Это заявка притязает на приоритет согласно 35 USC 119 (е) предварительной заявки US 61/726945, поданной 15 ноября 2012.
Область техники, к которой относится изобретение
Настоящее изобретение относится к стальным рельсам и, более конкретно, к крановым рельсам. В частности, настоящее изобретение относится к стальным крановым рельсам очень высокой твердости и способу их изготовления.
Известный уровень техники
Краны, которые перемещаются на стальных рельсах, установленных на земле или рельсах на эстакаде, используются для транспортировки предметов и материалов из одного места в другое. Примеры включают промышленные здания (сталеплавильный завод) и порты, где разгружаются корабли и товары размещаются на транспортных средствах. Рельсы называются крановыми рельсами и обязаны надежно выдерживать тяжелые грузы при сохранении небольшого технического обслуживания, длительного срока службы. По сравнению с обычными "Т-образными рельсами", используемыми для железных дорог и легкорельсовых линий, крановые рельсы, как правило, имеют значительно более массивную головку и более толстую шейку.
Поскольку нагрузки возрастают на протяжении многих лет, крановые рельсы должны противостоять пластической деформации и повреждению. Нынешняя тенденция состоит в том, что крановые рельсы должны иметь более высокие твердость и прочность, чтобы противостоять повреждению. Типичный промышленный кран (сталелитейный завод) имеет восемь колес, 60-70 см в диаметре с нагрузкой на колесо до 60 тонн. Точка фактического контакта между стальным крановым рельсом и колесом крана весьма мала и обычно сосредоточена в центре головки кранового рельса. Так как рельс и колеса находятся в высокой степени сжатия; возникают очень большие локальные напряжения. В последнее время многие краны перешли на более твердые колеса для увеличения срока службы колеса и снижения затрат на техническое обслуживание. Перемещение крана и сопутствующие ударные нагрузки могут привести к усталостным повреждениям крановых рельсов, колес и системы несущей балки. Крановые рельсы также подвержены износу головки и регулярно проверяются для определения является ли величина износа еще приемлемой для дальнейшего использования. Необходимо заменять крановые рельсы при расплющивании или несимметричной деформации и износе.
За счет повышения нагрузки крана и высокой твердости крановых колес технические требования к крановым рельсам, в общем, переходят к сталям с более высокой твердостью и прочностью. Из-за ограниченного размера рынка крановых рельсов имеется несколько сталелитейных заводов, которые производят крановые рельсы, что ставит клиентов в трудную ситуацию.
Завод ArcelorMittal STEELTON является крупным производителем крановых рельсов в Западном полушарии и использует свое оборудование для упрочнения головки рельса для изготовления крановых рельсов более высокой твердости ускоренным охлаждением непосредственно после рельсопрокатного стана. Однако клиенты запрашивают крановые рельсы даже с более высокой твердостью для больших нагрузок, чем то, что доступно для обычного состава рельсовой стали. Существует необходимость в данной области техники в крановых рельсах с высокой твердостью, имеющих более высокую твердость, чем то, что доступно в настоящее время.
Краткое изложение существа изобретения
Настоящее изобретение относится к способу изготовления высокопрочных крановых рельсов с закаленной головкой и крановым рельсам, изготовленным данным способом. Способ включает следующие стадии: создание стального рельса состава, включающего в массовых процентах: углерод 0,79-1,00%; марганец 0,40-1,00; кремний 0,30-1,00; хром 0,20-1,00; ванадий 0,05-0,35; титан 0,01-0,035; азот 0,002-0,0150; и остальное преимущественно железо. Стальной рельс получают при температуре около 700-800°С. Способ включает дополнительную стадию охлаждения указанного стального рельса при скорости охлаждения, такой что, если нанести на график в x-y-координатах с осью x, представляющей время охлаждения в секундах, и осью y, представляющей температуру в °C поверхности головки стального рельса, она находится в области между верхней границей скорости охлаждения, определенной верхней линией, соединяющей x-y-координаты (0 с, 800°C), (40 с, 700°C) и (140 с, 600°C) и нижней границей скорости охлаждения, определенной нижней линией, соединяющей x-y-координаты (0 с, 700°C), (40 с, 600°C) и (140 с, 500°C).
Состав стального рельса может предпочтительно включать, в массовых процентах: углерод 0,8-0,9; марганец 0,7-0,8; кремний 0,5-0,6; хром 0,2-0,3; ванадий 0,05-0,1; титан 0,02-0,03; азот 0,008-0,01; и остальное преимущественно железо. Состав стального рельса более предпочтительно может включать в массовых процентах: углерод 0,87; марганец 0,76; кремний 0,54; хром 0,24; ванадий 0,089; титан 0,024; фосфор 0,011; сера 0,006; азот 0,009; и остальное преимущественно железо.
Крановые рельсы имеет головку, которая может иметь полностью перлитную микроструктуру. Головка указанного кранового рельса может иметь среднюю твердость по Бринеллю, по меньшей мере, 370 НВ на глубине 3/8 дюйма от центра верхней части головки указанного кранового рельса; по меньшей мере, 370 НВ на глубине 3/8 дюйма от боковой стороны головки указанных крановых рельсов; и, по меньшей мере, 340 НВ на глубине 3/4 дюйма от центра верхней части головки указанных рельсов. Крановые рельсы могут иметь предел текучести, по меньшей мере, 120 кфунт/дюйм2; предел прочности при растяжении, по меньшей мере 180 кфунт/дюйм2, полное относительное удлинение, по меньшей мере, 8% и поперечное сужение, по меньшей мере, 20%.
Скорость охлаждения в течение 0-20 секунд, представленная на графике, может иметь среднее значением в пределах диапазона около 2,25-5°C/сек, и скорость охлаждения в течение 20-140 секунд, представленная на графике, может иметь среднее значение в диапазоне около 1-1,5°C/сек.
Стадия изготовления стального рельса может включать следующие стадии: формирование расплава стали при температуре около 1600-1650°C последовательным добавлением марганца, кремния, углерода, хрома затем титана и ванадия в любом порядке или совместно, чтобы сформировать расплав; вакуумной дегазации указанного расплава для дальнейшего удаления кислорода, водорода и других потенциально вредных газов; заливки указанного расплава в заготовки; нагревом отлитых заготовок до около 1220°C; прокатки указанной заготовки в "катаные" заготовки, используя несколько проходов на блюминге; размещения указанной катаной заготовки в нагревательной печи; повторного нагрева указанной катаной заготовки до 1220°C, чтобы обеспечить равномерную температуру прокатки рельса; удаления окалины с указанной катаной заготовки; пропускания указанной катаной заготовки последовательно через обжимной стан, промежуточный стан и чистовой стан для создания готового стального рельса, указанный чистовой стан имеет температуру на выходе 1040°C; удаления окалины с указанного готового стального рельса при температуре выше 900°C для получения однородного вторичного оксида на указанном рельсе; и воздушного охлаждения указанного готового рельса до около 700-800°C.
Стадия охлаждения указанного стального рельса может включать охлаждение указанного рельса водой в течение 140 секунд. Стадия охлаждения указанного стального рельса водой может включать охлаждение указанного стального рельса распылением струй воды. Вода, включающая указанные распыляемые струи воды, может поддерживаться при температуре 10-16°C. Стадия охлаждения указанного стального рельса распылением струй воды может включать направление указанных струй воды на верхнюю часть головки рельса, боковые стороны головки рельса, по бокам шейки рельса и подошву рельса. Стадия охлаждения указанного стального рельса распылением струй воды может включать пропускание указанного стального рельса через камеру охлаждения, которая включает указанное распыление струй воды. Камера охлаждения может включать четыре секции и скорость потока воды в каждой секции может меняться в зависимости от требований к охлаждению в каждой из секций. Наибольшее количество воды может применяться в первой/входной секции указанной камеры охлаждения, создавая скорость охлаждения достаточно высокую для подавления образования доэвтектоидного цементита и инициирования начала перлитного превращения ниже 700°C. Скорость потока воды в первой/входной секции камеры охлаждения может составлять 25 м3/ч, скорость потока воды во второй секции камеры охлаждения может составлять 21 м3/ч, скорость потока воды в третьей части камеры охлаждения может составлять 9 м3/ч; и скорость потока воды в четвертой/последней секции камеры охлаждения может составлять 10 м3/час.
Стадия охлаждения указанного стального рельса может дополнительно включать стадию охлаждения указанного рельса на воздухе до температуры окружающей среды после указанной стадии охлаждения указанного рельса водой в течение 140 секунд.
Краткое описание чертежей
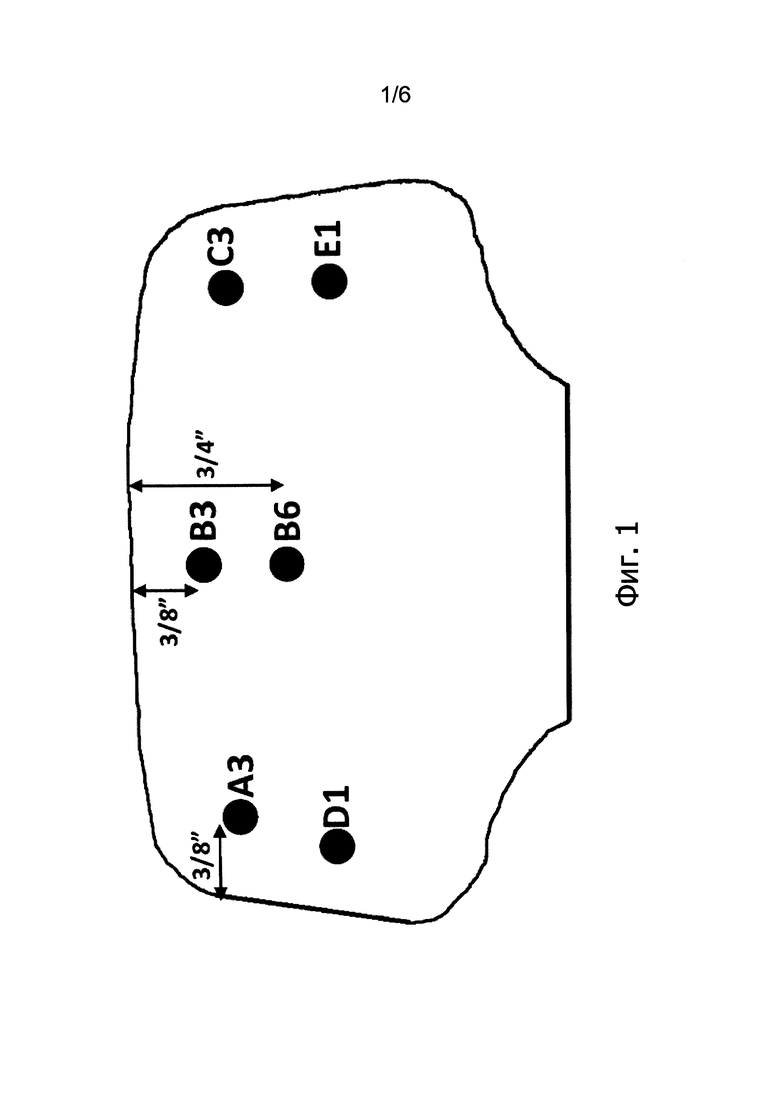
Фиг. 1 представляет схематическое поперечное сечение головки кранового рельса, с обозначенными положениями на головке кранового рельса, которые будут усреднены для определения твердости головки кранового рельса;
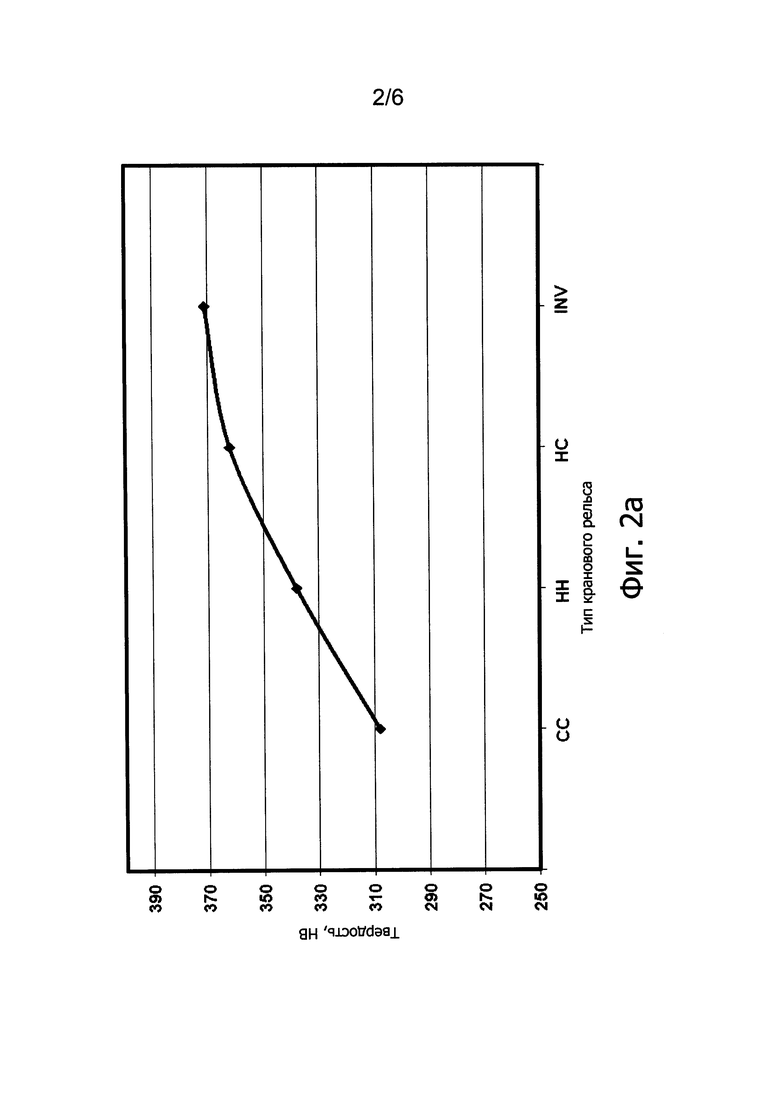
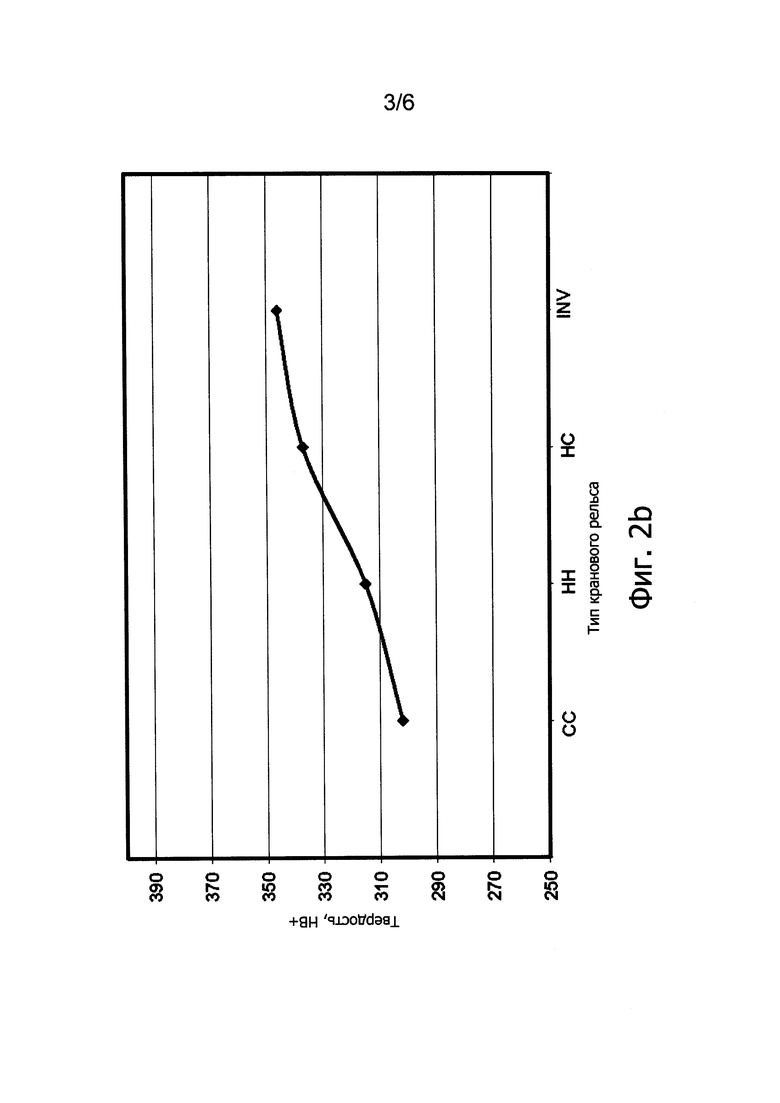
Фиг. 2а и 2b представляет среднюю твердость по Бринеллю четырех сортов крановых рельсов, рассматриваемых в описании, (СС, НН, НС и INV) в верхней и центральной части головки рельса соответственно;
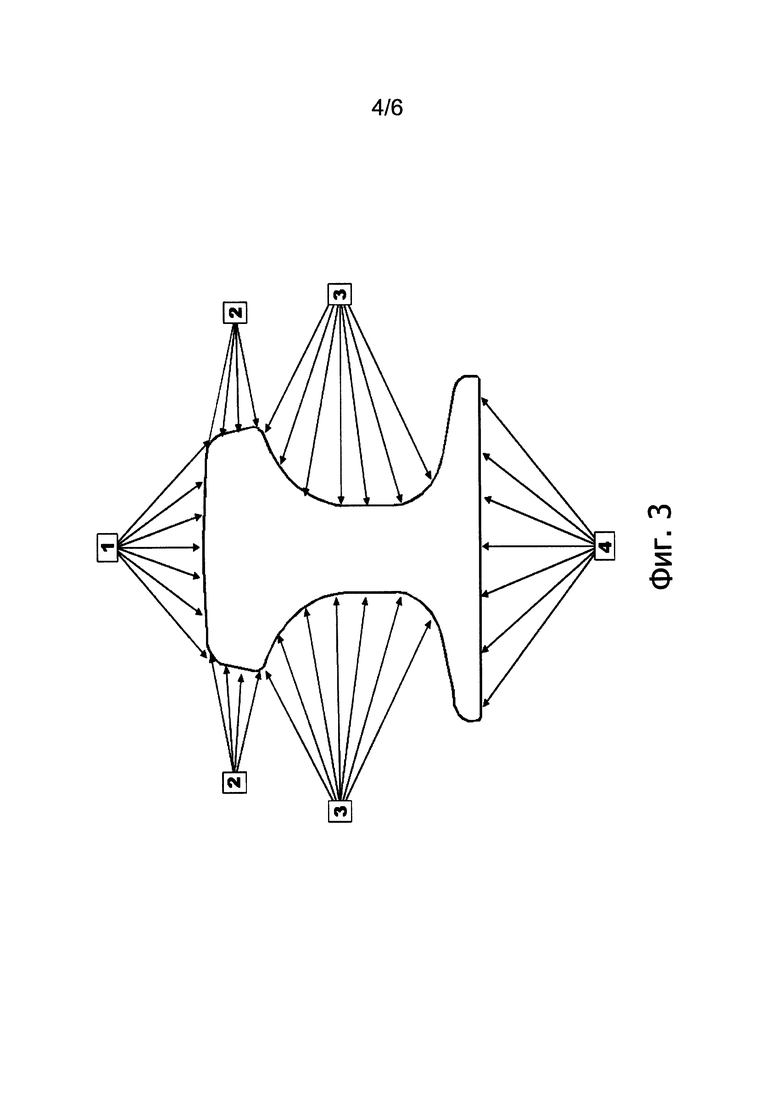
Фиг. 3 представляет поперечное сечение кранового рельса и распыляемые струи воды, которые используются для охлаждения кранового рельса;
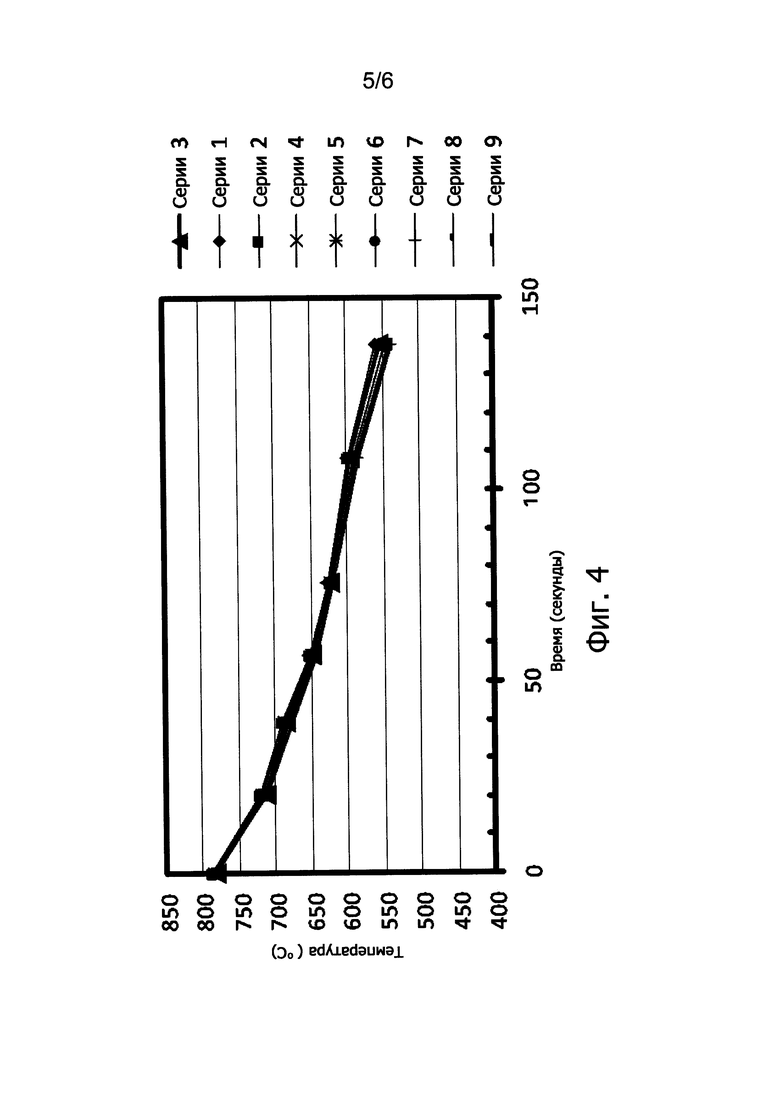
Фиг. 4 представляет кривые охлаждения (температура головки рельса в °C в зависимости от времени, начиная с ввода в первую секцию камеры) 9 рельсов по настоящему изобретению, при их последовательном прохождении через секции камеры охлаждения;
Фиг. 5 представляет температуру головки рельса в °C в зависимости от времени, начиная с ввода в первую секцию камеры для одного рельса, пунктирные линии, указывающие верхние и нижние границы охлаждения изобретения.
Подробное описание изобретения
Настоящее изобретение включает сочетание состава стали и ускоренное охлаждение, чтобы изготовить крановый рельс с превосходной твердостью и прочностью.
Существующие характеристики:
Стандартными техническими характеристиками крановых рельсов являются ASTM А759 "Крановые рельсы из углеродистой стали". Интервалы содержания являются следующими (в % масс): углерод 0,67-0,84%; марганец 0,70-1,10%; кремний 0,10-0,50%; фосфор 0,04% макс; сера 0,05% макс. Хотя микроструктура не указана в ASTM А759, крановые рельсы, изготовленные из этой композиции, обладают перлитной микроструктурой при контроле охлаждения на стеллаже охлаждения или ускоренном охлаждении.
Усовершенствование состава и твердости крановых рельсов:
В течение многих лет крановые рельсы имеют простой химический состав C-Mn-Si, показанный выше. Однако различные сорта крановых рельсов были разработаны с целью повышения твердости. Твердость является необходимым основным свойством в характеристике кранового рельса. Фиг. 1 представляет схематическое поперечное сечение головки кранового рельса. Изобретатели используют образец, показанный на фиг. 1, для измерения твердости по Бринеллю головки кранового рельса (175 фунт/ярд). В точках A3, В3 и С3 головки кранового рельса твердость будет усредняться и называться твердостью верхней части головки. В точках D1 и Е1 на головке кранового рельса твердость будет усредняться и называться твердостью боковой стороны головки и в точке В6 головки кранового рельса будет называться твердостью центра головки.
Сорт крановых рельсов:
Далее описаны три существующие сорта крановых рельсов известного уровня техники и сорт изобретения (обозначенный INV).
Крановые рельсы с контролем охлаждения (СС):
C-Mn-Si рельсы прокатывают на рельсопрокатном стане и просто охлаждают воздухом на стеллаже холодильнике. Этот сорт называется крановым рельсом с контролем охлаждения (СС). Представительные составы крановых рельсов СС приведены в таблице 1.
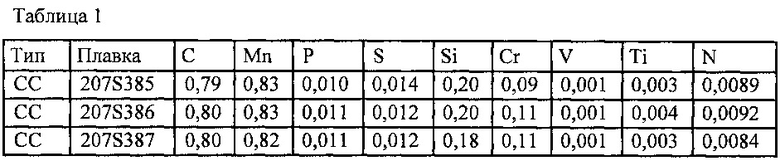
Содержание углерода соответствует эвтектоидной точке бинарной диаграммы железо-углерод и полученная микроструктура является 100% перлитом.
Крановые рельсы с закаленной головкой (НН):
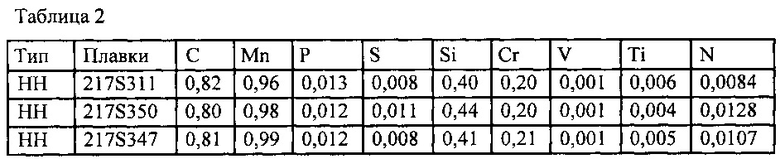
Следующим шагом в развитии кранового рельса в 1990-х годах были крановые рельсы ускоренного охлаждения, изготовленные из основной C-Mn-Si стали для достижения более высокой твердости получением перлита с меньшим межпластинчатым расстоянием. По сравнению со сталью, используемой для СС рельсов, сталь для рельсов НН содержит больше Mn, Si и Cr. Процесс ускоренного охлаждения называется закалкой головки. Представительные составы крановых рельсов с закаленной головкой (НН) приведены в таблице 2. В этой таблице представлены три плавки крановых рельсов с содержанием углерода 0,80-0.82%, Mn 0,96-0,99%, Si 0,40-0,44% и 0,20-0,21%. Cr
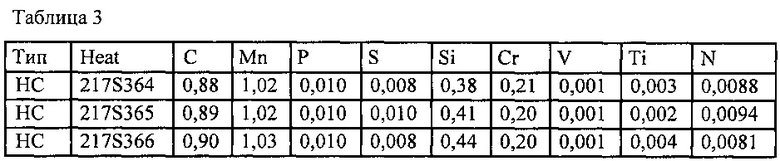
Высокоуглеродистые (НС) крановые рельсы: Для достижения еще более высокой твердости, содержание углерода вышеуказанной НН стали увеличено с 0,80-0,82% С до 0,88-0,90% С и крановые рельсы прокатанные из этой композиции также с закаленной головкой. Представительные составы НС крановых рельсов с закаленной головкой приведены в таблице 3.
При более высоком содержании углерода, эти рельсы находятся в заэвтектоидной области двойной диаграммы железо-углерод. Это означает, что существует возможность образования сетки доэвтектоидного цементита на бывших аустенитных зернах. Если эти сетки присутствуют, пластичность будет ниже. Однако ускоренное охлаждение поможет свести к минимуму образование структуры.
Исследование крановых рельсов с высокой твердостью и прочностью:
Для достижения еще более высокой твердости и прочности, чем НС крановых рельсов без ущерба в пластичности, авторы настоящего изобретения провели испытания новых крановых рельсов с более высокой твердостью с модифицированным составом в сочетании со специально модифицированными параметрами закалки головки. Изобретательский (INV) сорт включает сталь крановых рельсов с закаленной головкой с более низким содержанием Mn и более высоким содержанием Si и Cr. Также добавлены важные микролегирующие элементы титан и ванадий. Композиция, используемая в исследовании, представлена в таблице 4 в массовых процентах (железо остальное).

Высокопрочные стальные крановые рельсы настоящего изобретения имеют перлитную микроструктуру и в целом имеет следующий состав в % масс, остальное по существу является железом:
Углерод 0,79-1,00 (предпочтительно 0,8-0,9)
Марганец 0,40-1,00 (предпочтительно 0,7-0,8)
Кремний 0,30-1,00 (предпочтительно 0,5-0,6)
Хром 0,20-1,00 (предпочтительно 0,2-0,3)
Ванадий 0,05-0,35 (предпочтительно от 0,05-0,1)
Титан 0,01-0,035 (предпочтительно 0,02-0,03)
Азот 0,002-0,0150 (предпочтительно 0,008-0,01)
Углерод является существенным элементом для достижения свойств высокой прочности рельсов. Углерод взаимодействует с железом с образованием карбида железа (цементита). Карбид железа способствует высокой твердости и придает высокую прочность рельсовой стали. С высоким содержанием углерода (выше около 0,8% масс. С, необязательно выше 0,9% масс.) продолжает формироваться более высокая объемная доля карбида железа (цементита) выше, чем в обычной эвтектоидной (перлитной) стали. Одним из способов использования более высокого содержания углерода в новой стали является ускоренное охлаждение (закалка головки) и подавление образования вредных сеток доэвтектоидного цементита на бывших аустенитных зернах. Как обсуждается ниже, более высокое содержание углерода также позволяет избежать образования мягкого феррита на поверхности рельса при нормальном обезуглероживании. Другими словами, сталь содержит достаточно углерода для предотвращения перехода поверхности стали в доэвтектоидную. Содержание углерода выше 1% масс. может привести к нежелательной цементитной сетке.
Марганец является раскислителем жидкой стали и добавляется, чтобы связать серу в виде сульфидов марганца, предотвращая тем самым образование сульфидов железа, которые являются хрупкими и ухудшают горячую пластичность. Марганец также способствует твердости и прочности перлита, задерживая зарождение центров кристаллизации перлитного превращения, снижая тем самым температуру превращения и уменьшая межпластинчатое расстояние перлита. Высокое содержание марганца (например, выше 1%) может вызывать нежелательную внутреннюю сегрегацию в процессе твердения и формировать микроструктуры, которые ухудшают свойства. В примерах осуществлений содержание марганца снижается от обычного уровня в составе стали закаленной головки для сдвига «выступа» диаграммы превращения при непрерывном охлаждении (ССТ) в сторону более короткого времени, то есть кривая сдвигается влево. Как правило, больше перлита и меньше продуктов превращения (например, бейнита) формируются вблизи "выступа". В соответствии с примерами осуществлений начальная скорость охлаждения ускоряется, чтобы воспользоваться этим сдвигом, скорости охлаждения ускоряются, чтобы сформировать перлит вблизи выступа. Проведение процесса закалки головки при более высоких скоростях охлаждения способствует формированию более мелкодисперсной (и боле твердой) перлитной микроструктуры. Однако работа при более высоких скоростях охлаждения создает случайные проблемы с нестабильностью теплопередачи, где рельсы переохлаждаются и делают их неудовлетворительными из-за присутствия бейнита или мартенсита. С композицией изобретения закалка головки может быть проведена при более высоких скоростях охлаждения без возникновения неустойчивости. Таким образом, содержание марганца поддерживают ниже 1%, чтобы уменьшить сегрегацию и предотвратить формирование нежелательных микроструктур. Содержание марганца предпочтительно поддерживают выше около 0,40% масс. чтобы связать серу путем формирования сульфида марганца. Высокое содержание серы может приводить к высокому содержанию сульфида железа и повышенной хрупкости.
Кремний является другим раскилителем жидкой стали и представляет собой мощный усилитель твердорастворного упрочнения ферритной фазы в перлите (кремний не взаимодействует с цементитом). Кремний также подавляет образование непрерывной сетки доэвтектоидного цементита на бывших аустенитных зернах, изменяя активность углерода в аустените. Кремний предпочтительно присутствует в количестве, по меньшей мере, около 0,3% масс., чтобы предотвратить образование цементитной сетки и не более 1,0% масс., чтобы избежать хрупкости при горячей прокатке.
Хром обеспечивает твердорастворное упрочнение в фазах феррита и цементита перлита.
Ванадий взаимодействует с избытком углерода и азота с образованием карбида ванадия (карбонитрида) во время превращения для улучшения твердости и упрочнения ферритной фазы в перлите. Ванадий эффективно конкурирует с железом в реакции с углеродом, тем самым предотвращая образование непрерывной цементитной сетки. Карбид ванадия измельчает зерно аустенита и препятствует формированию непрерывной сетки доэвтектоидного цементита на бывших аустенитных зернах, в частности, в присутствии количеств кремния, используемых в настоящем изобретении. Содержание ванадия ниже 0,05% масс. приводит к недостаточному выделению карбида ванадия для подавления непрерывной цементитной сетки. Содержание выше 0,35% масс. может ухудшать эластичные свойства стали.
Титан взаимодействует с азотом с образованием выделений нитрида титана, которые укрепляют границы аустенитного зерна при нагреве и прокатке стали, предотвращая таким образом чрезмерный рост зерна аустенита. Это измельчение зерна является важным для ограничения роста зерна аустенита при нагреве и прокатки рельсов при конечных температурах выше 900°C. Измельчение зерна обеспечивает хорошее сочетание прочности и пластичности. Содержание титана выше 0,01% масс, является благоприятным для удлинения при растяжении, обеспечивая значения относительного удлинения более 8%, например, 8-12%. Содержание титана ниже 0,01% масс. может уменьшить среднее удлинение ниже 8%. Уровни титана выше 0,035% масс. может давать большие частицы TiN, которые неэффективны в ограничении роста аустенитного зерна.
Азот является важным элементом, за счет взаимодействия с титаном с образованием выделений TiN. Естественное количество примеси азота обычно присутствует в процессе плавки в электрической печи. Может быть желательным добавить дополнительное количество азота в составе до содержания азота выше 0,002% масс., что, как правило, является достаточным содержанием азота, чтобы связать азот с титаном с образованием выделения нитрида титана. Обычно не требуется содержание азота выше 0,0150% масс.
Содержание углерода по существу является таким же, что и в сорте высокоуглеродистой стали (НС) крановых рельсов. Композиция является заэвтектоидной с более высокой объемной долей цементита для дополнительной твердости. Содержание марганца намеренно снижается, чтобы предотвратить формирование нижних продуктов превращения (бейнит и мартенсит) при сварке крановых рельсов. Содержание кремния повышено, чтобы обеспечить более высокую твердость и способствовать подавлению образования сетки доэвтектоидного цементита на бывших аустенитных зернах. Несколько большее содержание хрома применяют для дополнительного повышения твердости. Добавляемый титан взаимодействует с азотом с образованием субмикроскопических частиц нитрида титана, которые выделяются в аустенитной фазе. Эти частицы TiN укрепляют границы аустенитного зерна во время цикла нагрева для предотвращения роста зерна, что приводит к измельчению зерен аустенита. Добавляемый ванадий взаимодействует с углеродом с образованием субмикроскопических частиц карбида ванадия, которые выделяются в течение перлитного превращения и приводят к значительному эффекту закалки. Ванадий наряду с добавлением кремния и ускоренным охлаждением подавляет образование сетки доэвтектоидного цементита.
Твердость: средняя твердость по Бринеллю трех обычных сортов и сорта по изобретению представлена в таблице 5.
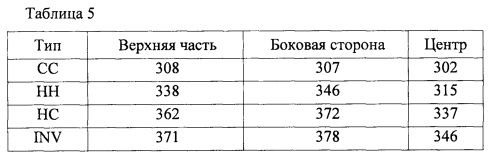
Как можно видеть, твердость постепенно увеличивается от СС к НН к СН к INV в точках верхней части, боковых сторонах и центре головки рельса. Графики, показанные на фиг. 2а и 2b, представляют среднюю твердость по Бринеллю четырех сортов крановых рельсов, рассматриваемых выше, (СС, НН, НС и INV) в верхней части и в центре головки рельса, соответственно. Кривые показывают ход твердости в зависимости от состава сплава и технологических изменений. Рельсы по изобретению, имеющие состав по изобретению, охлажденные способом согласно изобретению, как видно имеют высокую твердость во всех точках.
Прочностные свойства: В дополнение к твердости, определяют свойства при растяжении головки рельса. Стандартный образец для испытания на растяжение ASTM A370 с 1/2ʺ диаметром и 2" длиной калибра готовят из верхнего угла головки рельса.
Таблица 6 представляет типичный предел текучести (YS), предел прочности при растяжении (UTS), процент общего удлинения и процент поперечного сужения трех обычных сортов и сорта изобретения.
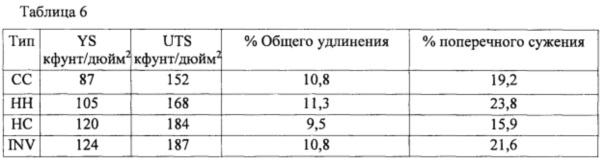
Как видно из вышеуказанного изменения твердости, прочность также увеличивается от сорта к сорту. Интересно отметить, что пластичность (представленная % общего удлинения и % поперечного сужения) высокоуглеродистой СН кранового рельса ниже, чем для других сортов. Это вызвано тем, что сталь является заэвтектоидной и существует вероятность формирования сетки доэвтектоидного цементита на бывших аустенитных зернах. Эти сетки, как известно, обладают более низкой пластичностью, облегчая распространение трещин. Сорт изобретения даже при подобном повышенном содержании углерода, имеет улучшенную пластичность. Высокое содержание кремния помогает свести к минимуму эти сетки. Также добавление ванадия подавляет формирование сеткт на границах аустенитных зерен. Таким образом, процент поперечного сужения (пластичность) в сорте изобретения на 36% лучше, чем для сорта НС с тем же содержанием углерода.
Как правило, изготовление стали может выполняться в диапазоне достаточно высокой температуры, чтобы сохранять сталь в расплавленном состоянии. Например, температура может составлять около 1600-1650°C. Легирующие элементы могут быть добавлены в жидкую сталь в любом порядке, хотя желательно организовать последовательность добавления для защиты определенных элементов, таких как титан и ванадий от окисления. В соответствии с одним примером осуществления сначала добавляют марганец в виде ферромарганца для раскисления жидкой стали. Затем добавляют кремний в виде ферросилиция для дальнейшего раскисления жидкой стали. Затем добавляют углерод, затем хром. Ванадия и титана добавляют на предпоследней и конечной стадиях соответственно. После добавления легирующих элементов сталь может быть вакуумирована для дополнительного удаления кислорода и других потенциально вредных газов, таких как водород.
После дегазации жидкая сталь может быть отлита в заготовки (например, 370 мм × 600 мм) в трёхниточной машине непрерывного литья. Скорость разливки может быть установлена равной, например, 0,46 м/с. Во время литья жидкая сталь защищена от кислорода (воздуха), что включает керамические трубы, проходящие от нижней части литейного ковша до промежуточного разливочного устройства (ёмкость, которая распределяет расплавленную сталь по трём формам) и от нижней части промежуточного разливочного устройства до каждой формы. Жидкая сталь может перемешиваться электромагнитным полем в литейной форме для повышения гомогенизации и снижения до минимума таким образом сегрегации сплава.
После литья отлитые заготовки нагревают до 1220°С и прокатывают в "катаные" заготовки за несколько (например, 15) проходов в блюминге. Катаные заготовки помещают «горячими» в нагревательную печь и повторно нагревают до 1220°С, чтобы обеспечить равномерную температуру прокатки рельса. После удаления окалины, катаная заготовка может быть прокатана за несколько (например, 10) проходов в обжимном стане, промежуточном стане и чистовом стане. Конечная температура предпочтительно составляет около 1040°С. Окалина может быт повторно удалена с катаного рельса выше около 900°С, чтобы получить однородный вторичный оксид на рельсе до закалки головки. Рельс может быть охлаждён воздухом до около 800-700°С.
Способ согласно изобретению: Для достижения более высокой твёрдости в настоящем изобретении существенными являются состав и технология. Крановый рельс обрабатывается сразу после рельсопрокатного стана, пока он ещё находится в аустенитном состоянии. Титан уже сформировал частицы TiN, которые ограничили рост зерна при нагреве. Конечную прокатку рельса проводят при температуре 1040-1060°С. По выходе из последней клети рельсопрокатного стана рельсы (всё ещё аустенитные) направляют в установку закалки головки. Начиная с температуры поверхности 750-800°С, рельс проходит через ряд распыляемых струй воды, сконфигурированных, как показано на фиг. 3, на которой изображен поперечный разрез кранового рельса и распыляемых струй воды, которые используются для охлаждения кранового рельса.
Из фиг. 3 можно видеть, что конфигурация сопел для распыления воды включает распыление воды на верхнюю часть головки 1, распыление воды на две боковые стороны головки 2, распыление воды на две стороны шейки 3 и распыление воды на подошву 4. Сопла распределены в продольном направлении в камере охлаждения длиной 100 метров и камера содержит сотни охлаждающих сопел. Рельс проходит через камеру с распылением со скоростью 0,5-1,0 м/с. Для постоянства свойств температура воды регулируется в пределах 10-16°С.
Скорость потока воды регулируется в четырех независимых секциях камеры охлаждения; каждая секция длиной 25 метров. Например, при обработке профиля 175CR (175 фунт/ярд), показанного выше, скорости потока воды на верхнюю часть и боковые стороны головки регулируется для каждой секции длиной 25 метров для достижения соответствующей скорости охлаждения для получения мелкодисперсной перлитной микроструктуры в головке рельса. Фиг. 4 представляет кривые охлаждения 9 рельсов по настоящему изобретению в ходе их последовательного прохождения через секции камеры. В частности, на фиг. 4 представлены графики температуры головки рельса в °C в зависимости от времени, с момента их вхождения в первую секцию камеры. Семь пирометров (измеряемые ими температуры представлены точками данных на фиг. 4) расположены на ключевых позициях в каждой секции. Эти пирометры измеряют температуру верхней поверхности головки рельса. 7 пирометров для верхней поверхности головки расположены следующим образом:
Пирометр 1: При входе рельса в камеру охлаждения - называемая температура входа;
Пирометр 2: На середине 1-ой секции;
Пирометр 3: В конце 1-ой секции;
Пирометр 4: На середине 2-ой секции;
Пирометр 5: В конце 2-ой секции;
Пирометр 6: В конце 3-ой секции; и
Пирометр 7: В конце 4-ой секции.
Важной частью изобретения является регулирование скорости охлаждения в четырех независимых секциях охлаждающей камеры. Это достигается точным контролем потока воды в каждой секции; особенно общего потока к верхней части и боковым стенкам головки в каждой секции. Для 9 рельсов по настоящему изобретению, рассматриваемых выше в связи с фиг.4, поток воды в соплах верхней поверхности головки в первой секции 25 метров составляет 25 м3/ч, 21 м3/ч во 2-ой секции, 9 м3/час в 3-ей секции и 10 м3/ч в 4-ой секции. По выходе рельса из 4-ой секции, он охлаждается воздушным охлаждением до температуры окружающей среды. Такое разделение потоков воды влияет на уровень твердости и глубину твердости в головке рельса. Кривая охлаждения первого из 9 рельсов фиг. 4, показана на фиг. 5, чтобы показать результат разделения воды. В частности, фиг. 5 представляет температуру головки рельса в °C в зависимости от времени, начиная с входа в первую секцию камеры одного рельса. Пунктирные линии указывают верхнюю и нижнюю границы диапазона охлаждения по изобретению.
Наибольшее количество воды подается в 1-ую секции, что создает скорость охлаждения достаточно высокую, чтобы подавить образование доэвтектоидного цементита и инициировать начало перлитного превращения ниже 700°C (между 600-700°C). Чем ниже начальная температура перлитного превращения, тем меньше межпластинчатое расстояние перлита и выше твердость рельса. После начала перлитного превращения головки рельса выделяется тепло за счет перлитного превращения - называется теплом превращения - и процесс охлаждения резко замедляется, если не используется соответствующее количество воды. На самом деле температура поверхности может стать выше, чем раньше: это известно как рекалесценция. Требуется контролируемая высокая скорость потока воды, чтобы снять этот избыток тепла и обеспечить продолжение перлитного превращения проходящего ниже 700°C. Поток воды в 3-ей и 4-ой секциях продолжают снимать тепло с поверхности рельса. Это дополнительное охлаждение необходимо для получения подходящей глубины твердости.
Как указано выше, пунктирные линии на фиг. 5 показывают диапазон охлаждения по изобретению и два режима охлаждения настоящего изобретения. Первый режим охлаждения диапазона охлаждения охватывает 0-40 секунд в камере охлаждения. В этом режиме диапазона охлаждения кривая охлаждения ограничена верхней линией охлаждения и нижний линией охлаждения (пунктирные линии на фиг. 5). Верхняя линия охлаждения начинается с момента времени t=0 сек при температуре около 800°C продолжается до t=40 сек и при температуре около 700°C. Нижняя линия охлаждения начинается с момента времени t=0 сек при температуре около 700°С продолжается до t=40 сек и при температуре около 600°C. Второй режим охлаждения в диапазоне охлаждения охватывает от 40 до 140 секунды в камере охлаждения. В этом режиме охлаждения диапазон охлаждения кривая охлаждения опять же ограничен верхней линией и нижней линией охлаждения (пунктирные линии на фиг. 5). Верхняя линия охлаждения начинается с момента времени t=40 сек при температуре около 700°C, продолжается до t=140 сек и при температуре около 600°C. Нижняя линия охлаждения начинается с момента времени t=40 сек при температуре около 600°C продолжается до t=140 сек и при температуре около 500°C.
В двух режимах охлаждения диапазона охлаждения скорость охлаждения является двухстадийной. На стадии 1, которая охватывает первые 20 секунд, скорость охлаждения в камере охлаждения составляет около 2,25-5°C/сек до температуры около 730-680°C. Стадия 2 охватывает интервал от 20 секунды до 140 секунды, в котором скорость охлаждения составляет 1-1,5°C/сек до температуры около 580-530°C. Затем рельсы охлаждают на воздухе до температуры окружающей среды.
Если не указано иное, все проценты, указанные в описании, являются массовыми.
Вышеприведенное подробное описание некоторых примеров осуществления настоящего изобретения предоставлено для объяснения принципов изобретения и его практического применения, тем самым позволяя другим специалистам в этой области техники понять изобретение в различных осуществлениях и с различными модификациями, подходящими для конкретного предполагаемого применения. Это описание не предназначено, чтобы быть исчерпывающим или ограничивать изобретение точными раскрытыми осуществлениями. Хотя выше были раскрыты подробно только несколько осуществлений, возможны другие осуществления и изобретатели намерены их включить в это описание и объем притязаний прилагаемой формулы изобретения. В данном описании раскрыты конкретные примеры для достижения более общей цели, чем может быть достигнута другим путем. Модификации и эквиваленты будут очевидны специалистам работающим в данной области, со ссылкой на это описание и входят в объем притязаний и сущность прилагаемой формулы изобретения и соответствующих эквивалентов ее пунктов. Это раскрытие является иллюстративным и формула изобретения охватывает любые модификации или альтернативы, которые могут быть предсказаны специалистом в данной области техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ Т-ОБРАЗНОГО РЕЛЬСА, ИМЕЮЩЕГО ВЫСОКОПРОЧНУЮ ПОДОШВУ | 2018 |
|
RU2775526C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЭBТЕКТОИДНОГО СТАЛЬНОГО РЕЛЬСА С ЗАКАЛЕННОЙ ГОЛОВКОЙ | 2010 |
|
RU2579319C2 |
| ОБЛАДАЮЩИЕ ПРЕВОСХОДНОЙ ИЗНОСОСТОЙКОСТЬЮ И СВАРИВАЕМОСТЬЮ РЕЛЬСЫ ИЗ НИЗКОЛЕГИРОВАННОЙ ТЕРМООБРАБОТАННОЙ ПЕРЛИТНОЙ СТАЛИ, А ТАКЖЕ СПОСОБ ИХ ПРОИЗВОДСТВА | 1996 |
|
RU2139946C1 |
| РЕЛЬС ИЗ ПЕРЛИТНОЙ СТАЛИ С ВЫСОКОЙ ИЗНОСОСТОЙКОСТЬЮ И СПОСОБ ПРОИЗВОДСТВА РЕЛЬСА | 1995 |
|
RU2112051C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЛИТНОГО РЕЛЬСА С ПРЕВОСХОДНЫМИ ИЗНОСОСТОЙКОСТЬЮ И ПЛАСТИЧНОСТЬЮ | 2007 |
|
RU2400543C1 |
| РЕЛЬС | 2013 |
|
RU2561947C1 |
| РЕЛЬС ИЗ СТАЛИ С ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТЬЮ И СОПРОТИВЛЕНИЕМ УСТАЛОСТНОМУ РАЗРУШЕНИЮ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2113511C1 |
| СТАЛЬНОЙ РЕЛЬС И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2519180C1 |
| РЕЛЬСОВАЯ СТАЛЬ С ПРЕВОСХОДНЫМ СОЧЕТАНИЕМ ХАРАКТЕРИСТИК ИЗНОСОСТОЙКОСТИ И УСТАЛОСТНОЙ ПРОЧНОСТИ ПРИ КОНТАКТЕ КАЧЕНИЯ | 2009 |
|
RU2459009C2 |
| ПЕРЛИТНЫЕ РЕЛЬСЫ | 2010 |
|
RU2476617C1 |

Изобретение относится к области металлургии. Для обеспечения высокой твердости кранового рельса способ изготовления рельса с закаленной головкой включает следующие стадии: создания стального рельса состава, включающего в массовых процентах: C 0,79-1,00, Mn 0,40-1,00, Si 0,30-1,00, Cr 0,20-1,00, V 0,05-0,35, Ti 0,01-0,035, N 0,002-0,0150, остальное преимущественно железо; охлаждения от температуры около 700-800°C при скорости охлаждения, имеющей верхнюю границу скорости охлаждения, определяемую верхней линией, соединяющей x-y-координаты (0 с, 800°C), (40 с, 700°C) и (140 с, 600°C), и нижнюю границу скорости охлаждения определяемую нижней линией, соединяющей x-y-координаты (0 с, 700°C), (40 с, 600°C) и (140 с, 500°C). 18 з.п. ф-лы, 5 ил., 6 табл.
1. Способ изготовления высокопрочного кранового рельса с закаленной головкой, включающий стадии:
изготовления стального рельса состава, включающего в массовых процентах:
углерод 0,79-1,00,
марганец 0,40-1,00,
кремний 0,30-1,00,
хром 0,20-1,00,
ванадий 0,05-0,35,
титан 0,01-0,035,
азот 0,002-0,0150 и
остальное преимущественно железо,
причем указанный стальной рельс изготавливают при температуре около 700-800°C;
охлаждения указанного стального рельса со скоростью охлаждения такой, что если нанести на график в x-y-координатах с осью x, представляющей время охлаждения в секундах, и осью y, представляющей температуру в °C поверхности головки стального рельса, то она находится в области между верхней границей скорости охлаждения, определенной верхней линией, соединяющей x-y-координаты (0 с, 800°C), (40 с, 700°C) и (140 с, 600°C), и нижней границей скорости охлаждения, определенной нижней линией, соединяющей x-y-координаты (0 с, 700°C), (40 с, 600°C) и (140 с, 500°C).
2. Способ по п. 1, в котором указанный состав включает в массовых процентах:
углерод 0,8-0,9,
марганец 0,7-0,8,
кремний 0,5-0,6,
хром 0,2-0,3,
ванадий 0,05-0,1,
титан 0,02-0,03,
азот 0,008-0,01 и
остальное преимущественно железо.
3. Способ по п. 2, в котором состав включает в массовых процентах:
углерод 0,87, марганец 0,76, кремний 0,54, хром 0,24, ванадий 0,089, титан 0,024, фосфор 0,011, сера 0,006, азот 0,009 и остальное преимущественно железо.
4. Способ по п. 1, в котором указанный крановый рельс имеет головку с полностью перлитной микроструктурой.
5. Способ по п. 2, в котором указанный крановый рельс крана имеет головку с полностью перлитной микроструктурой.
6. Способ по п. 3, в котором указанный крановый рельс имеет головку с полностью перлитной микроструктурой.
7. Способ по п. 1, в котором головка указанного кранового рельса имеет среднюю твердость по Бринеллю по меньшей мере 370 НВ на глубине 3/8 дюйма от верхней центральной части указанной головки кранового рельса, по меньшей мере 370 НВ на глубине 3/8 дюйма от боковой стороны указанной головки кранового рельса и по меньшей мере 340 НВ на глубине 3/4 дюйма от центра верхней части указанной головки кранового рельса.
8. Способ по п. 7, в котором крановый рельс имеет предел текучести по меньшей мере 120 кфунт/дюйм2, предел прочности при растяжении по меньшей мере 180 кфунт/дюйм2, полное удлинение по меньшей мере 8% и уменьшение площади по меньшей мере 20%.
9. Способ по п. 7, в котором скорость охлаждения за время от 0 до 20 с на графике имеет среднее значение в диапазоне около 2,25-5°C/с, при этом скорость охлаждения за время от 20 до 140 с на графике имеет среднее значение в диапазоне около 1-1,5°C/с.
10. Способ по п. 1, в котором указанная стадия изготовления стального рельса включает стадии:
приготовления расплава стали при температуре от около 1600 до около 1650°C последовательным добавлением марганца, кремния, углерода, хрома, затем титана и ванадия в любом порядке или совместно для формирования расплава;
вакуумной дегазации указанного расплава для дополнительного удаления кислорода, водорода и других потенциально вредных газов;
разливки указанного расплава в заготовки;
нагрева отлитых заготовок до около 1220°C;
прокатки указанной заготовки в "катаную" заготовку, используя множество проходов в блюминге;
размещения указанных катаных заготовок в нагревательной печи;
повторного нагрева указанных катаных заготовок до 1220°C, чтобы обеспечить равномерную температуру прокатки рельса;
удаления окалины с указанной катаной заготовки;
пропускания указанной катаной заготовки последовательно через обжимной стан, промежуточный обжимной стан и чистовой стан для создания готового стального рельса, причем указанный чистовой стан имеет конечную температуру на выходе 1040°C;
удаления окалины указанного готового стального рельса при температуре выше около 900°C для получения однородного вторичного оксида на указанном рельсе; и
воздушного охлаждения указанного готового рельса до около 700-800°C.
11. Способ по п. 1, в котором указанная стадия охлаждения указанного стального рельса включает охлаждение указанного рельса водой в течение 140 с.
12. Способ по п. 11, в котором указанная стадия охлаждения указанного стального рельса водой включает охлаждение указанного стального рельса распылением струй воды.
13. Способ по п. 12, в котором температуру воды, включающей указанные распыляемые струи воды, поддерживают равной 10-16°C.
14. Способ по п. 12, в котором указанная стадия охлаждения указанного стального рельса распылением струй воды включает направление указанных струй воды на верхнюю часть головки рельса, боковые стороны головки рельса, боковые стороны шейки рельса и подошву рельса.
15. Способ по п. 12, в котором указанная стадия охлаждения указанного стального рельса распылением струй воды включает пропускание указанного стального рельса через камеру охлаждения, которая включает указанные распыляемые струи воды.
16. Способ по п. 15, в котором охлаждающая камера содержит четыре секции и скорость потока воды в каждой секции меняется в зависимости от требуемого охлаждения в каждой из секций.
17. Способ по п. 15, в котором наибольшее количество воды применяют в первой/входной секции камеры охлаждения, создавая скорость охлаждения достаточно высокой, чтобы подавить образование доэвтектоидного цементита и инициировать начало перлитного превращения ниже 700°C.
18. Способ по п. 17, в котором скорость потока воды в первой/входной секции камеры охлаждения составляет 25 м3/ч, скорость потока воды во второй секции камеры охлаждения составляет 21 м3/ч, а скорость потока воды в третьей секции камеры охлаждения составляет 9 м3/ч, а скорость потока воды в четвертой/последней секции камеры охлаждения составляет 10 м3/ч.
19. Способ по п. 11, в котором указанная стадия охлаждения указанного стального рельса дополнительно включает стадию охлаждения указанного рельса на воздухе до температуры окружающей среды после указанной стадии охлаждения указанного рельса водой в течение 140 с.
| РЕЛЬС ИЗ ПЕРЛИТНОЙ СТАЛИ С ВЫСОКОЙ ИЗНОСОСТОЙКОСТЬЮ И УДАРНОЙ ВЯЗКОСТЬЮ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 1994 |
|
RU2107740C1 |
| ПРОФИЛИРОВАННЫЙ ПРОКАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2136767C1 |
| US 4486248 A, 04.12.1984 | |||
| US 7972451B2, 05.07.2011. | |||

