Перекрестная ссылка на родственные заявки
Настоящая заявка испрашивает приоритет, согласно закону 35 U.S.C. § 119(e), предварительной заявки 61/286,264 от 14 декабря 2009, полное содержание которой введено в описание настоящей ссылкой.
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу получения заэвтектоидного стального рельса с закаленной головкой. Кроме того, настоящее изобретение относится к заэвтектоидному стальному рельсу с закаленной головкой.
Уровень техники в области изобретения
Железные дороги США, особенно железные дороги класса 1 (BN, UP, CSX, NS, CP и CN), требуют высоких уровней твердости и увеличенной глубины области повышенной твердости в головке железнодорожного рельса для увеличения срока эксплуатации на путях (повышенная твердость дает лучшую износостойкость). Американская ассоциация по технологии и эксплуатации железных дорог (American Railway Engineering and Maintenance-of-Way Association, AREMA) является одной из признанных организаций, вводящих технические требования к рельсам в Северной Америке. Существует три типа рельсовой стали AREMA, основанных на минимальных свойствах: стандартная прочность, промежуточная прочность и высокая прочность. Минимальные свойства для каждого типа стали приведены в таблице ниже:
Твердость задается только для головки рельса. Вышеуказанные свойства, как они приводятся и измеряются здесь, испытываются в соответствии со стандартами AREMA, изложенными в AREMA Part 2, Manufacture of Rail (2007). Чтобы отвечать стандартам AREMA в отношении высокой прочности, рельс должен иметь полностью перлитную микроструктуру, причем по существу не допускается не отпущенный мартенсит. Обычно для высокопрочной рельсовой стали удлинение должно составлять 10% или больше, хотя относительно малое число (например, примерно 5 процентов) рельсов могут иметь удлинение менее 10%, но не ниже 9%.
Наиболее сложным в производстве сортом являются высокопрочные марки. Некоторые производители рельсов пытаются достичь требуемых свойств высокопрочной стали через ускоренное охлаждение рельса непосредственно в производственной линии после прокатного стана. Другие производители повторно нагревают рельс от температуры окружающей среды и затем применяют ускоренное охлаждение (автономный процесс). Способ охлаждения рельса называется закалкой головки. В США практикуемые в настоящее время способы охлаждения используют или распыление воды, чтобы охладить рельс, или воздухопроводы большого объема. Во всех процессах закалки головок рельс охлаждают с умеренной скоростью охлаждения, чтобы образовать тонкую перлитную микроструктуру и избежать образования не отпущенного мартенсита, который запрещен AREMA.
Помимо ускоренного охлаждения для развития малого межпластинчатого расстояния в перлите, известно добавление легирующих элементов в рельсовую сталь для повышения твердости. Традиционно в прошедшее десятилетие в США было принято использовать высокопрочную сталь с закаленной головкой, содержащую 0,80-0,84 вес.% C, 0,80-1,1 вес.% Mn, 0,20-0,40 вес.% Si и 0,20-0,25 вес.% Cr. Высокий уровень углерода, 0,80-0,84 вес.%, обеспечивает перлитную микроструктуру, и при этом уровне углерода сталь находится в или чуть выше эвтектоидной точки на двухфазной диаграмме железо-углерод. Углерод важен, так как образующаяся перлитная микроструктура содержит примерно 12 вес.% карбида железа (цементит) в форме пластинок, вложенных вдоль сторон с пластинками феррита (образование пластинчатой морфологии). Пластинки цементита обеспечивают твердость и износостойкость.
Уже давно известно, что дальнейшее повышение уровня углерода может дать повышенную твердость перлита, так как увеличивается объемная доля твердой фазы цементита. Однако когда сталь имеет уровень углерода выше эвтектоидной точки, цементит может образовываться на границах бывших аустенитных зерен. Эта форма цементита называется проэвтектоидным цементитом, а сталь обозначается как заэвтектоидная сталь. В заэвтектоидных сталях может произойти снижение пластичности, если на границах бывших аустенитных зерен образуется непрерывная сетка проэвтектоидного цементита, что делает сталь хрупкой и неприемлемой в качестве железнодорожного рельса.
Сущность изобретения
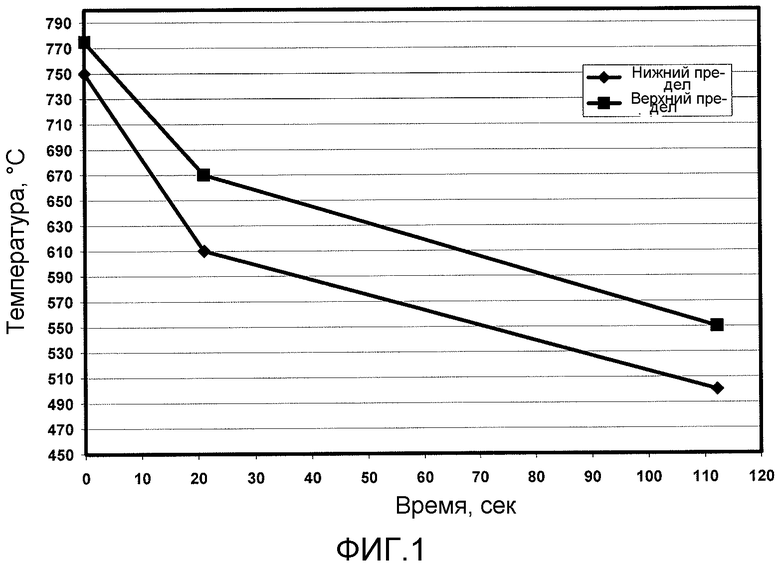
Первым объектом изобретения является способ получения заэвтектоидного стального рельса с закаленной головкой, характеризующийся закалкой головки стального рельса, имеющего состав, включающий по меньшей мере 0,86-1,00 вес.% углерода, 0,40-0,75 вес.% марганца, 0,40-1,00 вес.% кремния, 0,05-0,15 вес.% ванадия, 0,015-0,030 вес.% титана и достаточно азота, чтобы реагировать с титаном с образованием нитридов титана. Закалка головки проводится при скорости охлаждения, которая, если ее изобразить на графике в координатах x и y, где ось x означает время охлаждения в секундах, а ось y означает температуру, в градусах Цельсия, поверхности головки стального рельса, удерживается в диапазоне между графиком верхней границы скорости охлаждения, задаваемым верхней линией, соединяющей координаты xy (0 с, 775°C), (20 с, 670°C) и (110 с, 550°C) и графиком нижней границы скорости охлаждения, задаваемым нижней линией, соединяющей координаты xy (0 с, 750°C), (20 с, 610°C) и (110 с, 500°C).
Согласно второму аспекту изобретения, дается способ получения заэвтектоидного стального рельса с закаленной головкой. Способ характеризуется закалкой головки стального рельса, имеющего состав, включающий по меньшей мере 0,86-1,00 вес.% углерода, 0,40-0,75 вес.% марганца, 0,40-1,00 вес.% кремния, 0,05-0,15 вес.% ванадия, 0,015-0,030 вес.% титана и достаточно азота, чтобы реагировать с титаном с образованием нитрида титана. Закалка головки проводится с такой скоростью охлаждения, которая, если ее изобразить на графике в координатах x и y, где ось x означает время охлаждения в секундах, а ось y означает температуру, в градусах Цельсия, поверхности головки стального рельса, удерживается в диапазоне между графиком верхней границы скорости охлаждения, задаваемым верхней линией, соединяющей координаты xy (0 с, 775°C), (20 с, 670°C) и (110 с, 550°C) и графиком нижней границы скорости охлаждения, задаваемым нижней линией, соединяющей координаты xy (0 с, 750°C), (20 с, 610°C) и (110 с, 500°C). Скорость охлаждения в период от 0 секунд до 20 секунд, изображенная на графике, имеет среднее значение в пределах 5-10°C/с, а скорость охлаждения за период с 20 секунд до 110 секунд, изображенная на графике, больше, чем сравнимая скорость воздушного охлаждения.
В третьем аспекте изобретения предлагается способ получения заэвтектоидного стального рельса с закаленной головкой. Согласно этому аспекту, состав стального рельса формируется при температуре от примерно 1600°C до примерно 1650°C путем последовательного добавления марганца, кремния, углерода, алюминия, а затем титана и ванадия в любом порядке или в комбинации, чтобы получить состав стального рельса, включающий по меньшей мере 0,86-1,00 вес.% углерода, 0,40-0,75 вес.% марганца, 0,40-1,00 вес.% кремния, 0,05-0,15 вес.% ванадия, 0,015-0,030 вес.% титана и достаточно азота, чтобы реагировать с титаном с образованием нитрида титана. Затем проводится закалка головки стального рельса при такой скорости охлаждения, которая, если ее изобразить на графике в координатах x и y, где ось x означает время охлаждения в секундах, а ось y означает температуру, в градусах Цельсия, поверхности головки стального рельса, удерживается в диапазоне между графиком верхней границы скорости охлаждения, задаваемым верхней линией, соединяющей координаты xy (0 с, 775°C), (20 с, 670°C) и (110 с, 550°C) и графиком нижней границы скорости охлаждения, задаваемым нижней линией, соединяющей координаты xy (0 с, 750°C), (20 с, 610°C) и (110 с, 500°C).
Другие аспекты изобретения, включая устройства, системы, изделия, составы, способы и подобное, которые составляют часть изобретения, станут более понятными при изучении следующего подробного описания примеров осуществления и при рассмотрении чертежей.
Краткое описание чертежей
Приложенные чертежи введены в описание и составляют его часть. Чертежи вместе с приведенным выше общим описанием и подробным описанием примеров осуществления и указанных ниже способов служат для объяснения принципов изобретения. На этих чертежах:
Фиг. 1 является графиком в координатах x и y с осью x, показывающей время охлаждения в секундах, и осью y, представляющей температуру, в градусах Цельсия, поверхности стального рельса, причем верхний предел температуры задается охлаждением с 775°C до 670°C за период 20 секунд (при 5,3°C/с) и с 670°C до 550°C за последующие 90 секунд (при скорости 1,3°C/с), а нижний предел температуры задается охлаждением с 750°C до 610°C за период 20 секунд (при 7,0°C/с) и с 610°C до 500°C за период 90 секунд (1,2°C/с).
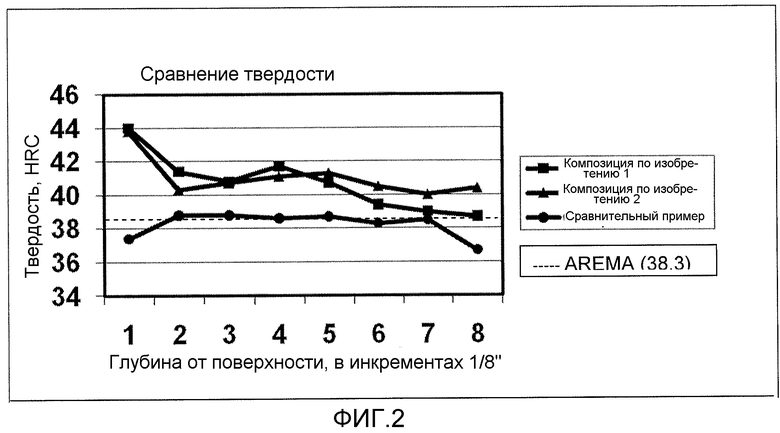
Фиг. 2 является графиком, показывающим сравнение профиля твердости вдоль вертикальной средней линии головки рельса. Каждая точка на графике представляет результат измерения твердости с инкрементом 1/8" ("=дюймы) от верхней поверхности. Горизонтальная пунктирная линия показывает минимально допустимую, согласно AREMA, твердость 38,3 HRC (370 HB).
Фиг. 3 есть схематическое изображение машины для закалки головки, показывающее размещение независимых секций охлаждения и пирометров согласно одному варианту осуществления изобретения.
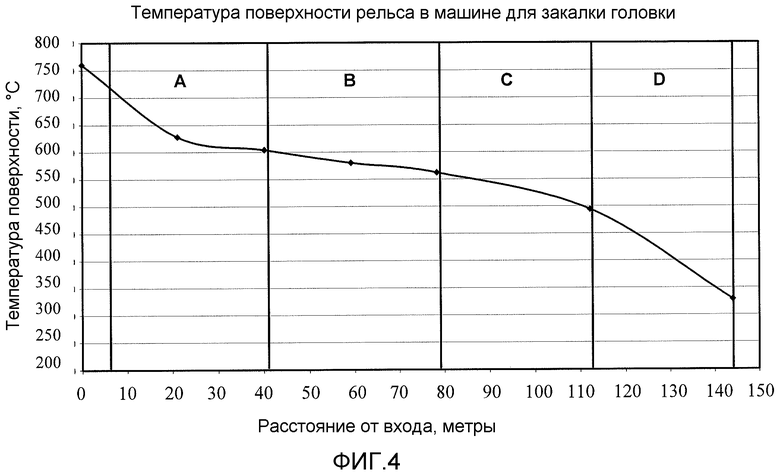
Фиг. 4 есть график, показывающий данные пирометра для рельса, проходящего через машину для закалки головки с фиг. 3. Показаны четыре секции машины. Как можно видеть, скорость охлаждения замедляется при примерно 650°C, так как при превращении аустенита в перлит выделяется тепло. Скорость охлаждения при переходе в превращение составляет 7,3°C/с.
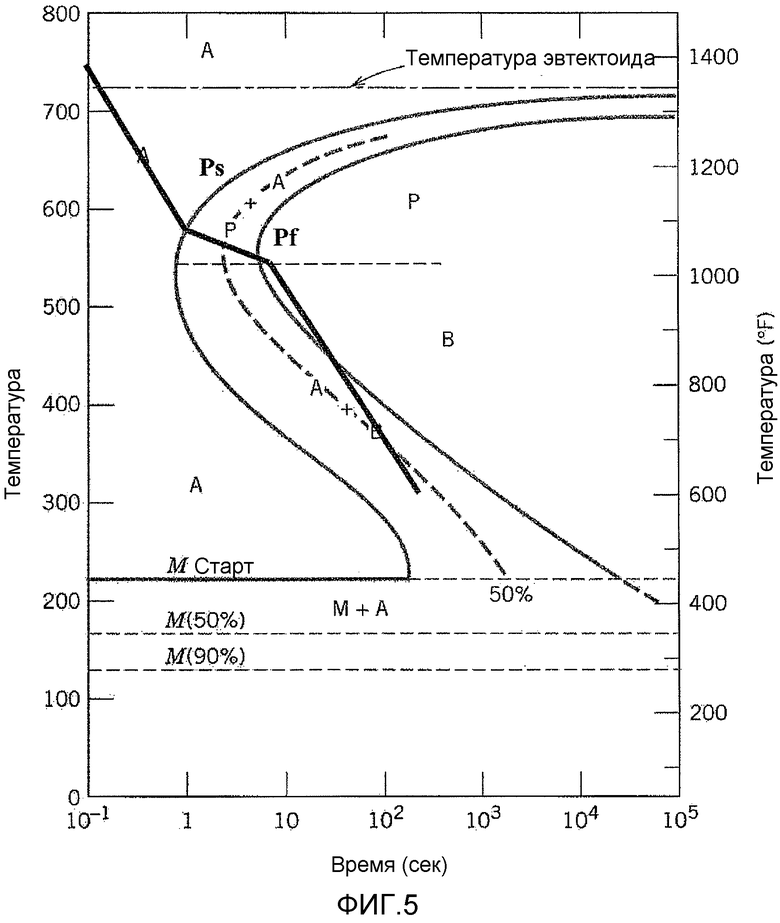
Фиг. 5 является графиком, показывающим диаграмму превращений при непрерывном охлаждении (CCT) или диаграмму изотермического превращения (TTT) эвтектоидной стали (0,8% C). Горизонтальная пунктирная линия при 540°C отделяет перлитное превращение (P) от бейнитого превращения (B). Сплошные прямые линии показывают гипотетическую кривую охлаждения (как линия, показанная на фигуре 4), где рельс охлаждается через "нос" на CCT-диаграмме. Ps и Pf показывают кривые для начала и для конца для перлита, соответственно.
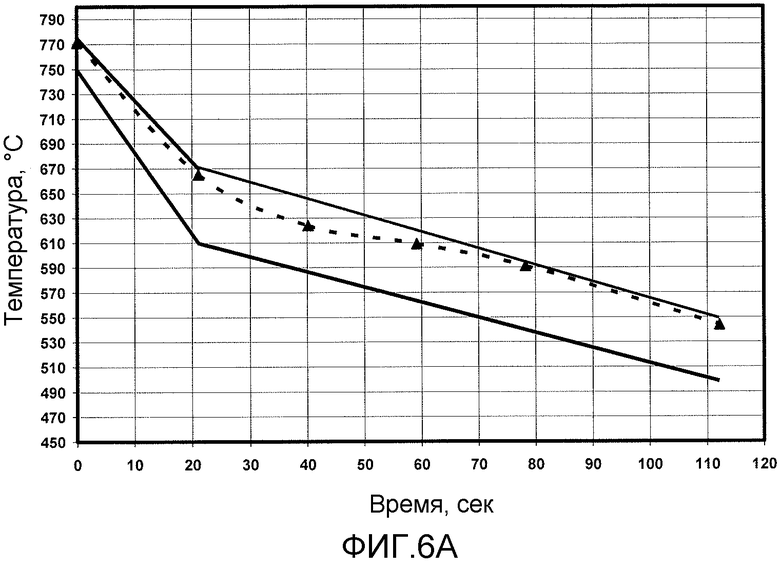
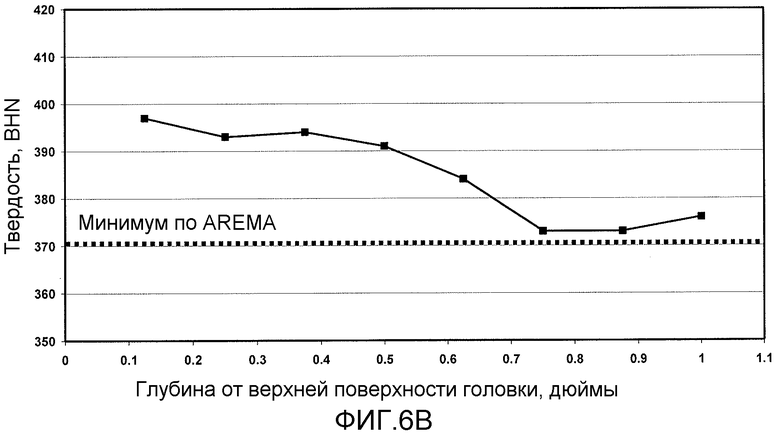
Фиг. 6A есть графическое представление процесса закалки головки в соответствии с вариантом осуществления изобретения, а фиг. 6B показывает распределение измеренных характеристик твердости для этого варианта осуществления.
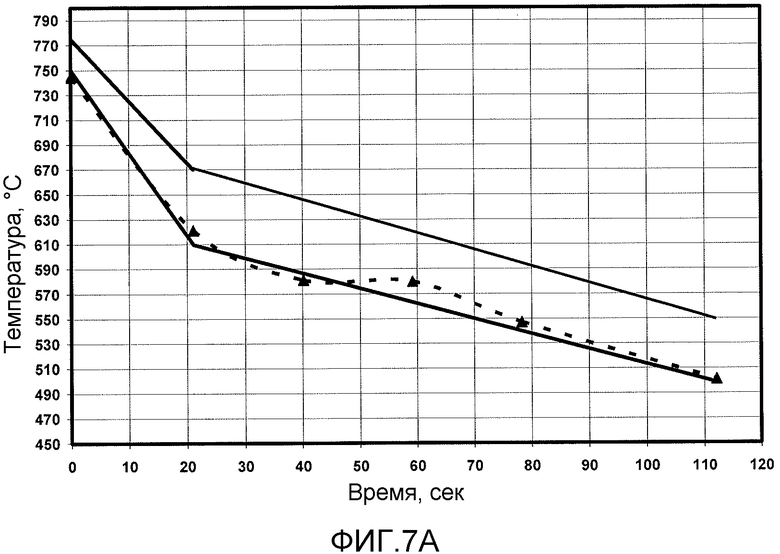
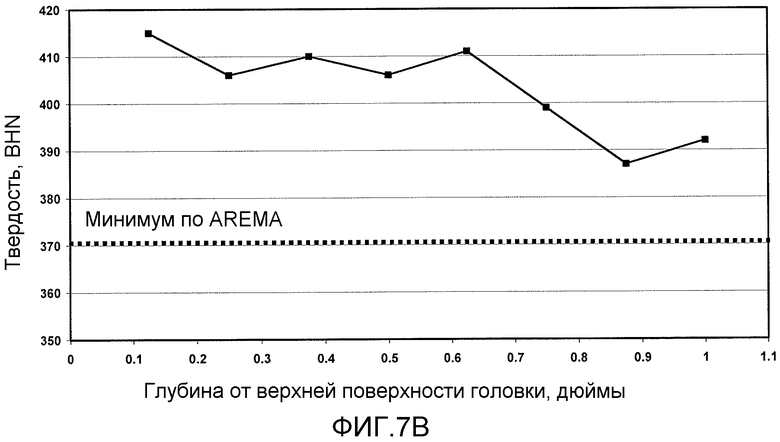
Фиг. 7A есть графическое представление процесса закалки головок в соответствии со сравнительным примером, а фиг. 7B показывает распределение измеренных характеристик твердости для этого сравнительного примера.
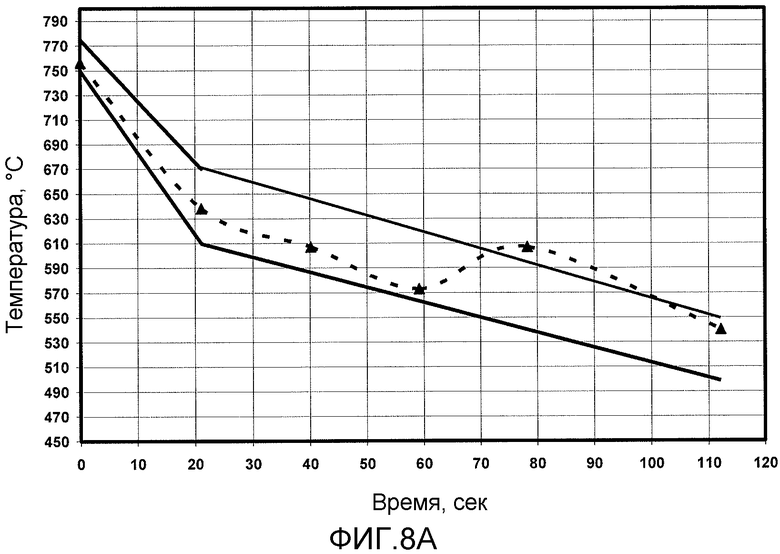
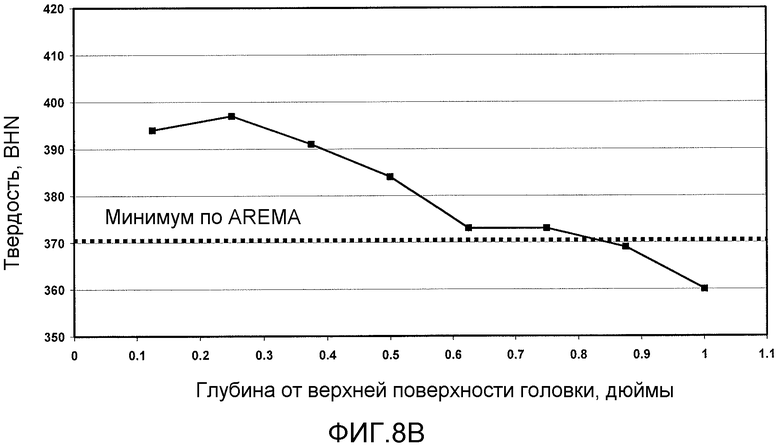
Фиг. 8A есть графическое представление процесса закалки головок в соответствии с одним сравнительным примером, а фиг. 8B показывает распределение измеренных характеристик твердости для этого сравнительного примера.
Фиг. 9 показывает сечение головки рельса согласно варианту осуществления изобретения.
Подробное описание примеров воплощений и способов
Обратимся теперь подробно к примерам осуществления и способам согласно изобретению, какие проиллюстрированы на приложенных фигурах, где одинаковые позиции означают схожие или соответствующие детали на всех чертежах. Следует отметить, однако, что изобретение в его расширенных аспектах не ограничено конкретными деталями, репрезентативными предметами и способами, и иллюстративные примеры показаны и описаны в связи с примерами осуществления и способами.
Примеры осуществления изобретения относятся к заэвтектоидной композиции для рельса, содержащей относительно высокие уровни кремния и ванадия. При производстве, рельс можно ускоренно охлаждать для достижения высокой твердости, текучести и прочности на разрыв, которые значительно выше, чем в нынешней спецификации AREMA для высокопрочного рельса. Типичные составы стали имеют одну или более четырех разных, но взаимосвязанных характеристик. В частных примерах осуществления одновременно имеются все эти четыре характеристики, чтобы сталь обладала свойствами, показываемыми и поясняемыми ниже. Этими четырьмя параллельными характеристиками являются:
(1) Повышенная твердость, по сравнению с обычной C-Mn-Si рельсовой сталью с закаленной головкой, благодаря более высоким содержаниям углерода и кремния и добавлению ванадия. Считается, что углерод повышает объемную долю твердого цементита, кремний делает твердой ферритную фазу в перлите вследствие упрочнения твердого раствора, а ванадий обеспечивает дисперсионное твердение ферритно-перлитной фазы в результате образования карбидов ванадия.
(2) Подавление образования вредных непрерывных сеток проэвтектоидного цементита на границах бывших аустенитных зерен. Без подавления проэвтектоидного цементита сталь будет иметь сниженную пластичность и ударную вязкость. Повышенные уровни кремния изменяют активность углерода в аустените и тем самым подавляют образование проэвтектоидного цементита на границах. Считается, что добавление ванадия меняет в комбинации с углеродом морфологию проэвтектоидного цементита, давая дискретные частицы вместо непрерывных сеток. На подавление образования сеток проэвтектоидного цементита влияет также высокая скорость охлаждения при превращении из аустенита.
(3) Предотвращение образования мягкого феррита на поверхности рельса во время обезуглероживания. Осуществление на практике нагрева до высоких температур может естественным образом создавать окислительные условия, которые вызовут обезуглероживание. Повышенный уровень углерода в описываемой здесь иллюстративной стали достаточен для протекания обезуглероживания, но недостаточен, чтобы вызвать достаточную потерю углерода для того, чтобы сталь стала доэвтектоидной, в которой образуется мягкий проэвтектоидный феррит.
(4) Предотвращение нестабильности теплопереноса и образования продуктов низкого превращения. Сдвигая перлитное превращение к более короткому времени, можно применять повышенную скорость охлаждения без возникновения нежелательных нестабильности теплопереноса и бейнитной/мартенситной микроструктур. Этот сдвиг достигается снижением уровня марганца в пределах обсуждаемых здесь уровней.
Вообще говоря, даются примеры осуществления новой заэвтектоидной композиции для рельса, которая включает, состоит в основном и/или состоит из элементов и в весовых концентрациях, приведенных ниже в таблице 1:
Приведенный выше состав можно изменять, для получения углерода в диапазоне 0,90-1,00 вес.%.
Углерод важен для достижения свойств высокопрочного рельса согласно AREMA. Углерод соединяется с железом, образуя карбид железа (цементит). Карбид железа способствует высокой твердости и придает рельсовой стали высокую прочность. При высоком содержании углерода (выше примерно 0,8 вес.% C, факультативно выше 0,9 вес.%) продолжается образование повышенной объемной доли карбида железа (цементит), выше, чем у обычной эвтектоидной (перлитной) стали. Одним способом использования повышенного содержания углерода в новой стали является ускоренное охлаждение (закалка головки) и подавление образования вредных сеток проэвтектоидного цементита на границах аустенитных зерен. Как обсуждается ниже, повышенный уровень углерода предупреждает также образование мягкого феррита у поверхности рельса в результате нормального обезуглероживания. Другими словами, сталь содержит достаточно углерода, чтобы предотвратить то, что поверхность стали станет заэвтектоидной. Уровни углерода выше 1 вес.% могут вызывать нежелательные цементитные сетки.
Марганец является раскислителем жидкой стали, его добавляют для связывания серы в форме сульфидов марганца, тем самым предотвращая образование сульфидов железа, которые являются хрупкими и вредными для пластичности в горячем состоянии. Марганец способствует также твердости и прочности перлита, замедляя образование центров перлитного превращения, тем самым снижая температуру превращения и уменьшая межпластиночные расстояния в перлите. Высокие уровни марганца (например, выше 1%) могут вызывать нежелательную внутреннюю ликвацию при застывании и микроструктуры, которые ухудшают свойства. В примерах осуществления содержание марганца снижено по сравнению с уровнями в композициях для обычной стали с закаленной головкой, чтобы сдвинуть "нос" на диаграмме превращения при непрерывном охлаждении (CCT) к более коротким временам. Согласно фиг.5, кривая сдвигается влево. Обычно около «носа» образуются больше перлитные и меньше продуктов превращения (например, бейнита). В соответствии с примерами осуществления, начальную скорость охлаждения повышают, чтобы выиграть от этого сдвига, скорости охлаждения повышают, чтобы образовать перлит вблизи «носа».
Ведение процесса закалки головки при повышенных скоростях охлаждения способствует более тонкой/мелкозернистой (и более твердой) перлитной микроструктуре. Однако при работе с повышенными скоростями охлаждения иногда возникают проблемы с нестабильностью теплопереноса, когда рельс переохлаждается и становится неудовлетворительным из-за присутствия бейнита или мартенсита. С новыми композициями, согласно этим примерам осуществления, закалку головок можно провести при повышенных скоростях охлаждения без возникновения нестабильности. Таким образом, содержание марганца держится ниже 0,75%, чтобы уменьшить ликвацию и предотвратить образование нежелательных микроструктур. Уровень марганца предпочтительно держится выше примерно 0,40 вес.%, чтобы связывать серу путем образования сульфида марганца. Высокие содержания серы могут дать высокие уровни сульфида железа и привести к повышенной хрупкости.
Кремний является другим раскислителем жидкой стали и является мощным упрочнителем твердого раствора ферритной фазы в перлите (кремний не соединяется с цементитом). Кремний также подавляет образование непрерывных сеток проэвтектоидного цементита на границах бывших аустенитных зерен, изменяя активность углерода в аустените. Кремний предпочтительно присутствует на уровне по меньшей мере примерно 0,4 вес.%, чтобы предотвратить образование сетки, и на уровне не более 1,0 вес.%, чтобы избежать охрупчивания при горячей прокатке.
Хром обеспечивает упрочнение твердого раствора, как в ферритной, так и в цементитной фазах перлита.
Ванадий соединяется с избытком углерода, образуя карбид (карбонитрид) ванадия во время превращения для улучшения твердости и упрочнения ферритной фазы в перлите. Ванадий эффективно конкурирует с железом за углерод, тем самым предотвращая образование непрерывных сеток цементита. Карбид ванадия делает более мелким размер аустенитного зерна и служит для прекращения образования непрерывных сеток проэвтектоидного цементита на границах аустенитных зерен, особенно в присутствии кремния на уровнях, применяющихся в примерах осуществления изобретения. Уровни ванадия ниже 0,05 вес.% дают недостаточно выделений карбида ванадия, чтобы подавить образование непрерывной сетки цементита. Уровни выше 0,15 вес.% могут быть вредными для характеристик удлинения стали.
Титан соединяется с азотом, образуя выделения нитрида титана, которые закрепляют границы аустенитных зерен при нагреве и прокатке стали, тем самым предотвращая избыточный рост аустенитных зерен. Это измельчение зерен важно для ограничения роста аустенитных зерен при нагревании и прокатке рельсов при температурах окончательной обработки выше 900°C. Измельчение зерен дает хорошую комбинацию пластичности и прочности. Уровни титана выше 0,015 вес.% благоприятны для удлинения при растяжении, давая значения удлинения выше 10%, например, 10-12%. Уровни титана ниже 0,015 вес.% могут снизить удлинение в среднем ниже 10%. Уровни титана выше 0,030 вес.% могут вызывать формирование крупных, потенциально вредных, частиц TiN.
Азот важен для соединения с титаном, чтобы образовать выделения TiN. Типично в процессе плавки в электрической печи имеется некоторое количество примесного азота естественного происхождения. Может быть желательным добавить дополнительный азот в композицию, доводя уровень азота выше 0,0050 вес.%, что обычно является достаточным уровнем азота, чтобы позволить ему соединяться с титаном с образованием выделений нитрида титана. Обычно не требуются уровни азота выше 0,0150 вес.%.
Обработка и закалка головки
Обычно производство стали может осуществляться в достаточно высоком температурном диапазоне, чтобы удерживать сталь в расплавленном состоянии. Например, температура может лежать в диапазоне от примерно 1600°C до примерно 1650°C. Легирующие элементы можно добавлять в расплавленную сталь в любом порядке, хотя желательно установить последовательность добавления, чтобы защитить некоторые элементы, такие, как титан и ванадий, от окисления. Согласно одному примеру осуществления, сначала добавляют марганец в виде ферромарганца для раскисления жидкой стали. Затем добавляют кремний в форме феррокремния для дальнейшего раскисления жидкой стали. После этого добавляют углерод, а затем алюминий для дальнейшего раскисления. Ванадий и титан добавляют на предпоследней и последней стадиях, соответственно. После добавления легирующих элементов сталь можно дегазировать в вакууме, чтобы дополнительно удалить кислород и другие, потенциально вредные газы, такие, как водород.
После дегазации жидкую сталь можно отливать в блюмы (например, 370 мм×600 мм) на трехниточной машине непрерывной разливки. Скорость разливки может устанавливаться, например, ниже 0,46 м/с. При разливке жидкая сталь защищена от кислорода (воздуха) укрытием, которое включает керамические трубы, идущие от дна ковша в промежуточный ковш (емкость, которая распределяет расплавленную сталь на три кристаллизатора ниже) и из дна промежуточного ковша в каждый из кристаллизаторов. Жидкую сталь можно перемешивать электростатически в кристаллизаторе, чтобы улучшить гомогенизацию и таким образом минимизировать сегрегацию легирующих элементов.
После разливки отлитые блюмы нагревают до примерно 1220°C и прокатывают в "катаный" блюм в несколько (например, 15) проходов на блюминге. Прокатанные блюмы помещают "горячими" в подогревательную печь и повторно нагревают до 1220°C, чтобы обеспечить однородную температуру прокатки рельса. После удаления окалины прокатанный блюм прокатывают в рельс за несколько (например, 10) проходов на черновом стане, промежуточном черновом стане и чистовом стане. Температура окончания прокатки желательно составляет примерно 1040°C. С прокатанного рельса можно снова удалить окалину при примерно 900°C, чтобы получить однородный вторичный оксид на рельсе до закалки головки. Рельс можно охлаждать на воздухе до примерно 775°C-750°C.
Рельс подвергают обработке охлаждением на производственной линии для закалки головки, используя водораспылительную систему. Типичное охлаждающее устройство показано на фиг. 3, где охлаждающее устройство разделено на четыре независимые секции. Например, охлаждающее устройство может иметь 99 или более метров в длину, содержать более сотни распылительных сопел. Сопла могут быть размещены так, чтобы охлаждать всю поверхность рельса 10, включая верх 12 головки 14, обе боковые стороны 16 головки 14, верхние и нижние углы (не обозначены номерами) головки 14, нижнюю поверхность 18 головки 14, обе стороны 20 полотна 22 рельса 10 и основание 24 рельса 10 (см. фиг. 9). На фиг. 3 вертикальные стрелки показывают местоположения семи пирометров.
Согласно одному варианту осуществления, охлаждение в производственной линии для закалки головки включает ускоренную первую стадию от исходной температуры в диапазоне примерно 775°C-750°C до промежуточной температуры в диапазоне примерно 670°C-610°C. В зависимости от скорости линии и размера охлаждающего устройства, распылительные сопла могут быть размещены, например, вдоль первых 25 метров охлаждающего устройства. Расход воды может варьироваться в охлаждающем устройстве так, чтобы оптимизировать отвод тепла и развить должную перлитную микроструктуру и твердость. Обычно ускоренная первая стадия проводится так, чтобы удерживать температуру поверхности головки рельса в границах, установленных на фигуре 1. В частности, если температуры охлаждения на ускоренной первой стадии выразить графически на гипотетическом/воображаемом графике в координатах x и y с осью x, означающей время охлаждения в секундах, и осью y, означающей температуру в градусах Цельсия, поверхности головки стального рельса, скорость охлаждения должна поддерживаться в диапазоне между графиком верхней границы скорости охлаждения, задаваемым верхней линией, соединяющей координаты xy (0 с, 775°C) и (20 с, 670°C), и графиком нижней границы скорости охлаждения, задаваемым нижней линией, соединяющей координаты xy (0 с, 750°C) и (20 с, 610°C). Например, средняя скорость охлаждения на стадии ускоренного охлаждения может лежать в диапазоне от примерно 5 до примерно 10°C/с.
В соответствии с этим вариантом осуществления, охлаждение в производственной линии для закалки головки включает затем плавную вторую стадию охлаждения от промежуточной температуры в диапазоне примерно 670-610°C до температуры в диапазоне примерно 550-500°C, как проиллюстрировано дополнительно графиком на фиг. 1. Температура и расход воды, распыляемой на стальной рельс, на этой второй стадии дают более низкую среднюю скорость охлаждения, чем имевшая место на ускоренной первой стадии. Обычно охлаждение на плавной второй стадии проводится так, чтобы удерживать температуру поверхности головки рельса в границах, установленных на фиг. 1. В частности, если температуры охлаждения на плавной второй стадии выразить графически на вышеописанном гипотетическом/воображаемом графике, то скорость охлаждения должна поддерживаться в диапазоне между графиком верхней границы скорости охлаждения, задаваемым верхней линией, соединяющей координаты xy (20 с, 675°C) и (110 с, 550°C), и графиком нижней границы скорости охлаждения, задаваемым нижней линией, соединяющей координаты xy (20 с, 610°C) и (110 с, 550°C). Средняя скорость охлаждения на стадии ускоренного охлаждения предпочтительно выше, чем скорость при воздушном охлаждении. В последних секциях охлаждающего устройства используется достаточный поток воды, чтобы позволить проходить перлитному превращению и отводить тепло, выделяющееся при перлитном превращении.
На первой стадии охлаждения в соответствии с одним примером осуществления, вода при температуре, например, от примерно 10°C до примерно 15°C, распыляется на верхнюю поверхность 12 головки, обе боковые поверхности 16 головки и обе поверхности полотна 20 при полном расходе воды от примерно 20 до примерно 30 м3/ч на верхнюю поверхность головки, от примерно 20 до примерно 30 м3/ч в сумме на обе боковые поверхности головки и от примерно 10 до примерно 20 м3/ч в сумме на обе поверхности полотна. В показанном варианте осуществления первая стадия охлаждения может иметь место в первой 25-метровой секции устройства закалки головки длиной 100 метров.
На второй стадии охлаждения в соответствии с примером осуществления, вода при температуре от примерно 10°C до примерно 15°C распыляется с тремя постепенно уменьшающимися скоростями потока на верхнюю поверхность 12 головки рельса. Во второй 25-метровой секции устройства закалки головки поток воды подается на верхнюю поверхность головки с расходом от примерно 25 до примерно 35 м3/ч. В третьей 25 метровой секции поток воды подается на верхнюю поверхность головки с расходом от примерно 12 до примерно 18 м3/ч. В четвертой 25-метровой секции поток воды подается на верхнюю поверхность головки с расходом от примерно 10 до примерно 15 м3/ч. В этих трех секциях от примерно 20 до примерно 30 м3/ч водного потока подается на обе боковые поверхности головки и от примерно 10 до примерно 20 м3/ч на обе поверхности полотна. Вторая стадия охлаждения плавно и точно уравновешивает степень рекалесценции с образованием малых межпластиночных расстояний в перлите. Скорость продвижения рельса на обеих стадиях может составлять, например, от примерно 0,65 до примерно 0,85 м/с.
Измерения температуры проводятся на верхней поверхности головки рельса, проходящего через охлаждающее устройство. Этот двухстадийный процесс охлаждения дает полностью перлитную микроструктуру без образования вредных непрерывных сеток проэвтектоидного цементита, которые в ином случае имеют тенденцию к образованию, когда рельсы охлаждают воздухом или ускоренно охлаждают при недостаточно высокой скорости. Этот двухстадийный процесс охлаждения обеспечивает точный контроль отвода тепла, чтобы не допустить, чтобы теплота превращения (рекалесценции) шла на укрупнение перлита при превращении вела к получению пониженной твердости.
Примеры
Производственные испытания: Их трех полномасштабных образцов иллюстративных композиций производили рельс 136RE (136 фунтов на ярд). Ниже проводится сравнение с обычной сравнительной композицией для высокопрочного рельса (сравнительная композиция A), обработанной в тот же день, что и иллюстративные композиции (композиции по изобретению 1, 2 и 3). Фактические химические составы (в весовых процентах) приводятся ниже в таблице 2.
Композиции получали в 140-тонной дуговой плавильной электропечи на постоянном токе с температурами выпуска стали от 1610°C до 1640°C с последующей обработкой в агрегате ковш-печь переменного тока (для легирования) и ковшевой дегазацией (для удаления растворенных газов). Композиции отливали методом непрерывной разливки в блюмы с сечением 370 мм×600 мм, нарезали на длины (~5 м) и повторно нагревали в печи. После нагрева до 1220°C каждый блюм прокатывали на блюминге до получения блюма меньшего сечения, 190 мм×280 мм, затем обрезали на длины с получением отдельного рельса. Прокатанные блюмы повторно нагревали до температуры прокатки (1230°C) в подогревательной печи периодического типа, затем прокатывали до рельса длиной 27 метров (5 проходов в черновом стане, 3 прохода в промежуточном черновом стане и 2 прохода в чистовом стане). Температура после последнего прохода прокатки варьировалась в пределах 1000-1050°C. Во всех испытаниях получали сечение AREMA 136RE (136 фунтов на ярд). Сразу после прокатки конец рельса отрезали пилой для горячей резки, и этот отрезанный конец рельса вводили в машину для закалки головки приблизительно через 8 минут при температуре 750-775°C. Машина для закалки головок имела 99 метров в длину и состояла из 67 водораспылительных модулей, причем каждый модуль имел 3 распылительных сопла для верха головки, 4 распылительных сопла для боковых поверхностей головки и 4 распылительных сопла для перемычки. Имелись также отдельные распылительные сопла для основания. Рельс проходил через эти сопловые модули за 120-150 секунд при скорости перемещения от 0,65 до 0,85 м/с. Рельс выходил из машины при температурах поверхности ниже 450°C. Таким образом, процесс контролировался количеством потока воды, температурой входа и скоростью рельса, как описано выше. Инфракрасные пирометры, работающие на фиксированной длине волны, были установлены также снаружи и внутри машины для измерения температуры поверхности головки рельса на расстояниях приблизительно 0, 15, 29, 42, 56, 80 и 102 м от пирометра на входе в машину (смотри фиг. 3). Другой пирометр был установлен примерно в 100 м от выхода (примерно 90 секунд после выхода), чтобы измерять температуру (отскок температуры, который имеет место в головке рельса на воздухе снаружи машины для закалки головки). Эта температура составляет примерно 500-560°C и является указанием на количество теплоты, которое еще имеется в головке рельса.
Свойства. Важным механическим свойством железнодорожного рельса является твердость головки. Чем выше твердость, тем лучше износостойкость и тем больше срок службы рельса при использовании на дороге. Фиг. 2 показывает твердость (по шкале Роквелл-C) рельсов с закаленной головкой, полученных из композиций по изобретению 1 и 2. Композиция по изобретению 3 из таблицы 2, не показанная на графике, имела такую же тенденцию, как композиции по изобретению 1 и 2. Твердость измеряли вдоль средней линии головки рельса, начиная с позиции 1, глубина 3,175 мм (1/8") от верхней поверхности, и в дополнительных точках измерения, идущих с инкрементом глубины 3,175 мм (1/8") к центру головки рельса до глубины 25,4 мм (1").
Стальные рельсы с закаленной головкой из композиций по изобретению имеют более высокую твердость, чем стальные рельсы с закаленной головкой из обычной сравнительной композиции. На фигуре 2 видно также, что профиль твердости иллюстративных композиций по изобретению 1 и 2 и сравнительной композиции A заметно отличаются тем, что композиции для стали согласно изобретению имеют высокую твердость у поверхности, которая постепенно снижается с глубиной в головке рельса, тогда как обычная сравнительная композиция стали имеет низкую твердость у поверхности, которая постепенно увеличивается с глубиной, а затем снижается. Считается, что подповерхностный профиль твердости обычной стали объясняется потерей углерода с поверхности из-за процесса обезуглероживания. Это происходит в осуществляемых на практике процессах нагрева, применяемых для получения рельса. Так как обычная сталь находится при или вблизи эвтектоидного содержания углерода, любая потеря углерода будет сдвигать поверхностные слои рельса в даэвтектоидный состав. В даэвтектоидной композиции при охлаждении на границах бывших аустенитных зерен образуется проэвтектоидный феррит. Таким образом, микроструктура состоит из феррита на поверхности и сетки феррита на границах аустенитных зерен, распространяющейся внутрь от поверхности. Это типично можно видеть при микроструктурном исследовании обычных рельсовых сталей AREMA. Ферритная фаза мягче, чем перлит, и поэтому твердость у поверхности ниже, чем твердость внутри головки рельса. Это объясняет профиль твердости обычной стали, показанный на фигуре 2.
Резко отличаясь, композиции по изобретению 1 и 2 дают сталь с заэвтектоидным составом (в частности, с уровнями С примерно на 0,10% выше, чем в обычной стали), и потеря углерода на поверхности из-за обезуглероживания не сдвигает поверхностные слои ниже эвтектоидной точки. Таким образом, поверхностные слои головки рельса все еще остаются заэвтектоидными, и мягкий феррит полностью отсутствует. Это объясняет профиль твердости приводимых в качестве примера композиций для стали. Чтобы определить фактическое содержание углерода в эвтектоидной точке для стали по изобретению, было проведено моделирование, используя программу ThermoCalc (TCW) (www.thermocalc.com). Модель показывает срез диаграммы железо-углерод, измененной под влиянием легирующих элементов, преднамеренно добавленных в образцы приводимых в качестве примеров сталей. Результат показан для композиции по изобретению 2 (таблица 2), где можно видеть, что эвтектоидная точка находится при 0,679 вес.% C, намного ниже фактического содержания углерода 0,94 вес.%.
Композиции по изобретению 1 и 2 и сравнительная композиция A подвергались сходным процессам нагревания и охлаждения (закалка головки). Как показано на фиг. 2, образцы стали из композиций по изобретению 1 и 2 имеют более высокую твердость на всех глубинах по сравнению с обычной сталью из сравнительной композиции A. Не желая связывать себя какой-либо теорией, авторы полагают, что усиленное возрастание прочности можно приписать (a) более высокой объемной доле цементита из-за повышенного уровня углерода, (b) упрочнению твердого раствора из-за добавленного кремния и (c) дисперсионному упрочнению феррита в пластинчатом перлите из-за добавления ванадия.
Далее будут более подробно описаны стадии ускоренного охлаждения для приведенных выше примеров. В случае композиции по изобретению 2, рельс разрезали пилой для горячей резки, чтобы получить контрольный образец (сравнительный рельс, пример A в таблице 3 ниже) в условиях воздушного охлаждения. У другого рельса (рельс по изобретению, пример 1 в таблице 3 ниже) закалку головки проводили в соответствии с вариантом осуществления изобретения. Сравниваются результаты измерений твердости по Роквеллу-С, проведенных с инкрементом глубины 3,175 мм (1/8") вдоль средней линии от верхней поверхности головки рельса.
Свойства при растяжении сравниваются в таблице 4 ниже.
Приведенные выше данные в таблице 4 демонстрируют, что ускоренное охлаждение способствует достижению улучшенных характеристик твердости в сравнении со сравнительным примером с воздушным охлаждением.
Рельс входит в машину для закалки головок с определенной температурой (Te = входная температура) и проходит через четыре независимые водораспылительные секции длиной 25 метров каждая (смотри фиг. 3). Конфигурация распылительных сопел и расходы воды в каждой секции разные. Температуру верхней поверхности головки рельса измеряли на входе в машину, на половине пути в каждой секции и в конце каждой секции (смотри фиг. 3). Температуру также измеряли примерно через 90 секунд (на воздухе) после того, как рельс покинет машину.
Фиг. 4 показывает график пирометрических измерений для рельса по изобретению, в примере 2, который был получен из композиции по изобретению 1. Результатом является фактическая кривая охлаждения рельса, показывающая начальную скорость охлаждения 7,3°C/сек в начале закалки головки с последующим замедлением охлаждения, вызванным выделением тепла при перлитном превращении и особым контролем объемов охлаждающей воды. Если рельсовая сталь имеет слишком высокое содержание легирующих элементов или неправильный баланс легирующих элементов, перлитная реакция может не идти на первой стадии ускоренного охлаждения, и температура головки рельса продолжала бы снижаться под действием распыления воды, и образовывался бы бейнит. Это показано на фигуре 5 для простой стали AISI 1080 с 0,80% C. Начальная скорость ускоренного охлаждения снижает температуру рельса до зоны "носа" на диаграмме изотермического превращения. Теплота от превращения из аустенита в перлит замедляет охлаждение, и рельс преобразуется через нос на кривой Ps (начальная температура перлита) и развивает полностью перлитную микроструктуру, когда он проходит кривую Pf (конечная температура перлита). Таким образом, высокая начальная скорость охлаждения важна, но она должна контролироваться надлежащими условиями охлаждения в машине для закалки головок и соответствовать составу рельса.
Пример 3 рельса по изобретению (охлаждение в пределах верхней/нижней границ). Фиг. 6A показывает график процесса охлаждения для закалки головок, проводимого в соответствии с двухстадийным способом охлаждения, описанным выше в связи с композицией по изобретению 1. Закалка головок проводилась при скорости охлаждения, которая, если ее изобразить на графике в координатах x и y, где ось x означает время охлаждения в секундах, а ось y означает температуру, в градусах Цельсия, поверхности головки стального рельса, удерживается в диапазоне между графиком верхней границы скорости охлаждения, задаваемым верхней линией, соединяющей координаты xy (0 с, 775°C), (20 с, 670°C) и (110 с, 550°C), и графиком нижней границы скорости охлаждения, задаваемым нижней линей, соединяющей координаты xy (0 с, 750°C), (20 с, 610°C) и (110 с, 500°C). Фиг. 6B показывает данные измерений твердости головки, снятые на средней линии полученной головки стального рельса. Головка стального рельса имела значения твердости по Бринелю в диапазоне 376-397 HB на всем диапазоне глубины от 3,175 мм (то есть, измерение на поверхности) до 25 мм (то есть, измерение в центре). Головка стального рельса имела также твердость по Бринелю по меньшей мере 380 HB на глубине 3/8" (около 9,5 мм) от любой точки на поверхности головки стального рельса.
Сравнительные примеры B и C рельса (охлаждение в пределах верхней/нижней границ). Фиг. 7A и 8A показывают графики процесса охлаждения для закалки головок, проводимого в соответствии со сравнительными примерами рельса B и C. Рельсы в сравнительных примерах B и C были получены из композиций по изобретению 2 и 3, соответственно. Закалка головок проводилась со скоростью охлаждения, которая, если ее изобразить на графике в координатах x и y, где ось x означает время охлаждения в секундах, а ось y означает температуру, в градусах Цельсия, поверхности головки стального рельса, не удерживалась в диапазоне между графиком верхней границы скорости охлаждения, задаваемым верхней линией, соединяющей координаты xy (0 с, 775°C), (20 с, 670°C) и (110 с, 550°C), и графиком нижней границы скорости охлаждения, задаваемым нижней линей, соединяющей координаты xy (0 с, 750°C), (20 с, 610°C) и (110 с, 500°C). В сравнительном примере рельса B (фиг. 7A) скорость охлаждения на второй стадии падает ниже графика нижней границы скорости охлаждения примерно при t=25-45 сек. В сравнительном примере рельса C (фиг. 8A) скорость охлаждения на второй стадии поднимается выше графика верхней границы скорости охлаждения примерно при t=72-100 сек.
Полученная в результате головка стального рельса по сравнительному примеру рельса B (фиг. 7B) имела распределение твердости вблизи среднего в диапазоне от 392 до 415 HB. Однако в зонах повышенной твердости головки рельса были обнаружены области бейнита, означающие, что когда охлаждение продолжается ниже упомянутой нижней границы, имеется опасность образования бейнита в головке рельса.
Головка стального рельса по сравнительному примеру рельса C (фиг. 8B) также имела распределение твердости вблизи среднего в диапазоне от 360 до 394 HB. Уровень твердости вблизи центра головки рельса был ниже, чем минимальная спецификация 370 HB согласно AREMA, что означает, что когда охлаждение распространяется выше верхней границы, твердость не отвечает ожидаемой AREMA минимальной твердости 370 HB.
Если не указано иное, все упоминаемые здесь проценты являются весовыми процентами.
Предшествующее подробное описание некоторых примеров осуществления изобретения было дано с тем, чтобы пояснить принципы изобретения и его практическую применимость, тем самым давая возможность другим специалистам понять изобретение в различных вариантах осуществления и с различными модификациями, какие подходят для конкретного задуманного применения. Данное описание не претендует на то, чтобы быть исчерпывающим или ограничивающим изобретение точными описанными вариантами осуществления. Хотя выше было подробно описано лишь несколько вариантов осуществления, возможны другие варианты, и авторы изобретения подразумевают, что они охватываются настоящим описанием и объемом приложенной формулы. Описание раскрывает частные примеры, чтобы достичь более общей цели, которая может быть достигнута другим путем. Специалистам-практикам в данной области должны быть очевидны модификации и эквиваленты, относящиеся к данному описанию и подпадающие под сущность и объем приложенной формулы и ее адекватных эквивалентов. Подразумевается, что настоящее описание является иллюстративным, а формула охватывает все модификации или альтернативы, которые мог бы предвидеть специалист среднего уровня в данной области.
Только те пункты формулы, которые содержат слова "средство для" должны толковаться согласно закону 35 USC 112, шестой параграф. Кроме того, никакие ограничения из описания не должны переноситься ни в какие пункты формулы, если только эти ограничения не включены явно в пункты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ СТАЛЬНЫХ КРАНОВЫХ РЕЛЬСОВ | 2013 |
|
RU2683403C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ Т-ОБРАЗНОГО РЕЛЬСА, ИМЕЮЩЕГО ВЫСОКОПРОЧНУЮ ПОДОШВУ | 2018 |
|
RU2775526C1 |
| РЕЛЬС ИЗ СТАЛИ С ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТЬЮ И СОПРОТИВЛЕНИЕМ УСТАЛОСТНОМУ РАЗРУШЕНИЮ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2113511C1 |
| СТАЛЬНОЙ РЕЛЬС И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2519180C1 |
| РЕЛЬС | 2013 |
|
RU2561947C1 |
| РЕЛЬС ИЗ ПЕРЛИТНОЙ СТАЛИ С ВЫСОКОЙ ИЗНОСОСТОЙКОСТЬЮ И СПОСОБ ПРОИЗВОДСТВА РЕЛЬСА | 1995 |
|
RU2112051C1 |
| ОБЛАДАЮЩИЕ ПРЕВОСХОДНОЙ ИЗНОСОСТОЙКОСТЬЮ И СВАРИВАЕМОСТЬЮ РЕЛЬСЫ ИЗ НИЗКОЛЕГИРОВАННОЙ ТЕРМООБРАБОТАННОЙ ПЕРЛИТНОЙ СТАЛИ, А ТАКЖЕ СПОСОБ ИХ ПРОИЗВОДСТВА | 1996 |
|
RU2139946C1 |
| РЕЛЬС | 2016 |
|
RU2676374C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 1991 |
|
RU2023026C1 |
| РЕЛЬС | 2016 |
|
RU2666811C1 |

Изобретение относится к термообработке стального рельса. Способ получения заэвтектоидного стального рельса с закаленной головкой включает этап закалки головки стального рельса, имеющего состав стали, содержащей, вес.%: 0,86-1,00 углерода, 0,40-0,75 марганца, 0,40-1,00 кремния, 0,05-0,15 ванадия, 0,015-0,030 титана и азот в количестве, достаточном для реакции с титаном с образованием нитрида титана. Охлаждение рельса осуществляют в две стадии, при этом на первой стадии ускоренное охлаждение осуществляют от исходной температуры в диапазоне примерно от 775 до 750°C в период от 0 до 20 с до промежуточной температуры в диапазоне примерно от 670 до 610°C. На второй стадии охлаждение осуществляют от промежуточной температуры в диапазоне примерно от 670 до 610°C в течение от 20 до 110 с до температуры в диапазоне примерно от 550 до 500°C со скоростью охлаждения меньшей, чем при ускоренном охлаждении. Технический результат заключается в повышении износостойкости рельса за счет увеличения твердости. 2 н. и 22 з.п. ф-лы, 3 пр., 5 табл., 9 ил.
1. Способ получения заэвтектоидного стального рельса с закаленной головкой, который включает этап закалки головки стального рельса, имеющего состав стали, содержащий, в вес.%: 0,86-1,00 углерода, 0,40-0,75 марганца, 0,40-1,00 кремния, 0,05-0,15 ванадия, 0,015-0,030 титана и азота в достаточном количестве, чтобы реагировать с титаном с образованием нитрида титана, причем на этапе закалки головки стального рельса осуществляют охлаждение рельса в две стадии, при этом на первой стадии ускоренное охлаждение осуществляют от исходной температуры в диапазоне примерно от 775 до 750°C в период от 0 до 20 с до промежуточной температуры в диапазоне примерно от 670 до 610°C, а на второй стадии охлаждение осуществляют от промежуточной температуры в диапазоне примерно от 670 до 610°C в период от 20 до 110 с до температуры в диапазоне примерно от 550 до 500°C с меньшей скоростью охлаждения, чем при ускоренном охлаждении.
2. Способ по п.1, в котором скорость охлаждения в период с 0 секунд до 20 секунд берут в пределах 5-10°C/с, а скорость охлаждения в период с 20 секунд до 110 секунд, больше, чем скорость воздушного охлаждения.
3. Способ по п.1, в котором предварительное образование стального рельса при температуре от примерно 1600°C до примерно 1650°C путем последовательного добавления марганца, кремния, углерода, алюминия, а затем титана и ванадия в любом порядке или в комбинации.
4. Способ по п.1, в котором состав стали дополнительно содержит 0,20-0,30 вес.% хрома.
5. Способ по п.4, в котором состав стали содержит азот в количестве от 0,0050 до 0,0150 вес.%.
6. Способ по п.1, в котором стальной рельс имеет участок головки, имеющий полностью перлитную микроструктуру.
7. Способ по п.1, в котором состав стали содержит углерод в количестве 0,90-1,00 вес.%.
8. Способ по п.7, в котором состав стали содержит азот в количестве более 0,0050 вес.%.
9. Способ по п.1, в котором головка стального рельса имеет твердость по Бринелю по меньшей мере 380 НВ на глубине 10 мм от любой точки на поверхности головки стального рельса.
10. Способ по п.1, в котором головка стального рельса имеет твердость по Бринелю по меньшей мере 370 НВ на глубине 25 мм от центральной точки поверхности головки стального рельса.
11. Способ по п.1, в котором головка стального рельса имеет значения твердости по Бринелю в интервале 370-410 НВ на всем диапазоне глубины 0-25 мм от любой точки на вертикальной средней линии рабочей поверхности головки стального рельса.
12. Способ по п.1, в котором указанная закалка головки включает распыление воды на стальной рельс.
13. Способ по п.1, в котором указанная закалка головки включает прямое распыление воды на верхнюю, боковую, нижнюю угловую и нижнюю поверхность головки стального рельса, на обе стороны перемычки и на основание стального рельса.
14. Способ по п.12, в котором вода, распыляемая на упомянутой первой стадии закалки головки, имеет температуру от 10°C до 15°C.
15. Способ по п.12, в котором во время указанного распыления движение стального рельса осуществляют со скоростью перемещения от 0,65 м/с до 0,85 м/с.
16 Способ по п.3, в котором при образовании стального используют состав стали, содержащий, в вес.%: 0,86-1,00 углерода, 0,40-0,75 марганца, 0,40-1,00 кремния, 0,05-0,15 ванадия, 0,015-0,030 титана и азота в достаточном количестве, чтобы реагировать с титаном с образованием нитрида титана.
17. Заэвтектоидный стальной рельс с закаленной головкой, имеющий состав стали, содержащий, в вес.%: 0,86-1,00 углерода, 0,40-0,75 марганца, 0,40-1,00 кремния, 0,05-0,15 ванадия, 0,015-0,030 титана и азота в достаточном количестве, чтобы реагировать с титаном с образованием нитрида титана, при этом закалка головки проведена с охлаждением в две стадии, на первой из которых ускоренное охлаждение осуществлено от исходной температуры в диапазоне примерно от 775 до 750°C в период от 0 до 20 с до промежуточной температуры в диапазоне примерно от 670 до 610°C, а на второй стадии охлаждение осуществлено от промежуточной температуры в диапазоне примерно от 670 до 610°C в период от 20 до 110 с до температуры в диапазоне примерно от 550 до 500°C с меньшей скоростью охлаждения, чем при ускоренном охлаждении.
18. Заэвтектоидный стальной рельс по п.17, в котором состав стали дополнительно содержит 0,20-0,30 вес.% хрома.
19. Заэвтектоидный стальной рельс по п.18, в котором состав стали содержит азот в количестве от 0,0050 до 0,0150 вес.%.
20. Заэвтектоидный стальной рельс по п.17, в котором стальной рельс имеет участок головки, имеющий полностью перлитную микроструктуру.
21. Заэвтектоидный стальной рельс по п. 17, в котором состав стали содержит углерод в количестве 0,90-1,00 вес.%.
22. Заэвтектоидный стальной рельс по п. 21, в котором стальной рельс имеет участок головки, имеющий полностью перлитную микроструктуру.
23. Заэвтектоидный стальной рельс по п. 17, в котором головка стального рельса имеет твердость по Бринелю по меньшей мере 380 НВ на глубине 10 мм от любой точки на поверхности головки стального рельса.
24. Заэвтектоидный стальной рельс по п. 17, в котором головка стального рельса имеет твердость по Бринелю по меньшей мере 370 НВ на глубине 25 мм от центральной точки поверхности головки стального рельса.
| JP 2000345296 A, 12.12.2000 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| РЕЛЬС ИЗ СТАЛИ С ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТЬЮ И СОПРОТИВЛЕНИЕМ УСТАЛОСТНОМУ РАЗРУШЕНИЮ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2113511C1 |
| US 4486248 A, 04.12.1984 | |||
| Лабораторный прибор для ступенчатой конденсации парообразных органических продуктов | 1949 |
|
SU87084A1 |
| RU 94019951 A1, 10.04.1996. | |||

