Область техники.
Изобретение относится к эпоксидным композициям и может быть использовано для изготовления крупногабаритных изделий и изделий сложной формы, в том числе, оснастки из полимерных композиционных материалов (ПКМ) методом вакуумной инфузии и может найти применение в аэрокосмической, автомобильной, судостроительной и других отраслях промышленности.
Уровень техники.
В предшествующем уровне техники представлено большое количество композиций на основе эпоксидных смол, содержащих в своем составе разнообразные смолы и отвердители, а также наполнители, подбором которых легко можно регулировать разнообразные свойства и получать материалы с улучшенными технологическими и эксплуатационными характеристиками.
На основе эпоксидных смол могут быть изготовлены эпоксидные связующие для получения ПКМ, в том числе связующие, применяемые для получения ответственных крупногабаритных изделий методом вакуумной инфузии, например, оснасток. Оснастки для композитных изделий авиационной техники из аналогичных композиционных материалов являются на сегодняшний день наиболее востребованными, поскольку обладают свойствами, близкими к свойствам формуемой детали, меньшим весом и стоимостью по сравнению с оснастками из металла, высокой твердостью поверхности и герметичностью для формования качественных деталей на ней.
Основным преимуществом композитных оснасток является низкое и близкое к свойствам формуемого изделия значение коэффициента линейного термического расширения (КЛТР). В процессе формования изделия из ПКМ при температурах 180-240°С при невысоком КЛТР материала оснастки не происходит существенного изменения ее геометрии, что в свою очередь не приводит к изменению геометрии формуемого изделия по отношению к изначально заданной и проявлению такого эффекта как коробление изделия (изменение геометрии изделия после снятия изделия с технологической оснастки), созданию остаточных напряжений, отрицательно влияющих на механические характеристики ПКМ при длительной эксплуатации изделия.
Среди известных связующих, применяемых для получения крупногабаритных изделий методом вакуумной инфузии можно отметить связующее по патенту RU 2527086. В соответствии с данным патентом Эпоксидное связующее для полимерных композиционных материалов включает эпоксидную диановую смолу, разбавитель и отвердитель. В качестве разбавителя используют фурфуролацетоновую смолу, а в качестве отвердителя - триэтаноламинтитанат, при следующем соотношении компонентов связующего, мас. ч.: эпоксидная диановая смола - 100; фурфуролацетоновая смола - 5…50; триэтаноламинтитанат - 5…15. Техническим результатом изобретения является создание связующего на основе эпоксидной композиции, обладающего повышенными эксплуатационными характеристиками, в частности пониженной вязкостью и высокой термостойкостью, которое может быть эффективно использовано при производстве композиционных материалов, изготавливаемых методами вакуумной инфузии и RTM.
К недостаткам данного связующего можно отнести то, что связующее несмотря на применение разбавителя обладает достаточно высокой вязкостью более 1000 мПа⋅с при температуре 25°С и требует нагрева минимум до 50°С для пропитки армирующего наполнителя, что может не обеспечить качественную пропитку при формовании крупногабаритных изделий из ПКМ, а кроме того применяемый отвердитель триэтаноламинтитанат относится к отвердителям горячего отверждения, требует нагрева до 100°С для проведении предварительного отверждения, а, следовательно, применения термостойкой оснастки для формования. При этом изделие из ПКМ на основе данного связующего обладает невысокой термостойкостью не более 130°С.
Частично данные недостатки устраняются связующими на основе эпоксидных свойств с аминными отвердителями. Так, в патенте RU 2570434 раскрывается эпоксидная композиция для инфузионной технологии, которая содержит эпоксидный олигомер, выбранный из группы, включающей три- и тетрафункциональные эпоксидные олигомеры и эвтектическую смесь, по меньшей мере, двух диаминов, выбранных из группы, включающей диаминодифенилсульфон, 3,3'-дихлор-4,4'-диаминодифенилметан, 4,4'-метилен-бис-(3-хлор-2,6,-диэтиланилин) и 4,4'-метилен-бис-2,6,-диэтиланилин, 4,4'-метилен-бис-2-изопропил-6-метиланилин и 4,4'-метилен-бис-2,6,-диизопропиланилин Данное изобретение обеспечивает создание эпоксидной композиции для получения крупногабаритных изделий методом вакуумной инфузии на подогреваемой матрице с высоким комплексом свойств, реализуемых путем регулирования скорости пропитки, при варьировании соотношения эпоксидных олигомеров различной химической структуры и вязкости при различном соотношении отвердителей в смеси, а также режимов отверждения при различных температурах от 160 до 200°С. Данное связующее характеризуется пониженной вязкостью менее 1000 мПа⋅с и высокой теплостойкостью до 200°С.
К недостаткам этого связующего можно отнести аналогично вышерассмотренному связующему необходимость нагрева связующего для проведения качественной пропитки при формовании ПКМ и проведение отверждения при повышенной температуре более 100°С.
Низковязкие эпоксидные смолы в совокупности с аминным отвердителем нашли свое применение при изготовлении таких крупногабаритных изделий, как оснастки. В патенте RU 2622924 раскрывается способ изготовления крупногабаритной оснастки сложной формы (с ребром жесткости) из ПКМ с применение эпоксидного связующего с аминным отвердителем.
Для изготовления такой оснастки на мастер-модели формируют преформу оснастки без ребра, пропитывают преформу низковязким эпоксидным связующим с аминным отвердителем методом вакуумной инфузии, проводят предварительное отверждение преформы на мастер-модели. Затем формируют на отвержденной преформе ребро, ребро пропитывают этим же связующим, также проводят предварительное отверждение с постотверждением преформы с расположенными не ней ребрами жесткости. Постотверждение проводят при повышенной температуре по ступенчатому режиму.
К сожалению, в патенте не раскрывается состав эпоксидного связующего, сообщается только то, что оно является низковязким, в силу чего сложно судить о механических свойствах получаемой оснастки. Если полученная крупногабаритная оснастка или любое другое крупногабаритное изделие из ПКМ не будут обладать комплексом высоких механических свойств, то при эксплуатации этих изделий могут возникнуть серьезные технические проблемы.
Раскрытие сущности изобретения.
Задачей изобретения является устранение данных технических проблем и создание связующего для получения крупногабаритных изделий, в том числе композитной оснастки методом вакуумной инфузии с высоким комплексом свойств.
Поставленная задача решается эпоксидным связующим для изготовления крупногабаритных композитных изделий, включая оснастку, из полимерных композиционных материалов методом вакуумной инфузии, которое содержит смесь двух эпоксидных смол и циклоалифатический отвердитель, где первая смола в смеси представляет собой эпоксианилиновую смолу, вторая смола представляет смолу, выбранную из группы, включающей эпоксипарааминофенольную и эпоксиметааминофенольную смолы, а циклоалифатический отвердитель представляет собой отвердитель, выбранный из группы, включающей 3-аминометил-3,5,5-триметилциклогексиламин, 1,2-диаминоциклогексан, 4,4'-диаминодициклогексилметан, 2,2'-диметил-4,4'-метиленбис(циклогексиламин) при следующем соотношении компонентов, масс. ч:
где содержание первой смолы в упомянутой смеси двух эпоксидных смол составляет 5-25 масс. ч, а содержание второй смолы - 75-95 масс. ч.
В частных воплощениях изобретения связующее может дополнительно содержать активный разбавитель.
В этом случае связующее в качестве активного разбавителя может содержать диглицидиловый эфир бутандиола-1,4 в количестве до 5 масс. ч.
Связующее также может содержать окрашивающий агент.
В качестве окрашивающего агента связующее может содержать дибутиламин-9,10-антрацендион в количестве до 0,5 масс. ч.
Поставленная задача также решается способом изготовления крупногабаритной оснастки из полимерного композитного материала, который включает:
а) сборку на поверхности мастер-модели преформы из армирующего волокнистого наполнителя, вспомогательных материалов и средств, обеспечивающих последующую пропитку упомянутого наполнителя связующим методом вакуумной инфузии;
б) изготовление вышеприведенного связующего;
в) герметизацию преформы со стадии (а) с последующей пропиткой армирующего волокнистого наполнителя связующим со стадии (б) методом вакуумной инфузии;
г) предварительное отверждение связующего на мастер-модели в интервале температур от комнатной до 30°С с получением полуфабриката оснастки;
д) удаление полуфабриката оснастки с мастер-модели;
е) постотверждение полуфабриката оснастки при температуре, не превышающей 200°С с получением оснастки.
В частных воплощениях изобретения поставленная задача решается способом, в котором связующее на стадии (б) изготавливают путем смешения компонентов при комнатной температуре и давлении, не превышающем 10 мм рт.ст.
Связующее изготавливают непосредственно перед пропиткой преформы на стадии (в).
Предварительное отверждение на стадии (г) проводят в течение 12-48 часов.
Постотверждение на стадии (е) проводят при температуре 160-200°С.
Нагрев для постотверждения проводят ступенчато в 7-9 ступеней со скоростью нагрева, не превышающей 1°С/мин и выдержкой на каждой ступени в течение 2-6 часов.
Охлаждение на стадии (е) осуществляют со скоростью, не превышающей 5°С/мин.
Осуществление изобретения.
Эпоксидное связующее для инфузионной технологии содержит смесь двух эпоксидных смол и циклоалифатический отвердитель, где первая смола в смеси представляет собой эпоксианилиновую смолу, вторая смола представляет смолу, выбранную из группы, включающей эпоксипарааминофенольную и эпоксиметааминофенольную смолы. Обе эти смолы относятся к группе эпоксидных аминофенольных смол.
Качественный состав эпоксидной композиции подбирался из следующих соображений. Трехфункциональные аминосодержащие эпоксидные смолы были выбраны из-за того, что они являются наиболее высокопрочными и теплостойкими, но при этом характеризуются невысокой вязкостью в сравнении с другими, например, широко применяемыми диановыми эпоксидными смолами.
Соотношение эпоксидных смол подбирали исходя из получения значения вязкости, приемлемого для проведения дальнейшей переработки связующего методом вакуумной инфузии, получения максимальной температуры стеклования и оптимальных механических свойств.
В качестве отвердителя подобраны специальные диамины циклоалифатического типа, обладающие невысокой вязкостью, позволяющие проводить отверждение при комнатной температуре благодаря высокой реакционной способности и при этом обеспечивающие необходимое для пропитки крупногабаритных изделий время до гелирования, а также получение высоких механических характеристик связующего и ПКМ на его основе.
Заявленная смесь смол в сочетании с циклоалифатическим отвердителем, выбранным из группы, включающей 3-аминометил-3,5,5-триметилциклогексиламин (изофорондиамин, ИФДА), 1,2-диаминоциклогексан (ЦДА), 4,4'-диаминодициклогексилметан (ГМДА), 2,2'-диметил-4,4'-метиленбис(циклогексиламин) (МГМДА) обеспечивают получение эпоксидной композицию для изготовления крупногабаритных изделий методом вакуумной инфузии с высоким комплексом свойств, реализуемых, также, за счет низкой вязкости и низкой усадки.
Связующее в некоторых своих воплощениях может содержать активный разбавитель, например, диглицидиловый эфир бутандиола-1,4 (Лапроксид БД) и окрашивающую добавку 1,4-дибутиламин-9,10-антрацендион (или Solvent Blu 35).
Активный разбавитель позволяет при добавлении до 5 масс. ч. эффективно снизить вязкость связующего. Добавление большего количества приведет к нежелательному снижению прочностных свойств отвержденного связующего.
Окрашивающая добавка 1,4-дибутиламин-9,10-антрацендион позволяет проводить контроль процесса отверждения при комнатной температуре и отслеживать его окончание по изменению цвета связующего.
Количественное соотношение компонентов связующего подобрано исходя из оптимального времени гелирования не менее 24 часов при 25°С для обеспечения качественной пропитки крупногабаритных изделий и изделий сложной геометрии, а также получения оптимальных физико-механических свойств ПКМ.
Реализовать эти свойства можно путем проведения предварительного отверждения при комнатной температуре, а также путем регулирования режимов отверждения при различных температурах, не превышающих 200°С.
Связующее в соответствии с изобретением, отличается низкой вязкостью при комнатной температуре 25°С и обеспечивает возможность проведения низкотемпературной пропитки и отверждения изделий из ПКМ с обеспечением их низкой пористости и высоких физико-механических характеристик.
Заявляемое связующее замечательно себя зарекомендовало для изготовления крупногабаритных изделий, особенно, для изготовления оснасток.
Основным преимуществом композитных оснасток является низкое и близкое к свойствам формуемого изделия значение коэффициента линейного термического расширения (КЛТР). В процессе формования изделия из ПКМ при температурах 180-240°С при невысоком КЛТР материала оснастки не происходит существенного изменения ее геометрии, что в свою очередь не приводит к изменению геометрии формуемого изделия по отношению к изначально заданной и проявлению такого эффекта как коробление изделия (изменение геометрии изделия после снятия изделия с технологической оснастки), созданию остаточных напряжений, отрицательно влияющих на механические характеристики ПКМ при длительной эксплуатации изделия.
Композитные оснастки изготавливают с применением мастер-моделей, которые представляют собой модель конечного изделия в натуральную величину. Наиболее удобными материала для изготовления мастер-моделей, позволяющими быстро и качественно изготовить модель требуемой формы являются различные полимерные материалы, например, полиуретаны, которые, однако, имеют ограничения по температуре эксплуатации не выше 50°С.
Связующее согласно настоящему изобретению позволяет проводить изготовление композитной оснастки с применением подобных мастер-моделей, поскольку обладает низкой вязкостью после смешения при комнатной температур, обеспечивающей проведение качественной пропитки наполнителя, а также позволяет проводить последующее низкотемпературное отверждение также при комнатной температуре.
Изготовление оснастки предусматривает проведение следующих операций:
а) сборку на поверхности мастер-модели преформы из армирующего волокнистого наполнителя, вспомогательных материалов и средств, обеспечивающих последующую пропитку упомянутого наполнителя связующим методом вакуумной инфузии;
б) изготовление связующего в соответствии с любым из предшествующих п.п. формулы;
в) герметизацию преформы со стадии (а) с последующей пропиткой армирующего волокнистого наполнителя связующим со стадии (б) методом вакуумной инфузии;
г) предварительное отверждение связующего на мастер-модели в интервале температур от комнатной до 30°С с получением полуфабриката оснастки;
д) удаление полуфабриката оснастки с мастер-модели;
е) постотверждение полуфабриката оснастки при температуре, не превышающей 200°С с получением оснастки.
Предварительное отверждение, как правило, проводится при комнатной температуре, однако, в случае изготовления изделий сложной геометрии, а также для получения более высоких механических характеристик можно проводить отверждение при температуре 30°С (оптимальное время 12-48 часов). Прочность при межслоевом сдвиге ПКМ при этом может увеличиться в 1,5 раза с 20 до 27 МПа.
После проведения предварительного низкотемпературного отверждения оснастка удаляется с мастер-модели, а постотверждение проводится уже вне мастер-модели. Проведение постотверждения при 200°С позволяет получать оснастку с термостойкостью до 250°С.
Такая организация изготовления оснасток ускоряет процесс их получения и обеспечивает повышение производительности - на месте удаленной после предварительного отверждения преформу выкладывается новая, в то время, как первая преформа постотверждается в другом месте, а кроме того исключает необходимость формования изделий на мастер-модели, которую нецелесообразно и экономически невыгодно изготавливать из термостойких материалов, способных выдерживать температуру постотверждения до 200°С.
Некоторые приемы, необязательные для всех воплощений изобретения, позволят либо улучшить декларируемый технический результат, либо получить какой-нибудь дополнительный технический результат.
Так осуществление смешения компонентов на стадии (б) при давлении, не превышающем 10 мм.рт.ст. позволяет получать более однородное связующее для обеспечения более эффективной пропитки армирующего наполнителя и получения качественного изделия.
Уже отмечалось, что целесообразно изготавливать связующее непосредственно перед пропиткой преформы, что обусловлено началом медленного отверждения при смешении компонентов связующего при комнатной температуре и необходимостью проведения качественной пропитки до существенного нарастания вязкости связующего более 1000 мПа⋅с вследствие этого отверждения, хотя и является допустимым небольшой разумный технологический интервал между двумя этими процессами, не превышающий 30 минут.
Для набора максимальной прочности целесообразно вести предварительное отверждение на стадии (г) в течение 12-48 часов, при этом время отверждения зависит от многих факторов, в том числе от габаритов и формы получаемых изделий из ПКМ.
Наиболее оптимальными температурами постотверждения на стадии (е) являются 160-200°С. Верхняя граница интервала, как уже указывалось, позволяет получать оснастку с термостойкостью до 250°С.
Нагрев до температур постотверждения, как правило, проводят ступенчато с выдержкой на каждой ступени для выравнивания температур по всему объему изделия и минимизации вероятности протекания побочных процессов, приводящих к возникновению структурных дефектов в отвержденном связующем, хотя не возбраняется и плавный длительный нагрев.
Можно нагрев для постотверждения проводить ступенчато в 7-9 ступеней со скоростью нагрева, не превышающей 1°С/мин и выдержкой на каждой ступени в течение 2-6 часов, а можно и проводить этот нагрев по режимам известного способа при условии поддержания скорости нагрева не более 5°С/час.
Скорость охлаждения после постотверждения, как правило, не регламентируется, однако, если проводить охлаждение со скоростью, не превышающая 5°С/мин, то можно обеспечить плавное охлаждение изделия без проявления существенных релаксационных процессов в связующем, которые могут привести к возникновению больших напряжений и микродефектов в изделии и искажению его формы.
Пример осуществления изобретения.
Изготовление связующего осуществляли следующим образом.
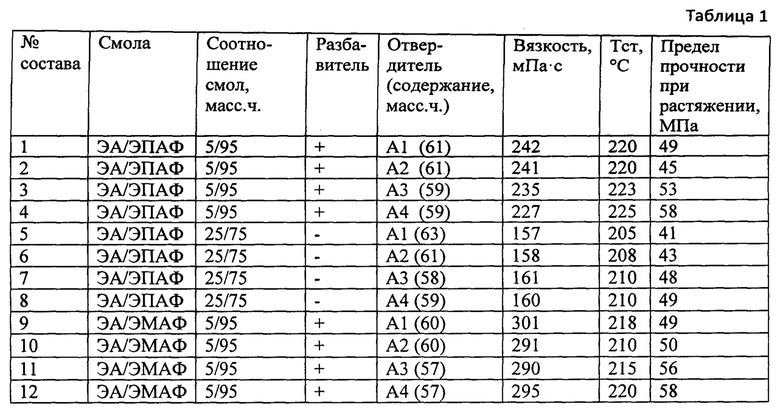
Для изготовления связующего брали следующие компоненты: эпоксианилиновую смолу (ЭА), эпоксипарааминофенольную смолу (ЭПАФ, УП-610), эпоксиметааминофенольную смолу (ЭМАФ) с варьирование соотношения между смолами от 5/95 до 25/75 масс. ч., циклоалифатический отвердитель, выбранный из группы, включающей 3-аминометил-3,5,5-триметилциклогексиламин (изофорондиамин, А1), 1,2-диаминоциклогексан (А2), 4,4'-диаминодициклогексилметан (A3), 2,2'-диметил-4,4'-метиленбис(циклогексиламин) (А4), активный разбавитель диглицидиловый эфир бутандиола-1,4 в количестве 3-4 масс. ч. и окрашивающую добавку 1,4-дибутиламин-9,10-антрацендион (или Solvent Blu 35) в количестве до 0,5 масс. ч
В реактор при температуре (25±5)°С последовательно загружали выбранную эпоксидную смолу и диамин с окрашивающей добавкой в заданных количествах и перемешивали при скорости работы мешалки 300 об/мин в течение 20 минут.
Предварительное изготовление диамина с окрашивающей добавкой проводили путем приготовления концентрата Solvent Blu 35 в диамине и добавления его в диамин в количестве, необходимом для доведения его до требуемой концентрации в отвердителе. Введение окрашивающей добавки в отвердитель через концентрат обусловлено более равномерным распределением окрашивающей добавки по объему отвердителя и сокращением времени смешения. Концентрат изготавливали путем смешения диамина с окрашивающей добавкой в массовом соотношении 90/10, соответственно, при температуре (25±5)°С в течение не менее 30 минут при скорости 200 об/мин.
Свойства связующего в зависимости от его состава приведены в таблице 1.
Для изготовления оснастки брали мастер-модель из полиуретана и производили выкладку армирующего наполнителя, в качестве которого использовали углеродную ткань.
Затем, укладывали технологический слой из жертвенная ткани, перфорированной пленки и распределительной сетки. Далее монтировали линии подачи связующего и вакуумные линии (удаления воздуха и удаления излишков смолы), формировали вакуумный пакет, после чего собранный пакет герметизировали.
Затем в соответствии с вышеописанным изготавливали связующее и проводили пропитку. На мастер-модели проводили предварительное отверждение полученной преформы.
Затем вакуумный пакет снимали, удаляли технологический слой и полученную преформу нагревали до температур постотверждения в соответствии со следующим режимом:
нагрев до 30°С со скоростью не более 0,5°С/мин и выдержка при температуре 30°С в течение не менее 6 часов, далее нагрев до температуры 40°С со скоростью не более 0,5°С/мин и выдержка в течение не менее 6 часов, нагрев до температуры 60°С со скоростью 0,5°С/мин и выдержка в течение 6 часов; нагрев до температуры 80°С со скоростью 1°С/мин и выдержка в течение 3 часов; нагрев до температуры 100°С со скоростью 1°С/мин и выдержка в течение не менее 3 часов, нагрев до температуры 120°С со скоростью 1°С/мин и выдержка в течение 3 часов, нагрев до температуры 140°С со скоростью 1°С/мин и выдержка в течение 3 часов, нагрев до температуры 160°С со скоростью 1°С/мин и выдержка в течение 3 часов; нагрев до температуры 180°С со скоростью 1°С/мин и выдержка в течение 3 часов, нагрев до температуры 200°С со скоростью 1°С/мин и выдержка в течение 3 часов, охлаждение до комнатной температуры со скоростью не выше 5°С/мин.
В таблице 1 приведены данные по свойствам связующего в зависимости от содержания его компонентов, масс. ч.
В таблице 2 приведены свойства отвержденного связующего по примеру 11

| название | год | авторы | номер документа |
|---|---|---|---|
| Теплостойкое низковязкое связующее для изготовления изделий методами вакуумной инфузии и пропитки под давлением и способ его получения | 2021 |
|
RU2762559C1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2622924C1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2630798C1 |
| Эпоксидное связующее | 2020 |
|
RU2754399C1 |
| Способ изготовления оснастки для формования изделий из полимерных композиционных материалов | 2023 |
|
RU2833723C1 |
| КОМПОЗИТНАЯ ФОРМООБРАЗУЮЩАЯ ОСНАСТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2657913C1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2576303C1 |
| Способ изготовления композитной оснастки для формирования изделий из полимерных композиционных материалов | 2023 |
|
RU2815134C1 |
| Однокомпонентная эпоксидная композиция для изготовления изделий из полимерных композиционных материалов методом вакуумной инфузии. | 2021 |
|
RU2772285C1 |
| Полимерный биндер, биндерная лента и изделия из ПКМ на их основе | 2021 |
|
RU2779663C1 |
Изобретение относится к эпоксидным композициям и может быть использовано для изготовления крупногабаритных изделий и изделий сложной формы, в том числе оснастки из полимерных композиционных материалов (ПКМ), методом вакуумной инфузии и может найти применение в аэрокосмической, автомобильной, судостроительной и других отраслях промышленности. Эпоксидное связующее для изготовления крупногабаритных композитных изделий, включая оснастку, из полимерных композиционных материалов методом вакуумной инфузии, содержащее смесь двух эпоксидных смол и циклоалифатический отвердитель. Первая смола в смеси представляет собой эпоксианилиновую смолу, вторая смола представляет смолу, выбранную из группы, включающей эпоксипарааминофенольную и эпоксиметааминофенольную смолы. Циклоалифатический отвердитель представляет собой отвердитель, выбранный из группы, включающей 3-аминометил-3,5,5-триметилциклогексиламин, 1,2-диаминоциклогексан, 4,4'-диаминодициклогексилметан, 2,2'-диметил-4,4'-метиленбис(циклогексиламин). Указанные компоненты содержатся в следующем соотношении, мас.ч: смесь двух эпоксидных смол - 100, циклоалифатический отвердитель - 57-63. При этом содержание первой смолы в упомянутой смеси двух эпоксидных смол составляет 5-25 мас.ч, а содержание второй смолы - 75-95 мас.ч. Изобретение позволяет создать связующее для получения крупногабаритных изделий, в том числе композитной оснастки, методом вакуумной инфузии с высоким комплексом свойств. 2 н. и 10 з.п. ф-лы, 2 табл.
1. Эпоксидное связующее для изготовления крупногабаритных композитных изделий, включая оснастку, из полимерных композиционных материалов методом вакуумной инфузии, содержащее смесь двух эпоксидных смол и циклоалифатический отвердитель, где первая смола в смеси представляет собой эпоксианилиновую смолу, вторая смола представляет смолу, выбранную из группы, включающей эпоксипарааминофенольную и эпоксиметааминофенольную смолы, а циклоалифатический отвердитель представляет собой отвердитель, выбранный из группы, включающей 3-аминометил-3,5,5-триметилциклогексиламин, 1,2-диаминоциклогексан, 4,4'-диаминодициклогексил метан, 2,2'-диметил-4,4'-метиленбис(циклогексиламин) при следующем соотношении компонентов, мас.ч.:
где содержание первой смолы в упомянутой смеси двух эпоксидных смол составляет 5-25 мас.ч., а содержание второй смолы - 75-95 мас.ч.
2. Связующее по п. 1, которое дополнительно содержит активный разбавитель.
3. Связующее по п. 2, которое в качестве активного разбавителя содержит диглицидиловый эфир бутандиола-1,4 в количестве до 5 мас.ч.
4. Связующее по п. 1, которое дополнительно содержит окрашивающий агент.
5. Связующее по п. 4, которое в качестве окрашивающего агента содержит дибутиламин-9,10-антрацендион в количестве до 0,5 мас.ч.
6. Способ изготовления крупногабаритной оснастки из полимерного композитного материала, включающий
а) сборку на поверхности мастер-модели преформы из армирующего волокнистого наполнителя, вспомогательных материалов и средств, обеспечивающих последующую пропитку упомянутого наполнителя связующим методом вакуумной инфузии;
б) изготовление связующего в соответствии с любым из предшествующих пунктов формулы;
в) герметизацию преформы со стадии (а) с последующей пропиткой армирующего волокнистого наполнителя связующим со стадии (б) методом вакуумной инфузии;
г) предварительное отверждение связующего на мастер-модели в интервале температур от комнатной до 30°С с получением полуфабриката оснастки;
д) удаление полуфабриката оснастки с мастер-модели;
е) постотверждение полуфабриката оснастки при температуре, не превышающей 200°С с получением оснастки.
7. Способ по п. 6, в котором связующее на стадии (б) изготавливают путем смешения компонентов при давлении, не превышающем 10 мм рт.ст.
8. Способ по п. 6, в котором связующее изготавливают непосредственно перед пропиткой преформы на стадии (в).
9. Способ по п. 6, в котором предварительное отверждение на стадии (г) проводят в течение 12-48 ч.
10. Способ по п. 6, в котором постотверждение на стадии (е) проводят при температуре 160-200°С.
11. Способ по п. 6, в котором нагрев для постотверждения проводят ступенчато в 7-9 ступеней со скоростью нагрева, не превышающей 1°С/мин, и выдержкой на каждой ступени в течение 2-6 ч.
12. Способ по п. 6, в котором охлаждение на стадии (е) осуществляют со скоростью, не превышающей 5°С/мин.
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2622924C1 |
| КОМПОЗИТНАЯ ФОРМООБРАЗУЮЩАЯ ОСНАСТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2657913C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2014 |
|
RU2585638C1 |
| ЭПОКСИДНАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2570434C1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2630798C1 |

