Изобретение относится к машиностроению, а именно к способам навески и замены лент конвейеров.
Известны способы монтажа ленты на конвейере с использованием одной или нескольких монтажных лебедок. Трос монтажной лебедки размещают на роликоопорах конвейера и соединяют с концом ленты. Наматывая трос монтажной лебедки, затягивают ленту на роликоопоры. После размещения ленты на роликоопорах обеих ветвей конвейера и огибания лентой всех барабанов конвейера концы ленты соединяют [1].
Указанные способы не предусматривают монтаж прижимной ленты, охватывающей приводные и отклоняющие барабаны привода. Если при эксплуатации конвейера прижимная лента разорвалась, то движущаяся грузонесущая лента выбрасывает прижимную ленту с барабанов. В этом случае необходимо смонтировать новую прижимную ленту, не разрезая и не снимая грузонесущую ленту.
Применение указанных способов для монтажа прижимной ленты невозможно, если грузонесущая лента уже навешена на конвейер, так как грузонесущая лента плотно прижата к барабанам привода и не позволяет разместить трос монтажной лебедки и прижимную ленту вокруг барабанов привода.
Наиболее близким к предлагаемому техническому решению является способ замены ленты на конвейере путем разрезания старой ленты и присоединения к ней новой ленты. Старую ленту убирают путем наматывания на барабан и одновременно протягивают новую ленту [2].
Этот способ может быть использован только при наличии старой ленты. Если на конвейере отсутствует старая лента, то этот способ применить невозможно.
Задачей изобретения является снижение трудозатрат монтажа прижимной ленты конвейера с уже навешенной грузонесущей лентой.
Способ монтажа прижимной ленты конвейера включает размещение прижимной ленты возле привода конвейера, перемещение прижимной ленты вместе с грузонесущей лентой вокруг барабанов привода конвейера, соединение концов прижимной ленты с образованием замкнутого контура.
Согласно изобретению первый конец прижимной ленты соединяют с грузонесущей лентой перед барабанами привода конвейера, а второй конец прижимной ленты фиксируют неподвижно и ослабляют натяжение грузонесущей ленты, затем первый конец прижимной ленты перемещают вместе с грузонесущей лентой вокруг барабанов привода конвейера, после этого первый конец прижимной ленты отсоединяют от грузонесущей ленты, освобождают второй конец прижимной ленты, затем после соединения концов прижимной ленты с образованием замкнутого контура натягивают грузонесущую и прижимную ленты.
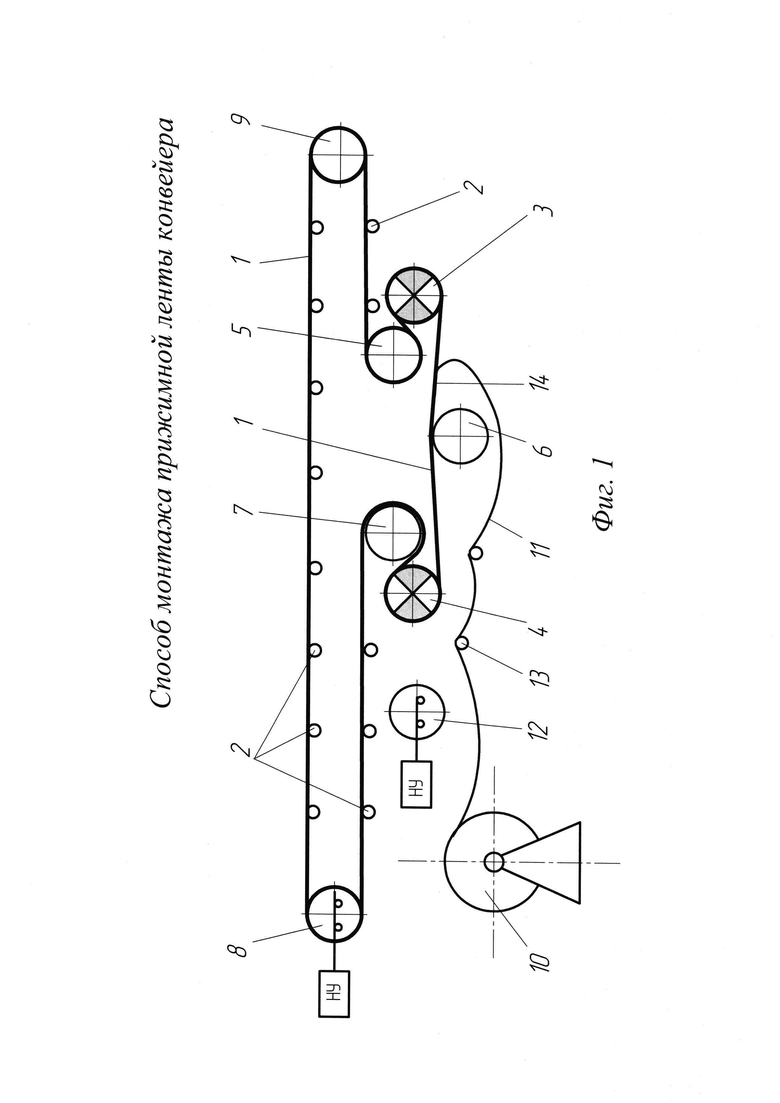
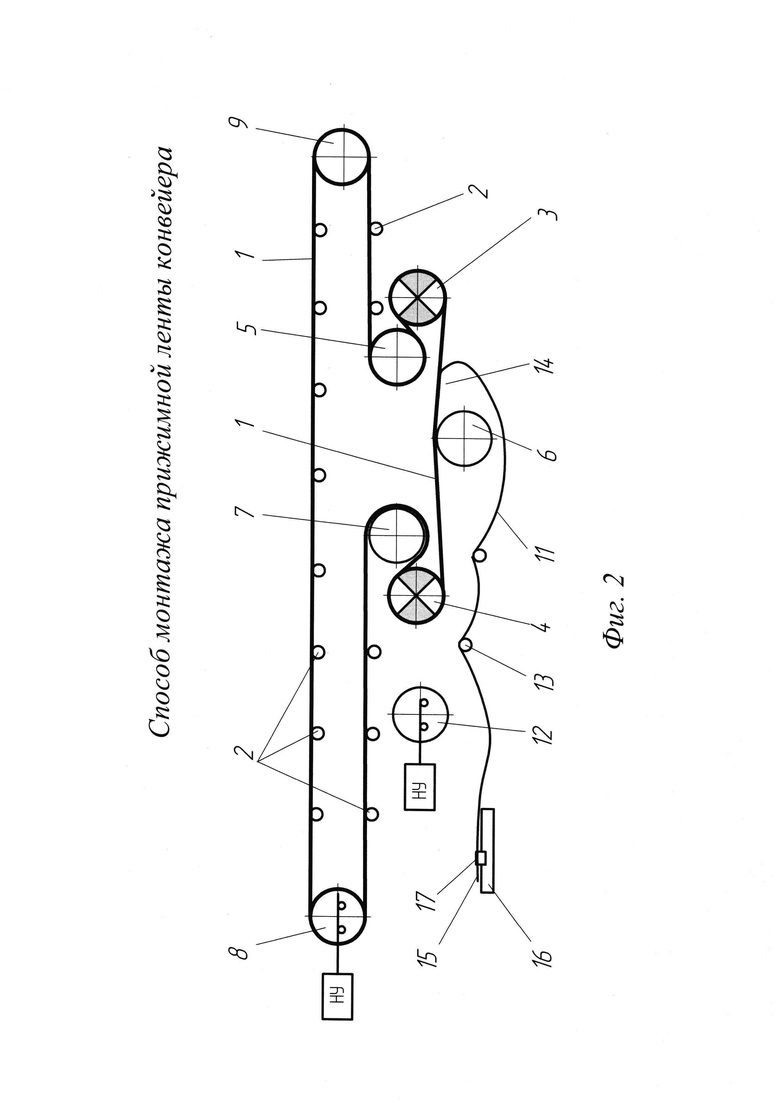
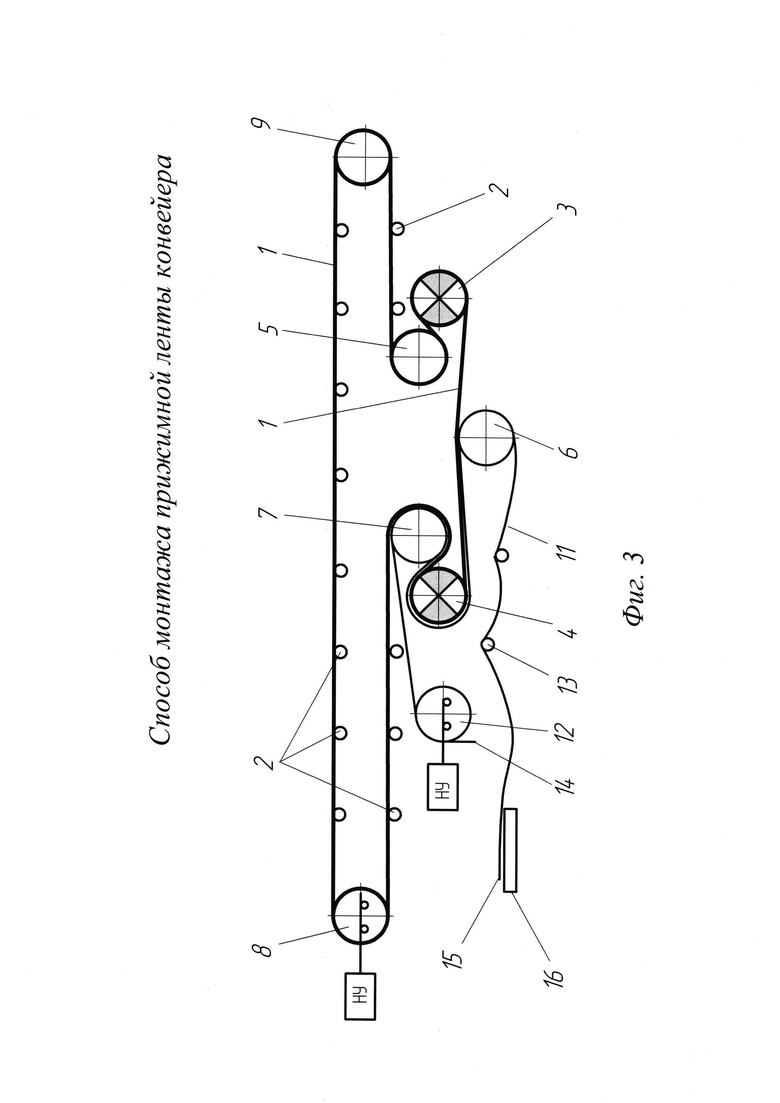
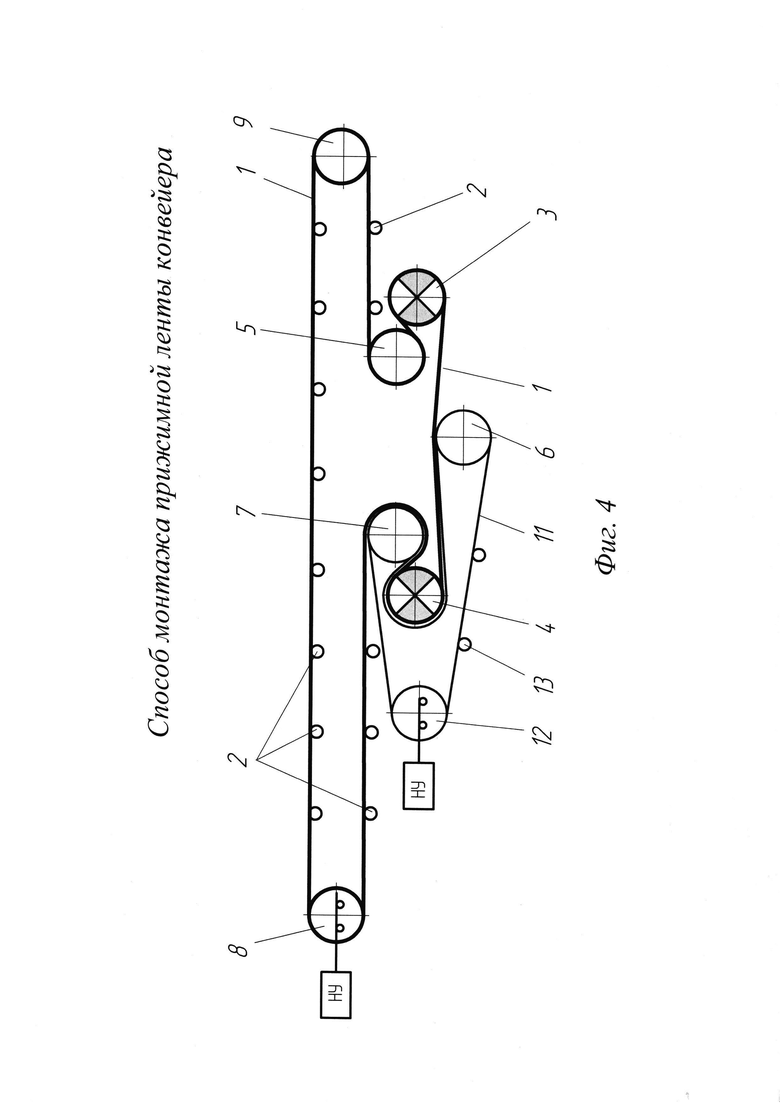
На фиг. 1 изображена схема размещения прижимной ленты при разматывании с бобины; на фиг. 2 - схема размещения прижимной ленты при фиксации ее второго конца; на фиг. 3 - схема огибания грузонесущей и прижимной лентами барабанов; на фиг. 4 - схема образования замкнутого контура прижимной ленты.
Способ монтажа прижимной ленты конвейера осуществляют следующим образом.
Ленточный конвейер содержит грузонесущую ленту 1, движущуюся по роликам 2 и охватывающую приводные 3 и 4, отклоняющие 5, 6 и 7, натяжной 8 и разгрузочный 9 барабаны.
Бобину 10 с прижимной лентой 11 размещают возле натяжного барабана 12. Прижимную ленту 11 протягивают по роликам 13, и первый конец 14 прижимной ленты 11 соединяют с грузонесущей лентой 1 (фиг. 1), например клеем, скобами или зажимами. (Клеевое соединение, скобы, зажимы на схемах не показаны.)
Натяжение грузонесущей ленты 1 ослабляют, перемещая натяжной барабан 8. Натяжение грузонесущей ленты 1 ослабляют до величины, достаточной для ее передвижения приводными барабанами 3 и 4.
Второй конец 15 прижимной ленты 11 фиксируют неподвижно, например соединяют с рамой 16 привода зажимами 17. Бобину 10 удаляют (фиг. 2).
Затем включают привод конвейера на малой скорости и перемещают грузонесущую ленту 1 вместе с первым концом 14 прижимной ленты 11 вокруг отклоняющего 6, приводного 4 и отклоняющего 7 барабанов.
После этого выключают привод и отсоединяют первый конец 14 прижимной ленты 11 от грузонесущей ленты 1, например отрывают клеевое соединение или снимают скобы или зажимы. Также освобождают второй конец 15 прижимной ленты 11, например, сняв зажимы 17.
Затем огибают прижимной лентой 11 натяжной барабан 12 (фиг. 3) и соединяют концы 14 и 15 прижимной ленты 11, например вулканизацией.
После соединения концов 14 и 15 прижимной ленты 11 она образует замкнутый контур, который натягивают натяжным барабаном 12 (фиг. 4). Грузонесущую ленту 1 натягивают натяжным барабаном 8.
После регулировки натяжения грузонесущей 1 и прижимной 11 лент конвейер пускают в эксплуатацию.
Фиксация второго конца 15 необходима, чтобы прижимная лента 11 переместилась вокруг барабанов 6, 4 и 7 привода на необходимое расстояние, но сам второй конец 15 остался в первоначальном положении, что позволит создать замкнутый контур прижимной ленты 11. При отсутствии фиксации второго конца 15 движущаяся грузонесущая лента 1 может сбросить прижимную ленту 11 с барабанов 6, 4 и 7 при задержке выключения привода.
Ослабление натяжения грузонесущей ленты 1 облегчает протаскивание прижимной ленты 11 вокруг отклоняющих барабанов 6 и 7, а также облегчает скольжение прижимной ленты 11 относительно грузонесущей ленты 1 при задержке выключения привода.
Технико-экономическое преимущество заявляемого изобретения заключается в сокращении времени и трудозатрат монтажа прижимной ленты при уже навешенной грузонесущей ленте, так как перемещение прижимной ленты по барабанам происходит совместно с грузовой лентой посредством привода конвейера без использования дополнительных механизмов.
Источники информации
1. Реутов А.А. Монтаж, эксплуатация и ремонт ленточных конвейеров / А.А. Реутов. - Брянск: БГТУ, 2008, с. 17-23.
2. SU 785132 А1. Автор: Зайцев Виктор Павлович. Заявлено 30.08.1978. - 4 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАВЕСКИ ГРУЗОНЕСУЩЕЙ И ПРИЖИМНОЙ ЛЕНТ КОНВЕЙЕРА | 2015 |
|
RU2579599C1 |
| ПРОМЕЖУТОЧНЫЙ ПРИВОД ЛЕНТОЧНОГО КОНВЕЙЕРА | 2016 |
|
RU2613947C1 |
| ПРОМЕЖУТОЧНЫЙ ПРИВОД ЛЕНТОЧНОГО КОНВЕЙЕРА И СПОСОБ УПРАВЛЕНИЯ ИМ | 2014 |
|
RU2552759C1 |
| ПРИВОД ЛЕНТОЧНОГО КОНВЕЙЕРА | 2013 |
|
RU2544461C1 |
| Способ замены ленты на конвейере | 1982 |
|
SU1025600A1 |
| Способ замены ленты на конвейере | 1978 |
|
SU785132A1 |
| ЭЛЕКТРИЧЕСКИЙ ПРИВОД УКЛОННОГО ЛЕНТОЧНОГО КОНВЕЙЕРА | 2018 |
|
RU2671794C1 |
| РЕЗИНОТРОСОВАЯ ЛЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2518517C1 |
| КРУТОНАКЛОННЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2011 |
|
RU2478549C1 |
| БРЕМСБЕРГОВЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2005 |
|
RU2281899C1 |
Способ монтажа прижимной ленты конвейера включает размещение прижимной ленты возле привода конвейера, перемещение прижимной ленты вместе с грузонесущей лентой вокруг барабанов привода конвейера. Первый конец прижимной ленты соединяют с грузонесущей лентой перед барабанами привода конвейера, а второй конец прижимной ленты фиксируют неподвижно и ослабляют натяжение грузонесущей ленты. Затем первый конец прижимной ленты перемещают вместе с грузонесущей лентой вокруг барабанов привода конвейера, после этого первый конец прижимной ленты отсоединяют от грузонесущей ленты, освобождают второй конец прижимной ленты, соединяют концы прижимной ленты с образованием замкнутого контура, натягивают грузонесущую и прижимную ленты. Достигается сокращение времени и трудозатрат монтажа ленты. 4 ил.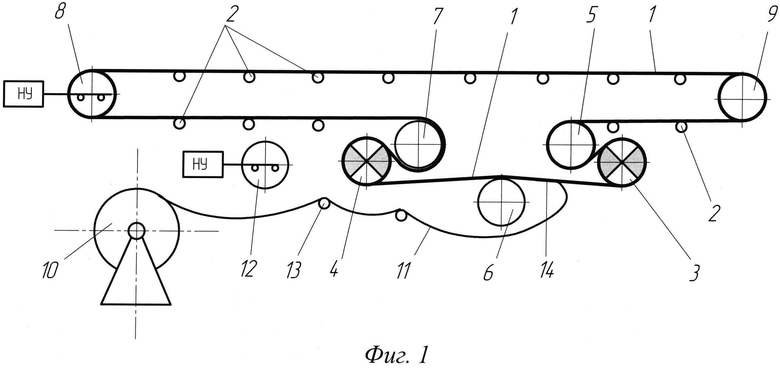
Способ монтажа прижимной ленты конвейера, включающий размещение прижимной ленты возле привода конвейера, перемещение прижимной ленты вместе с грузонесущей лентой вокруг барабанов привода конвейера, соединение концов прижимной ленты с образованием замкнутого контура, отличающийся тем, что первый конец прижимной ленты соединяют с грузонесущей лентой перед барабанами привода конвейера, а второй конец прижимной ленты фиксируют неподвижно и ослабляют натяжение грузонесущей ленты, затем первый конец прижимной ленты перемещают вместе с грузонесущей лентой вокруг барабанов привода конвейера, после этого первый конец прижимной ленты отсоединяют от грузонесущей ленты, освобождают второй конец прижимной ленты, затем после соединения концов прижимной ленты с образованием замкнутого контура натягивают грузонесущую и прижимную ленты.
| Способ замены ленты на конвейере | 1982 |
|
SU1025600A1 |
| Устройство для замены ленты на конвейере | 1980 |
|
SU912600A1 |
| Устройство для навески ленты на конвейер | 1980 |
|
SU899397A1 |
| Способ замены конвейерной ленты | 1978 |
|
SU821335A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| CN 201381085 Y, 13.01.2010. | |||

