Настоящее изобретение относится к способу удаления покрытия с обрабатываемых деталей, имеющих непроводящее покрытие, в частности двух- или многослойных систем, и/или соответствующих устройств для крепления детали. Способы удаления покрытия используются для того, чтобы, например, с устройства для крепления деталей, используемого в установках для нанесения покрытий и на которые неизбежно наносится покрытие, удалить покрытие и опять сделать их пригодными для применения. Кроме того, способы удаления покрытия применяются, чтобы снять покрытие с обрабатываемых деталей, имеющих изношенное или дефектное покрытие, и тем самым подготовить к нанесению нового покрытия.
Для удаления покрытия с изношенной или неправильно покрытой обрабатываемой детали, среди прочих, используются электрохимические способы, раскрываемые, например, в патентном документе WO 08/028311. Для этого применяются, например, установки для удаления покрытий, которые включают ванну для размещения жидкого электролита, причем внутри ванны предусмотрен противоэлектрод, подключаемый к одному полюсу источника электропитания. Большинство установок для удаления покрытий имеет устройства для размещения обрабатываемой детали, с которой необходимо удалить покрытие. Обрабатываемые детали по большей части контактируют по отдельности таким образом, что они подключены к источнику электропитания в качестве анода, а противоэлектрод - в качестве катода.
При работе ванна заполнена электролитом и обрабатываемая деталь погружена в электролит. Между обрабатываемой деталью и противоэлектродом создается предварительно заданное постоянное напряжение, которое в итоге приводит к удалению покрытия с обрабатываемой детали. Поверхность противоэлектрода должна быть выполнена и позиционирована таким образом, чтобы протекающий ток по возможности равномерно распределялся по участку поверхности обрабатываемой детали, с которого удаляется покрытие, чтобы достигнуть однородного удаления покрытия и избежать коррозии основной части, на которую нанесено покрытие.
На процесс удаления покрытия влияют различные факторы. К ним, среди прочих, относятся температура, используемый электролит, напряжение, ток, а также геометрическая форма, положение и расстояние от обрабатываемой детали до противоэлектрода. При этом следует принимать во внимание, что эти факторы также оказывают взаимное влияние друг на друга. Например, повышение температуры в ванне, как правило, ведет к увеличению проводимости. Если ванна является регулируемой по напряжению, то в этом случае усиливается протекание тока. Если ванна является регулируемой по току, то это ведет к снижению напряжения. При этом также ясно, что различные электролиты обусловливают различные взаимозависимости между температурой и проводимостью.
Дополнительным фактором, который влияет на процесс удаления покрытия, является проводимость удаляемого слоя или слоев. Проблема, которая может возникнуть при удалении покрытия, в частности непроводящих слоев, состоит в повреждении поверхности основной части таким образом, что она после удаления покрытия согласно уровню техники становится усеянной статистически распределенными углублениями. Эти углубления в нижеследующем описании обозначаются отверстиями.
Установлено, что при более высоком приложенном напряжении величина отверстий, то есть повреждений поверхности, возрастает. И наоборот, более низкое напряжение ведет к меньшим отверстиям, и тем самым к меньшим повреждениям поверхности подложки. Это могло бы говорить в пользу того, что следует выбирать по возможности низкое напряжение, чтобы достигнуть возможно меньшего повреждения поверхности подложки. Правда, это ведет к более длительным продолжительностям удаления покрытия, за счет чего процесс удаления покрытия является более дорогостоящим и при известных условиях даже нерентабельным. Например, когда напряжение в 16 В обусловливает продолжительность удаления покрытия в течение около 10 минут, но при этом ведет к увеличенным отверстиям, то может оказаться, что при напряжении всего 5 В, хотя поверхность повреждается гораздо меньше, процесс удаления покрытия, однако, продолжается более 3 часов. То есть согласно уровню техники приходится искать компромисс между допустимым повреждением поверхности и приемлемой продолжительностью удаления покрытия.
Химическое превращение, происходящее во время удаления покрытия на границе раздела фаз «металл/раствор электролита», может быть представлено с помощью частичных токов I1 и I2. При этом I1 представляет собой связанный с растворением металла анодный частичный ток, I2 представляет связанный с восстановлением кислорода частичный ток. Если напряжение не приложено, то результирующий суммарный ток IG=0, то есть I1=I2. При воздействии внешнего тока изменяется суммарный ток IG и соответственно потенциал U(IG). Этот процесс называется поляризацией, которая характеризуется дифференциальным отношением ΔU/ΔI=RP, поляризационным сопротивлением и его обратной величиной, величиной поляризационной проводимости. Согласно документу DE 102004002763 измеренный ток поляризации и, соответственно, измеренная величина поляризационной проводимости, изменяются в зависимости от приложенного постоянного напряжения. Таким образом, могут быть определены характеристическая кривая «ток поляризации - управляющий потенциал» и, соответственно, характеристическая кривая «величина поляризационной проводимости/управляющий потенциал». В документе DE 102004002763 рабочая точка установлена как раз там, где ток поляризации как функция потенциала постоянного тока является максимальным, то есть, величина поляризационной проводимости обращается в нуль. К сожалению, этот подход целесообразен только для электропроводящих покровных материалов. Если самый наружный слой покрытия представляет собой покрытие, пассивированное не только оксидированием окружающей средой, но является преднамеренно нанесенным электрически непроводящим слоем, то и этот способ также ведет к вышеописанным неприемлемым отверстиям.
В документе DE9840471, и также в WO_9954528, тоже описаны электролитические способы удаления покрытий, которые, правда, относятся только к обрабатываемым деталями с электропроводящими покрытиями.
Поэтому существует потребность в создании способа удаления покрытия для покрытий с электрически непроводящими поверхностями, который при более короткой продолжительности удаления покрытия ведет к меньшему повреждению поверхности.
Задачей настоящего изобретения является создание способа на основе электрохимического способа удаления покрытий, который ведет к более короткой продолжительности процесса, но в котором не повреждается поверхность обрабатываемой детали, с которой удаляется покрытие.
Согласно изобретению задача решена тем, что прилагаемое к обрабатываемой детали напряжение повышается в ходе процесса удаления покрытия. Согласно изобретению во время процесса удаления покрытия может быть выбрано как ступенчатое, так и непрерывное повышение. Выбранный согласно изобретению профиль напряжения не обязательно является монотонным. Разумеется, важно, чтобы в начале процесса удаления покрытия имелась одна фаза со сравнительно низким напряжением, которое затем, по меньшей мере в среднем, повышалось по ходу удаления покрытия. При таком профиле напряжения неожиданно оказалось, что поверхность повреждается гораздо меньше, чем это имело место в способе с постоянным напряжением при сравнимых продолжительностях удаления покрытия.
Авторы настоящего изобретения не могут с уверенностью сказать, почему поверхность подложки не повреждается благодаря повышающемуся характеру профиля напряжения. Правда, можно высказать умозрительное предположение, что, в частности, при удалении покрытия с непроводящих слоев сначала обнажаются отдельные маленькие участки проводящей подложки. На этих локальных участках происходит внезапное резкое повышение плотности тока. Общее течение тока концентрируется на этих маленьких участках. Вследствие этого, вероятно, происходит локально концентрированное нагревание, что ведет там, с одной стороны, к усилению окислительного воздействия. При этом нельзя исключать вырывание частиц из слоя и отслоения части подложки. Это может быть предотвращено тем, что первоначально прилагается настолько низкое напряжение, что оно не ведет к таким повреждениям.
Когда в ходе удаления покрытия обнажается все больший участок проводящей подложки, при постоянном общем токе локальные плотности тока значительно сокращаются. Теперь напряжение может быть повышено, благодаря чему достигается увеличение скорости удаления покрытия.
Кроме того, авторы настоящего изобретения выяснили, что при использовании соответствующего изобретению профиля напряжения значительно улучшается стабильность процесса и сокращаются негативные влияния колебаний вышеописанных факторов на процесс удаления покрытия. В частности, это справедливо также для контактирующих в разной степени обрабатываемых деталей.
На фигурах показано:
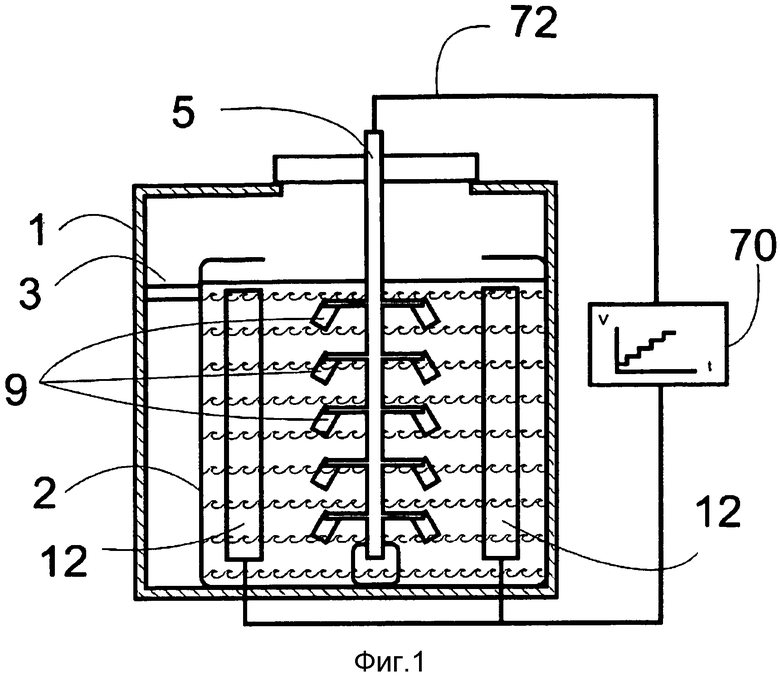
Фиг.1 - типичное устройство для электролитического удаления покрытия с обрабатываемых деталей.
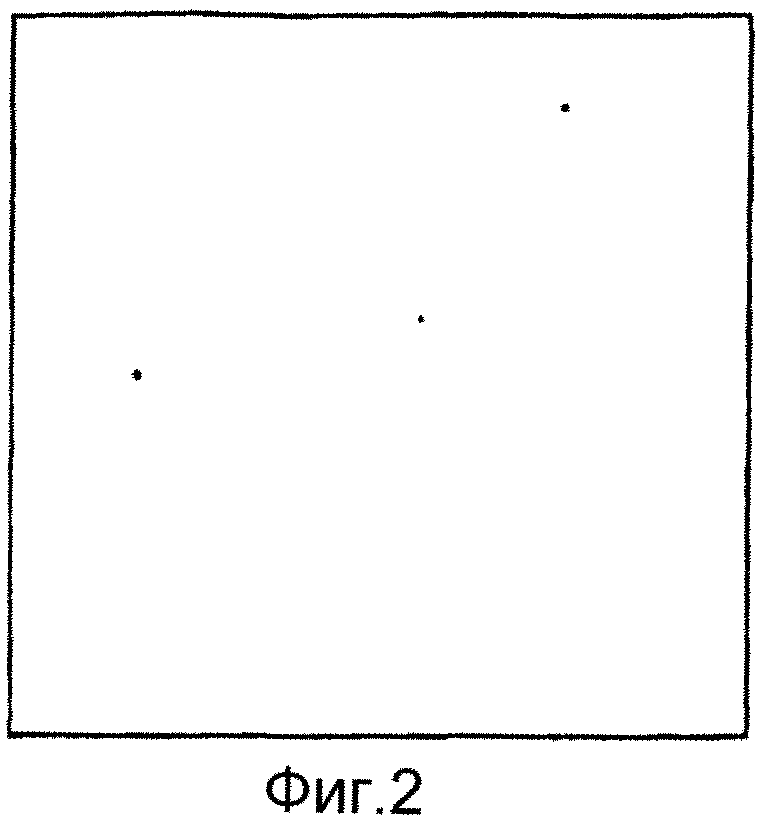
Фиг.2 - поверхность изначальной, то есть еще не снабженной покрытием обрабатываемой детали.
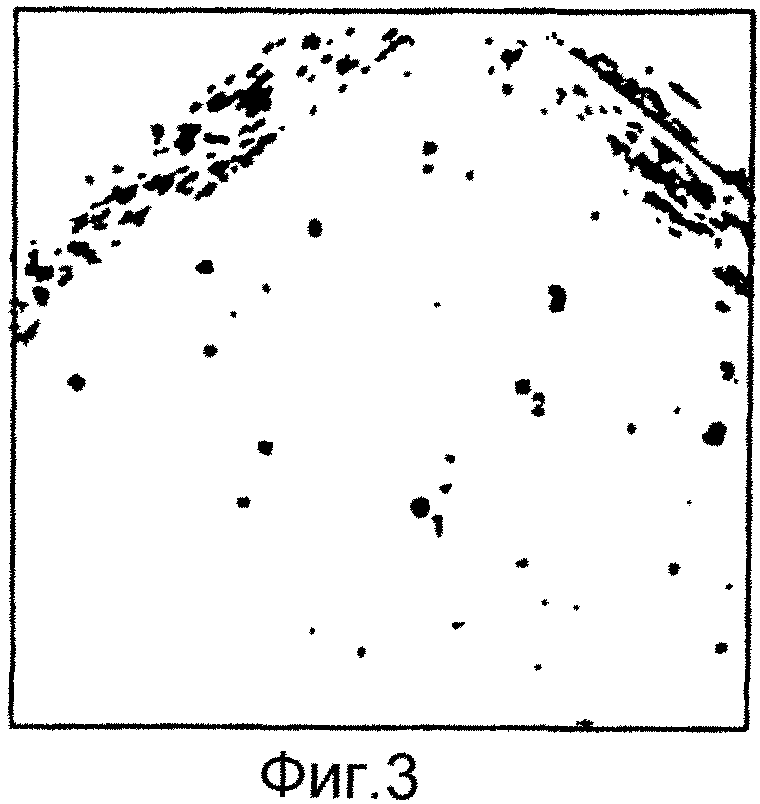
Фиг.3 - поверхность обрабатываемой детали, с которой покрытие удалено при постоянном напряжении 8 В.
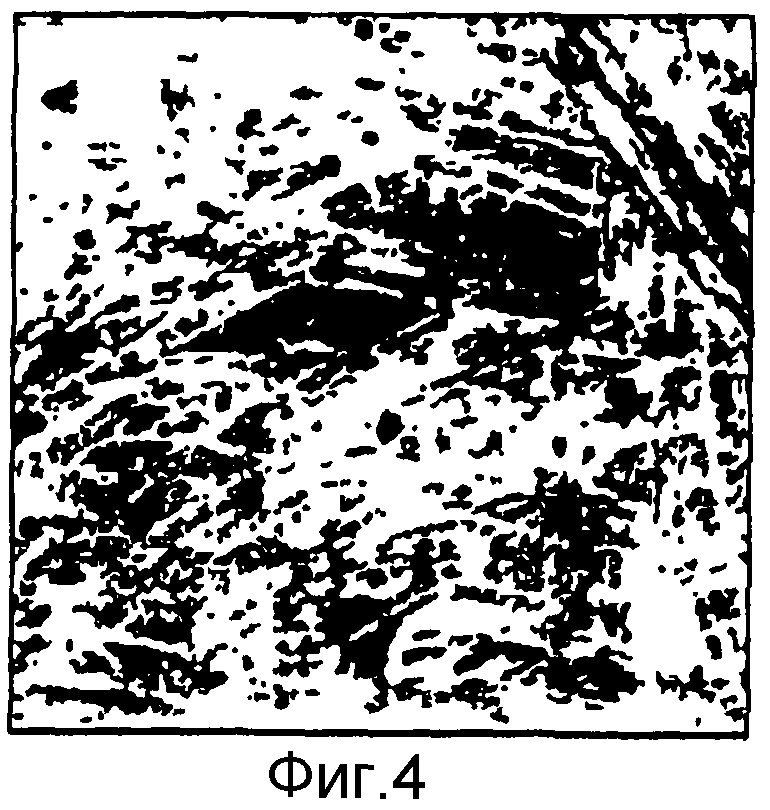
Фиг.4 - поверхность обрабатываемой детали, с которой покрытие удалено при постоянном напряжении 16 В.
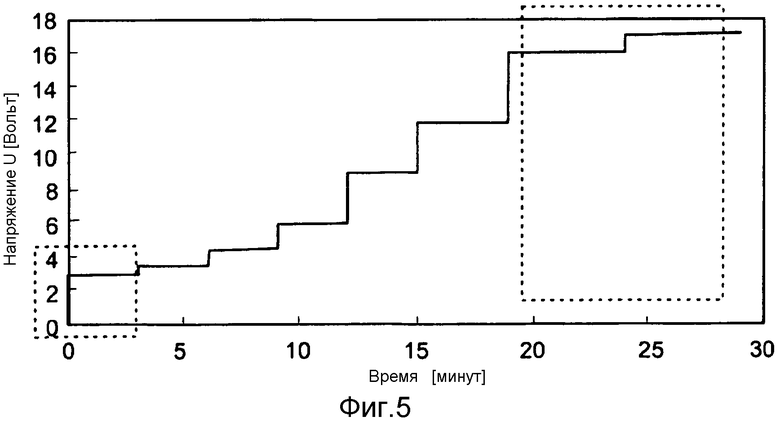
Фиг.5 - соответствующий изобретению ход процесса со ступенчатым профилем напряжения.
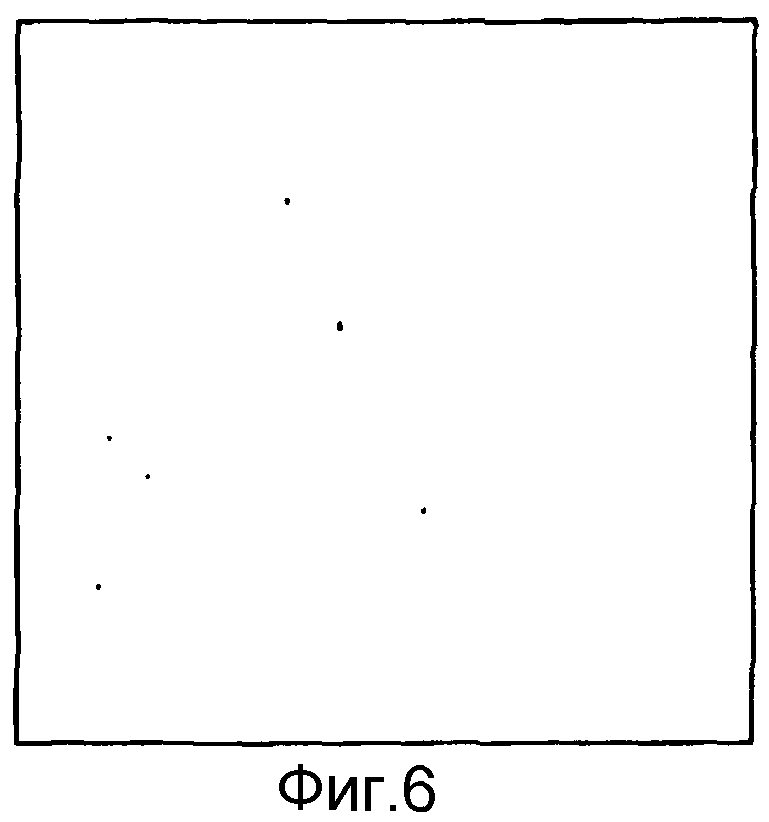
Фиг.6 - поверхность обрабатываемой детали, с которой покрытие было удалено в ходе ступенчатого процесса согласно Фиг.5.
Ниже изобретение описывается детально с помощью фигур и примеров.
В примере осуществления изобретения должно быть удалено покрытие с так называемых кулачков из стали, которые покрыты слоем CrN толщиной 2 мкм и слоем алмазоподобного углерода (DLC) толщиной 2 мкм. То есть в примере речь идет о так называемой двухслойной системе.
На Фиг.1 изображена установка для удаления покрытий, которая включает в себя корпус 1 прямоугольной формы, содержащий ванну 2, которая состоит из непроводящего материала или с внутренней стороны покрыта непроводящим материалом так, что внутренняя стенка является непроводящей. Она служит для размещения электролита. Рядом с ванной 2 размещено перепускное устройство 3 с ситом или фильтром.
Электролит представляет собой, например, примерно 5%-ный [по объему] DECONEX HT1175 в осмотической воде.
К держателю 5 подключен один полюс 72 двухполюсного регулируемого источника 70 напряжения. В режиме эксплуатации держатель 5 укомплектован обрабатываемыми деталями 9, с которых необходимо удалить покрытие. В целях наглядности ссылочной позицией обозначено только 3 из обрабатываемых деталей. Источник 70 напряжения выполнен как регулируемый источник напряжения, который позволяет производить непрерывное и/или ступенчатое регулирование. Держатель 5 соединен с корпусом 1 так, что может быть извлечен без особых затруднений.
Другой полюс источника 70 напряжения соединен с противоэлектродом 12, выполненным, например, в виде решетчатого электрода, который размещен внутри ванны 2. Противоэлектрод 12 имеет обращенную к приемному элементу поверхность противоэлектрода, проходящую по существу по всей высоте ванны 2.
Кроме того, в ванне 2 размещены нагревательное и охлаждающее устройство и ультразвуковой излучатель, а также впускное отверстие для электролита и устройства для приведения его в движение, такие как насосы или мешалка (все не показаны).
В режиме эксплуатации ванна 2 заполнена жидким электролитом по меньшей мере вплотную к верхнему краю. Держатель 5, как и все прочие размещенные в ванне 2 компоненты установки для удаления покрытий, должны состоять из материала, который не разрушается электролитом, обычно из нержавеющей стали, или, если это невозможно, как в случае некоторых материалов с магнитными свойствами, заключены в оболочку из нержавеющей фольги.
Источник 70 напряжения при этом создает разность потенциалов между обрабатываемой деталью и противоэлектродом, профиль которой соответствует профилю согласно Фиг.5.
Для демонстрации преимуществ настоящего изобретения можно сравнить поверхность обрабатываемых деталей, с которых покрытия удалены традиционным способом удаления покрытия, и новой непокрытой обрабатываемой детали, с такой же поверхностью обрабатываемой детали, с которой покрытие удалено согласно изобретению.
На Фиг.2 соответственно показана новая непокрытая обрабатываемая деталь. Имеются только отдельные и мелкие поверхностные дефекты, обозначенные, например, цифрой «1». Этот дефект имеет диаметр всего лишь 3 мкм. В противоположность этому на Фиг.3 показана поверхность обрабатываемой детали, с которой покрытие удалено с помощью постоянного напряжения 8 В. Такое напряжение обусловливало продолжительность удаления покрытия около 2 часов. Обрабатываемая деталь соответствует обрабатываемой детали из Фиг.2. Наблюдаются явные поверхностные дефекты. Увеличилось число поверхностных дефектов, а также их диаметр, как показано на Фигуре. Были проведены измерения трех дефектных участков «1», «2», «3», диаметр которых составил между 13 мкм и 18 мкм. На Фиг.4 также показана соответствующая Фиг.1 обрабатываемая деталь, с которой было удалено покрытие при постоянном напряжении. Правда, в этом случае приложенное во время удаления покрытия напряжение составляло 16 В. Вследствие этого продолжительность удаления покрытия могла быть сокращена до 10 минут. Правда, по сравнению с Фиг.3, оказалось, что число дефектов и их величина, напротив, резко возросли. Например, были измерены три дефекта, диаметр которых составлял между 10 мкм и 36 мкм.
В отличие от этого на Фиг.6 показана обрабатываемая деталь, покрытие с которой удалено соответствующим изобретению способом. Обрабатываемая деталь в данном случае также соответствовала предшествующим деталям. Соответственно Фиг.5 во время первых 3 минут напряжение удерживается на уровне 3 В. Эта так называемая защитная ступень составляет первую фазу удаления покрытия. При этом, вероятно, удаляется материал слоя из мелких пор до подложки. Благодаря тому что напряжение поддерживается низким, поначалу протекает в целом относительно малый ток. Начиная с третьей минуты напряжение слегка повышается до 3,5 В. При этом образуются уже отверстия в слое до поверхности подложки, размер которых постоянно увеличивается. Вероятно, удаление происходит главным образом по краям отверстий в слое. По мере увеличения величины отверстий в слое также возрастает в целом имеющийся край, так что общее количество тока может быть повышено без повреждения подложки. Соответственно этому с шестой минуты происходит повышение до 4,5 В. После девятой минуты напряжение возрастает до 6 В. С двенадцатой минуты напряжение повышается до 9 В. С 15-й минуты процесса напряжение возрастает до 12 В. Дальнейшее повышение напряжения, теперь уже до 16 В, выполняется после 19 минуты. Если это первое удаление покрытия после обновления электролита, то с 24-й минуты напряжение устанавливается на уровне 17,5 В. Таким образом, в совокупности удаление покрытия длится всего в течение получаса. Это представляет собой значительно меньшую продолжительность, чем требуемая при удалении покрытия с помощью постоянных 8 В. Но несмотря на сокращенную продолжительность удаления покрытия поверхность, как показано на Фиг.6, повреждается значительно меньше, чем при постоянных 8 В. По сравнению с необработанной поверхностью детали согласно Фиг.2 число дефектов увеличилось лишь незначительно. Размер дефектов в диапазоне 2 мкм и 4 мкм также соответствовал состоянию необработанной поверхности. Таким образом, было достигнуто то, что несмотря на меньшую продолжительность удаления покрытия получается менее поврежденная поверхность.
Для оптимизации процесса выбираемый профиль напряжения предпочтительно согласован с различными типами обрабатываемых деталей и различными сортами слоев. Разумеется, важно, чтобы он начинался с маленького напряжения, чтобы избежать дефектов. Согласно изобретению это напряжение затем повышается, чтобы свести к минимуму необходимую продолжительность удаления покрытия.
Существуют различные возможности для достижения специалистом оптимального профиля напряжения. Например, в первой серии испытаний он может проводить процессы удаления покрытия при постоянном, но в каждом случае при различном по величине напряжении, и тем самым проверять, до какого напряжения остается еще допустимая для него, то есть достаточно неповрежденная поверхность. Тогда это напряжение устанавливается как начальное напряжение V1.
Затем во второй серии испытаний это определенное начальное напряжение V1 он устанавливает соответственно на протяжении начального интервала EI1 удаления покрытия, однако после этого начального интервала EI1 удаления покрытия напряжение повышается, и с этого момента опять удаление покрытия проводится дальше также при постоянном, но различном для каждого тестового испытания напряжении. Тем самым он проверяет, насколько высоким может быть выбрано напряжение после начального интервала без дополнительного повреждения поверхности. Определенное этим путем напряжение V2, которое по величине является более высоким, чем V1, выдерживается опять же постоянным на протяжении второго интервала EI2 удаления покрытия.
Далее следует серия испытаний для третьего интервала EI3 удаления покрытия, причем сначала удаление покрытия производится на протяжении EI1 при V1, затем на протяжении EI2 при V2, и затем в каждом случае при различном, но постоянном напряжении выполняется полное удаление покрытия. Этим путем доходят до максимального напряжения V3, при котором поверхность по существу больше не разрушается.
Выбор интервалов входит в компетенцию специалиста. Все они могут быть выбраны с одинаковой продолжительностью или также иметь различную продолжительность. Чем короче отдельные интервалы удаления покрытия, тем более трудоемким становится проведение серий испытаний, однако тем лучше можно приблизиться к оптимальному ступенчатому процессу. В предельном случае может быть достигнут даже непрерывно возрастающий профиль напряжения. При определенной краткости интервала он может быть интерполирован и без дополнительных серий испытаний.
Согласно изобретению профиль прилагаемого напряжения предпочтительно является монотонно возрастающим, особенно предпочтительно даже возрастающим строго монотонно. Правда, из вышеизложенного очевидно, что кратковременное снижение напряжения не ведет к повреждению поверхности подложки, так что соответствующим изобретению следует рассматривать также профиль напряжения, который не повышается все время, но на протяжении известного участка допускает меньшее напряжение. В частности, это справедливо также для прилагаемых переменных напряжений, которые, например, на начальной фазе ограничены малым амплитудами, и во время процесса нанесения слоя достигают более высоких амплитуд. Серии испытаний, аналогичные вышеописанным, позволяют специалисту и в этом случае приблизиться к оптимальному профилю напряжения.
В отношении слоев, которые должны быть удалены с обрабатываемых деталей, речь предпочтительно идет о пористых слоях. В данной ситуации обеспечивается то, что уже при приложении слабого напряжения происходит протекание тока и тем самым электролитическая реакция.
Характерным признаком обсуждаемого способа является то, что в случае детали с полностью удаленным покрытием и при дальнейшем приложении высокого напряжения (например, 16 В) не происходит повреждения подложки. Тем самым фактор отключения для процесса удаления покрытия не является критическим.
В нижеследующих примерах способ был испытан с привлечением различных неметаллических слоев, подложек и электролитов, и было проведено сравнение со способом, осуществляемым при постоянном напряжении согласно уровню техники:
Пример 1:
Подложка: сплав TiAl, как, например, используемый для компонентов в спортивных гоночных транспортных средствах.
Слой: CrC толщиной между 3-5 мкм
Электролит: 5%-ный Deconex HT1175
Профиль напряжения:
а) постоянные 10 В в течение 7-10 минут
b) постоянные 8 В в течение 10-15 минут
с) 3 В в течение 3 минут, 5 В в течение 5 минут, 6 В в течение 5 минут.
Покрытие было удалено с деталей способами а)-с), качество удаления покрытия повышалось от а) к с), что проявилось в ослаблении изменения цвета подложки, с которой было удалено покрытие, от а) до с). Соответственно этому показано, что удаление покрытия с подложки согласно а) привело к сильному изменению цвета, удаление покрытия с подложки согласно b) обусловило частичное изменение цвета, и подложка при удалении покрытия соответственно с) согласно изобретению цвета не изменила.
Пример 2:
Подложка: сталь 1.2379, применяемая, например, для литейных форм.
Слой: CrN толщиной между 3-5 мкм
Электролит: 2%-ный NaOH
Профиль напряжения:
а) постоянные 12 В в течение 7-15 минут
b) постоянные 7,5 В в течение 10-25 минут
с) 2,5 В в течение 3 минут, 5 В в течение 5 минут, 8 В в течение 7 минут, 10 В в течение 7 минут.
Покрытие было удалено с деталей способами а)-с), качество удаления покрытия возрастало от а) к с).
Пример 3:
Подложка: сталь HSS (червячная фреза), как используемая, например, для режущих инструментов.
Слой: AlCrN толщиной между 3-5 мкм
Электролит: 5%-ный Deconex HT1175
Профиль напряжения:
а) постоянные 12 В в течение 7-15 минут
b) постоянные 8 В в течение 10-25 минут
с) 2,5 В в течение 3 минут, 5 В в течение 5 минут, 8 В в течение 7 минут, 10 В в течение 8 минут.
Покрытие было удалено с деталей способами а)-с), качество удаления покрытия повышалось от а) к с). Для удаления покрытия использовался цилиндрический катод.
Пример 4:
Подложка: твердый сплав k-типа (сверло), используемый, например, для режущих инструментов.
Слой: AlCrN толщиной между 3-5 мкм
Электролит: NH4/NO3/CH3COOH (смотри документ ЕР 1080254)
Профиль напряжения:
а) постоянные 15 В в течение 3-60 секунд
b) 2,8 В в течение 10 секунд, 5 В в течение 10 секунд, 8 В в течение 10 секунд, 10 В в течение 10 секунд.
Покрытие было удалено с деталей один раз способом а) и один раз способом b), качество удаления покрытия в случае b) является лучшим, чем при а). Для удаления покрытия использовался цилиндрический катод.
Создан способ удаления покрытия с имеющих покрытия обрабатываемых деталей с электрически непроводящими поверхностями, причем способ проводится с помощью электролита и включает в себя следующие этапы:
- приготовление ванны, причем внутри ванны предусмотрен электрод, подключаемый к одному полюсу устройства для подведения напряжения,
- заполнение ванны электролитом таким образом, что электрод входит в контакт с электролитом,
- погружение одной или многих обрабатываемых деталей в электролит,
- приложение напряжения между обрабатываемой деталью и электродом по меньшей мере для частичного удаления покрытия с обрабатываемой детали, причем напряжение во время по меньшей мере частичного удаления покрытия регулируется так, что в первый момент времени прилагается первое напряжение и в более поздний момент времени прилагается второе напряжение, более высокое по сравнению с первым напряжением, которое не ведет к возникновению отверстий, причем приложение более высокого второго напряжения в первый момент времени приводило бы к появлению отверстий.
Напряжение во время по меньшей мере частичного удаления покрытия предпочтительно регулируется так, что величина разности потенциалов между электродом и обрабатываемой деталью повышается непрерывно и/или ступенчато.
В частности, напряжение предпочтительно регулируется так, что разность потенциалов во время по меньшей мере частичного удаления покрытия возрастает монотонно, предпочтительно строго монотонно.
Напряжение также может регулироваться так, что в начале удаления покрытия на протяжении первого интервала EI1 времени разность потенциалов поддерживается по существу постоянной на уровне первого значения U1, и разность потенциалов в интервале EI2 времени, следующем после первого интервала времени, поддерживается постоянной на уровне второго значения U2, причем U1<U2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ДЕТАЛИ | 2015 |
|
RU2624881C2 |
| СПОСОБ МИКРОПЛАЗМЕННОЙ ЭЛЕКТРОЛИТИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ЭЛЕКТРОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1999 |
|
RU2149929C1 |
| УСТАНОВКА ДЛЯ УДАЛЕНИЯ ПОКРЫТИЯ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2007 |
|
RU2460829C2 |
| Способ электролитно-плазменного удаления покрытий с деталей из легированных сталей и жаропрочных сплавов | 2018 |
|
RU2694397C1 |
| Способ получения электрохимическим оксидированием покрытий на вентильных металлах или сплавах | 2019 |
|
RU2718820C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2006 |
|
RU2339745C2 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО МИКРОПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ЭЛЕКТРОПРОВОДЯЩЕЕ ИЗДЕЛИЕ | 2006 |
|
RU2324771C1 |
| СПОСОБ ДЕТЕКТИРОВАНИЯ С ПОМОЩЬЮ ЭЛЕКТРОХИМИЧЕСКИ-АССИСТИРУЕМОГО ДЕТЕКТОРА АЛЬФА-ЧАСТИЦ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ ЯДЕРНЫХ ИЗМЕРЕНИЙ В ЖИДКОЙ СРЕДЕ | 2011 |
|
RU2573609C2 |
| Способ получения композиционного самосмазывающегося керамического покрытия на деталях из вентильных металлов и их сплавов | 2023 |
|
RU2807788C1 |
| УСТРОЙСТВО, ПРЕДНАЗНАЧЕННОЕ ДЛЯ ВЫПОЛНЕНИЯ АНОДИРОВАНИЯ, И ОБРАБОТКА АНОДИРОВАНИЕМ | 2015 |
|
RU2676203C2 |
Изобретение относится к электролитическим способам удаления покрытий. Способ включает приготовление ванны с электролитом и электродом, подключаемым к одному полюсу блока электропитания и контактирующим с электролитом, погружение одной или нескольких деталей в электролит, приложение напряжения между обрабатываемой деталью и электродом, при этом на протяжении первого интервала EI1 времени прилагают первое напряжение U1, а в следующем интервале EI2 времени прилагают более высокое по сравнению с U1 второе напряжение U2, которое не ведет к возникновению отверстий в подложке, причем приложение U1 приводит к возникновению отверстий в покрытии, но не в подложке, причем U2 выбирают настолько высоким, что если прикладывать U2 перед U1, то U2 привело бы к появлению отверстий в подложке. Технический результат: снижение длительности процесса удаления покрытия без повреждения детали. 4 з.п. ф-лы, 6 ил., 4 пр.
1. Способ удаления покрытия с имеющей покрытие обрабатываемой детали с электрически непроводящей поверхностью, включающий следующие этапы:
- приготовление ванны, причем внутри ванны предусмотрен электрод, подключаемый к одному полюсу блока электропитания,
- заполнение ванны электролитом так, что электрод входит в контакт с электролитом,
- погружение одной или многих обрабатываемых деталей в электролит,
- приложение напряжения между обрабатываемой деталью и электродом по меньшей мере для частичного удаления покрытия с обрабатываемой детали,
отличающийся тем, что на протяжении первого интервала EI1 времени прилагают первое напряжение U1, а в интервале EI2 времени, следующем за первым интервалом EI1 времени, прилагают более высокое по сравнению с первым напряжением U1 второе напряжение U2, которое не ведет к возникновению отверстий в подложке, причем приложение первого напряжения U1 приводит к возникновению отверстий в покрытии и не приводит к возникновению отверстий в подложке, причем второе напряжение U2 выбирают настолько высоким, что если прикладывать второе напряжение U2 перед первым напряжением U1, то второе напряжение U2 приводило бы к появлению отверстий в подложке.
2. Способ по п. 1, отличающийся тем, что напряжение во время по меньшей мере частичного удаления покрытия регулируют так, что величину разности потенциалов между электродом и обрабатываемой деталью повышают непрерывно и/или ступенчато.
3. Способ по п. 1 или 2, отличающийся тем, что разность потенциалов во время по меньшей мере частичного удаления покрытия возрастает монотонно, предпочтительно строго монотонно.
4. Способ по п. 1 или 2, отличающийся тем, что напряжение регулируют так, что в начале удаления покрытия на протяжении первого интервала EI1 времени разность потенциалов поддерживают по существу постоянной на уровне первого значения U1, а разность потенциалов в интервале EI2 времени, следующем за первым интервалом времени, поддерживают постоянной на уровне второго значения U2, причем U1<U2.
5. Способ по п. 3, отличающийся тем, что напряжение регулируют так, что в начале удаления покрытия на протяжении первого интервала EI1 времени разность потенциалов поддерживают по существу постоянной на уровне первого значения U1, а разность потенциалов в интервале EI2 времени, следующем за первым интервалом времени, поддерживают постоянной на уровне второго значения U2, причем U1<U2.

