Изобретение относится к машиностроению, а именно к способам навески лент конвейеров.
Известен способ навески ленты конвейера, уложенной слоями на платформах возле хвостового барабана [1, с. 20-21]. Для навески ленты одну монтажную лебедку устанавливают у разгрузочного барабана, вторую монтажную лебедку устанавливают у хвостового барабана. Трос первой монтажной лебедки размещают на роликоопорах грузовой ветви и соединяют с концом ленты. Наматывая трос первой монтажной лебедки, затягивают ленту на роликоопоры грузовой ветви.
Затем трос второй монтажной лебедки размещают на роликоопорах порожней ветви и соединяют с концом ленты. Наматывая трос второй монтажной лебедки, затягивают ленту на роликоопоры порожней ветви.
После размещения ленты на роликоопорах обеих ветвей и огибания лентой всех барабанов конвейера, концы ленты соединяют.
Недостатком данного способа является сложность и большие трудозатраты, связанные с использованием двух монтажных лебедок. Кроме того, монтажу прижимной ленты мешает уже установленная грузонесущая лента.
Наиболее близким к предлагаемому техническому решению является способ навески ленты конвейера при подаче бобины с лентой к разгрузочному барабану [1, с. 17-19].
Для навески ленты монтажную лебедку устанавливают у хвостового барабана. Трос монтажной лебедки сначала размещают на роликоопорах порожней ветви и соединяют с концом первого отрезка ленты. Наматывая трос монтажной лебедки, затягивают ленту на роликоопоры порожней ветви с огибанием барабанов.
Затем трос монтажной лебедки размещают на роликоопорах грузовой ветви и соединяют с концом второго отрезка ленты. Наматывая трос монтажной лебедки, затягивают ленту на роликоопоры грузовой ветви. Отрезки ленты грузовой и порожней ветвей соединяют между собой с образованием замкнутого контура ленты.
Недостатком данного способа является использование отдельных отрезков ленты для грузовой и порожней ветвей, изготовление, как минимум, двух соединений отрезков ленты. Монтаж прижимной ленты также сопряжен с большими трудозатратами, так как уже установленная грузонесущая лента препятствует размещению прижимной ленты на барабанах.
Задачей изобретения является снижение трудозатрат навески грузонесущей и прижимной лент конвейера.
Способ навески грузонесущей и прижимной лент конвейера, включающий размещение троса на роликоопорах с огибанием приводных, отклоняющих и натяжного барабанов, размещение бобины с грузонесущей лентой возле конвейера, соединение конца троса с концом грузонесущей ленты, разматывание грузонесущей ленты с бобины, перемещение троса и грузонесущей ленты по роликоопорам с огибанием барабанов, отсоединение троса от грузонесущей ленты, соединение концов грузонесущей ленты.
Согласно изобретению прижимную ленту размещают возле привода конвейера, конец прижимой ленты соединяют с концом троса перед вторым приводным барабаном и перемещают вокруг второго приводного и второго отклоняющего барабанов, затем конец прижимой ленты отсоединяют от конца троса, огибают натяжной барабан и соединяют концы прижимной ленты, после этого перемещают трос и грузонесущую ленту по роликоопорам с огибанием барабанов, отсоединяют трос от грузонесущей ленты и соединяют концы грузонесущей ленты.
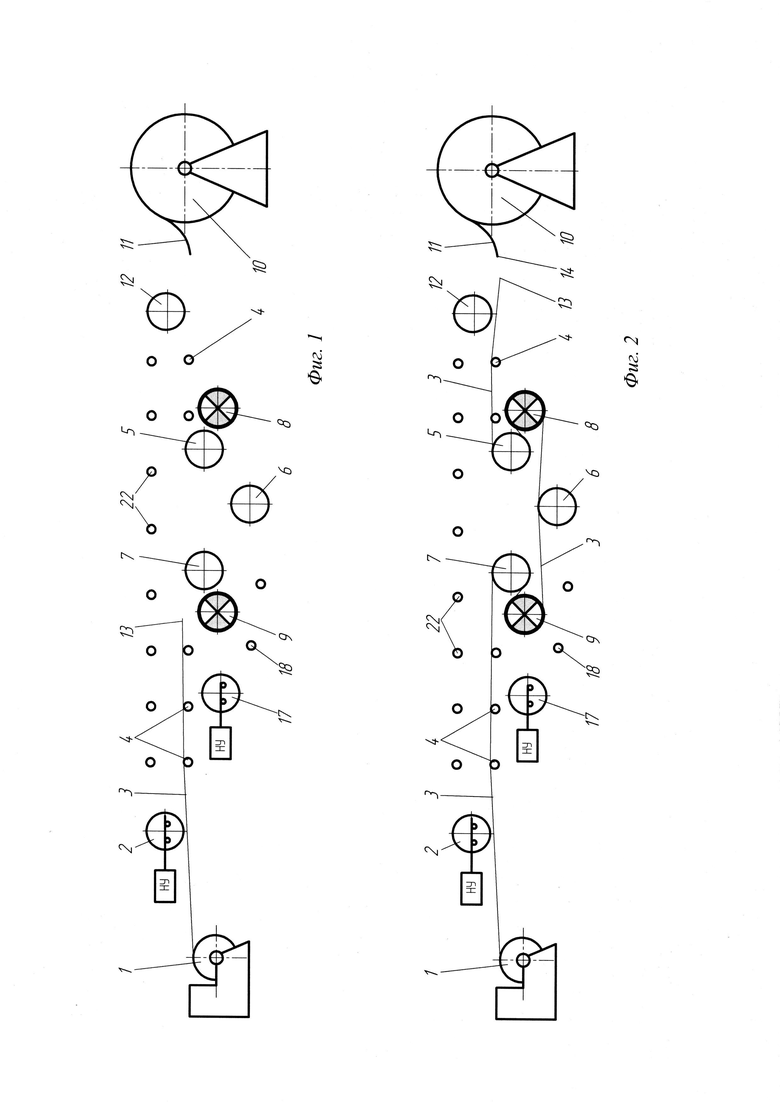
На фиг. 1 изображена схема установки тросовой лебедки и бобины с грузонесущей лентой возле конвейера;
на фиг. 2 - схема размещения троса на роликоопорах порожней ветви конвейера;
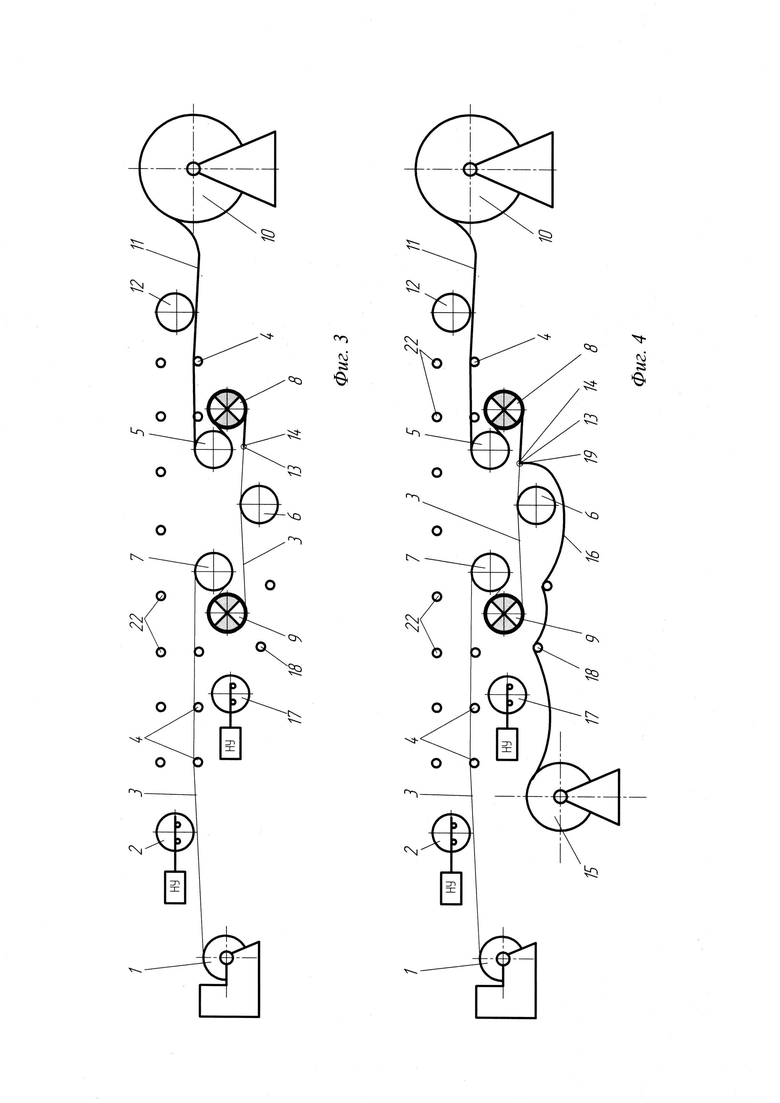
на фиг. 3 - схема огибания грузонесущей лентой первого приводного барабана;
на фиг. 4 - схема размещения бобины с прижимной лентой;
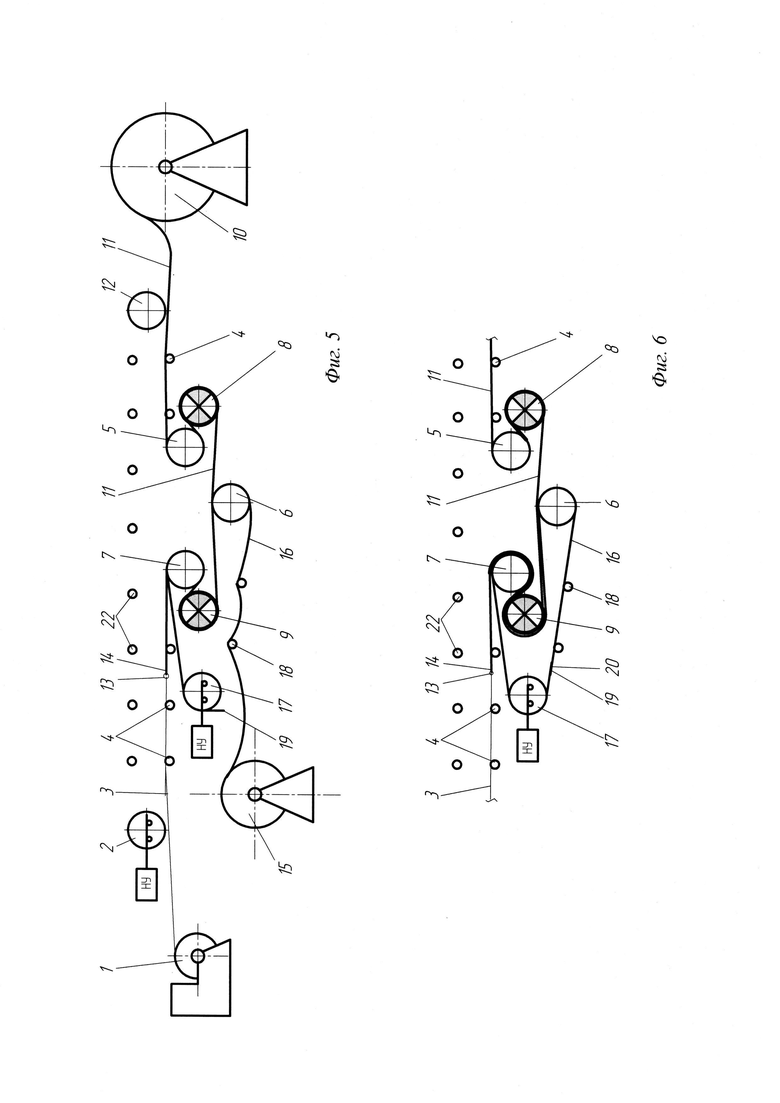
на фиг. 5 - схема огибания грузонесущей и прижимной лентами второго приводного барабана;
на фиг. 6 - схема образования замкнутого контура прижимной ленты;
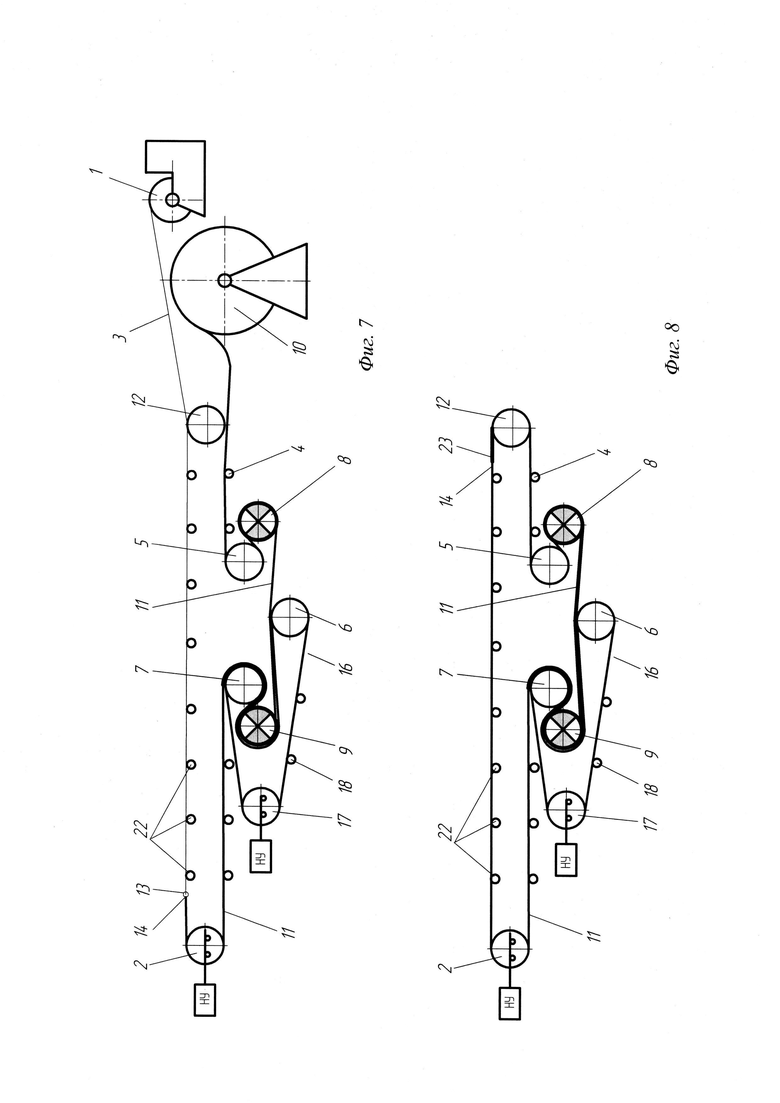
на фиг. 7 - схема установки тросовой лебедки возле разгрузочного барабана;
на фиг. 8 - схема образования замкнутого контура грузонесущей ленты.
Способ навески грузонесущей и прижимной лент конвейера осуществляют следующим образом.
Монтажную лебедку 1 устанавливают возле первого натяжного барабана 2, который отводят в крайнее переднее положение. Трос 3 разматывают с барабана лебедки 1, вручную размещают на роликоопорах 4 порожней ветви конвейера (фиг. 1) с огибанием первого 5, второго 6 и третьего 7 отклоняющих барабанов, первого 8 и второго 9 приводных барабанов.
Бобину 10 с грузонесущей лентой И размещают возле разгрузочного барабана 12 конвейера. Конец 13 троса 3 соединяют с концом 14 грузонесущей ленты 11 (фиг. 2). Затем трос 3 наматывают на барабан лебедки 1, осуществляя перемещение троса 3 и грузонесущей ленты 11 по роликоопорам 4 порожней ветви конвейера с огибанием первого отклоняющего барабана 5, первого приводного барабана 8. При этом грузонесущую ленту 11 разматывают с бобины 10 (фиг. 3).
После огибания грузонесущей лентой 11 первого приводного барабана 8 лебедку 1 останавливают. Бобину 15 с прижимной лентой 16 размещают возле привода конвейера, например, возле второго натяжного барабана 17. Прижимную ленту 16 протягивают по роликам 18, а конец 19 прижимной лентой 16 соединяют с концом 13 троса 3 перед вторым отклоняющим барабаном 6 (фиг. 4).
Затем включают лебедку 1 и перемещают трос 3 вместе с грузонесущей лентой 11 и прижимной лентой 16, огибая последовательно второй отклоняющий барабан 6, второй приводной барабан 9, и третий отклоняющий барабан 7. После этого лебедку 1 останавливают и конец 19 прижимной ленты 16 отсоединяют от конца 13 троса 3, огибают прижимной лентой 16 второй натяжной барабан 17 (фиг. 5). Концы 19 и 20 прижимной ленты 16 соединяют, например вулканизацией. Бобину 15 удаляют.
После соединения концов 19 и 20 прижимной ленты 16 она образует замкнутый контур, который натягивают вторым натяжным барабаном 17 (фиг. 6).
Затем включают лебедку 1 и перемещают трос 3 вместе с грузонесущей лентой 11 по роликоопорам 4 порожней ветви конвейера за первый натяжной барабан 2. После этого лебедку 1 останавливают и конец 13 троса 3 отсоединяют от конца 14 грузонесущей ленты 11. Конец 14 грузонесущей ленты 11 огибают вокруг первого натяжного барабана 2.
Монтажную лебедку 1 переустанавливают возле разгрузочного барабана 12. Трос 3 разматывают с барабана лебедки 1, вручную размещают на роликоопорах 22 грузовой ветви конвейера. Конец 13 троса 3 соединяют с концом 14 грузонесущей ленты 11 (фиг. 7). Затем трос 3 наматывают на барабан лебедки 1, осуществляя перемещение троса 3 и грузонесущей ленты 11 по роликоопорам 22 грузовой ветви конвейера. При этом грузонесущая лента 11, разматываясь с бобины 10, перемещается также и по роликоопорам 4 порожней ветви конвейера, приводит в движение замкнутый контур прижимной ленты 16.
После перемещение грузонесущей ленты 11 по всем роликоопорам 22 конец 13 троса 3 отсоединяют от конца 14 грузонесущей ленты 11. Концы 14 и 23 грузонесущей ленты 11 соединяют, например, вулканизацией с образованием замкнутого контура грузонесущей ленты 11 (фиг. 8). Бобину 10, лебедку 1 с тросом 3 удаляют. Замкнутый контур грузонесущей ленты 11 натягивают первым натяжным барабаном 2.
После регулировки натяжения и положения грузонесущей 11 и прижимной 16 лент конвейер пускают в эксплуатацию.
Технико-экономическое преимущество заявляемого изобретения заключается в сокращении времени и трудозатрат навески грузонесущей и прижимной лент, так как их размещение на барабанах происходит совместно и одновременно.
Источники информации
Реутов, А.А. Монтаж, эксплуатация и ремонт ленточных конвейеров/ А.А. Реутов. - Брянск: БГТУ, 2008 - с. 17-21.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА ПРИЖИМНОЙ ЛЕНТЫ КОНВЕЙЕРА | 2016 |
|
RU2610316C1 |
| ПРОМЕЖУТОЧНЫЙ ПРИВОД ЛЕНТОЧНОГО КОНВЕЙЕРА И СПОСОБ УПРАВЛЕНИЯ ИМ | 2014 |
|
RU2552759C1 |
| ПРОМЕЖУТОЧНЫЙ ПРИВОД ЛЕНТОЧНОГО КОНВЕЙЕРА | 2016 |
|
RU2613947C1 |
| ПРИВОД ЛЕНТОЧНОГО КОНВЕЙЕРА | 2013 |
|
RU2544461C1 |
| Способ замены ленты на конвейере | 1982 |
|
SU1025600A1 |
| ЭЛЕКТРИЧЕСКИЙ ПРИВОД УКЛОННОГО ЛЕНТОЧНОГО КОНВЕЙЕРА | 2018 |
|
RU2671794C1 |
| КРУТОНАКЛОННЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2010 |
|
RU2455216C2 |
| Ленточный конвейер | 1983 |
|
SU1077835A1 |
| Крутонаклонный ленточный конвейер | 1989 |
|
SU1726324A1 |
| ПРОМЕЖУТОЧНЫЙ ЛИНЕЙНЫЙ ПРИВОД ЛЕНТОЧНОГО КОНВЕЙЕРА | 2012 |
|
RU2487071C1 |
Способ навески грузонесущей и прижимной лент конвейера включает размещение троса на роликоопорах с огибанием барабанов, размещение бобины с грузонесущей лентой возле конвейера, соединение конца троса с концом грузонесущей ленты, разматывание грузонесущей ленты с бобины, перемещение троса и грузонесущей ленты по роликоопорам с огибанием барабанов. Прижимную ленту размещают возле привода конвейера, конец прижимой ленты соединяют с концом троса перед вторым отклоняющим барабаном и перемещают вместе с концом грузонесущей ленты вокруг второго отклоняющего, второго приводного и третьего отклоняющего барабанов, затем конец прижимой ленты отсоединяют от конца троса, огибают натяжной барабан и соединяют концы прижимной ленты. После этого перемещают трос и грузонесущую ленту по роликоопорам с огибанием барабанов, отсоединяют трос от грузонесущей ленты и соединяют концы грузонесущей ленты. Достигается сокращение трудоемкости навески лент. 8 ил.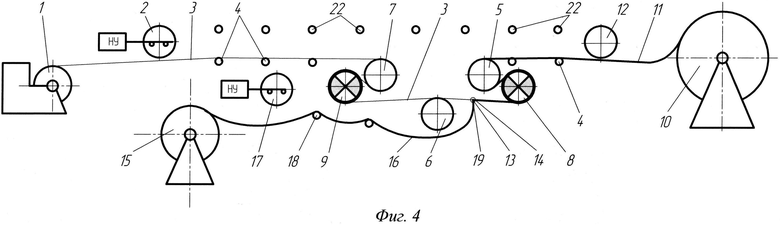
Способ навески грузонесущей и прижимной лент конвейера, включающий размещение троса на роликоопорах с огибанием приводных, отклоняющих и натяжных барабанов, размещение бобины с грузонесущей лентой возле конвейера, соединение конца троса с концом грузонесущей ленты, разматывание грузонесущей ленты с бобины, перемещение троса и грузонесущей ленты по роликоопорам с огибанием барабанов, отсоединение троса от грузонесущей ленты, соединение концов грузонесущей ленты, отличающийся тем, что прижимную ленту размещают возле привода конвейера, конец прижимной ленты соединяют с концом троса перед вторым отклоняющим барабаном и перемещают вместе с концом грузонесущей ленты вокруг второго отклоняющего, второго приводного и третьего отклоняющего барабанов, затем конец прижимной ленты отсоединяют от конца троса, огибают натяжной барабан и соединяют концы прижимной ленты, после этого перемещают трос и грузонесущую ленту по роликоопорам с огибанием барабанов, отсоединяют трос от грузонесущей ленты и соединяют концы грузонесущей ленты.
| Способ замены ленты на конвейере | 1982 |
|
SU1025600A1 |
| Устройство для навески ленты на конвейер | 1980 |
|
SU899397A1 |
| Устройство для транспортировки конвейерной ленты | 1979 |
|
SU870268A1 |
| CN 201381085 Y, 13.01.2010. | |||

