Область техники, к которой относится изобретение
Настоящее изобретение относится к стальным рельсам, а более конкретно, к T-образным рельсам. Конкретно, настоящее изобретение относится к T-образному рельсу, имеющему высокопрочную подошву, и способу его получения.
Предшествующий уровень техники
T-образные рельсы с закалёнными головками разработаны и используются применительно как к грузовой, так и пассажирской службе в Соединённых Штатах Америки и во всём мире. Указанные рельсы обеспечили улучшенные механические свойства, такие как более высокий предел текучести и прочность при растяжении. Это придало указанным головкам T-образных рельсов повышенную стойкость к усталости, износостойкость и в конечном счёте обеспечило более длительный срок их эксплуатации.
Поскольку нагрузки увеличились, а рельсовые крепления стали более жёсткими, подошва рельса превратилась в проблему. Теперь подошва должна противостоять более сильной пластической деформации и сопровождающему её усталостному разрушению. В настоящее время не существует общеотраслевого технического норматива для стальных рельсов c повышенной прочностью/твёрдостью подошвы. Во всех областях применения используют рельсы с «катаными» подошвами. Таким образом, в данной области техники имеется реальная потребность в T-образных рельсах с подошвами, обладающими более высокой прочностью/твёрдостью, чем обычно достигаемая в настоящее время.
Раскрытие сущности изобретения
Настоящее изобретение относится к способу изготовления T-образных рельсов, имеющих подошвы высокой прочности/твёрдости, и T-образным рельсам, полученным данным способом. Способ может включать в себя следующие стадии: получают T-образный рельс из углеродистой стали при температуре примерно от 700 до 800 ºC; и охлаждают стальной T-образный рельс со скоростью охлаждения, которая, если отобразить её на графике в координатах XY с осью X, представляющей время охлаждения в секундах, и осью Y, представляющей температуру поверхности подошвы стального T-образного рельса в ºC, поддерживается в области между:
графиком верхней границы скорости охлаждения, определяемым верхней линией, соединяющей координаты XY (0 с, 800ºC), (80 с, 675ºC), (110 с, 650ºC) и (140 с, 663ºC); и
графиком нижней границы скорости охлаждения, определяемым нижней линией, соединяющей координаты XY (0 с, 700ºC), (80 с, 575ºC), (110 с, 550ºC) и (140 с, 535ºC).
T-образный рельс из углеродистой стали может иметь химический состав в соответствии со стандартом AREMA, который включает в себя, в массовых процентах: углерод: 0,74 – 0,86; марганец: 0,75 – 1,25; кремний: 0,10 – 0,60; хром: 0,30 макс.; ванадий: 0,01 макс.; никель: 0,25 макс.; молибден: 0,60 макс.; алюминий: 0,010 макс.; сера: 0,020 макс.; фосфор: 0,020 макс.; а остальная часть представляет собой, главным образом, железо.
T-образный рельс из углеродистой стали в качестве альтернативы может иметь состав, который включает в себя, в массовых процентах: углерод: 0,84 – 1,00; марганец: 0,40 – 1,25; кремний: 0,30 – 1,00; хром: 0,20 – 1,00; ванадий: 0,04 – 0,35; титан: 0,01 – 0,035; азот: 0,002 – 0,0150; а остальная часть представляет собой железо и остаточные примеси.
Далее, T-образный рельс из углеродистой стали может иметь состав, который включает в себя, в массовых процентах: углерод: 0,86 – 0,9; марганец: 0,65 – 1,0; кремний: 0,5 – 0,6; хром: 0,2 – 0,3; ванадий: 0,04 – 0,15; титан: 0,015 – 0,03; азот: 0,005 – 0,015; а остальная часть представляет собой железо и остаточные примеси.
T-образный рельс может заключать в себе часть подошвы, которая имеет целиком перлитную микроструктуру. И может иметь среднюю твёрдость по Бринеллю, по меньшей мере, 350 HB на глубине 9,5 мм от нижней поверхности подошвы T-образного рельса.
Cкорость охлаждения в течение периода времени от 0 секунд до 80 секунд может иметь среднее значение в пределах диапазона примерно от 1,25ºC/с до 2,5ºC/с. Кроме того, скорость охлаждения в течение периода времени от 80 секунд до 110 секунд может иметь среднее значение в пределах диапазона примерно от 1ºC/с до 1,5ºC/с. Наконец, скорость охлаждения в течение периода времени от 110 секунд до 140 секунд может иметь среднее значение в пределах диапазона примерно от 0,1ºC/с до 0,5ºC/с.
Стадия получения T-образного рельса из углеродистой стали может дополнительно включать в себя следующие стадии: получают расплав стали при температуре от значения около 1600ºC примерно до 1650ºC путём последовательного добавления марганца, кремния, углерода, хрома с последующим введением титана и ванадия в любом порядке или сочетании с целью образования расплава; осуществляют вакуумную дегазацию расплава для дополнительного удаления кислорода, водорода и других потенциально вредных газов; разливают расплав в блюмы; нагревают разлитые блюмы примерно до 1220ºC; прокатывают блюм в «катаный» блюм с использованием множества проходов на блюминге; помещают катаные блюмы в нагревательную печь; повторно нагревают катаные блюмы примерно до 1220ºC для обеспечения равномерно распределённой температуры прокатки рельса; очищают катаный блюм от окалины; пропускают катаный блюм последовательно через черновую клеть, промежуточную черновую клеть и чистовую клеть для формирования готового стального рельса, при этом чистовая клеть имеет конечную температуру на выходе, равную 1040ºC; очищают готовый стальной рельс от окалины при температуре примерно выше 900ºC для получения на нём равномерно распределённого вторичного оксида; и охлаждают воздухом готовый рельс примерно до 700ºC - 800ºC.
Стадия охлаждения стального рельса может включать в себя охлаждение рельса водой в течение 140 секунд. Стадия охлаждения стального рельса водой может заключать в себе охлаждение стального рельса разбрызгиваемыми струями воды. Воду, составляющую разбрызгиваемые струи воды, поддерживают при температуре 8 - 17ºC. Стадия охлаждения стального рельса разбрызгиваемыми струями воды может включать в себя направление струй воды на верхнюю часть головки рельса, боковые стороны головки рельса и подошву рельса. Стадия охлаждения стального рельса разбрызгиваемыми струями воды может включать в себя прохождение стального рельса через камеру охлаждения, которая заключает в себе разбрызгиваемые струи воды.
Камера охлаждения может заключать в себе две секции, и скорость потока воды в каждой секции можно изменять в зависимости от требований охлаждения в каждой из них. Наибольшее количество воды можно применять в первой/входной секции камеры охлаждения, делая скорость охлаждения достаточно быстрой для подавления образования доэвтектоидного цементита и инициирования начала перлитного превращения ниже 700ºC. Скорость потока воды в первой/входной секции камеры охлаждения может находиться в диапазоне 15-40 м3/ч, а скорость потока воды во второй/последней секции камеры охлаждения может находиться в диапазоне 5-30 м3/ч. Стадия охлаждения стального рельса может дополнительно включать в себя стадию охлаждения рельса в воздухе до температуры окружающей среды после стадии охлаждения рельса водой в течение 140 секунд.
Краткое описание чертежей
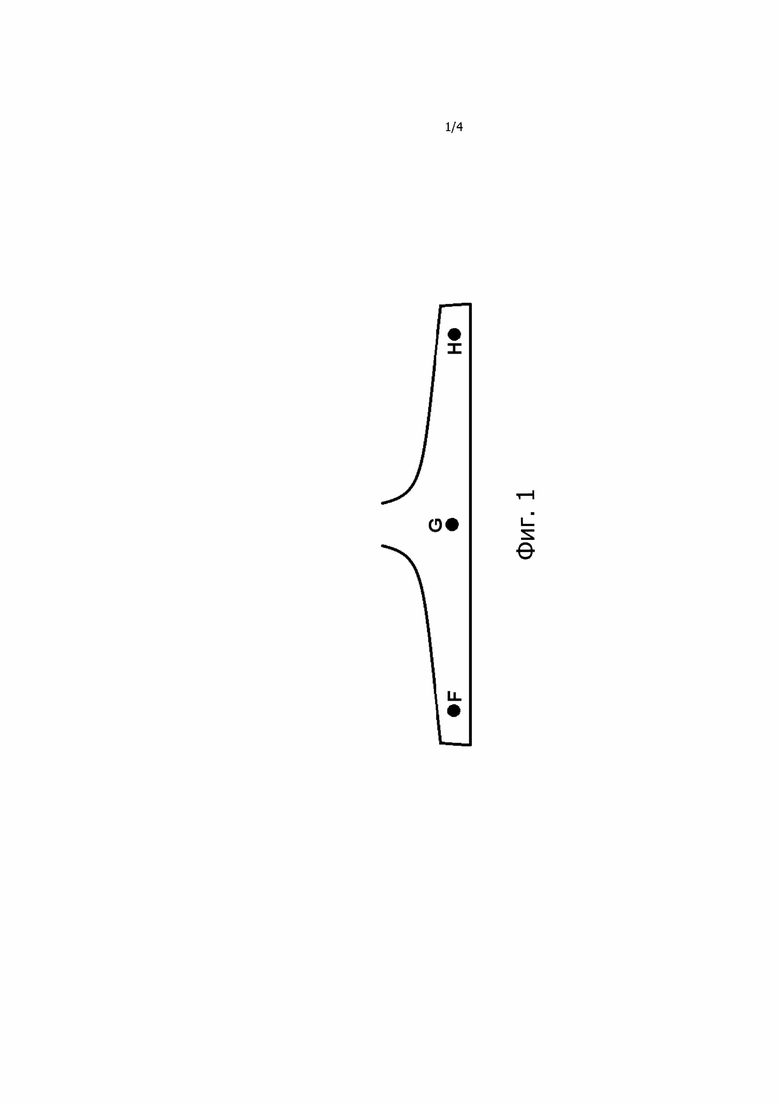
На фигуре 1 представлено схематичное изображение разреза подошвы T-образного рельса и конкретно показаны позиции на подошве T-образного рельса, где измеряется его твёрдость;
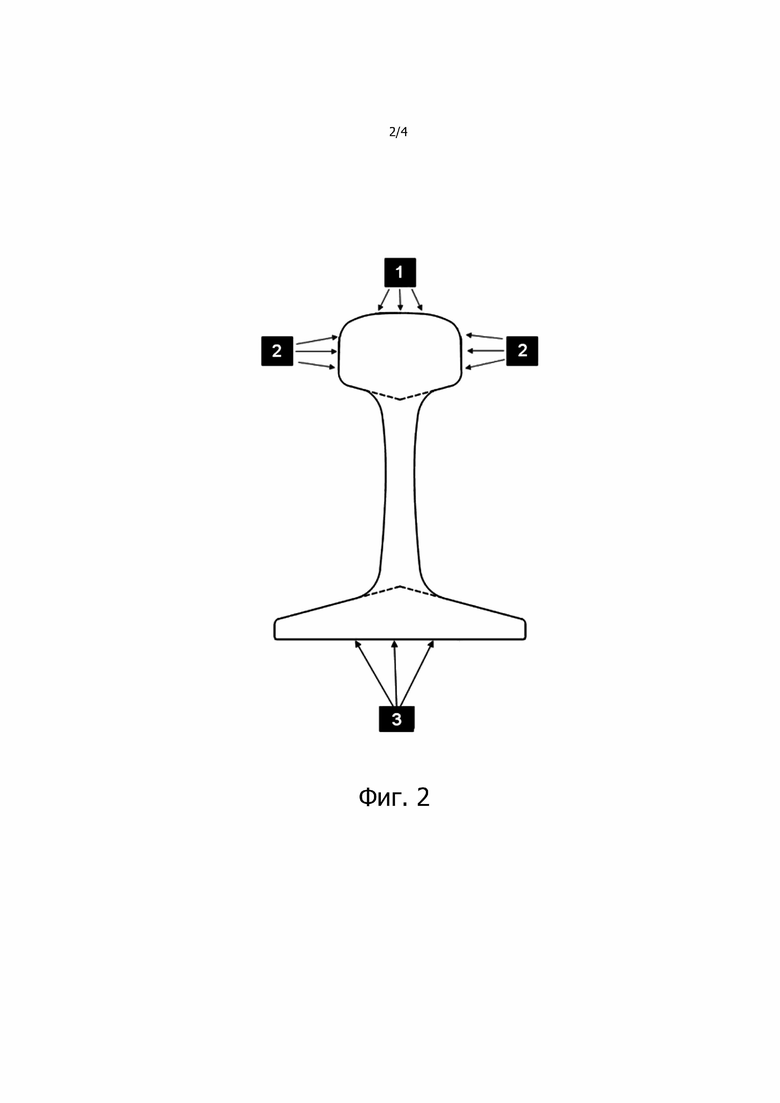
на фигуре 2 изображено сечение T-образного рельса и разбрызгиваемые струи воды, которые используются для охлаждения T-образного рельса;
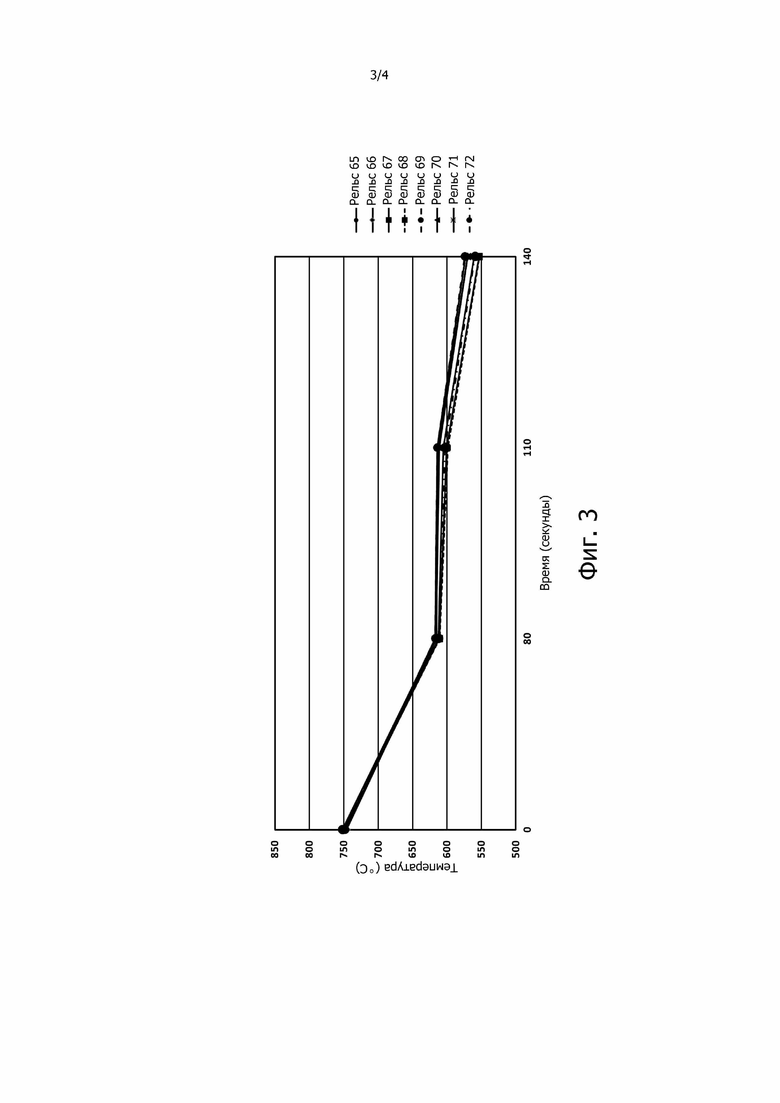
на фигуре 3 построены кривые охлаждения 8 рельсов настоящего изобретения;
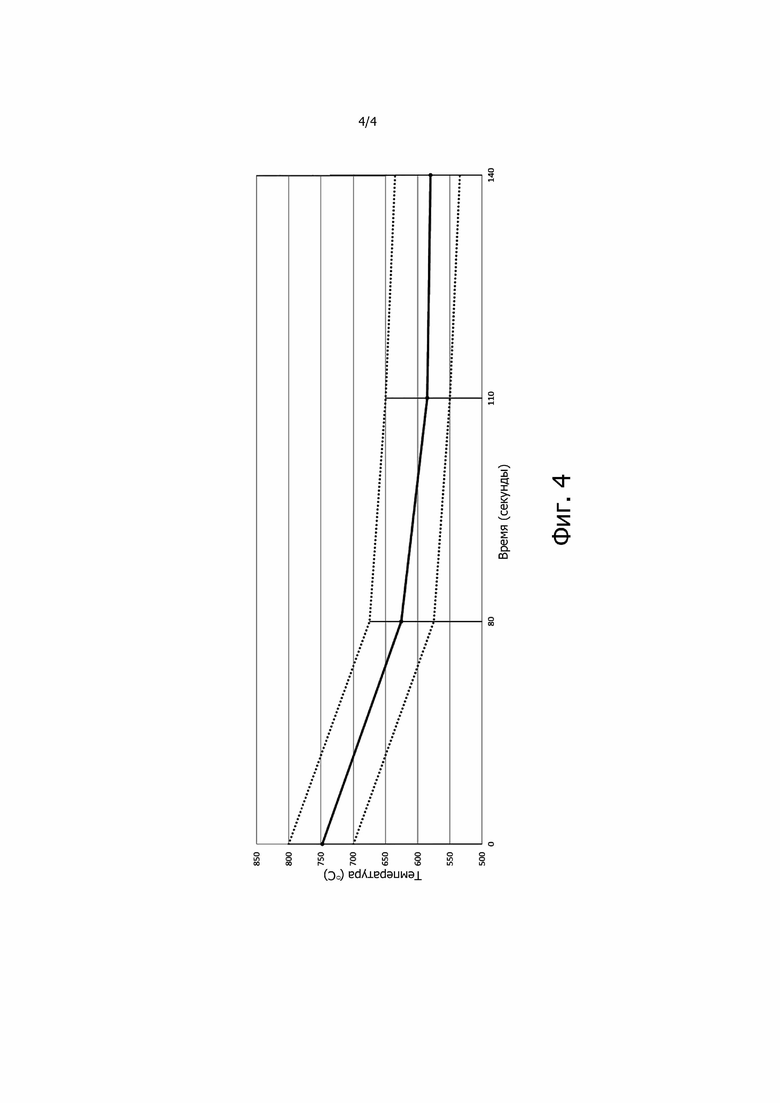
на фигуре 4 представлены графические зависимости температуры головки рельса в ºC с момента поступления в камеру охлаждения для одного рельса и отображены точечные линии, показывающие верхнюю и нижнюю границы петли охлаждения, предлагаемой в изобретении.
Осуществление изобретения
Настоящее изобретение включает в себя сочетание состава стали и ускоренного охлаждения подошвы для получения T-образных рельсов с подошвами высокой прочности/твёрдости.
Составы рельсов, применимые со способом изобретения
Стальные рельсы по стандарту AREMA
Состав стали для T-образных рельсов, которые применимы в способе изобретения, представляет собой химический состав стального рельса по стандарту AREMA. Указанный состав по стандарту AREMA включает в себя (в масс. %):
а остальное представляет собой железо и остаточные примеси.
Альтернативный состав
Второй состав, из которого можно изготовлять T-образные рельсы настоящего изобретения, представляет собой следующий состав в массовых %, при этом железо является существенной остальной частью:
а остальное представляет собой железо и остаточные примеси.
Углерод является существенно важным для достижения рельсом характеристик высокой прочности. Углерод соединяется с железом с образованием карбида железа (цементит). Карбид железа способствует выcoкой твёрдости и придаёт высокую прочность рельсовой стали. При высоком содержании углерода (примерно выше 0,8 масс. % C, необязательно, выше 0,9 масс. %) продолжает образовываться более высокая объёмная доля карбида железа (цементита), превышающая его долю в традиционной эвтектоидной (перлитной) стали. Один из способов использования повышенного содержания углерода в новой стали заключается в ускоренном охлаждении (закалка подошвы) и подавлении образования сеток вредного доэвтектоидного цементита на границах аустенитных зёрен. Как обсуждается ниже, более высокая концентрация углерода также исключает образование мягкого феррита на поверхности рельса при обычном обезуглероживании. Иными словами, сталь содержит достаточное количество углерода для предотвращения того, чтобы поверхность стали становилась доэвтектоидной. Концентрации углерода выше 1 масс. % могут приводить к образованию нежелательных цементитных сеток.
Марганец является раскислителем жидкой стали и его добавляют для связывания серы в форме сульфидов марганца, предотвращая таким образом образование сульфидов железа, которые являются хрупкими и вредными для горячей пластичности. Марганец также способствует твёрдости и прочности перлита путём торможения образования зародышей перлитного превращения, за счёт чего понижается температура превращения и уменьшается межслойное расстояние перлита. Высокие концентрации марганца могут вызывать нежелательную внутреннюю сегрегацию в ходе затвердевания и образование микроструктур, которые ухудшают свойства. В приведённых в качестве примеров вариантах осуществления содержание марганца понижено по отношению к его традиционному уровню в составе стали закалённых головок с целью сдвига «носика» диаграммы превращения при непрерывном охлаждении (ПНО) в более короткие периоды времени, т. е. кривая сдвигается влево. В общем случае, около «носика» образуется больше перлита и меньше продуктов превращения (например, бейнита). В соответствии с приведёнными вариантами осуществления начальную скорость охлаждения увеличивают для использования преимущества указанного сдвига, скорости охлаждения повышают для образования перлита вблизи носика. Осуществление процесса закалки головок при более высоких скоростях охлаждения стимулирует образование более тонкой (и более твёрдой) перлитной микроструктуры. В случае состава стали, предлагаемого в изобретении, закалку подошвы можно проводить при более высоких скоростях охлаждения без наличия нестабильности. С учётом вышесказанного, содержание марганца поддерживается на уровне ниже 1% для уменьшения сегрегации и предотвращения образования нежелательных микроструктур. Концентрацию марганца предпочтительно поддерживают примерно выше 0,40 масс. % для связывания серы путём образования сульфида марганца. Высокие концентрации серы могут создавать высокие концентрации сульфида железа и приводить к повышенной хрупкости.
Кремний является ещё одним раскислителем жидкой стали и сильным упрочнителем твёрдым раствором ферритной фазы в перлите (кремний не соединяется с цементитом). Кремний также подавляет образование непрерывных доэвтектоидных цементитных сеток на предшествующих границах зёрен аустенита путём изменения активности углерода в аустените. Предпочтительно, кремний присутствует на уровне, по меньшей мере, около 0,3 масс. % для предотвращения образования цементитной сетки, и на уровне не выше 1,0 масс. % во избежание охрупчивания в ходе горячей прокатки.
Хром обеспечивает упрочнение твёрдым раствором и в ферритной, и в цементитной фазах перлита.
Ванадий в ходе превращения соединяется с избыточным углеродом и азотом с образованием карбида ванадия (карбонитрида) для повышения твёрдости и упрочнения ферритной фазой в перлите. Ванадий эффективно конкурирует с железом за углерод, предотвращая таким образом образование непрерывных цементитных сеток. Карбид ванадия уменьшает размер аустенитных зёрен и действует в направлении ослабления формирования непрерывных доэвтектоидных цементитных сеток на границах зёрен аустенита, конкретно, в присутствии концентраций кремния, реализуемых на практике в рамках настоящего изобретения. Концентрации ванадия ниже 0,04 масс. % приводят к образованию недостаточного количества выделений карбида ванадия для подавления формирования цементитных сеток. Концентрации выше 0,35 масс. % могут являться вредными в отношении характеристик удлинения стали.
Титан соединяется с азотом с образованием выделений нитрида титана, которые закрепляют границы зёрен аустенита при нагревании и прокатке стали, предотвращая таким путём избыточный рост аустенитных зёрен. Указанное утончение зёрен является важным для ограничения роста аустенитных зёрен в ходе нагревания и прокатки рельсов при конечных температурах выше 900 ºC. Утончение зёрен обеспечивает достижение хорошего сочетания пластичности и прочности. Концентрации титана выше 0,01 масс. % являются благоприятными для удлинения при растяжении, приводя к достижению значений удлинения свыше 8%, как например, 8-12%. Концентрации титана ниже 0,01 масс. % могут снижать среднюю величину удлинения до значения ниже 8%. Концентрации титана выше 0,035 масс. % могут приводить к формированию крупных частиц TiN, которые являются неэффективными для ограничения роста аустенитных зёрен.
Азот является важным для соединения с титаном для образования выделений TiN. При осуществлении процесса плавки в электрической печи, как правило, присутствует определённое количество примеси азота природного происхождения. Может быть желательным добавление дополнительного азота к составу для доведения концентрации азота до величины выше 0,002 масс. %, которая обычно является достаточной концентрацией азота для того, чтобы позволять ему соединяться с титаном с образованием выделений нитрида титана. Как правило, концентрации азота выше 0,0150 масс. % не являются необходимыми.
Вторая композиция является заэвтектоидной, с повышенной объёмной долей цементита для добавочной твёрдости. Содержание марганца целенаправленно уменьшают для предотвращения образования нижних продуктов превращения (бейнит и мартенсит) при сварке T-образных рельсов. Концентрацию кремния увеличивают для обеспечения более высокой твёрдости и содействия подавлению образования доэвтектоидных цементитных сеток на предшествующих границах зёрен аустенита. Слегка повышенное содержание хрома предназначено для дополнительного повышения твёрдости. Добавка титана соединяется с азотом с образованием субмикроскопических частиц нитрида титана, которые осаждаются в фазе аустенита. Упомянутые частицы TiN закрепляют границы зёрен аустенита в продолжение цикла нагревания для предотвращения роста зёрен, что в результате приводит к меньшему размеру аустенитного зерна. Добавка ванадия соединяется с углеродом с образованием субмикроскопических частиц карбида ванадия, которые осаждаются в ходе перлитного превращения, и в результате приводит к достижению сильного эффекта упрочнения. Добавка ванадия, наряду с добавкой кремния и ускоренным охлаждением, подавляет образование доэвтектоидных сеток цементита.
Фигура 1 представляет собой схематичное изображение разреза подошвы Т-образного рельса. На фигуре показаны позиции на подошве T-образного рельса, где измеряется его твёрдость (употребляемый в настоящем документе термин твёрдость обозначает твёрдость по Бринеллю) и приводится в настоящем документе. Позиции F и H находятся вблизи краёв подошвы, тогда как позиция G находится в центральной точке подошвы. Испытания осуществляют в отношении материала, который находится на глубине 9,5 мм от нижней поверхности подошвы.
Средняя твёрдость в центральной точке (G) подошвы необработанных, катаных T-образных рельсов, изготовленных в соответствии со стандартом AREMA для химического состава стали, составляет около 320.
Твёрдость в точках F, G и H, а также средние величины для нескольких образцов стальных рельсов, подвергнутых обработке способом настоящего изобретения, приведены в таблице 1.
Таблица 1
Средняя твёрдость подошвы рельсов, соответствующих изобретению, превышает 350 (предпочтительно, 360) во всех точках на подошве. Средняя твёрдость в центральной точке (G) рельсов, соответствующих изобретению, превышает 370, при этом для некоторых рельсов даже превышает 380. Таким образом, средняя твёрдость подошвы рельсов настоящего изобретения превышает твёрдость сплавов предшествующего уровня техники в центральной точке на 40 единиц. Ещё лучше сопоставлять средние значения твёрдости в центральной точке рельсов предшествующего уровня техники с рельсами, соответствующими изобретению, при этом рельсы, соответствующие изобретению, твёрже на целых 50 единиц.
При производстве сырых стальных рельсов сталеварение можно осуществлять в диапазоне температур, достаточно высоких для поддержания стали в расплавленном состоянии. Например, температура может находиться в диапазоне от значения около 1600 ºC примерно до 1650 ºC. Легирующие элементы можно добавлять к расплавленной стали в любом конкретном порядке, хотя желательно выстраивать последовательность добавления, нацеленную на защиту от окисления определённых элементов, таких как титан и ванадий. Согласно одному из представленных в качестве примера вариантов осуществления вначале добавляют марганец в виде ферромарганца для раскисления жидкой стали. Далее добавляют кремний в форме феррокремния для дополнительного раскисления жидкой стали. Затем добавляют углерод с последующим добавлением хрома. Ванадий и титан добавляют на предпоследней и последней стадиях, соответственно. После добавления легирующих элементов сталь можно подвергать вакуумной дегазации для дополнительного удаления кислорода и других потенциально вредных газов, таких как водород.
Сразу после дегазации жидкую сталь можно разливать в блюмы (размером, например, 370 мм x 600 мм) в трёхструйной машине непрерывного литья. Скорость разливки можно устанавливать, например, на уровне ниже 0,46 м/с. В продолжение разливки жидкая сталь защищена от воздействия кислорода (воздуха) посредством системы защитных труб, которая включает в себя керамические трубы, простирающиеся со дна ковша в промежуточный ковш (удерживающий сосуд, который распределяет расплавленную сталь в три формы, расположенные ниже) и с днища промежуточного ковша в каждую форму. Жидкую сталь можно перемешивать электромагнитной мешалкой во время нахождения в литейной форме с целью повышения однородности и сведения к минимуму таким образом сегрегации сплава.
После разливки разлитые блюмы нагревают примерно до 1220ºC и прокатывают в «катаный» блюм за множество (например, 15) проходов на блюминге. Катаные блюмы помещают «горячими» в нагревательную печь и повторно нагревают до 1220ºC для обеспечения равномерно распределённой температуры прокатки рельса. После очистки от окалины катаный блюм можно прокатывать в рельс за многочисленные (например, 10) проходы на черновой клети, промежуточной черновой клети и чистовой клети. Конечная температура желательно составляет около 1040ºC. Катаный рельс можно снова очищать от окалины при температуре примерно выше 900ºC для получения на нём равномерно распределённого вторичного оксида до закалки подошвы. Рельс можно охлаждать воздухом примерно до 700ºC - 800ºC.
Несмотря на то, что для вновь изготовленного стального рельса предпочтительно применять процесс охлаждения в соответствии с изобретением непосредственно в данной точке, и хотя рельсы по-прежнему находятся при температуре около 700ºC - 800ºC, рельсы можно охлаждать до температуры окружающей среды и повторно нагревать после этого до начальной температуры примерно 700ºC - 800ºC для воплощения способа согласно изобретению.
Способ в соответствии с изобретением
После выхода из последней клети рельсопрокатного стана рельсы (хотя всё ещё аустенитные) отправляют в машину для закалки подошвы. Начиная с температуры поверхности в диапазоне от 700ºC до 800ºC, рельс пропускают через ряд сопел распыления воды, исполненных, как показано на фигуре 2, которая отображает сечение T-образного рельса и разбрызгиваемые струи воды, используемые для охлаждения Т-образного рельса.
Исходя из фигуры 2, можно видеть, что конфигурация сопел распыления воды включает в себя верхнее сопло 1 распыления воды на головку, два боковых сопла 2 распыления воды на головку и сопло 3 распыления воды на основание. Распылительные сопла распределены продольно в камере охлаждения 100 метров длиной, и камера заключает в себе сотни сопел для охлаждения. Рельс перемещается через распылительную камеру со скоростью 0,5-1,0 метр в секунду. Для надлежащей плотности температуру воды регулируют в пределах 8-17 ºC.
Скорость потока воды регулируют в двух независимых секциях камеры охлаждения, по 50 метров длиной каждая. Например, при обработке профиля 115E (115 фунт/ярд) скорости потоков распылительной воды, направляемых на подошву, регулируют применительно к каждой 50-метровой секции с целью достижения надлежащей скорости охлаждения для формирования тонкой перлитной микроструктуры в подошве T-образного рельса. На фигуре 3 графически отображены кривые охлаждения 8 рельсов настоящего изобретения по мере их последовательного прохождения через секции камеры. Конкретно, на фигуре 3 графически отображена зависимость температуры подошвы рельсов в ºC от времени с момента поступления в первую секцию камеры.
Важной частью данного изобретения является контролирование скорости охлаждения в двух независимых секциях камеры охлаждения. Это выполняют путём точного регулирования потока воды в каждой из двух секций; в частности, общего потока, подаваемого в сопло, направленное на подошву, в каждой секции. В случае 8 рельсов настоящего изобретения, обсуждаемых выше в связи с фигурой 3, скорость потока воды, подаваемого в сопла, направленные на подошвы, в первой 50-метровой секции составляла 15-40 м3/ч, а во 2-й секции 5-30 м3/ч. После того, как рельс выходит из последней секции, он охлаждается воздухом до температуры окружающей среды. Указанное разделение потока воды влияет на уровень твёрдости и глубину твёрдости в подошве рельса. Для демонстрирования результата разделения воды на фигуре 4 представлена в виде графика кривая охлаждения первого из 8 рельсов, приведённых на фигуре 3. Конкретно, на фигуре 4 для одного рельса графически представлена зависимость температуры головки рельса в ºC от времени с момента входа в первую секцию камеры. Точечные линии показывают верхнюю и нижнюю границы огибающей линии охлаждения в соответствии с изобретением.
Наибольшее количество воды применяют в 1-й секции, что приводит к достижению скорости охлаждения, достаточно высокой, чтобы подавлять образование доэвтектоидного цементита и инициировать начало перлитного превращения ниже 700ºC (в диапазоне 600-700ºC). Чем ниже начальная температура перлитного превращения, тем меньше межслойное расстояние перлита и выше твёрдость рельса. Как только подошва T-образного рельса начинает претерпевать перлитное превращение, в результате указанного превращения выделяется тепло, называемое теплотой превращения, и процесс охлаждения резко замедляется, если не применяется надлежащее количество воды. Действительно, температура поверхности может становиться выше, чем прежде: это известно как рекалесценция. Для отвода указанного избытка тепла и обеспечения возможности продолжения протекания перлитного превращения ниже 700ºC требуется регулируемый высокий уровень потока воды. Поток воды во 2-й секции продолжает снимать тепло с поверхности рельса. Указанное дополнительное охлаждение требуется для достижения хорошей глубины твёрдости.
Как указано выше, точечные линии на фигуре 4 показывают огибающую линию охлаждения в соответствии с изобретением и три режима охлаждения настоящего изобретения. Первый режим охлаждения огибающей линии охлаждения охватывает диапазон 0-80 секунд пребывания в камере охлаждения. В данном режиме огибающей линии охлаждения кривая охлаждения ограничивается верхней линией предела охлаждения и нижней линией предела охлаждения (точечные линии на фигуре 4). Верхняя линия охлаждения охватывает диапазон от момента времени t=0 с при температуре около 800 ºC до момента времени t=80 с и температуры около 675ºC. Нижняя линия охлаждения охватывает диапазон от момента времени t=0 с при температуре около 700ºC до момента времени t=80 с и температуры около 575ºC.
Второй режим охлаждения, покрываемый огибающей линией охлаждения, охватывает диапазон от 80 до 110 секунд пребывания в камере охлаждения. В данном режиме, покрываемом огибающей линией охлаждения, кривая охлаждения снова ограничена верхней линией предела охлаждения и нижней линией предела охлаждения (точечные линии на фигуре 4). Верхняя линия охлаждения охватывает диапазон от момента времени t=80 с при температуре около 675ºC до момента времени t=110 с и температуры около 650ºC. Нижняя линия охлаждения охватывает диапазон от момента времени t=80 с при температуре около 575ºC до момента времени t=110 с и температуры около 550ºC.
Третий режим охлаждения, покрываемый огибающей линией охлаждения, охватывает диапазон от 110 до 140 секунд пребывания в камере охлаждения. В данном режиме, покрываемом огибающей линией охлаждения, кривая охлаждения снова ограничена верхней линией предела охлаждения и нижней линией предела охлаждения (точечные линии на фигуре 4). Верхняя линия охлаждения охватывает диапазон от момента времени t=110 с при температуре около 650ºC до момента времени t=140 с и температуры около 635ºC. Нижняя линия охлаждения охватывает диапазон от момента времени t=110 с при температуре около 550ºC до момента времени t=140 с и температуры около 535ºC.
В пределах трёх режимов охлаждения, покрываемых огибающей линией охлаждения, скорость охлаждения находится на трёх ступенях. На ступени 1, которая охватывает первые 80 секунд пребывания в камере охлаждения, скорость охлаждения составляет примерно от 1,25ºC/с до 2,5ºC/с вниз по шкале температуры в диапазоне примерно от 525ºC до 675ºC. Ступень 2 охватывает диапазон от 80 секунд до 110 секунд, в котором скорость охлаждения составляет от 1ºC/с до 1,5ºC/с вниз по шкале температуры примерно от 550ºC до 650ºC. Ступень 3 охватывает диапазон от 110 секунд до 140 секунд, в котором скорость охлаждения составляет от 0,1ºC/с до 0,5ºC/с вниз по шкале температуры примерно от 535ºC до 635ºC. После этого рельсы охлаждают воздухом до температуры окружающей среды.
Если не указано иного, все проценты, упомянутые в настоящем документе, являются массовыми процентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ СТАЛЬНЫХ КРАНОВЫХ РЕЛЬСОВ | 2013 |
|
RU2683403C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЭBТЕКТОИДНОГО СТАЛЬНОГО РЕЛЬСА С ЗАКАЛЕННОЙ ГОЛОВКОЙ | 2010 |
|
RU2579319C2 |
| РЕЛЬСОВАЯ СТАЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕЁ РЕЛЬСОВ | 2020 |
|
RU2832531C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЛИТНОГО РЕЛЬСА С ПРЕВОСХОДНЫМИ ИЗНОСОСТОЙКОСТЬЮ И ПЛАСТИЧНОСТЬЮ | 2007 |
|
RU2400543C1 |
| ПЕРЛИТНЫЕ РЕЛЬСЫ | 2010 |
|
RU2476617C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТИ И КОНТАКТНОЙ ВЫНОСЛИВОСТИ | 2018 |
|
RU2743534C1 |
| ОБЛАДАЮЩИЕ ПРЕВОСХОДНОЙ ИЗНОСОСТОЙКОСТЬЮ И СВАРИВАЕМОСТЬЮ РЕЛЬСЫ ИЗ НИЗКОЛЕГИРОВАННОЙ ТЕРМООБРАБОТАННОЙ ПЕРЛИТНОЙ СТАЛИ, А ТАКЖЕ СПОСОБ ИХ ПРОИЗВОДСТВА | 1996 |
|
RU2139946C1 |
| РЕЛЬС | 2020 |
|
RU2780617C1 |
| СПОСОБ И УСТРОЙСТВО ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 2010 |
|
RU2456352C1 |
| РЕЛЬС И СПОСОБ ПРОИЗВОДСТВА РЕЛЬСА | 2019 |
|
RU2764892C1 |
Изобретение относится к металлургии, в частности к T-образному рельсу, имеющему высокопрочную подошву, и способу его получения. Способ изготовления высокопрочного T-образного рельса с закалённой подошвой включает следующие стадии, не которых получают T-образный рельс из углеродистой стали при температуре от 700 до 800°C; охлаждают упомянутый стальной рельс со скоростью охлаждения, которая, если отобразить её на графике в координатах XY с осью X, представляющей время охлаждения в секундах, и осью Y, представляющей температуру поверхности подошвы упомянутого стального T-образного рельса в °C, поддерживается в области между: графиком верхней границы скорости охлаждения, определяемым верхней линией, соединяющей координаты XY (0 с, 800°C), (80 с, 675°C), (110 с, 650°C) и (140 с, 663°C), и графиком нижней границы скорости охлаждения, определяемым нижней линией, соединяющей координаты XY (0 с, 700°C), (80 с, 575°C), (110 с, 550°C) и (140 с, 535°C). При этом скорость охлаждения в течение периода времени от 0 до 80 секунд, отображённая на графике, имеет среднее значение в пределах диапазона от 1,25 до 2,5°C/с, скорость охлаждения в течение периода времени от 80 до 110 секунд, отображённая на графике, имеет среднее значение в пределах диапазона от 1 до 1,5°C/с, а скорость охлаждения в течение периода времени от 110 до 140 секунд, отображённая на графике, имеет среднее значение в пределах диапазона от 0,1 до 0,5°C/с. T-образные рельсы с подошвами характеризуются высокой прочностью/твёрдостью. 17 з.п. ф-лы, 4 ил., 1 табл.
1. Способ изготовления высокопрочного T-образного рельса с закалённой подошвой, включающий в себя следующие стадии:
получают T-образный рельс из углеродистой стали, при этом упомянутый стальной T-образный рельс получают при температуре от 700 до 800°C;
охлаждают упомянутый стальной рельс со скоростью охлаждения, которая, если отобразить её на графике в координатах XY с осью X, представляющей время охлаждения в секундах, и осью Y, представляющей температуру поверхности подошвы упомянутого стального T-образного рельса в °C, поддерживается в области между:
графиком верхней границы скорости охлаждения, определяемым верхней линией, соединяющей координаты XY (0 с, 800°C), (80 с, 675°C), (110 с, 650°C) и (140 с, 663°C); и
графиком нижней границы скорости охлаждения, определяемым нижней линией, соединяющей координаты XY (0 с, 700°C), (80 с, 575°C), (110 с, 550°C) и (140 с, 535°C),
при этом скорость охлаждения в течение периода времени от 0 до 80 секунд, отображённая на графике, имеет среднее значение в пределах диапазона от 1,25 до 2,5°C/с, скорость охлаждения в течение периода времени от 80 до 110 секунд, отображённая на графике, имеет среднее значение в пределах диапазона от 1 до 1,5°C/с, а скорость охлаждения в течение периода времени от 110 до 140 секунд, отображённая на графике, имеет среднее значение в пределах диапазона от 0,1 до 0,5°C/с.
2. Способ по п. 1, в котором указанный T-образный рельс из углеродистой стали имеет состав, включающий в себя в массовых процентах:
углерод 0,74 – 0,86; марганец 0,75 – 1,25; кремний 0,10 – 0,60; хром 0,30 макс.; ванадий 0,01 макс.; никель 0,25 макс.; молибден 0,60 макс.; алюминий 0,010 макс.; сера 0,020 макс.; фосфор 0,020 макс.; а остальная часть представляет собой железо и остаточные примеси.
3. Способ по п. 1, в котором указанный T-образный рельс из углеродистой стали имеет состав, включающий в себя в массовых процентах:
углерод 0,84 – 1,00; марганец 0,40 – 1,25; кремний 0,30 – 1,00; хром 0,20 – 1,00; ванадий 0,04 – 0,35; титан 0,01 – 0,035; азот 0,002 – 0,0150; а остальная часть представляет собой железо и остаточные примеси.
4. Способ по п. 3, в котором указанный T-образный рельс из углеродистой стали имеет состав, включающий в себя в массовых процентах:
углерод 0,86 – 0,9; марганец 0,65 – 1,0; кремний 0,5 – 0,6; хром 0,2 – 0,3; ванадий 0,04 – 0,15; титан 0,015 – 0,03; азот 0,005 – 0,015; а остальная часть представляет собой железо и остаточные примеси.
5. Способ по п. 2, в котором подошва T-образного рельса имеет перлитную микроструктуру.
6. Способ по п. 3, в котором подошва T-образного рельса имеет перлитную микроструктуру.
7. Способ по п. 4, в котором головка T-образного рельса имеет перлитную микроструктуру.
8. Способ по п. 1, в котором подошва упомянутого T-образного рельса имеет среднюю твёрдость по Бринеллю по меньшей мере 350 HB на глубине 9,5 мм от нижней поверхности подошвы указанного T-образного рельса.
9. Способ по п. 1, в котором указанная стадия получения T-образного рельса из углеродистой стали включает в себя следующие стадии:
получают расплав стали при температуре от 1600°C до 1650°C путём последовательного добавления марганца, кремния, углерода, хрома с последующим введением титана и ванадия в любом порядке или сочетании с целью образования расплава;
осуществляют вакуумную дегазацию указанного расплава для удаления кислорода и водорода;
разливают упомянутый расплав в блюмы;
нагревают разлитые блюмы до 1220°C;
прокатывают указанный блюм в катаный блюм с использованием множества проходов на блюминге;
помещают указанные катаные блюмы в нагревательную печь;
повторно нагревают упомянутые катаные блюмы до 1220°C для обеспечения равномерно распределённой температуры прокатки рельса;
очищают упомянутый катаный блюм от окалины;
пропускают указанный катаный блюм последовательно через черновую клеть, промежуточную черновую клеть и чистовую клеть для формирования готового стального рельса, при этом указанная чистовая клеть имеет конечную температуру на выходе, равную 1040°C;
очищают указанный готовый стальной рельс от окалины при температуре выше 900°C для получения на нём равномерно распределённого вторичного оксида и
охлаждают воздухом упомянутый готовый рельс до 700 - 800°C.
10. Способ по п. 1, в котором упомянутая стадия охлаждения указанного стального рельса включает в себя охлаждение указанного рельса водой в течение 140 секунд.
11. Способ по п. 10, в котором упомянутая стадия охлаждения указанного стального рельса водой включает в себя охлаждение указанного стального рельса разбрызгиваемыми струями воды.
12. Способ по п. 11, в котором воду, составляющую упомянутые разбрызгиваемые струи воды, поддерживают при температуре в диапазоне 8 - 17°C.
13. Способ по п. 11, в котором упомянутая стадия охлаждения указанного стального рельса разбрызгиваемыми струями воды включает в себя направление указанных струй воды на верхнюю часть головки рельса, боковые стороны головки рельса и подошву рельса.
14. Способ по п. 11, в котором упомянутая стадия охлаждения указанного стального рельса разбрызгиваемыми струями воды включает в себя прохождение указанного стального рельса через камеру охлаждения, которая заключает в себе упомянутые разбрызгиваемые струи воды.
15. Способ по п. 14, в котором указанная камера охлаждения заключает в себе две секции и скорость потока воды в каждой секции изменяют в зависимости от требований охлаждения в каждой из секций.
16. Способ по п. 14, в котором наибольшее количество воды применяют во входной секции упомянутой камеры охлаждения со скоростью охлаждения, обеспечивающей подавление образования доэвтектоидного цементита и инициирования начала перлитного превращения ниже 700°C.
17. Способ по п. 16, в котором скорость потока воды во входной секции камеры охлаждения находится в диапазоне 15-40 м3/ч, а скорость потока воды в последней секции камеры охлаждения находится в диапазоне 5-30 м3/ч.
18. Способ по п. 10, в котором упомянутая стадия охлаждения указанного стального рельса дополнительно включает в себя стадию охлаждения указанного рельса в воздухе до температуры окружающей среды после упомянутой стадии охлаждения указанного рельса водой в течение 140 секунд.
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| US 20140182751 A1, 03.07.2014 | |||
| СПОСОБ ЗАКАЛКИ РЕЛЬСОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2226557C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЭBТЕКТОИДНОГО СТАЛЬНОГО РЕЛЬСА С ЗАКАЛЕННОЙ ГОЛОВКОЙ | 2010 |
|
RU2579319C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СТЫКОВ РЕЛЬСОВ | 2008 |
|
RU2371535C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 2004 |
|
RU2254382C1 |
| Способ гашения колебаний | 1988 |
|
SU1493831A1 |
| Соли моноалкиламидодиметиленамино- @ -(2,3-дигидроксипропил)- @ -уксусной кислоты в качестве пенообразователей | 1983 |
|
SU1139724A1 |

