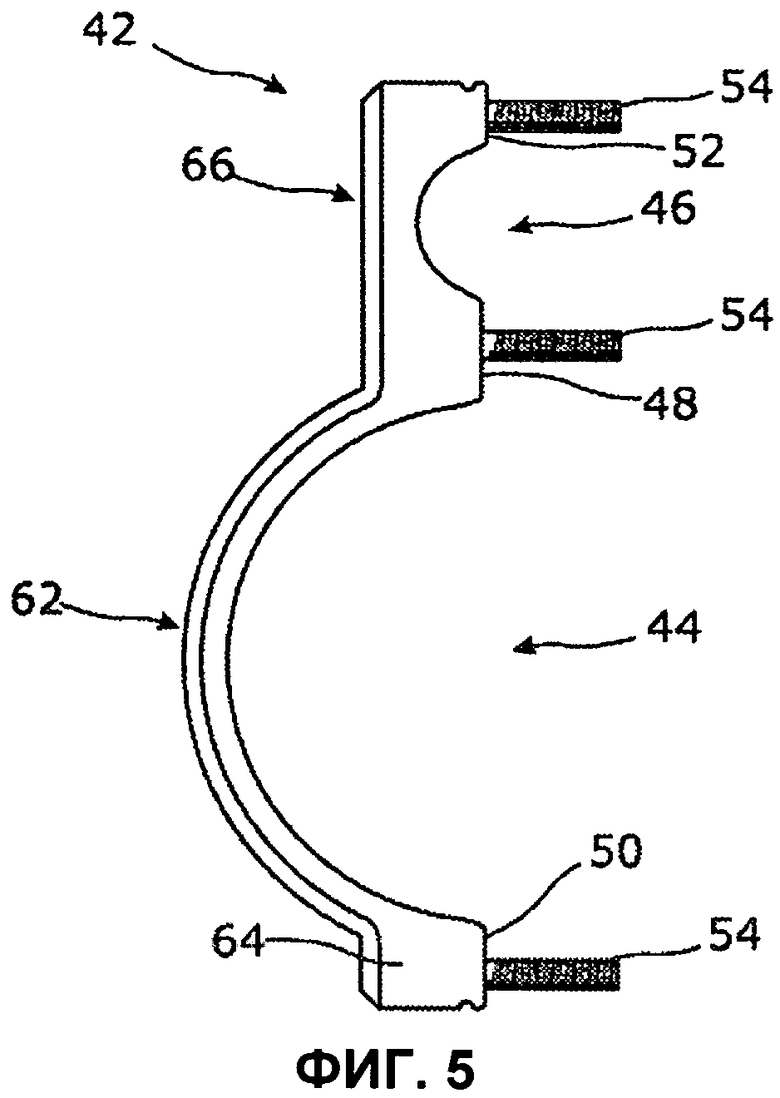
Фиг. 4 - перспективный вид пары частей фиксатора для размещения одного элемента на другом, в соответствии с первым вариантом реализации изобретения;
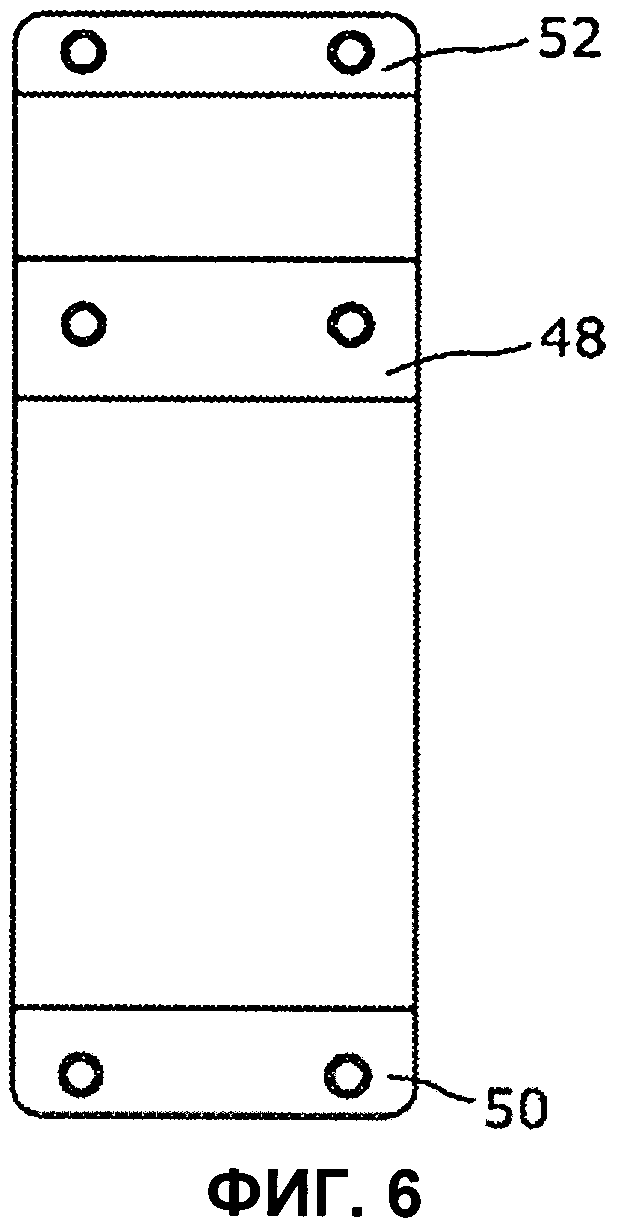
Фиг. 5 - вид сбоку одной из частей по фиг. 4;
Фиг. 6 - вид спереди одной из частей по фиг. 5;
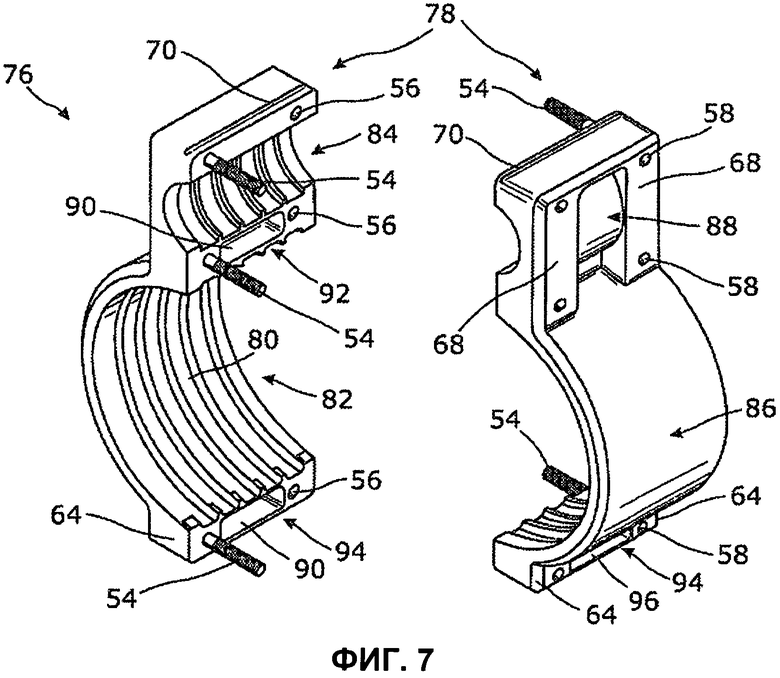
Фиг. 7 - перспективный вид пары частей фиксатора для размещения одного элемента на другом, в соответствии со вторым вариантом реализации изобретения;
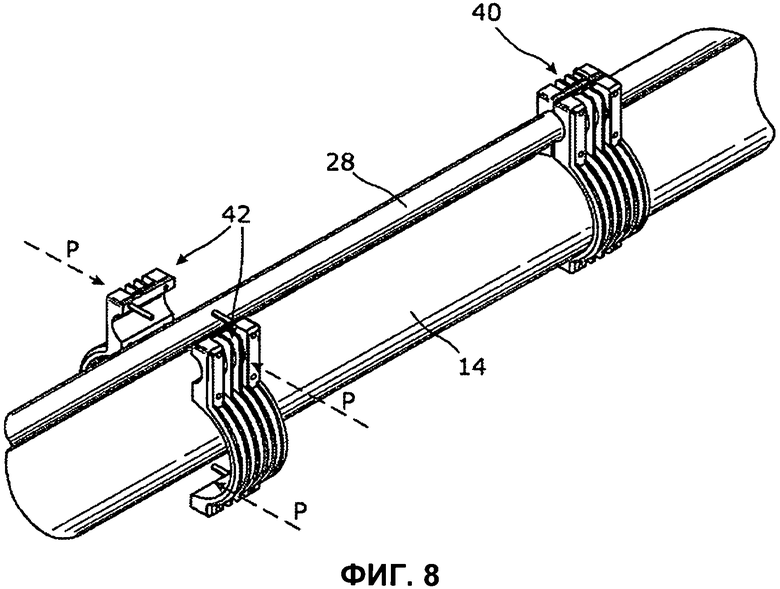
Фиг. 8 - перспективный вид фиксаторов для размещения одного элемента на другом, в соответствии с первым вариантом реализации изобретения, в сборе и при эксплуатации на трубах с размещением одного элемента на другом;
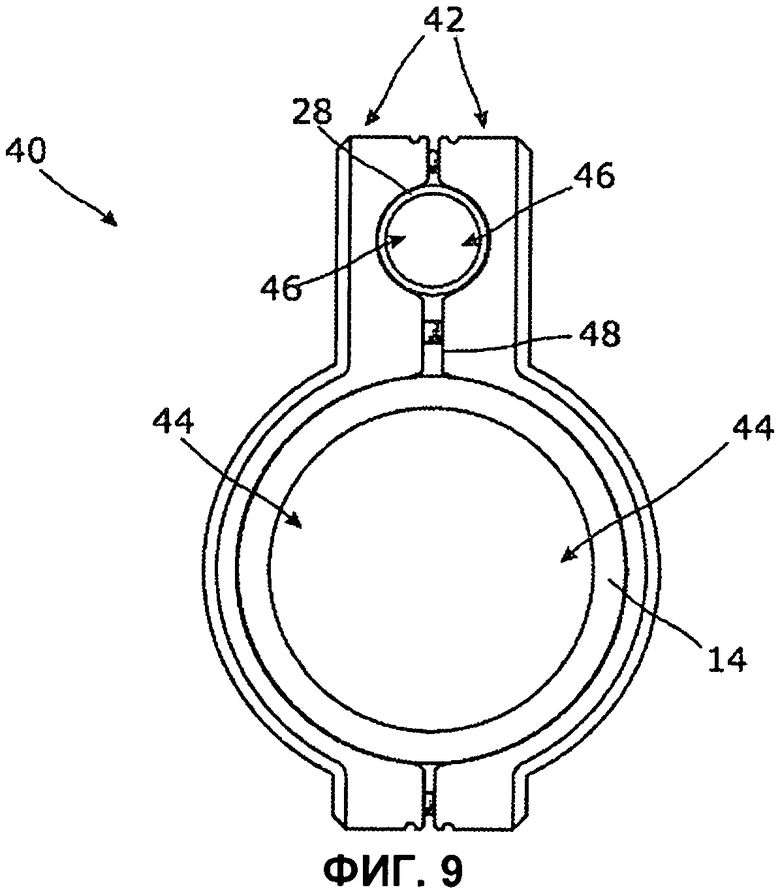
Фиг. 9 - вид сзади одного из фиксаторов для размещения одного элемента на другом по фиг. 8 при эксплуатации на трубах с размещением одного элемента на другом;
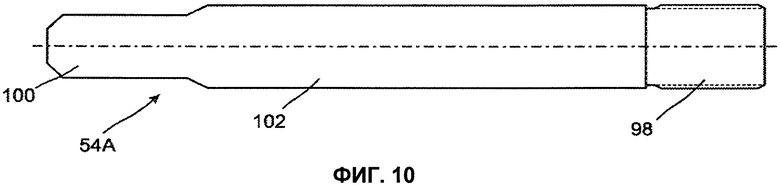
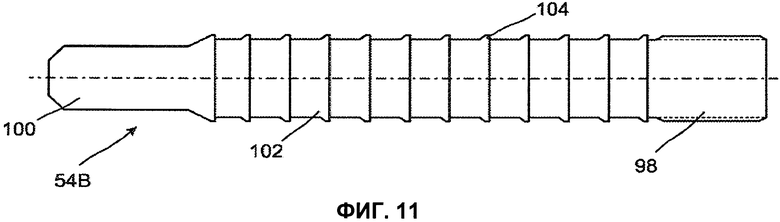
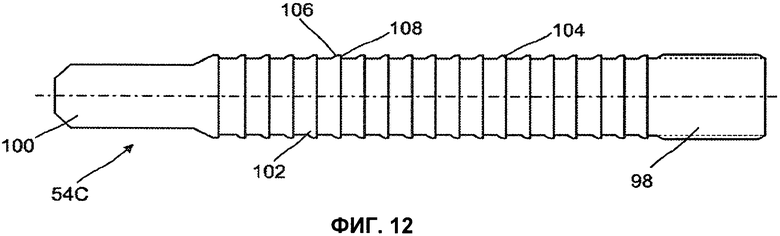
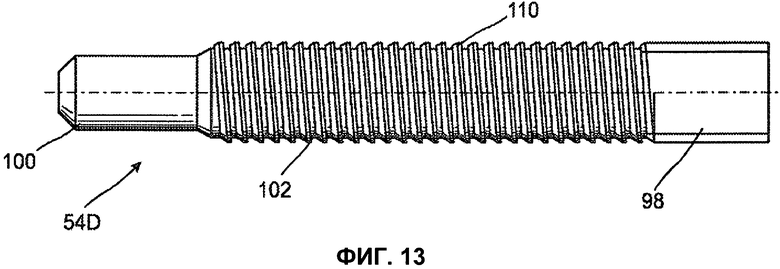
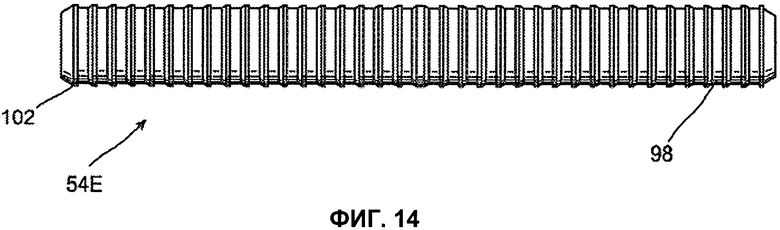
Фиг. 10-14 - виды сбоку вариантов зубца, которые могут быть использованы в частях, изображенных на фиг. 4-9;
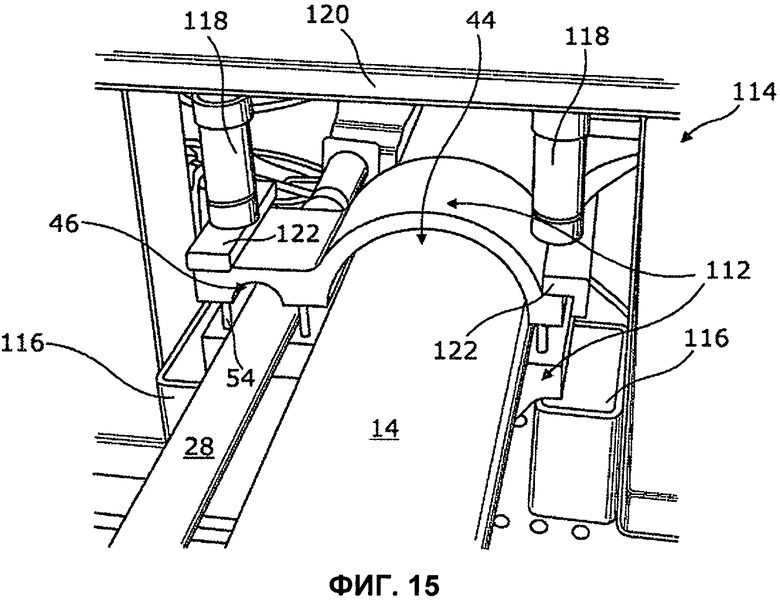
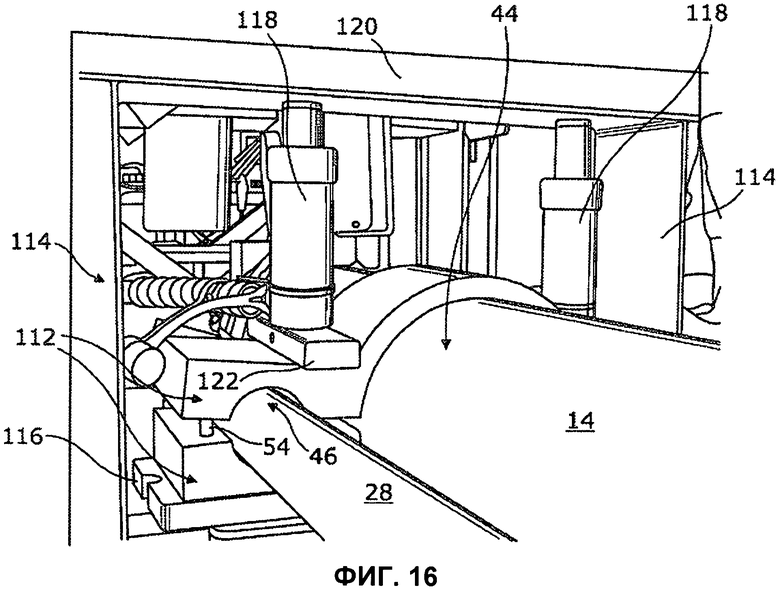
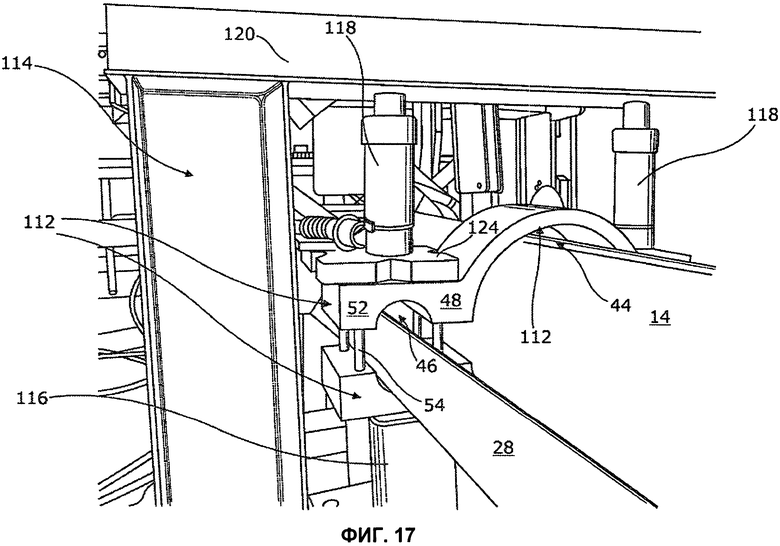
Фиг. 15-17 - перспективные виды операций тестирования зажатия, с использованием прототипов фиксаторов для размещения одного элемента на другом, в соответствии с изобретением;
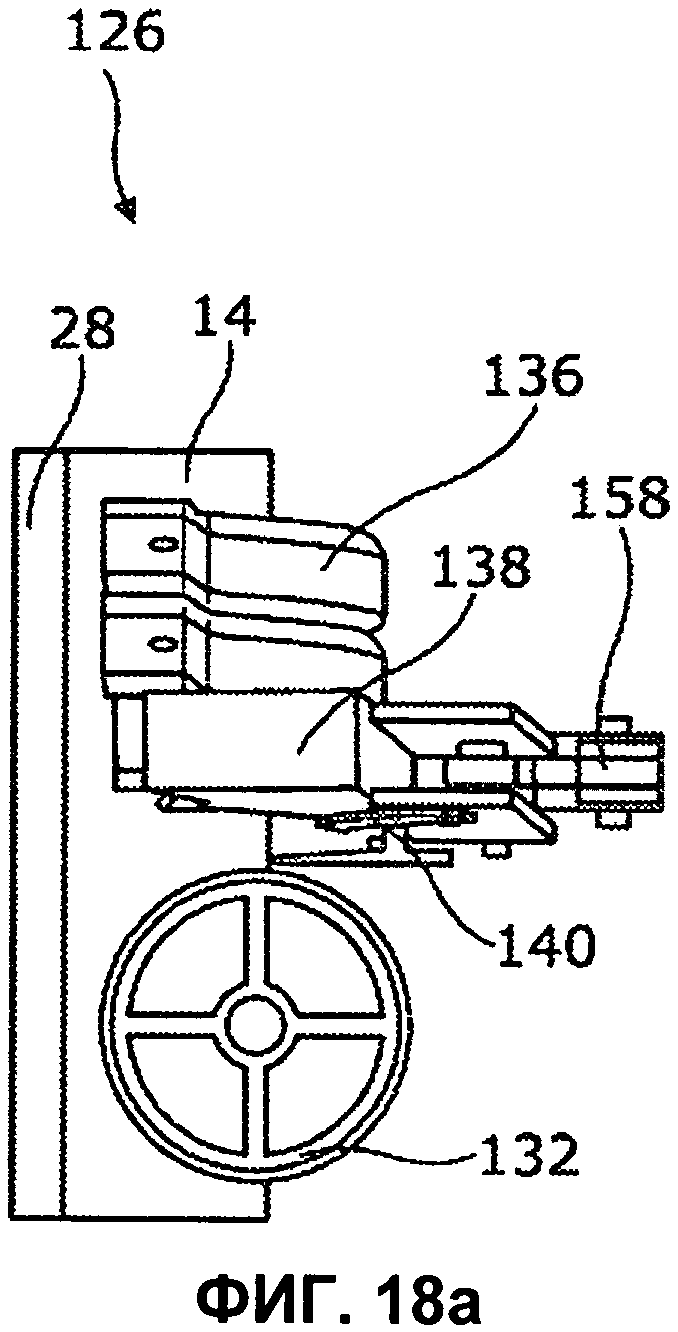
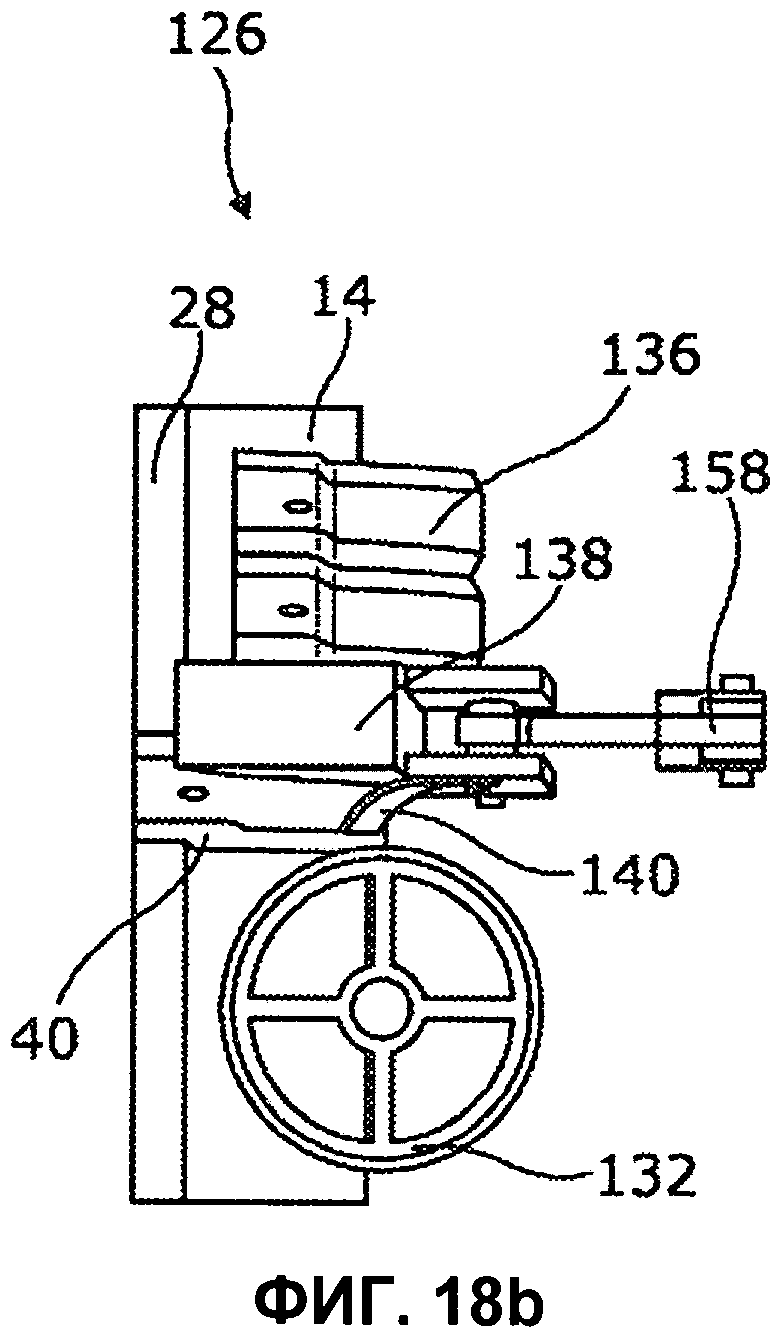
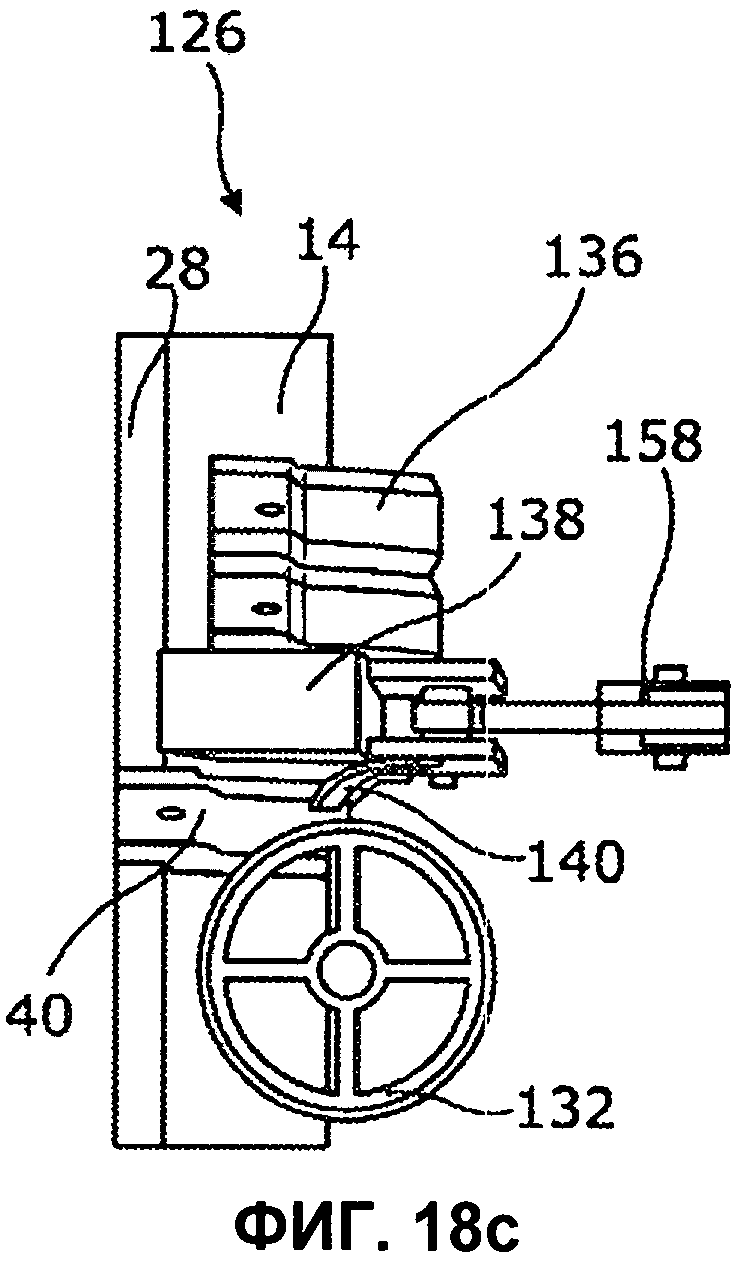
Фиг. 18а-18d - частичные схематические виды сбоку устройства, в соответствии с изобретением, для применения фиксаторов для размещения одного элемента на другом, в соответствии с изобретением, к первой и второй трубам, на котором изображена последовательность операций устройства;
Фиг. 19 и 20 - схематические виды в поперечном сечении, на которых изображены два операционных этапа устройства, изображенного на фиг. 18а-18d;
Фиг. 21 - схематический вид сбоку альтернативного устройства, в соответствии с изобретением, для применения фиксаторов для размещения одного элемента на другом, в соответствии с изобретением, к первой и второй трубам; и
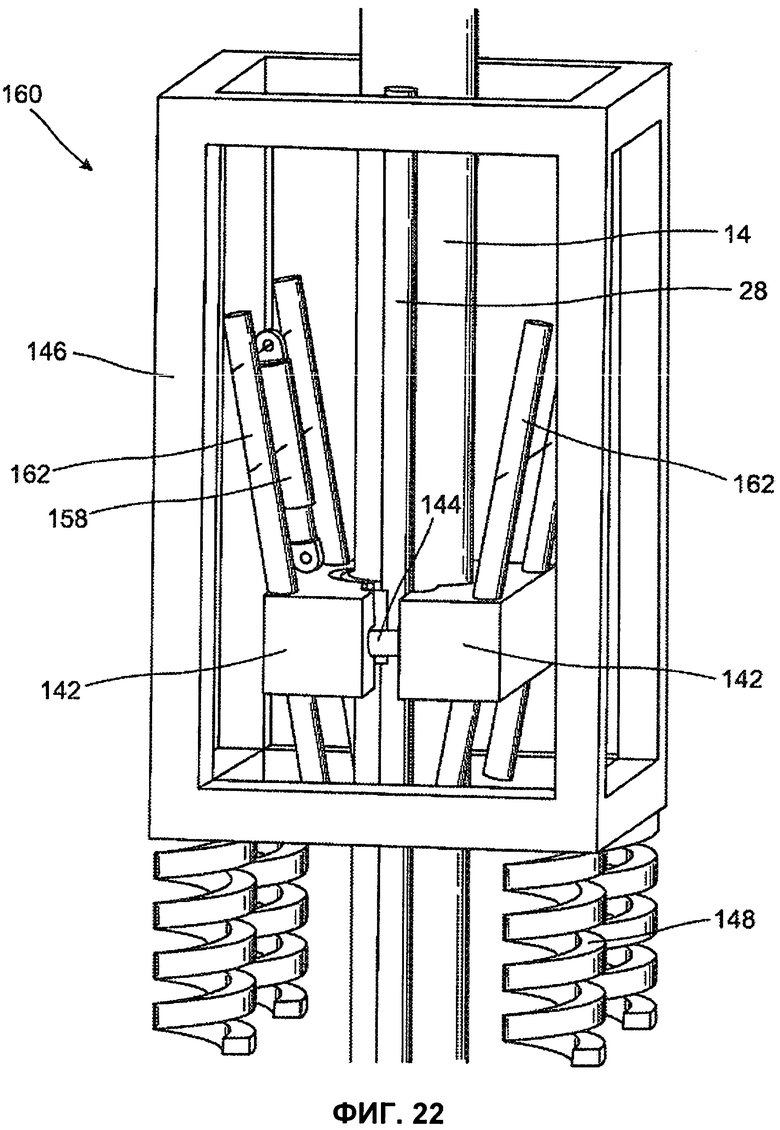
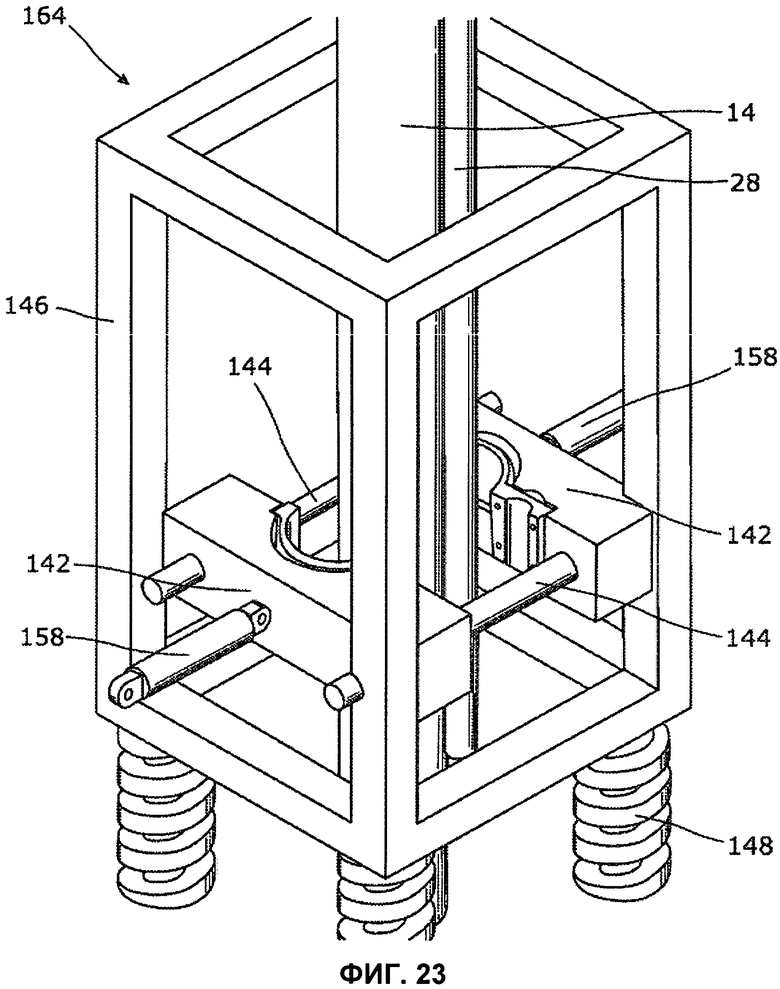
Фиг. 22 и 23 - схематические перспективные виды альтернативных устройств, в соответствии с изобретением, для применения фиксаторов для размещения одного элемента на другом, в соответствии с изобретением, к первой и второй трубам.
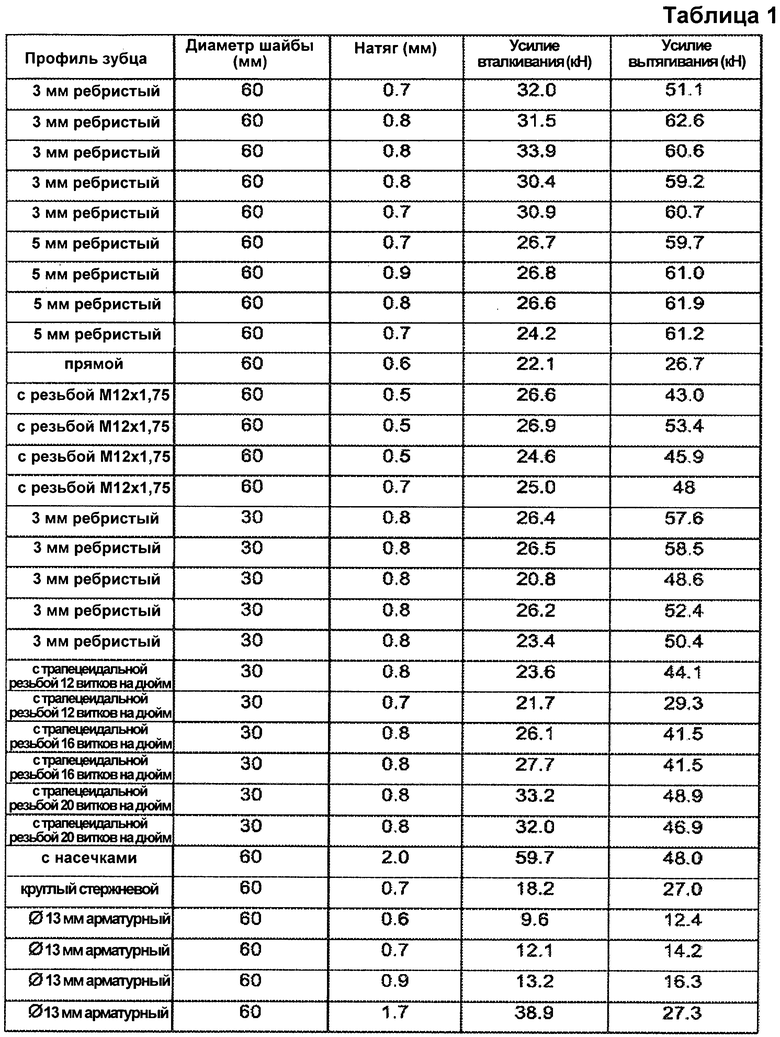
Ссылка также делается на прилагаемую таблицу 1, на которой указаны нагрузки вталкивания и вытягивания для различных профилей зубов во время тестирования при посадке с натягом в отверстиях, образованных в тестовых «шайбах», изготовленных из нейлона 6-6.
В соответствии с фиг. 4 чертежей, фиксатор 40 для размещения одного элемента на другом, в соответствии с первым вариантом реализации изобретения, содержит накладки, имеющие форму двух идентичных частей 42. Части 42 соединены лицевой стороной друг к другу относительно центральной делящей пополам продольной плоскости симметрии. В результате этого образован фиксатор 40, имеющий поперечное сечение в форме цифры 8, которым окружены и размещены первый и второй элементы, такие как трубы, в соответствии со следующим описанием.
В соответствии с фиг. 5 и 6, на которых изображена одна из частей 42, внутренняя сторона части 42 имеет две в целом полуцилиндрические выемки, оси кривизны которых параллельны друг другу, а именно, большая первая выемка 44 и меньшая вторая выемка 46. Выемки 44, 46 отделены посредством центральной в целом продолговатой поверхности 48, образованной в целом на центральной делящей пополам продольной плоскости. Две другие продолговатые поверхности 50, 52 образованы в целом в этой же плоскости на противоположных концах части 42, при этом нижняя поверхность 50 образована за пределами первой выемки 44, а верхняя поверхность 52 образована за пределами второй выемки 46. Оси кривизны выемок 44, 46 параллельны и незначительно выходят за пределы центральной делящей пополам продольной плоскости.
В соответствии с изображением на фиг. 9, радиусы кривизны первой и второй выемок 44, 46 подобраны для соответствия внешним радиусам первой и второй труб 14, 28. При подборе радиусов кривизны может быть обеспечен допуск на прогиб части 42 при сборке фиксатора 40, так как стенки выемок 44, 46 обеспечат упругое воздействие на первую и вторую трубы 14, 28 для обеспечения приложения к ним нагрузок зажима.
Каждая поверхность 48, 50, 52 части 42 имеет отходящий продольно зубец 54, перпендикулярно выступающий от поверхностей 48, 50, 52. Зубец 54 расположен на расстоянии от сквозного отверстия 56, образованного в поверхностях 48, 50, 52, в продольном направлении. Отверстие 56 и зубец 54 расположены симметрично относительно продольного центра поверхностей 48, 50, 52. Зубцы 54 и отверстия 56 расположены для выравнивания зубцов 54 каждой части 42 с отверстиями 56 противоположной части 42 при выравнивании поверхностей двух частей 42 для сборки фиксатора 40. Зубцы 54, таким образом, размещены в противоположных отверстиях 56 при сжатии частей 42 вместе вокруг первой и второй труб 14, 28 или других элементов, для образования фиксатора 40, имеющего поперечное сечение в форме цифры 8.
Части 42 изготовлены из литой или формованной под давлением пластической массы, такой как полиамид или полиуретан, а зубцы 54 изготовлены из стали, хотя использование других материалов также возможно. Часть 42 может быть формована вокруг зубцов 54 посредством формования со вставкой или внешнего формования, или зубцы 54 могут быть введены во взаимодействие с установочными отверстиями 58, образованными в предварительно формованной части 42. Между зубцами 54 и установочными отверстиями 58 может быть обеспечено, например, резьбовое взаимодействие. Альтернативно, между зубцами 54 и установочными отверстиями 58 может быть обеспечена посадка с натягом, прочность которой может быть увеличена посредством обеспечения ребристости, резьбы или другой текстуры на корневом участке зубца 54, выполненного с возможностью размещения в установочном отверстии 58.
В соответствии с фиг. 4, в этом варианте реализации изобретения, внешняя сторона каждой части 42 имеет сформированные заодно целое на расстоянии друг от друга в продольном направлении ребра 60, которые расположены в параллельных плоскостях. Посредством гладких и прямых поверхностей первой и второй выемок 44, 46 нагрузка зажима распределена на изделия, выполненные с возможностью соединения посредством фиксатора 40, а участок контакта между частями 42 и изделиями максимально увеличен для обеспечения равномерного распределения контактного давления.
В соответствии с фиг. 4 и 5, внешняя сторона каждой части 42 имеет первую выпуклую частично цилиндрическую конструкцию 62, которой образована внешняя сторона первой выемки 44. Центр радиуса кривизны первой конструкции 62 расположен на одной оси кривизны с первой выемкой 44. Нижний конец первой конструкции 62 расположен на обратной стороне нижней поверхности 50 в образованных на расстоянии друг от друга в продольном направлении участках 64 утолщения, которые соответственно имеют отверстие 56 и зубец 54, выполненный с возможностью размещения в параллельном установочном отверстии 58. Ребра 60 проходят от первой конструкции 62 между участками 64 утолщения.
Вторая выпуклая частично цилиндрическая конструкция 66 расположена на внешней стороне второй выемки 46. Центр радиуса кривизны второй конструкции 66 расположен на одной оси кривизны со второй выемкой 46. Каждый из образованных на расстоянии друг от друга в продольном направлении участков 68 утолщения проходит от обратной стороны центральной поверхности 48 до обратной стороны верхней поверхности 52. Один из участков 68 утолщения имеет два отверстия 56; другой имеет два зубца 54, выполненных с возможностью размещения в параллельных установочных отверстиях 58. Ребра 60 проходят от второй конструкции 62 между участками 68 утолщения.
Посредством ребер 60 обеспечивается укрепление частей 42 с минимальным использованием материала, при этом сохраняя возможность полезной деформации. Они также исключают послелитьевое искривление частей 42. Участки 64, 68 утолщения обеспечивают дополнительную прочность в ключевой поверхности контакта частей 42 посредством зубцов 54 и отверстий 56. Участками 64, 68 утолщения обеспечено достаточное количество материала вокруг отверстий 56 под зубцы; ими также обеспечена прямая внешняя поверхность, параллельная центральной продольной плоскости фиксатора 40, что способствует приложению направленной внутрь нагрузки к частям 42 при сборке фиксатора 40.
Продольные пазы 70 образованы на верхней и нижней сторонах 72, 74 каждой части 42, при этом каждый из них проходит параллельно и на незначительном расстоянии от нижней поверхности 50 и верхней поверхности 52. Пазы 70 являются элементами удержания для удержания частей 42 в устройстве сборки до сжатия частей 42 вместе вокруг первой и второй труб 14, 28 или других элементов для сборки фиксатора 40.
На краях и углах частей 42 использованы желоба и закругления для минимизации концентраций нагрузки, а также для обеспечения подходящих заборных частей для автоматизированного управления, например, в ковшах и на роликах устройств сборки.
Во втором варианте реализации изобретения, изображенном на фиг. 7, фиксатор 76 для размещения одного элемента на другом имеет две идентичные части 78, каждая из которых имеет образованные на расстоянии друг от друга в продольном направлении ребра 80, расположенные в пределах первой выемки 82 и второй выемки 84. Первая выпуклая частично цилиндрическая конструкция 86 на внешней стороне первой выемки 82 и вторая выпуклая частично цилиндрическая конструкция 88 на внешней стороне второй выемки 84 в целом гладкие. Преимущество этого варианта заключается в улучшенном захвате изделий, соединенных посредством фиксатора 76, внутренними ребрами 80; ими усилено трение посредством увеличения зажимного давления на единицу площади и обеспечена механическая поверхность контакта посредством местного закрепления в оболочку изделий.
Части 78 второго варианта реализации также имеют углубления 90 в форме кармана между участками утолщения в центральной поверхности 92 и нижней поверхности 94 для уменьшения использования материала без значительного понижения прочности.
Подобное углубление 96 образовано между участками утолщения на внешней стороне нижней поверхности 94.
Другие элементы второго варианта реализации, такие как зубцы 54 и пазы 70, функционально соответствуют этим элементам первого варианта реализации; подобные элементы обозначены подобными позициями.
На фиг. 8 чертежей изображены части 42 первого варианта реализации, сжатые вместе поверхностью к поверхности вокруг первой и второй труб 14, 28 для сборки фиксатора 40, которым соединены и отделены трубы 14, 28 в конфигурации с размещением одного элемента на другом. Части 74 второго варианта реализации функционируют сходным образом. Обеспечивается возможность непрерывного перемещения или периодической остановки труб 14, 28 при сборке фиксатора 40.
Дальние концы зубцов 54 на каждой поверхности изначально расположены в отверстиях 56 в составляющих поверхностях противоположных частей 42. Затем, направленное внутрь давление, прикладываемое к плоским внешним поверхностям участков 64, 68 утолщения, обозначенное указателями Р на фиг. 8, обеспечит сжатие частей 42 вместе, по мере углубления зубцов 54 в отверстия 56.
В соответствии с видом в поперечном сечении фиксатора в собранном состоянии на фиг. 9, полуцилиндрическими первыми выемками 44 противоположных частей 42 образовано в целом круглое ограниченное пространство для первой трубы 14, а полуцилиндрическими вторыми выемками 46 противоположных частей 42 образовано в целом круглое ограниченное пространство для второй трубы 28. Вторая труба 28 расположена на расстоянии высоты центральной поверхности 48 от первой трубы 14.
При полном сжатии частей 42 вместе, контакт между поверхностями 48, 50, 52 и их составляющими противоположной части 42 не обязателен. В действительности, предпочтительно незначительное отдаление по меньшей мере одной из поверхностей 48, 50, 52 после сборки, так как при полном контакте поверхностей 48, 50, 52 на обеих сторонах зажатой трубы 14, 28 не будет обеспечено приложение дополнительного усилия зажима к трубе 14, 28, зажатой между частями 42.
Упругость частей 42 обеспечивает плотное прилегание вокруг первой и второй труб 14, 28 и продолжительное приложение усилия зажима к трубам 14, 28. Это способствует исключению перемещения фиксатора 40 относительно труб 14, 28 на протяжении периода эксплуатации трубопровода с размещением одного элемента на другом, вдоль осевого направления труб 14, 28 или по окружности труб 14, 28. Это также способствует исключению относительного перемещения между трубами 14, 28, такого как отделение за пределы расстояния, заданного фиксатором 40.
Усилие вставки и перемещение вставки могут быть легко измерены для предположения о достаточном сопротивлении отделению частей 42, что в противном случае может привести к ослаблению или неумышленной разборке фиксатора 40 вследствие выведения зубцов 54 из отверстий 56. Результаты тестов, такие как описанные далее, могут быть использованы для разработки нормы для усилия вставки и перемещения вставки, в результате чего может быть обеспечено достаточное сопротивление отделению частей 42.
После сборки фиксатор 40 перемещают далее в технологической цепочке посредством выброса за борт или спуска труб 14, 28 справа налево, в соответствии с изображением на фиг. 8, благодаря чему обеспечивается возможность сборки следующего фиксатора 40 из других частей 42, расположенных ранее предыдущего фиксатора 40 в технологической цепочке.
Фиксатор, в соответствии с изобретением, выполнен с возможностью сборки посредством в целом автоматизированного процесса, способствующего увеличению скорости, усилия зажима и безопасности. Предпочтительно, отсутствует необходимость в окружении первой и второй труб посредством лямок, в результате чего исключена неудобная и требующая много времени операция, которую трудно автоматизировать и которая не обеспечивает прогнозируемое усилие зажима. Вместо этого, части соединены в качестве двух половинок с противоположных сторон труб и прочно собраны посредством простой операции прессовой посадки, обеспечивающей прогнозируемые и поддающиеся легкой проверке результаты.
Рассмотрим варианты зубца, в соответствии с фиг. 10-14 чертежей, на которых изображены различные профили, которые могут быть использованы для задания параметров усилий вставки и выведения.
Каждый вариант 54А-54D зубца в соответствии с фиг. 10-13 имеет три участка: корневой участок 98 на ближнем конце; сужающийся участок 100 выравнивания на дальнем конце; и стержневой участок 102, расположенный между корневым участком 98 и участком 100 выравнивания. Вариант 54Е зубца, в соответствии с фиг. 14, имеет только корневой участок 98 на ближнем конце и стержневой участок 102 на дальнем конце, хотя дальний конец стержневого участка 102 имеет незначительно конусообразную форму для способствования выравниванию с отверстием 56 части 42, 74.
Корневой участок 98 каждого зубца 54А-54Е выполнен с возможностью взаимодействия с установочным отверстием 54 части 42, 74. В соответствии с предыдущим описанием, корневой участок 98 может иметь резьбу или другую текстуру; например, ребристый корневой участок 98 зубца 54Е, в соответствии с фиг. 14. Также возможно формование части 42, 74 вокруг корневого участка 98, при этом участок зубца 54А-54Е будет выступать из формы.
Сужающийся участок 100 выравнивания на дальнем конце каждого зубца 54А-54D и конусообразный дальний конец зубца 54Е способствуют размещению и выравниванию зубцов 54А-54Е в отверстиях 56 в составляющих поверхностях противоположных частей 42, 74, до сжатия частей 42, 74 посредством направленного внутрь давления, обеспечивающего углубление зубцов 54А-54Е в отверстия 56.
Зубцы 54А-54Е отличаются профилями их стержневых участков 102, которые использованы для задания параметров усилий вставки и выведения при взаимодействии с отверстиями 56 противоположных частей 42, 74.
Стержневой участок 102 зубца 54А по фиг. 10 имеет прямую цилиндрическую поверхность для посадки с натягом в отверстии 56. Стержневые участки 102 зубцов 54В-54Е по фиг. 11-14 имеют форму или текстуру для усиления посадки с натягом в отверстии 56. Тестированием показано преимущество такой формы или текстуры, которая может быть необходима для обеспечения удовлетворительных нагрузок вытягивания.
Каждый из стержневых участков 102 зубцов 54В и 54С по фиг. 11 и 12, соответственно, имеет ребристую, или гребенчатую поверхность, которая имеет расположенные по окружности радиально выступающие гребни, или ребра 104, равноудаленные вдоль стержневого участка 102. Каждое ребро 104 имеет обращенную в дальнем направлении наклонную поверхность 106, имеющую форму усеченного конуса, и обращенный в ближнем направлении заплечик 108, поперечное цилиндрической поверхности стержневого участка 102. Наклонная поверхность 106 наклонена под углом, номинально составляющим 30° относительно продольной оси зубца 54В, 54С; а высота каждого ребра 104 составляет, приблизительно, 0,5 мм и образует часть диаметра всего стержня, который номинально составляет 12 мм. Предпочтительно, посредством направленности, обеспеченной наклонными поверхностями 106 и заплечиками 108, увеличены нагрузки вытягивания без соответственного увеличения нагрузок вталкивания.
Зубцы 54В и 54С отличаются шагом ребер 104, ребра 104 зубца 54В по фиг. 11 расположены с большими промежутками, чем ребра зубца 54С по фиг. 12. Например, шаг ребер 104 зубца 54В может составлять 5 мм, а шаг ребер 104 зубца 54С может составлять 3 мм.
Стержневой участок 102 зубца 54D по фиг. 13 приведен в качестве примера резьбового профиля, в этом случае с американской трапецеидальной резьбой 110, число витков резьбы которой составляет, например, 12, 16 или 20 на один дюйм (25,4 мм). Также возможны другие резьбы и шаги, например М12×1.75. Стержневой участок 102 с
резьбой не используют для резьбового взаимодействия с отверстием 56, а в качестве легкой в изготовлении текстуры с высокими захватными свойствами для увеличения прочности плотной посадки между зубцом 54D и отверстием 56.
Зубец 54Е по фиг. 14 имеет сходный ребристый профиль на его стержневом участке 102, аналогично зубцам 54В и 50С по фиг. 11 и 12, на этом примере шаг между ребрами 104 составляет 3 мм, аналогично шагу между ребрами зубца 54С. Корневой участок 98 зубца 54Е также имеет ребристый профиль с аналогичным стержневому участку 102 шагом между ребрами 104, однако наклонные поверхности 106 и заплечики 108 ребер 104 обращены в противоположном направлении. Зубец 54Е, таким образом, симметричен относительно поперечной плоскости на его продольной средней точке.
Возможные альтернативные профили для стержневого участка 102 включают круглый стержневой профиль, арматурный профиль, имеющий спиральную или закрученную форму, и отделку с насечками. Однако сочетание арматурного профиля и отделки с насечками нежелательно в связи с высокими нагрузками вталкивания и низкими нагрузками вытягивания.
Профили зубцов 54А-54Е, изображенные на фиг. 10-14, и альтернативные профили, описанные ранее, были тестированы посредством вталкивания в и вытягивания из отверстия, образованного в цилиндрических пробных прототипах в форме шайб, имеющих круглое поперечное сечение, изготовленных из нейлона 6,6, имитирующих формованный корпус части 42, 74. Отверстие проходит по осевой сквозь шайбу и образовано по центру круглой поверхности шайбы. Шайбы, диаметр которых составляет 30 мм и 60 мм поперек круглой поверхности, были использованы при тестировании для имитации различного количества пластической массы вокруг зубца на различных участках части 42, 74. Толщина шайб, диаметр которых составляет 30 мм, равняется 50 мм, а толщина шайб, диаметр которых составляет 60 мм, равняется 60 мм.
Зубцы 54А-54Е были втолкнуты в шайбы до полного взаимодействия стержневых участков 102, при этом ближние корневые участки 98 выступают из шайб. В каждом случае была зарегистрирована пиковая нагрузка вталкивания. Затем зубцы 54А-54Е были вытянуты из шайб посредством приложения растягивающей нагрузки из выступающих корневых участков 98. В каждом случае была зарегистрирована пиковая нагрузка вытягивания.
Результаты этих тестов указаны в прилагаемой таблице 1. Профилями зубца с наилучшими показателями являются зубцы 54С и 54Е, шаг между ребрами 104 которых составляет 3 мм, в соответствии с фиг. 12 и 14, и резьбовой зубец 54D, имеющий американскую трапецеидальную резьбу 110, число витков резьбы которой составляет 20 на один дюйм (25,4 мм), в соответствии с фиг. 13. Показатели ребристого зубца 54С по фиг. 12 превосходят показатели резьбового зубца 54D по фиг. 13, однако, недостаток ребристого зубца 54С заключается в нестандартном профиле, стоимость изготовления которого может превышать стоимость изготовления стандартного резьбового профиля.
Были тестированы различные альтернативы нейлона 6,6, включая акванил («Aquanyl», сополимер нейлона 6 и нейлона 12), производимый компанией Nylacast Ltd, и люкприн-дт 75D («LUCPREEN-DT 75D», полиуретановое изделие), производимый компанией LUC Group. Достоверность всех торговых марок подтверждена. Это всего лишь примеры материалов, которые имеют положительные результаты тестирования; также возможны другие материалы. Ключевыми условиями для выбора материала являются: стоимость; вес; достаточное количество материала навалом в местах сборки; чувствительность к допуску; легкость изготовления; взаимодействие с устройством сборки; и взаимодействие с трубами, или другими протяженными изделиями для зажатия в конфигурации с размещением одного элемента на другом.
На фиг. 15-17 чертежей изображены процедуры тестирования зажатия с использованием прототипов частей 112, в соответствии с изобретением. Прототипы частей 112 изготовлены посредством фрезеровки, а не формования, из нейлона 6,6 и не имеют укрепляющих ребер 60, 80, присутствующих в предыдущих вариантах реализации. Дополнительно, первая и вторая трубы 14, 28 расположены бок о бок в целях тестирования, хотя, в соответствии с описанием во введении, вторая труба 28 расположены в целом непосредственно над и/или за первой трубой 14 при эксплуатации.
В соответствии с фиг. 15-17, первая и вторая трубы 14, 28 проходят параллельно через круговую жесткую раму 114. Нижняя часть 112 расположена передним участком вверх и каждым концом опирается на несущие разделители 116 на нижнем участке рамы 114. Разнесенные трубы 14, 28 размещены в соответствующих первой и второй выемках 44, 46 нижней части 112.
Верхняя часть 112 расположена передним участком вниз над нижней частью 112. Первая и вторая выемки 44, 46 верхней части 112 расположены сверху первой и второй труб 14, 28, соответственно. Зубцы 54 каждой части 112 размещены в противоположных отверстиях 56 другой части 112.
Пара гидродомкратов 118, грузоподъемность каждого из которых номинально составляет 10 т, выполненных с возможностью воздействия на нижнюю сторону поперечного элемента 120 рамы 114, обеспечивает приложение нагрузки к верхней части 112 посредством стальных пластин 122. В результате этого обеспечивается введение верхней части 112 в более плотное взаимодействие с нижней частью 112 при углублении зубцов 54 в отверстия 56 и последующее зажатие трубы 14, 28 между частями 112. Домкраты 118 и пластины 122 выполнены с возможностью латерального перемещения вдоль нижней стороны поперечного элемента 120 для обеспечения приложения локализированных усилий к различным участкам верхней части 112.
На фиг. 15 изображено локальное приложение усилия одним из домкратов 118 к концу верхней части 112, расположенного вне второй выемки 46 верхней части 112. Этим обеспечено приложение сжимающей нагрузки на одной оси с противоположными верхними поверхностями 52 частей 112. Другим домкратом 118 обеспечено одновременное локальное приложение усилия к другому концу верхней части 112, расположенного вне первой выемки 44 верхней части 112. Этим обеспечено приложение сжимающей нагрузки на одной оси с противоположными нижними поверхностями 50 частей 112.
В отличие от этого, на фиг. 16 изображен упомянутый ранее домкрат 118 и его пластина 122, перемещенные для локального приложения усилия к центральному участку верхней части 112, в пределах его второй выемки 46. Этим обеспечено приложение сжимающей нагрузки на одной оси с противоположными центральными поверхностями 48 частей 112 между их первыми и вторыми выемками 44, 46.
На фиг. 17 изображена дополнительная возможность приложения сжимающей нагрузки одновременно ко всем троим противоположным парам поверхностей частей 112, а именно, центральной, нижней и верхней поверхностям 48, 50, 52. Это обеспечено посредством использования широкой пластины 124 под одним из домкратов 118 для охвата второй выемки 46 верхней части 112 и, таким образом, для распределения нагрузки, прикладываемой домкратом 118, между центральной и верхней поверхностями 48, 52. Сходным образом, другим домкратом 118 обеспечено локальное приложение усилия к другому концу верхней части 112, расположенного вне первой выемки 44 верхней части 112. Этим обеспечено приложение сжимающей нагрузки на одной оси с противоположными нижними поверхностями 50 частей 112.
Тестирования показали некоторые преимущества перемещения расположения приложения усилия вдоль частей 112 во время процесса зажима. Предпочтительно сжимать концевые участки частей 112 вместе, сначала в соответствии с фиг. 15 для расположения частей 112 относительно друг друга; затем, посредством дальнейшего приложения давления обеспечивается легкое зажатие, способствующее расположению частей 112 относительно труб 14, 28. В результате этого, обеспечивается сгибание частей 112 по направлению в длину с небольшим сгибом вследствие сопротивления зубцов 54 их центральных поверхностей 48 размещению в противоположных отверстиях 56. Последующим приложением усилия на одной оси с противоположными центральными поверхностями 48, в соответствии с фиг. 16, обеспечено сжатие средних участков частей 112 вместе, выпрямление изгиба и уплотнение нагрузки зажима на трубы 14, 28.
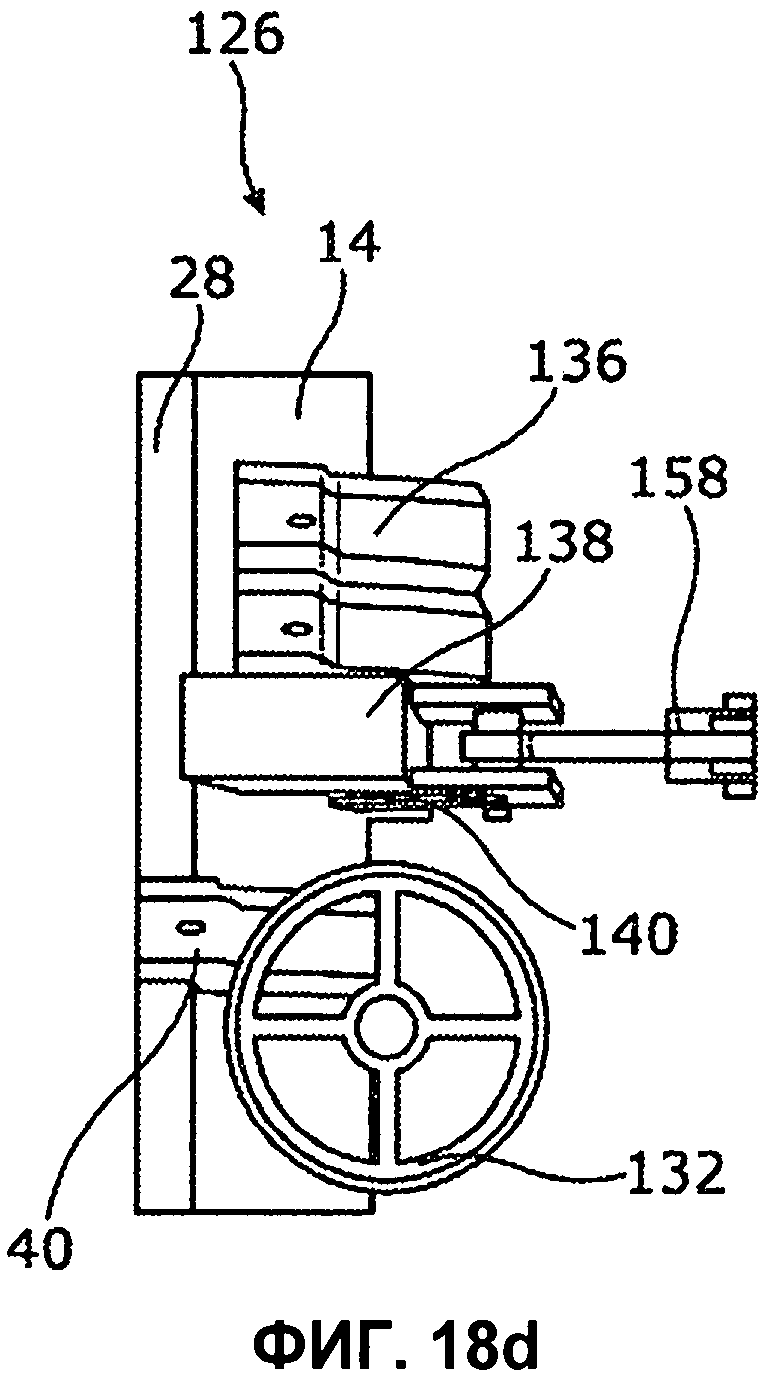
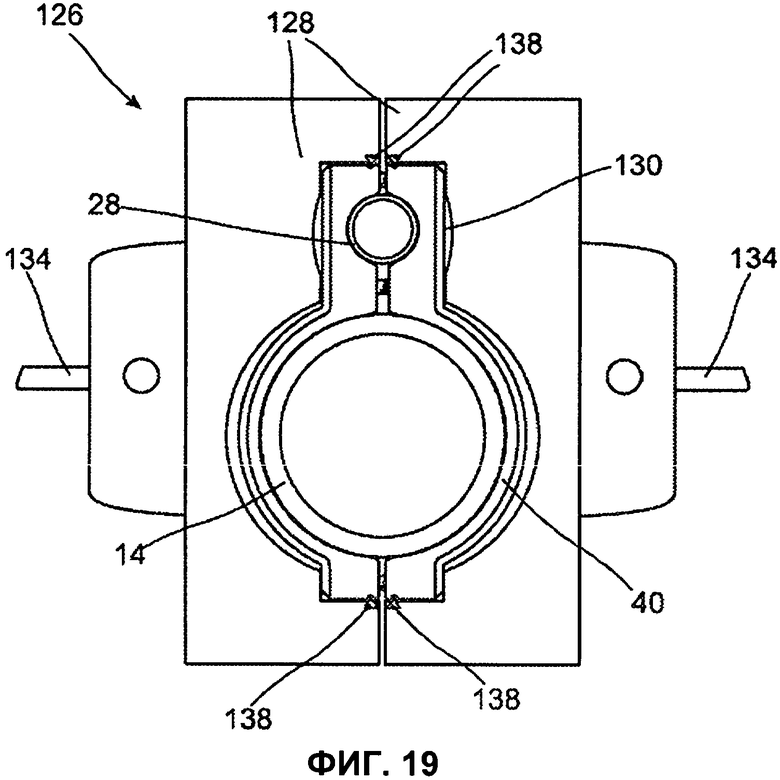
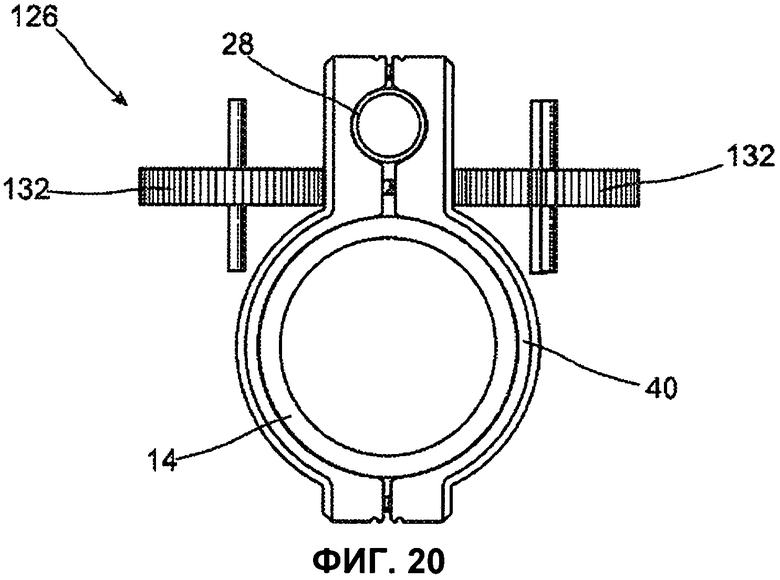
На фиг. 18а-18d, 19 и 20 изображено устройство 126 для удержания и освобождения частей 42 и для сборки фиксаторов 40 из частей 42 вокруг первой и второй труб 14, 28. На фиг. 18а-18d изображена только половина устройства 126, а на фиг. 19 и 20 изображено устройство 126 полностью. На фиг. 18а-18d трубы 14, 28 изображены в вертикальной ориентации, хотя они могут быть расположены под другими углами, в соответствии с предыдущим описанием. На фиг. 19 и 20 изображены горизонтальные поперечные сечения расположенных ранее и далее в технологической цепочке частей устройства 126.
Устройство 126 содержит противоположные зажимные губки 128, выполненные с возможностью возвратно-поступательного перемещения, каждая из которых имеет полость 130, образованную для размещения частей 42 в полости 130 противоположной зажимной губки 128, при этом его выемки 44, 46 обращены наружу из полости 130 к части 42. Устройство 126 также содержит прижимные ролики 132, расположенные после зажимных губок 128 в технологической цепочке, на одной оси с центральными поверхностями 48 частей 42. Прижимные ролики 132 выполнены с возможностью обратного поворота вокруг параллельных осей в плоскости, перпендикулярной трубам 14, 28. В соответствии со следующим далее описанием, этой конфигурацией с прижимными роликами 132, расположенными после зажимных губок 128 в технологической цепочке, обеспечена двухэтапная операция зацепления, преимущество которой доказано тестированием, в соответствии с фиг. 15-17, при поэтапном приложении сжимающих нагрузок к различным участкам частей 42.
Противоположное возвратно-поступательное перемещение зажимных губок 128 обеспечено гидравлическими приводами 134 двойного действия. Приводы 134 выступают для толкания зажимных губок 128 по направлению друг к другу посредством сборочного хода, в результате чего обеспечивается сжатие частей 42 вместе для образования фиксатора 40 вокруг труб 14, 28. При отведении приводов 134 посредством обратного хода обеспечивается оттягивание зажимных губок 128 от фиксатора 40 в сборе, а затем перемещение фиксатора 40 далее в технологической цепочке посредством выброса за борт или спуска труб 14, 28. Затем, зажимные губки 128 нагружают новыми частями 42 из комплекта 136 на этапе нагружения зажимной губки и возобновляют сборочный ход для сборки следующего фиксатора 40 на участке, расположенном на подходящем расстоянии ранее предыдущего фиксатора 40 в технологической цепочке.
В соответствии с фиг. 19, части 42 удержаны в зажимных губках 128 посредством блокировочных конструкций, имеющих форму гребней 138, образованных на концах полостей 130, выполненных с возможностью взаимодействия с пазами 70, образованными на концах частей 42. Упругость частей 42 обеспечивает возможность выведения пазов 70 из взаимодействия с гребнями 138 для освобождения из полостей 130 по окончании сборки фиксатора 40, а также удержание посредством зажимных губок 128 до этого момента. Направление пазов 70 и гребней 138 обеспечивает возможность начала перемещения частей 42 посредством скольжения из зажимных губок 128 при захвате частей 42 труб 14, 28 во время сборочного хода для обеспечения возможности непрерывного перемещения труб 14, 28 по мере прикрепления к ним фиксаторов 40. Дополнительно, направление пазов 70 и гребней 138 обеспечивает возможность удержания запаса частей 42 в комплекте 136, в соответствии с фиг. 18а - 18d, и скольжения удерживаемых в комплекте 136 частей 42 под воздействием сил гравитации, или их введения вниз во взаимодействие с соответствующей зажимной губкой 128 на этапе нагружения зажимной губки.
На фиг. 19 также показано плотное прилегание каждой полости 130 к соответствующей части 42 на участке, расположенном на одной оси с поверхностями 48, 50, 52. Этим обеспечено локальное приложение сжимающих нагрузок на участках введения зубцов 54 в противоположные отверстия 56 на этих поверхностях 48, 50, 52.
Вокруг частично цилиндрических конструкций 62, 66, соответствующих первой и второй выемкам 44, 46, образовано свободное пространство для обеспечения возможности прогиба частей 42 под нагрузкой при приложении частями 42 усилий зажима к трубам 14, 28.
Полости 130 имеют формы, обеспечивающие приложение давления преимущественно на концевые участки сегментов 42, вследствие чего противоположные части 42 изначально расположены относительно друг друга, а затем обеспечивается приложение легкого зажимного давления к трубам 14, 28. Это способствует расположению противоположных частей 42 относительно труб 14, 28 для дальнейших операций на образованном фиксаторе 40. В этом случае, полости 130 имеют формы, обеспечивающие размещение незначительного сгиба частей 42 вследствие сопротивления зубцов 54 их центральных поверхностей 48 размещению в противоположных отверстиях 56. Следовательно, части 42 не полностью введены во взаимодействие друг с другом при выведении фиксатора 40 из зажимных губок 128 и перемещении далее в технологической цепочке с трубами 14, 28. Наоборот, взаимодействие частей 42 обеспечено посредством сжатия частей 42 между прижимными роликами 132, расположенными после зажимных губок 128 в технологической цепочке.
Фиксаторы 40 с частично введенными во взаимодействие частями 42 могут быть расположены между прижимными роликами 132 посредством перемещения труб 14, 28, к которым они зажаты, при этом прижимные ролики 132 могут находиться в режиме бездействия и свободного хода. Альтернативно, перемещение по меньшей мере одного прижимного ролика 132 может обеспечивать перемещение фиксаторов 40 между ними. Прижимными роликами 132 обеспечено сжатие средних участков частей 42 вместе на одной оси с их центральными поверхностями 48 для уплотнения нагрузки зажима на трубы 14, 28.
Трубы 14, 28 и прикрепленные к ним фиксаторы 40 готовы для спуска в воду.
На фиг. 18а-18d изображена удерживающая собачка 140, удерживающая часть 42 в полости 130 зажимной губки 128 до введения части 42 во взаимодействие с противоположной частью 42, для сборки фиксатора 40 вокруг труб 14, 28. Удерживающая собачка 140 содержит гибкую заслонку, прикрепленную к зажимной губке 128, расположенную горизонтально и прямо посредством ее упругости перед сборочным ходом, в соответствии с изображением на фиг. 18а, и обеспечивающую опору части 42 в полости 130 зажимной губки 128 и комплекта 136 частей 42, расположенного выше. На фиг. 18b изображен сборочный ход, в котором часть 42 выдвинута посредством зажимной губки 128 для введения во взаимодействие с противоположной частью 42 (не показано на этом виде) и, следовательно, для захвата труб 14, 28. Затем обеспечивается совместное перемещение части 42 с трубами 14, 28 и ее выведение из полости 130 зажимной губки 128. Удерживающая собачка 140 выполнена с возможностью прогиба по направлению вниз для обеспечения возможности прохождения части 42, в соответствии с изображением на фиг. 18b и 18с, до упругого возврата в горизонтальное положение, в соответствии с изображением на фиг. 18d, при контакте собранного фиксатора 40 с прижимными роликами 132 для завершения введения его частей 42 во взаимодействие.
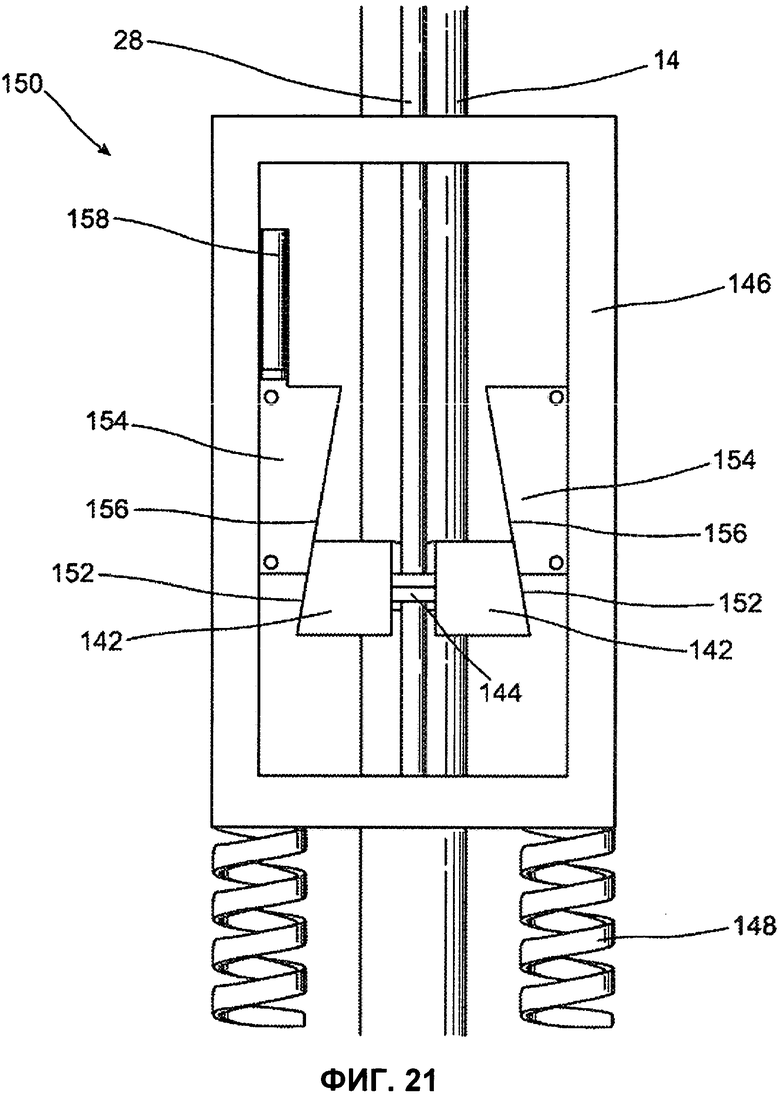
Устройство, в соответствии с изобретением, может иметь другие формы; на фиг. 21-23 чертежей изображены три дополнительных примера устройства. В каждом случае противоположные зажимные губки 142 выполнены с возможностью перемещения на соединительных стержнях 144, перпендикулярного относительно направления перемещения труб 14, 28 для сжатия противоположных частей 42 вместе для образования фиксатора 40 вокруг труб 14, 28. Зажимные губки 142 опираются на несущую раму 146, выполненную с возможностью возвратно-поступательного перемещения, расположенную вокруг труб 14, 28, что обеспечивает возможность взаимодействия частей 42 при продолжении перемещения труб 14, 28 в направлении выброса за борт или спуска.
При зацепляющем ходе несущая рама 146 выполнена с возможностью перемещения вниз от исходного положения в направлении перемещения труб 14, 28 при совместном перемещении зажимных губок 142 для введения во взаимодействие с частями 42. После введения частей 42 во взаимодействие для образования фиксатора 40 снизу зацепляющего хода обеспечено отделение зажимных губок 142 для освобождения фиксатора 40, а несущая рама 146 обратным ходом перемещена в направлении, противоположном перемещению труб 14, 28, назад в исходное положение.
Несущая рама 146 выполнена с возможностью пассивного перемещения посредством зацепляющего хода в результате удержания частей 42 зажимными губками 142, выполненными с возможностью захвата перемещающихся труб 14, 28. Альтернативно, перемещение несущей рамы 146 посредством зацепляющего хода может быть обеспечено приводными средствами, такими как гидравлический привод с направленным вниз действием, который не показан. Пружины 148, функционирующие в сжатом состоянии под несущей рамой 146, обеспечивают или способствуют перемещению несущей рамы 146 посредством обратного хода; разумеется, возможны и другие приводные средства, такие как гидравлический привод.
Зажимные губки 142 могут быть расположены для введения частей 42 в полное взаимодействие для образования фиксатора 40, хотя также возможно предоставление дополнительного укрепляющего устройства после несущей рамы 146 в технологической цепочке, например, пара прижимных роликов, сходных с роликами в устройстве 126, описанным ранее. Дополнительное укрепляющее устройство не указано на фиг. 21-23 для ясности. Подобным образом, удерживающая собачка, сходная с изображенной на фиг. 18а-18d, может быть применена к зажимной губке 142 для удержания части 42 в полости зажимной губки 142 до введения противоположных частей 42 во взаимодействие друг с другом для образования фиксатора 40 вокруг труб 14, 28.
Примеры, изображенные на фиг. 21-23, отличаются способом приведения в движение зажимных губок 142 относительно несущей рамы 146.
В устройстве 150, изображенном на фиг. 21, использованы противоположные наклонные поверхности 152, 156 для сжатия зажимных губок 142 вместе. В частности, внешние поверхности зажимных губок 142 имеют наклонные поверхности 152, сужающиеся по направлению внутрь и вверх, а на несущей раме 146 расположены наклонные фиксаторы 154, имеющие ответные наклонные поверхности 156, сужающиеся по направлению наружу и вниз. Наклонные фиксаторы 154 перемещены по направлению вниз относительно несущей рамы 146 посредством по меньшей мере одного гидравлического привода 158 для сжатия зажимных губок 142 вместе посредством воздействия скольжения криволинейных поверхностей наклонных поверхностей 152, 156.
Пружины или другие приводные средства (не показано) могут быть использованы для отталкивания зажимных губок 142 друг от друга в конце зацепляющего хода, или может быть обеспечена механическая связь между наклонными фиксаторами 154 и зажимными губками 142 для оттягивания зажимных губок 142 друг от друга в результате оттягивания наклонного фиксатора 154 вверх посредством привода 158 относительно несущей рамы 146.
В устройстве 160, изображенном на фиг. 22, зажимные губки 142 расположены на сходящихся стержнях 162 наклонной платформы, прикрепленных к несущей раме 146, которые расположены в параллельных парах на каждой зажимной губке 142, при этом стержни 162 наклонной платформы каждой пары расположены под наклоном по направлению внутрь и вниз. Гидравлический привод 158 обеспечивает перемещение зажимных губок 142 по направлению вниз относительно несущей рамы 146 вдоль стержней 162 наклонной платформы для сжатия зажимных губок 142 вместе при зацепляющем ходе. Предпочтительно, привод 158 двойного действия обеспечивает оттягивание зажимных губок 142 в исходное положение вдоль стержней 162 наклонной платформы при обратном ходе, отделяя зажимные губки 142, приводя их в состояние готовности для размещения следующих частей 142.
Преимущество устройства 160 по фиг. 22 заключается в том, что зажимные губки 142 выполнены с возможностью большего перемещения при зацепляющем ходе, в результате чего максимизирована скорость укладки труб. Это является следствием перемещения зажимных губок 142 относительно несущей рамы 146 в направлении перемещения труб 14, 28 при перемещении самой несущей рамы 146 в направлении перемещения труб 14, 28.
На фиг. 23 изображено устройство 164, в котором зажимные губки 142 собраны для возвратно-поступательного перемещения относительно несущей рамы 146 в направлениях, перпендикулярных направлению перемещения труб 14, 28. Возвратно-поступательное перемещение зажимных губок 142 обеспечено соответствующими гидравлическими приводами 158 двойного действия. Также возможно прикрепление зажимных губок 142 и приводов 158 к несущей раме 146 посредством промежуточной рамы (не показано), обеспечивающей возможность продольного перемещения зажимных губок 142 и приводов 158 относительно несущей рамы 146, для максимизации перемещения зажимных губок 142 в направлении перемещения труб 14, 28 при зацепляющем ходе.
Изобретение относится к системам для соединения по меньшей мере двух параллельных труб, кабелей или других протяженных элементов при выполнении морских работ, к примеру при укладке труб. Заявленный зажим (40) для размещения одного элемента на другом для подводной укладки по меньшей мере двух протяженных элементов с размещением одного элемента на другом, содержащий множество частей (42) зажима, расположенных вокруг для зажатия протяженных элементов, при этом каждая из частей зажима имеет по меньшей мере две в целом параллельные разнесенные выемки, выполненные имеющими форму для обеспечения частичного прохождения вокруг соответствующих протяженных элементов; и держатели (54), выполненные с возможностью удержания частей зажима вместе, когда они собраны таким образом, что обеспечено приложение частями собранного зажима усилий зажима к протяженным элементам в выемках. Технический результат - увеличение скорости соединения и укладки протяженных элементов. 5 н. и 23 з.п. ф-лы, 23 ил., 1 табл.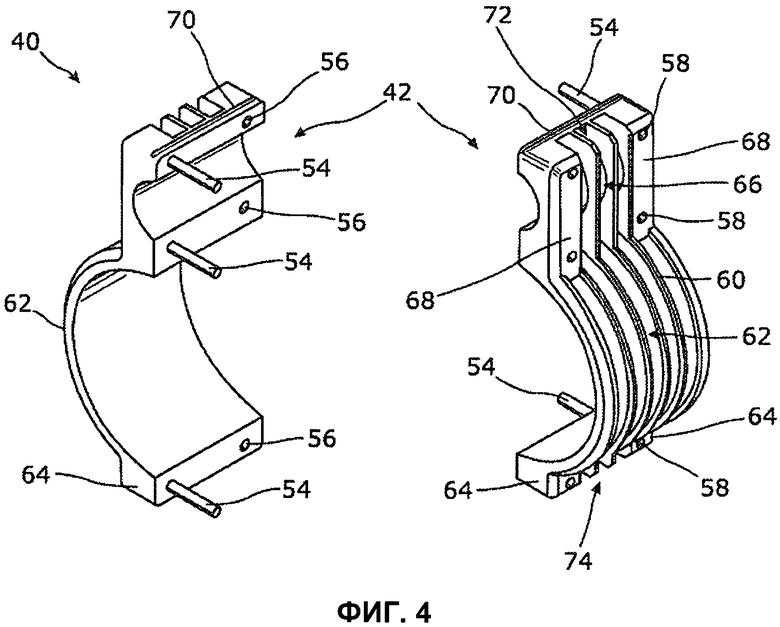
1. Зажим для размещения одного элемента на другом для подводной укладки по меньшей мере двух протяженных элементов с размещением одного элемента на другом, содержащий:
множество частей зажима, собранных с окружением и зажатием протяженных элементов, при этом каждая часть зажима имеет по меньшей мере две в целом параллельные взаимно разнесенные выемки, выполненные имеющими форму для обеспечения частичного прохождения вокруг соответствующих протяженных элементов из указанных протяженных элементов; и
держатели, удерживающие части зажима вместе в собранном состоянии таким образом, что собранные части зажима прикладывают усилия зажима к протяженным элементам в выемках,
в котором держатели являются охватываемыми крепежными деталями, расположенными на одной из множества частей зажима, причем охватываемые крепежные детали выполнены с возможностью размещения в ответных отверстиях, расположенных на другой из множества частей зажима посредством посадки с натягом, которая поддерживает усилия зажима посредством трения между охватываемыми крепежными деталями и внутренней поверхностью отверстий.
2. Зажим по п. 1, в котором держатели выполнены за одно целое с по меньшей мере одной из частей зажима.
3. Зажим по п. 1 или 2, в котором держатели выполнены с возможностью сборки частей зажима посредством прессовой посадки для приложения усилий зажима к протяженным элементам.
4. Зажим по п. 1 или 2, в котором держатели расположены на каждой стороне выемки части зажима в плоскости, поперечной продольному направлению выемки.
5. Зажим по п. 4, в котором по меньшей мере один держатель расположен вне каждой выемки и по меньшей мере один держатель расположен в пространстве между выемками.
6. Зажим по п. 1, в котором охватываемые крепежные детали являются зубцами с направленными стержневыми конструкциями для максимизации усилий вытягивания из отверстия относительно усилий вталкивания в отверстие.
7. Зажим по п. 6, в котором направленные стержневые конструкции содержат последовательность кольцевых ребер с обращенными в дальнем направлении наклонными поверхностями и обращенными в ближнем направлении заплечиками.
8. Зажим по п. 1, в котором охватываемые крепежные детали имеют резьбовые стержневые конструкции для взаимодействия с отверстиями.
9. Зажим по любому из пп. 1, 2, 5, 6-8, в котором части зажима в целом идентичны.
10. Зажим по любому из пп. 1, 2, 5, 6-8, в котором части зажима противоположно расположены с выемкой напротив выемки относительно по существу делящей пополам плоскости.
11. Зажим по п. 10, в котором выемки частей зажима взаимодействуют для образования трубчатых каналов для протяженных элементов, а общая плоскость по существу делит каналы пополам.
12. Зажим по любому из пп. 1, 2, 5, 6-8, 11, в котором по меньшей мере на одной стороне каждой выемки контакт между частями зажима ограничен контактом посредством держателей.
13. Зажим по любому из пп. 1, 2, 5, 6-8, 11, общее сечение которого остается по существу постоянным по внешней периферической форме при перемещении в продольном направлении от одной стороны к другой.
14. Часть зажима, выполненная с возможностью сборки с по меньшей мере одной другой частью для образования зажима для размещения одного элемента на другом для подводной укладки протяженных элементов с параллельным размещением одного элемента на другом, содержащая:
в целом параллельные взаимно разнесенные выемки, выполненные имеющими форму для обеспечения частичного прохождения вокруг соответствующих протяженных элементов из указанных протяженных элементов, и
держатели или конструкции взаимодействия с держателями для удержания части зажима напротив другой части зажима в собранном состоянии таким образом, что собранные части зажима прикладывают усилия зажима к протяженным элементам в выемках,
в которой держатели являются охватываемыми крепежными деталями, выполненными с возможностью введения во взаимодействие с отверстиями в ответной части зажима посредством посадки с натягом, а конструкции взаимодействия с держателями являются отверстиями, выполненными с возможностью размещения охватываемых крепежных деталей, расположенных на ответной части зажима посредством посадки с натягом, причем указанная посадка с натягом поддерживает усилия зажима посредством трения между охватываемыми крепежными деталями и внутренней поверхностью отверстий.
15. Часть зажима по п. 14, содержащая как охватываемые крепежные детали, так и отверстия.
16. Часть зажима по п. 15, в которой охватываемые крепежные детали и отверстия расположены на расстоянии друг от друга в продольном направлении.
17. Часть зажима по любому из пп. 14-16, в которой охватываемые крепежные детали проходят в направлении, по существу перпендикулярном внешней прижимной поверхности, для приложения направленного внутрь усилия сборки к части зажима.
18. Часть зажима по любому из пп. 14-16, дополнительно содержащая укрепляющие ребра, расположенные на расстоянии друг от друга в плоскостях, поперечных направлению выемки.
19. Часть зажима по п. 18, в которой ребра проходят поперек выемок.
20. Часть зажима по п. 18, в которой ребра проходят поперек внешней стороны, противоположной выемкам.
21. Часть зажима по любому из пп. 14-16, 19, 20, дополнительно содержащая удерживающие конструкции, выполненные с возможностью раскрепления в продольном направлении, в целом параллельном направлению выемок.
22. Зажим для размещения одного элемента на другом, содержащий части зажима по любому из пп. 14-21.
23. Способ зажатия протяженных элементов, размещаемых параллельно один на другом во время их подводной укладки, включающий:
сжатие вместе множества частей зажима вокруг протяженных элементов, чтобы осуществлять сборку зажима для размещения одного элемента на другом, прикладывающего усилия зажима к протяженным элементам; и
удержание частей зажима вместе для поддержания усилий зажима на протяженных элементах,
в котором части зажима сжаты вместе против сопротивления охватываемых крепежных деталей, расположенных на одной из множества частей зажима, для вставки в ответные отверстия, расположенные на другой из множества частей зажима, посредством посадки с натягом между охватываемыми крепежными деталями и отверстиями, которая удерживает части зажима вместе посредством трения между охватываемыми крепежными деталями и внутренней поверхностью отверстий для поддержания усилий зажима на протяженных элементах.
24. Способ по п. 23, включающий приложение усилия сборки локально к частям зажима на различных участках частей зажима в различное время.
25. Способ по п. 24, в котором каждая часть зажима имеет по меньшей мере две в целом параллельные взаимно разнесенные выемки, выполненные имеющими форму для обеспечения частичного прохождения вокруг соответствующих протяженных элементов из указанных протяженных элементов, а способ включает приложение усилия сборки к одной стороне выемки, а затем к ее другой стороне.
26. Способ по п. 25, включающий приложение усилия сборки вне выемок для сжимания вместе концов частей зажима с одновременным обеспечением центрального изгиба частей зажима при зажатии протяженных элементов и последующее приложение усилия между выемками для сжимания вместе центральных участков частей зажима для выполнения более плотным зажатия протяженных элементов.
27. Способ по любому из пп. 23-26, включающий обеспечение возможности перемещения частей зажима в продольном направлении при расположении протяженных элементов в направлении спуска, при этом обеспечивая их поперечное сжатие вместе вокруг протяженных элементов.
28. Устройство для размещения по меньшей мере двух протяженных элементов один на другом для подводной укладки, содержащее по меньшей мере один зажим по любому из пп. 1-13 или 22, содержащее по меньшей мере две части зажима по любому из пп. 14-21 или выполненное способом по любому из пп. 23-27.
| US 7861982 B1, опубл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| DE 202008013548 U1, опубл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| US 5975802, опубл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| WO 2010061280, опубл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| ПЕРЕДВИЖНАЯ УСТАНОВКА ДЛЯ ПРИГОТОВЛЕНИЯ И ПОДАЧИ ФЛЕГМАТИЗИРУЮЩЕГО СОСТАВА В ПОЛОСТИ УТИЛИЗИРУЕМЫХ ЗАРЯДОВ ИЗ СТРТ | 2005 |
|
RU2288205C1 |

