Изобретение относится к прокатному производству и может быть использовано при производстве листов и полос листопрокатных и широкополосных станах. Известен рабочий валок листопрокатной клети, концы бочки которого, с целью уменьшения поперечной разно- ТОЛ1ДИННОСТИ проката при обеспечении боковой устойчивости, вьшолнены в виде обратного конуса tlJ, Известен также листопрокатный валок, образующая бочки которого представляет собой вогнутую параболу с прямой посередине Недостатками указанньгх валков яв:1яется то, что при прокатке узких полос снижается устойчивость от бсковых смещений. Кроме того, использование указанных валков не обес печивает технологически необходимой для холодной прокатки стабильной, выпуклости (чечевицеобразности) профиля поперечного сечения узких полос,. . . Наиболее близким по технической сущности и достигаемому результату .к предлагаемому является рабочий.. валок листопрокатной клети, имекнций вогнутую криволинейную образующую бочки. Вогнутую криволинейную образующую бочки вьтолняют по закону квадратичной параболы. Величину вогнутости выбирают таким образом,чтобы с учетом, теплового расширения валка и его прогиба в процессе прокатки обеспечивался заданный, необходимый профиль поперечного сечения проката 3j. Однако при прокатке большого объема полос одной Ширины вследствие повышенного износа бочки валка в местах соприкосновения с кромками листов форма параболической образующей изменяется таким образом, что участок, бочки, соответствукяций ширине проката, становится цилиндрическим вплоть до выпуклого. Неравномерность износа по длине бочки обусловлена преобладанием износа участков бочки, соответствукнцих кромкам проката с более низкой температурой относитель но средней части. В результате поперечный профиль проката за период постановки рабочих валков резко измё няется от выпуклого (чечевицеобразно го) в начальный период до прямоуголь кого и вплоть до вогнутого по мере изйоса валков. При этом существенно ухудшается устойчивость узких полос на оси прокатки. Это приводит к соращению объема проката требуемой ширины в течение постановки валков или к дополнительной перевалке, т.е. к снижению производительности стана и увеличению расхода валков. Цель изобретения - улучшение формы поперечного сечения листов и поос и повьрение устойсивости процесса прокатки. Указанная цель достигается тем, что в рабочем валке листопрокатной клети, включакнцем бочку с профилированной вогнутой образующей, профиль образукнцей бочки выполнен по гиперболическому закону с отношением половины действительной оси гиперболы к величине максимальной вогнутости образующей, равным 0,1-3,0, в соответствии с формулой y-W,Ji.«-l|«(Mc.) LI где W - текущая величина вогнутости образующей бочки валка, мм; максимальная величина вогнутости на середине бочки валка, мм; . а - отношение половины действительной оси гиперболы к величине- максимальной вогвуТОСТИ}у .- текущая координата профилированной обраэукщей по длине бочки валка, MMJ, L - длина Профилированного участка бочки валка, мм, На чертеже показана форма вогнутой образующей, вьтолненной на длине L бочки /валка. Кривая 1 представляет собой гиперболу с отношением половины действительной оси к величине максимальной вогнутости а 0,1, кривая 2 г гиперболу с а « 3, а кривая 3 - квадратичную параболу, т,е, кривая 3 показывает профиль образующей бочки валка, используемого в качестве прототипа. При прокатке полос шириной В на валках с профилировкой, выполненных пго гиперболическому закону, в отличие от параболического разность между толпщной кромок исередины полосы больше на и,у (обра зукщая выполнена по кривой 1), либо
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий валок листопрокатного стана | 1983 |
|
SU1135507A1 |
| Рабочий валок листопрокатного стана | 1985 |
|
SU1306611A1 |
| РАБОЧИЙ ВАЛОК ЛИСТОПРОКАТНОЙ КЛЕТИ | 2004 |
|
RU2279326C2 |
| Способ профилирования рабочих валков листопрокатной клети | 1985 |
|
SU1268225A1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1537338A1 |
| Рабочий валок для прокатки полос и листов | 1987 |
|
SU1470376A1 |
| Валок клети листопрокатного стана | 1986 |
|
SU1340845A1 |
| Рабочий валок чистовой клети непрерывного листового стана горячей прокатки | 1986 |
|
SU1388126A1 |
| Прокатная клеть | 1990 |
|
SU1713697A1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1555003A1 |
РАБОЧИЙ ВАЛОК ЛИСТОПРОКАТНОЙ КЖТИ, включающий бочку с профилированной вогнутой образукицей, о т л и ч а ю щ и.и с я тем, что, с целью улучшения формы поперечного W ffMft fwfttmff) сечения листов и полос и повышения устойчивости процесса прокатки, профиль образующей бочки выполнен цо гиперболическому закону с отношением половины действительной оси гиперболы к величине максимальной вогнутости образукицей, равным 0,1-3,0, в соответствии с формулой 1 г , (-f+Za) ( Т ср где W /текущая величина вогнутости образующей бочки валка, мм; еГ максимальная величина вогнутости на середине бочки валка, мм; отношение половины действиа сл тельной оси гиперболы к величине максимальной вогнутости; текущая координата профилиу.рованной образующей по длине бочки валка, мм; длина профилированного участL ка бочки валка, мм.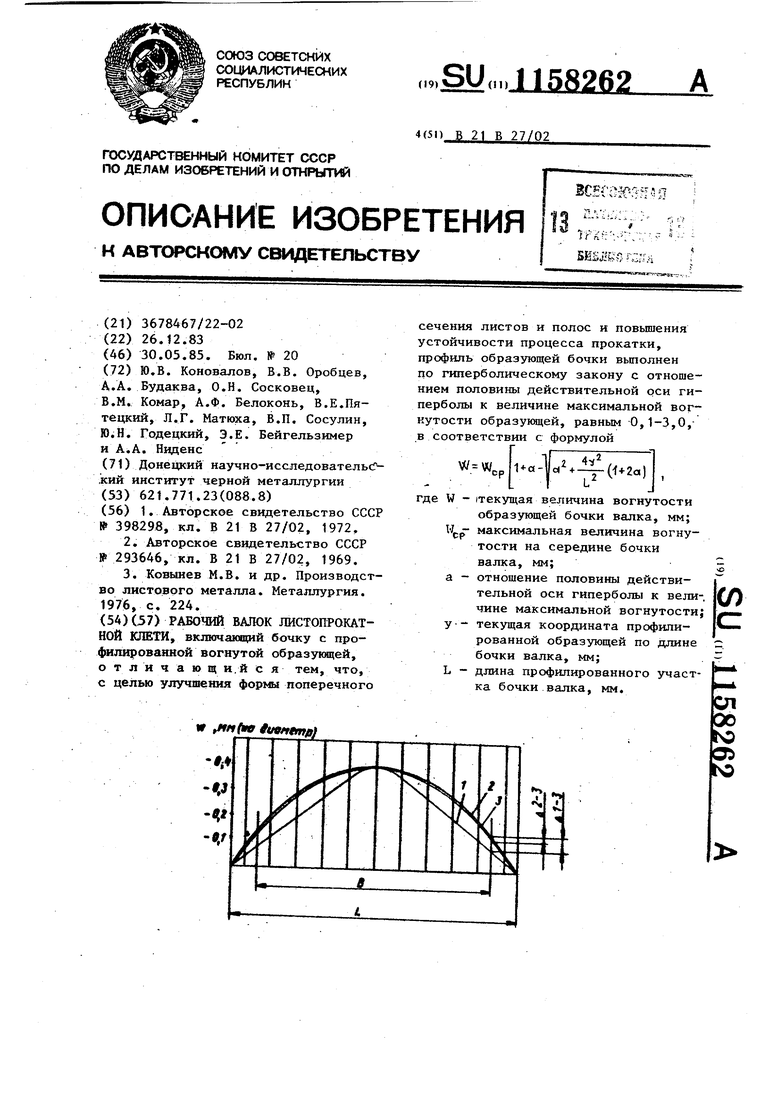
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| РАБОЧИЙ ВАЛОК ЛИСТОПРОКАТНОЙ КЛЕТИ | 0 |
|
SU398298A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| и др | |||
| Производство листового металла | |||
| Металлургия | |||
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| Фотореле для аппарата, служащего для передачи на расстояние изображений | 1920 |
|
SU224A1 |
