Область техники, к которой относится изобретение
Настоящее изобретение относится к установке для удаления покрытия и способа ее эксплуатации. Установки для удаления покрытия используются для удаления покрытия с поверхности приспособлений для крепления обрабатываемых деталей, которые используются в установках для нанесения покрытия и на которые также неизбежно наносится покрытие, для их повторного использования, а также для удаления покрытия с изношенных деталей или с деталей с некачественно нанесенным покрытием, в результате чего обеспечивается их подготовка к повторному нанесению покрытия.
Известный уровень техники
В настоящее время для удаления покрытия с приспособлений для крепления обрабатываемых деталей в основном используют механические способы, в частности, пескоструйную обработку. Для этой цели необходимо демонтировать приспособления для крепления обрабатываемых деталей. После обработки следует тщательно удалить песок, например, путем его сдува с приспособлений. Тем не менее нередко невозможно полностью избавиться от загрязнений, которые, в конечном счете могут привести к нарушению нормальной работы. Более того, в процессе пескоструйной обработки происходит неравномерный износ приспособлений для крепления обрабатываемых деталей, в результате чего они подвергаются в последующем значительному износу, сокращающему их срок эксплуатации.
Для удаления покрытия с изношенных деталей и с деталей с некачественным покрытием также используют электрохимические способы, сравните, например, WO 99/54 528 A1. Для этой цели используют установки для удаления покрытия в соответствии с ограничительной частью формулы изобретения 1 пункта формулы. В некоторых из указанных установок используют сетки в форме корзины или вращающиеся барабаны, которые можно перемещать в направлении вверх и вниз для установки в них обрабатываемых деталей.
Тем не менее, в целом, необходимо, чтобы с каждой отдельно обрабатываемой деталью был обеспечен контакт. Обеспечение такого контакта является исключительно сложной задачей при удалении слоев неэлектропроводного материала, в результате чего это еще в большей степени ограничивает создание контакта, и кроме того, обрабатываемые детали необходимо по отдельности устанавливать на держателях.
Формирование и расположение противоположной электродной поверхности в известных типовых установках для удаления покрытия является сложной задачей, и это не всегда является оптимально осуществимым, так как ток должен быть максимально равномерно распределен по тем участкам поверхности обрабатываемой детали, с которых следует удалить покрытие таким образом, чтобы обеспечивалось равномерное удаление покрытия и исключалась коррозия корпуса детали с нанесенным покрытием.
Краткое изложение существа изобретения
Целью настоящего изобретения является создание типовых установок для удаления покрытия, позволяющих существенно упростить процесс удаления покрытия и значительно повысить его надежность. Настоящая цель достигается с помощью особенностей, приведенных в отличительной части формулы изобретения пункта формулы 1. Кроме того, также приведено описание способа для эксплуатации установки для удаления покрытия в соответствии с настоящим изобретением, с помощью которого обеспечивается простое удаление покрытия и дополнительно к удалению покрытия обеспечивается осуществление более сложных процессов, включающих дополнительные стадии.
Преимущества настоящего изобретения, в частности, заключаются в том, что удаление покрытия с приспособлений для крепления обрабатываемых деталей осуществляется легко и в более щадящем режиме. Благодаря исключению механической обработки обеспечивается более длительный срок службы приспособлений для крепления обрабатываемых деталей. После обработки требуется проведение незначительного объема работ (промывка, пульверизационная очистка, сушка) для подготовки приспособлений для дальнейшей эксплуатации, при этом практически исключается применение ручного труда. Кроме того, существенно упрощен процесс удаления покрытия с изношенных деталей и деталей с некачественным покрытием при одновременном значительном повышении его надежности. Путем поворота приспособления для крепления обрабатываемой детали легко достигается более или менее однородная плотность тока, усредненная по времени обработки. В частности, при обработке деталей, имеющих неэлектропроводное покрытие, также существенно упрощается установка деталей, так как контакт с деталью обеспечивается аналогичным образом как в процессе удаления покрытия, так и в процессе нанесения покрытия.
В частности, при необходимости удаления покрытия с деталей с некачественно нанесенным покрытием и повторного нанесения покрытия перемещение деталей существенно упрощается при их обработке с использованием установки в соответствии с настоящим изобретением. Для удаления покрытия в данном случае детали остаются на приспособлении для крепления обрабатываемых деталей, на которых на них первоначально было нанесено покрытие. Исключается снятие и повторная установка, так как приспособления для крепления обрабатываемых деталей с установленными на них и имеющими электрический контакт деталями перемещают из установки для нанесения покрытия в установку для удаления покрытия в соответствии с настоящим изобретением и устанавливают их внутри нее. В случае повторного нанесения покрытия на обрабатываемые детали приспособления для крепления обрабатываемых деталей с установленными на них деталями перемещают аналогичным образом после удаления покрытия в установку для нанесения покрытия и устанавливают их внутри нее, после чего производится повторное нанесение покрытия на детали. Таким образом, исключается непосредственное перемещение обрабатываемых деталей.
Краткое описание чертежей
Ниже следует подробное описание настоящего изобретения со ссылками на прилагаемый чертёж, на котором проиллюстрирован один пример осуществления настоящего изобретения.
Фиг.1 - поперечное сечение установки для удаления покрытия в соответствии с настоящим изобретением.
Описание предпочтительного примера осуществления настоящего изобретения
Установка для удаления покрытия в соответствии с настоящим изобретением включает кубовидный корпус 1, содержащий резервуар 2, выполненный из неэлектропроводного материала, либо внутренние стенки которого покрыты неэлектропроводным материалом таким образом, чтобы обеспечивалось создание неэлектропроводной внутренней поверхности. Резервуар предназначен для заполнения жидким электролитом. К резервуару 2 прикреплена переливная труба 3, снабженная сеткой или фильтром. В своей верхней части корпус 1 снабжен отверстием 4.
Держатель 5 включает опорную плиту 6, служащую ему в качестве опоры на корпусе 1, и муфту 7, установленную с возможностью вращения на опорной плите 6. Ось вращения муфты проходит вертикально и практически по центру через резервуар 2. К муфте 7 подсоединено приводное устройство 8 в виде электродвигателя для обеспечения ее работы. Кроме того, держатель 5 включает двухполюсное устройство электроснабжения (не показано), один полюс которого электрически соединен через токопередающее устройство 9 с муфтой 7. Устройство электроснабжения может представлять собой источник тока, источник напряжения, источник пульсирующего тока или источник пульсирующего напряжения, либо может представлять собой источник переменного тока. Держатель 5 соединен с корпусом 1 таким образом, чтобы обеспечивалось его легкое снятие, например, подняв его вверх. Устройство электроснабжения может представлять собой внешний источник тока таким образом, чтобы установка для удаления покрытия была снабжена соединительными элементами для подсоединения к указанному устройству электроснабжения, при этом один из соединительных элементов подсоединен к токопередающему устройству 9. Более того, рама, окружающая ось вращения, снабжена несколькими параллельными стержнями 10, которые прикреплены к опорной плите 6 и на торцах которых установлена крестообразная распорка 11.
Другой полюс устройства электроснабжения, или второй соединительный элемент, соединен с противоположным электродом 12, который, например, выполнен в форме сетчатого электрода и расположен внутри резервуара 2. Противоположный электрод 12 имеет противоположную электродную поверхность, расположенную в направлении оси вращения, приблизительно равноудаленно от оси, и в основном по всей высоте резервуара 2. Указанная противоположная электродная поверхность может иметь, например, форму вогнутой цилиндрической боковой поверхности, ось которой совпадает с осью вращения и которая расположена по меньшему или большему сектору, составляющему, например, 90-180°. Тем не менее противоположный электрод также может быть выполнен в виде стержневого электрода. В резервуаре 2 также размещены нагревательное и охлаждающее устройство 13, ультразвуковой генератор 14, впускное отверстие для электролита и устройства для перемещения электролита, такие как насосы или мешалки (не показаны).
Во время работы резервуар 2 заполняют жидким электролитом, как минимум, до верхней кромки. В примере приспособление 15 для крепления обрабатываемых деталей, выполненное в виде вращательно-симметричного многоуровневого приспособления с центральным опорным валом (ниже по тексту называемым опорной стойкой), в частности центральным валом 16 приспособления для крепления обрабатываемых деталей, расположенным по оси вращения, соединено без возможности вращения с муфтой 7, к которой последовательно прикреплены на равном расстоянии друг от друга диски 17 вала, при этом на каждом диске размещены по их периферии обрабатываемые детали 18. Существуют различные способы создания соединения между муфтой 7 и валом 16. Предпочтительными являются быстроразъемные соединения, такие как разъемные соединения и штыковые соединения. Концевая часть вала 16 установлена с возможностью вращения на крестообразной распорке 11. Вал 16 соединен с первым полюсом устройства электроснабжения через муфту 7, и диски 17 также соединены через вал. Обрабатываемые детали 18 крепятся к дискам 17, и контакт создается таким образом, чтобы они также были электрически соединены с первым полюсом устройства электроснабжения. Приспособление 15 для крепления обрабатываемых деталей, а также все иные компоненты установки для удаления покрытия, размещенные в резервуаре 2, должны быть выполнены из материала стойкого к воздействию электролита, обычно из нержавеющей стали или при отсутствии такой возможности, как в случае с некоторыми магнитными материалами, должны быть герметизированы фольгой из нержавеющей стали.
Приспособление для крепления обрабатываемых деталей также может быть выполнено в любой иной форме, кроме той, что приведена в описании; в принципе, существует возможность использовать любой тип приспособления для крепления обрабатываемых деталей, способного вращаться вокруг оси вращения и используемого в установках для нанесение покрытия, в частности в установках для нанесения покрытия в вакууме, например, опорные стойки многократного вращения, также возможно использование контактов формирователей импульсов или приспособлений для крепления обрабатываемых деталей другого типа, имеющих магнитные или разъемные пластины, устанавливаемые, например, на стержнях 10. Крепление обрабатываемых деталей осуществляется в соответствии с известным способом, используемым в установках для нанесения покрытия в вакууме, например, с помощью разъемного, зажимного или магнитного соединения.
Далее устройство электроснабжения создает импульсную или постоянную разность потенциалов между приспособлением 15 для крепления обрабатываемых деталей, действующим в качестве электрода, и деталями 18, соединенными через приспособление для крепления обрабатываемых деталей, с одной стороны, и противоположным электродом 12, с другой стороны. В тех случаях, когда это применимо, электрод обычно соединен в виде анода, и противоположный электрод представляет собой катод. При этом муфта 7 равномерно вращается с помощью приводного устройства 8, приводя во вращение приспособление 15 для крепления обрабатываемых деталей, при этом скорость вращения соответствует скорости протекания процесса. Детали 18 перемещаются в непосредственной близости от противоположной электродной поверхности, предпочтительно на минимальном расстоянии от 2 см до 20 см, более предпочтительно от 3 см до 8 см. Как правило, удаление покрытия происходит за счет электрохимического растворения покрытия как приспособления 15 для крепления обрабатываемых деталей и деталей 18. За счет вращения приспособления 15 для крепления обрабатываемых деталей плотность тока является в среднем достаточно однородной во времени, т.е. ток равномерно распределяется по участкам поверхности, с которых необходимо снять покрытие, и соответственно, удаление покрытия осуществляется равномерно и в щадящем режиме. Этому также способствует тот факт, что в соответствии с предпочтительным примером осуществления изобретения все участки противоположной электродной поверхности находятся приблизительно на одном и том же расстоянии от оси вращения и, следовательно, от вала 16.
Покрытие также может состоять из адгезивного слоя, нанесенного непосредственно на корпус, и из функционального слоя, нанесенного на адгезивный слой, и удаление покрытия осуществляется путем растворения адгезивного слоя через поры функционального слоя в соответствии с описанием, приведенным, например, в WO 99/64646 A1 и WO 05/073433 A1. В частности, в таких случаях скорость процесса удаления покрытия может быть существенно увеличена и качество удаления покрытия значительно повышено за счет использования ультразвукового генератора 14.
В соответствии с настоящим изобретением возможно применение различных способов эксплуатации установки для удаления покрытия. Таким образом, она может быть использована, например, только для удаления покрытия с приспособления 15 для крепления обрабатываемых деталей, т.е. с приспособления для крепления обрабатываемых деталей без установленных на нем деталей. В другом случае она может быть использована для удаления покрытия с деталей, на которые было нанесено некачественное покрытие в установке для нанесения покрытия, в частности в установке для нанесения покрытия в вакууме. В этом случае, например, держатель 5 вместе с приспособлением 15 для крепления обрабатываемых деталей и деталями 18 могут быть извлечены из установки для нанесения покрытия и помещены вовнутрь установки для удаления покрытия, при этом исключается необходимость проведения каких-либо манипуляций с указанными деталями.
Эта же процедура может быть применена в случае повторного нанесения покрытия на детали после завершения процесса по удалению покрытия. В этом случае держатель 5 вместе с приспособлением 15 для крепления обрабатываемых деталей и деталями 18 могут быть извлечены из корпуса 1 установки для удаления покрытия и помещены в установку для нанесения покрытия, в частности, в вакуумную камеру установки для нанесения покрытия в вакууме, для нанесения на них покрытия путем химического осаждения из газовой фазы или осаждения из паров. В установке, включающей несколько камер, также существует возможность осуществить другие стадии процесса между процессами удаления покрытия и повторного нанесения покрытия в приемлемых камерах, такие как промывка, пульверизационная очистка и сушка, при этом все указанные операции проводятся без отделения приспособления 15 для крепления обрабатываемых деталей от держателя 5 или даже без извлечения деталей 18. Безусловно, что удаление покрытия и повторное несение покрытия также может быть последовательно выполнено таким образом после некачественного нанесения покрытия. Для перемещения держателя 5 между камерами может быть предусмотрено приемлемое транспортирующее устройство. В результате этого существует возможность практически полностью автоматизировать даже сложные процессы, включающие несколько стадий обработки.
В альтернативном случае существует возможность перемещения только одного приспособления 15 для крепления обрабатываемых деталей либо приспособления с установленными на нем деталями 18 в соответствии с вышеописанным способом. В этом случае необходимо установить приспособление для крепления обрабатываемых деталей на муфте 7 и на соответствующих муфтах в других камерах либо отсоединить его от них. Этот процесс является несколько более сложным, но требования, которым должно соответствовать транспортирующее устройство, могут быть снижены.
Возможны различные изменения конструкции установки для удаления покрытия. Таким образом, в резервуаре может быть размещено несколько муфт для нескольких приспособлений для крепления обрабатываемых деталей. Муфта вместо ее расположения над резервуаром или на его верхнем участке также может быть расположена в нижней части резервуара. Резервуар может быть выполнен таким образом, чтобы также обеспечивалось проведение других стадий процесса, таких как промывка, пульверизационная очистка и сушка. Для этой цели установка также может быть снабжена насосами и сборником для временного удаления электролита.
Ниже приведен ряд примеров применения установки и способов для удаления покрытия в соответствии с настоящим изобретением.
1. Держатели для толкателей поршневых клапанов, на которые было нанесено многослойное покрытие толщиной до 100 мкм после многократного использования в процессах нанесения покрытия, предусматривающих осаждение алмазоподобных (DLC) и CrN/DLC покрытий, устанавливали на опорных стойках на нескольких вращающихся муфтах, размещенных в нижней части резервуара. Каждая опорная стойка в отдельности была прикреплена к муфте, электрически подсоединенной к контактному участку, приводы контактировали с сателлитами аналогично тому, как это имеет место в установках физического осаждения паров, и резервуар заполняли электролитом, содержащим гидроксид калия, к которому были добавлены фосфаты и поверхностно-активные вещества и значение pH которого составляло 11-13. При постоянном вращении покрытие удаляли с опорной стойки с сателлитами двойного вращения при комнатной температуре и постоянном напряжении +12 В в течение 1 часа. В каждом случае электролит проникал через поры в алмазоподобном слое к слою CrN или к тонкому слою Cr, осажденному под алмазоподобным покрытием, выступающим в качестве адгезивного слоя.
2. С опорных стоек с сателлитами двойного вращения для толкателей поршней, на которые произошло многократное осаждение DLC и CrN/DLC слоев, последние удаляли как в примере 1 с использованием аналогичного электролита при постоянной силе тока 200 А и при комнатной температуре в течение 1 часа. В данном случае двойное вращение осуществлялось с помощью зубчатых колес и зубчатых колец вместо приводной пружины.
3. Толкатели поршневых клапанов с некачественным покрытием, на которые были нанесены слой алмазоподобного покрытия, слой карбида вольфрама/углерода, осажденный на адгезивном слое Cr, или двойной слой CrN/DLC загружали на сателлитные диски и опорные стойки как для осуществления процесса нанесения покрытия путем физического осаждения паров. В зависимости от размера контрольных поршней использовали диски, имеющие различные деления. Опорные стойки устанавливали последовательно в установке с одной стойкой на муфте, расположенной в нижней части резервуара, и после размещения приводных пружин заливали щелочной электролит, как в примере 1. При постоянном двойном вращении сателлитов и постоянной силе тока в 250 А покрытие было удалено со стоек при комнатной температуре в течение 10 минут.
4. В установке, используемой в примере 3, с болтов и поршневых пальцев с CrN+DLC покрытием, установленных на сателлитных опорных стойках, покрытие было удалено в электролите, используемом в примере 1, при постоянном напряжении 15 В в течение 5 минут.
5. Сверла и резцы из быстрорежущей инструментальной стали и иные инструменты из быстрорежущей стали, на которые были нанесены различные хромсодержащие покрытия, такие как Balinit Alcrona (AlCrN), Balinit Helica (AlCrSiN), Balinit С (C+WC/C), Balinit DLC (Cr+DLC) и Balinit D (CrN) загружали на сателлитные диски и устанавливали как в примере 3 на опорные стойки внутри резервуара. После погружения инструментов в щелочной электролит, как в примере 1, покрытия удаляли при комнатной температуре постоянным двойным вращением при силе тока 250 А в течение 30 минут.
6. Аналогичный комплект инструментов с различным по химическому составу покрытием устанавливали внутри резервуара как в примере 5, и затем покрытие удаляли в однопроцентном растворе гидроксида натрия при постоянном напряжении 12 В и при идентичных условиях в течение 25 минут.
7. Червячные фрезы из быстрорежущей стали с покрытием Balinit Alcrona устанавливали на опорной стойке и погружали в электролит, используемый в примере 6. При постоянном одном повороте покрытие было удалено с фрез при постоянном напряжении 12 В в течение 20 минут.
8. Диски со сверлами и резцами с покрытием из Balinit Futura-Nano (TiAIN) и Balinit Alcrona (AlCrN) устанавливали на опорной стойке и загружали в перевернутом положении в устройство, проиллюстрированном на Фиг.1, и погружали в электролит, используемый в примере 1. При постоянном одном повороте поверхность была преобразована путем формирования тонкого слоя оксида алюминия с переходной зоной оксинитрида в слой TiAlN при постоянном напряжении 6 В в течение 3 минут.
9. Твердосплавные инструменты, на которые были нанесены различные типы покрытий, такие как Balinit Futura (TiAlN), Balinit Xceed (TiAlN, имеющий высокое содержание алюминия), Balinit Alcrona (AlCrN) и Balinit Helica (AlCrSiN), помещали на сателлитные диски и погружали на опорных стойках, как в примере 8, в электролит, содержащий нитрат аммония и уксусную кислоту, со значение pH в пределах от 1,5 до 3. При постоянном одном повороте покрытие было удалено с инструментов при напряжении 15 В в течение 5 минут.
10. Опорные стойки с болтами с покрытием, на которые во время обработки было нанесено некачественное двухслойное покрытие из CrN+WC/C, были извлечены непосредственно из установки для нанесения покрытия из физических паров, и покрытие было удалено в установке, используемой в примере 3, при аналогичных условиях, как и в примере 3. Далее, опорные стойки с болтами несколько раз подвергали пульверизационной очистке в резервуаре и высушивали в потоке теплого воздуха. Затем опорные стойки устанавливали непосредственно внутри установки для нанесения покрытия из физических паров для повторного нанесения покрытия.
Кроме использования установки в соответствии с настоящим изобретением для удаления покрытия, она также может быть использована для проведения иных электрохимических процессов, например, для преобразования покрытий, как в примере 8, или для полирования и оксидирования поверхности деталей, заданного округления кромок режущих инструментов и т.д. За счет вращения приспособления для крепления обрабатываемых деталей также обеспечивается протекание процессов при однородном качестве. Кроме того, обеспечивается эффективное согласование процессов с другими стадиями сложного технологического процесса.
Перечень позиций
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАЛЕНИЯ ПОКРЫТИЯ С ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 2011 |
|
RU2579717C2 |
| Конвейерная машина для отделки и глазурования фарфоровых тарелок и других плоских керамиковых изделий | 1932 |
|
SU33444A1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ УДАЛЕНИЯ ПОКРЫТИЙ | 2001 |
|
RU2215068C2 |
| УСТАНОВКА ВАКУУМНОЙ ОБРАБОТКИ И СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ | 2008 |
|
RU2472869C2 |
| МЕХАНИЧЕСКАЯ ДЕТАЛЬ, ПОКРЫТАЯ СЛОЕМ АМОРФНОГО УГЛЕРОДА, ДЛЯ СКОЛЬЖЕНИЯ ПО ДРУГОМУ МЕНЕЕ ТВЕРДОМУ КОМПОНЕНТУ | 2014 |
|
RU2667557C2 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| УСТРОЙСТВО, ПРЕДНАЗНАЧЕННОЕ ДЛЯ ВЫПОЛНЕНИЯ АНОДИРОВАНИЯ, И ОБРАБОТКА АНОДИРОВАНИЕМ | 2015 |
|
RU2676203C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА НАРУЖНЫЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2022 |
|
RU2801976C1 |
| Устройство для электролитического нанесения покрытий | 1989 |
|
SU1678911A1 |
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНОМЕХАНИЧЕСКОГО ОСАЖДЕНИЯ ПОКРЫТИЙ | 2012 |
|
RU2503753C1 |
Изобретение относится к гальванотехнике, а именно к установке для удаления покрытия и к способу удаления покрытия. Покрытие удаляют в установке, включающей резервуар (2), в котором находится жидкий электролит, и поверхность противоэлектрода, расположенного во внутреннем пространстве резервуара (2) и подключенного к полюсу устройства электроснабжения, а также двухполюсное устройство энергоснабжения, держатель (5), снабженный муфтой (7), установленной с возможностью вращения на оси вращения, проходящей через внутреннее пространство резервуара (2) и предназначенной для установки приспособления (15) для крепления обрабатываемых деталей. Муфта может быть подсоединена к другому полюсу устройства электроснабжения с целью обеспечения подсоединения приспособления (15) для крепления обрабатываемых деталей и имеет приводное устройство (8), соединенное с муфтой (7) и предназначенное для придания ей вращения. Технический результат: упрощение процесса удаления покрытия с изношенных деталей и деталей с некачественным покрытием при одновременном значительном повышении его надежности. 2 н. и 14 з.п. ф-лы, 1 ил., 10 пр.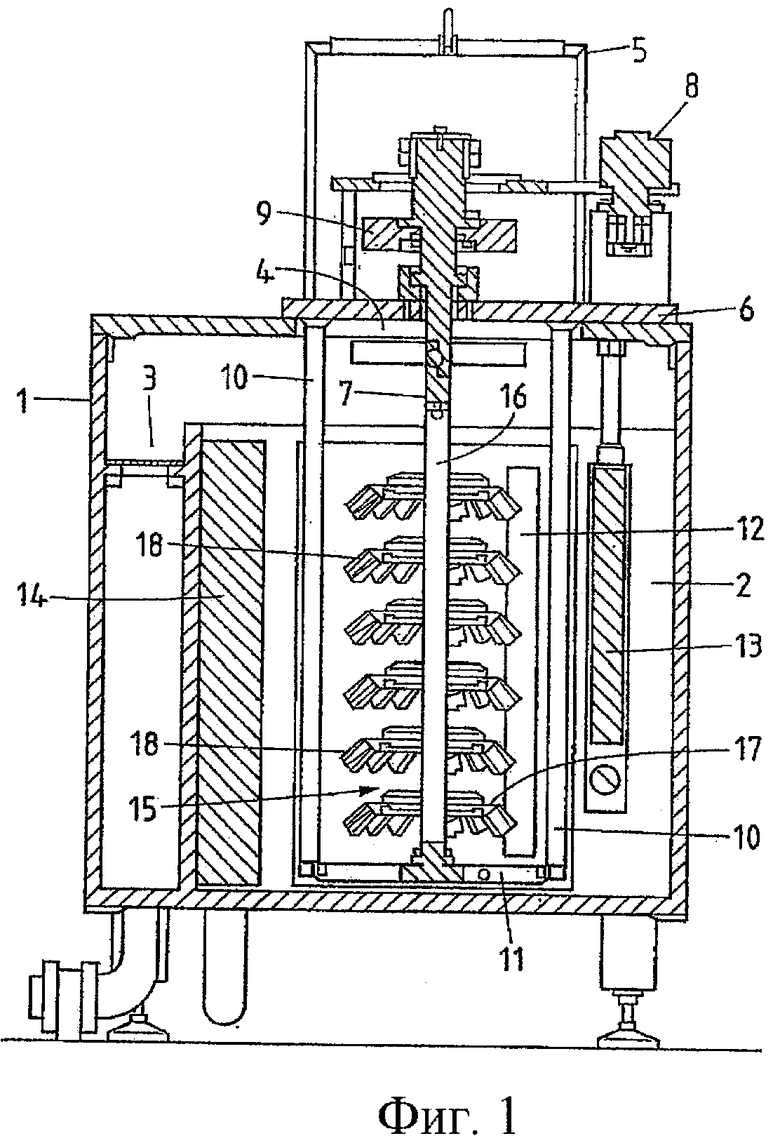
1. Установка для удаления покрытия, включающая резервуар (2), в котором находится жидкий электролит, и поверхность противоэлектрода, расположенного во внутреннем пространстве резервуара (2) и подключенного к полюсу устройства электроснабжения, отличающаяся тем, что она включает двухполюсное устройство энергоснабжения, держатель (5), снабженный муфтой (7), установленной с возможностью вращения на оси вращения, проходящей через внутреннее пространство резервуара (2) и предназначенной для установки приспособления (15) для крепления обрабатываемых деталей, причем муфта может быть подсоединена к другому полюсу устройства электроснабжения с целью обеспечения подсоединения приспособления (15) для крепления обрабатываемых деталей, и имеет приводное устройство (8), соединенное с муфтой (7) и предназначенное для придания ей вращения.
2. Установка по п.1, отличающаяся тем, что ось вращения является вертикальной.
3. Установка по п.1, отличающаяся тем, что муфта (7) размещена над резервуаром (2) или в его верхней части.
4. Установка по п.3, отличающаяся тем, что держатель (5) может быть снят с резервуара (2).
5. Установка по п.1, отличающаяся тем, что поверхность противоэлектрода направлена в сторону оси вращения, и расстояние поверхности противоэлектрода от оси вращения вдоль указанной оси вращения является в основном постоянным.
6. Установка по п.5, отличающаяся тем, что все части поверхности противоэлектрода расположены приблизительно на одном и том же расстоянии от оси вращения.
7. Установка по п.1, отличающаяся тем, что поверхность противоэлектрода является частью поверхности, по меньшей мере, одного противоэлектрода (12), расположенного во внутреннем пространстве резервуара (2) и на расстоянии от его внутренней поверхности.
8. Установка по п.7, отличающаяся тем, что внутренние стенки резервуара (2) выполнены из электрически изолирующего материала.
9. Установка по п.1, отличающаяся тем, что во внутреннем пространстве резервуара (2) размещен ультразвуковой генератор (14).
10. Установка по п.1, отличающаяся тем, что нагревательное и охлаждающее устройство (13) расположено во внутреннем пространстве резервуара (2).
11. Способ удаления покрытия с использованием установки по любому из пп.1-10, в котором приспособление (15) для крепления обрабатываемых деталей, по меньшей мере, в основном выполненное из электропроводного материала, устанавливают на муфте (7), внутреннее пространство резервуара заполняют жидким электролитом и для удаления покрытия с помощью устройства электроснабжения и электрода прилагают различные потенциалы, по меньшей мере, периодически к муфте (7) и через нее к приспособлению (15) для крепления обрабатываемых деталей, служащим в качестве электрода, с одной стороны, и к поверхности противоэлектрода, с другой стороны, в то время как приспособлению (15) для крепления обрабатываемых деталей, в основном полностью погруженному в электролит, придают вращение вращающейся муфтой (7), приводимой в действие приводным устройством (8).
12. Способ по п.11, отличающийся тем, что приспособление (15) для крепления обрабатываемых деталей является приспособлением для крепления обрабатываемых деталей, использовавшимся до этого в установке для нанесения покрытия.
13. Способ по п.11, отличающийся тем, что для удаления покрытия с деталей (18) в приспособление (15) для крепления обрабатываемых деталей загружают детали (18), с которых необходимо удалить покрытие.
14. Способ по п.13, отличающийся тем, что для удаления покрытия с деталей (18) с некачественно нанесенным покрытием до удаления покрытия приспособление (15) для крепления обрабатываемых деталей, в которое были загружены детали (18) с некачественно нанесенным покрытием, извлекают из установки для нанесения покрытия и размещают внутри установки для удаления покрытия.
15. Способ по п.13, отличающийся тем, что для удаления покрытия с деталей (18) и повторного нанесения покрытия на детали после удаления покрытия, приспособление (15) для крепления обрабатываемых деталей, в которое были загружены детали (18), извлекают из установки для удаления покрытия и размещают внутри установки для нанесения покрытия и далее на детали (18) в ней повторно наносят покрытие.
16. Способ по п.15, отличающийся тем, что приспособление (15) для крепления обрабатываемых деталей, в которое были загружены детали (18), подвергают как минимум одному типу обработки, например промывке, пульверизационной очистке и сушке между процессом удаления покрытия и перемещением в установку для нанесения покрытия.
| УСТРОЙСТВО И СПОСОБ ДЛЯ УДАЛЕНИЯ ПОКРЫТИЙ | 2001 |
|
RU2215068C2 |
| Способ удаления металла с неметаллической поверхности | 1983 |
|
SU1201359A1 |
| БЫТОВОЙ ПРИБОР | 2015 |
|
RU2645611C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для сбора лесосечных отходов | 1982 |
|
SU1050607A1 |

