ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу плазменно-дуговой сварки, который обеспечивает высокую энергетическую плотность, высокую скорость и высокое качество сварки, а также к устройству для плазменно-дуговой сварки, которое обеспечивает высокую энергетическую плотность, высокую скорость и высокое качество сварки.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
В целом, плазменно-дуговая сварка отличается более высокой энергетической плотностью, по сравнению с другими видами сварки - такими, как газовая дуговая сварка металлическим электродом (GMA) и газо-вольфрамовая сварка (GTA). Поэтому плазменно-дуговая сварка может использоваться для выполнения сварки со сквозным проплавлением, т.е. может обеспечивать проникновение плазменной дуги от лицевой поверхности (верхней поверхности) основного металла (матрицы, материнского металла) до корневого шва во время выполнения сварки. Если возможна сварка со сквозным проплавлением, сварка от корневого шва основного металла не является обязательной, что значительно повышает производительность сварочных работ. Однако во время сварки со сквозным проплавлением проникающей плазменной дугой процесс имеет склонность к нестабильному поведению, что обусловлено различными факторами - такими, как повышение температуры основного металла во время сварки, температура окружающей атмосферы и магнитное дутье вследствие заземления. Таким образом, высококачественная сварка возможна только при ее выполнении квалифицированным специалистом, а возможности автоматизации затруднены.
Для решения этой проблемы, в частности, в Патентном источнике 1 (Японская патентная заявка - Открытая публикация (Kokai) №60-27473) в качестве тока сварки используется импульсный ток, в результате чего струя плазмы пульсирует (колеблется), сдувая расплавленный металл в виде небольшой капли. В результате, расплав, вместо того, чтобы стечь каплей, может образовать сварной валик. В Патентном источнике 2 (Японская патентная заявка - Открытая публикация (Kokai) №8-39259) предлагается способ варки со сквозным проплавлением, при котором скорость течения плазменного газа изменяется пульсирующим образом, что позволяет избежать недостатков - таких, как прожиг сварочной ванны.
ССЫЛКИ ПАТЕНТНАЯ ЛИТЕРАТУРА
ПАТЕНТНЫЙ ИСТОЧНИК 1: Японская патентная заявка - Открытая публикация (Kokai) №60-2747360-27473
ПАТЕНТНЫЙ ИСТОЧНИК 2: Японская патентная заявка - Открытая публикация (Kokai) №60-274738-39259
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
Так как способ сварки, раскрываемый в Патентном источнике 1, представляет собой способ для обеспечения пульсации струи плазмы и сдувания расплавленного металла в виде небольшой капли, для этой небольшой капли сдуваемого расплавленного металла требуется последующая обработка. Если в качестве свариваемых заготовок используются стальные трубы, которые подлежат сварке встык, удаление небольшой капли сдуваемого расплавленного металла может быть затруднительным. Способ сварки, раскрываемый в Патентном источнике 2, может позволить избежать такого недостатка, как прожиг расплавленной сварочной ванны, за счет поочередного изменения скорости потока плазменного газа в виде пульсаций, но при этом трудно получить устойчивый корневой валик постоянной (требуемой) высоты.
Настоящее изобретение предлагается для решения названных проблем, а целью настоящего изобретения является создание принципиально нового способа плазменно-дуговой сварки, который надежно обеспечивает получение устойчивого корневого валика требуемой высоты при выполнении сварки со сквозным проплавлением, а также принципиально нового устройства для плазменно-дуговой сварки, который надежно обеспечивает получение устойчивого корневого валика требуемой высоты при выполнении сварки со сквозным проплавлением.
РЕШЕНИЕ ПРОБЛЕМ
Для преодоления указанных проблем, авторами были проведены обширные исследования и эксперименты, в результате которых было обнаружено, что имеет место зависимость между частотой сварочной ванны, образуемой на корневом шве во время сварки, и формой корневого валика. На основании этого заключения авторы пришли к настоящему изобретению.
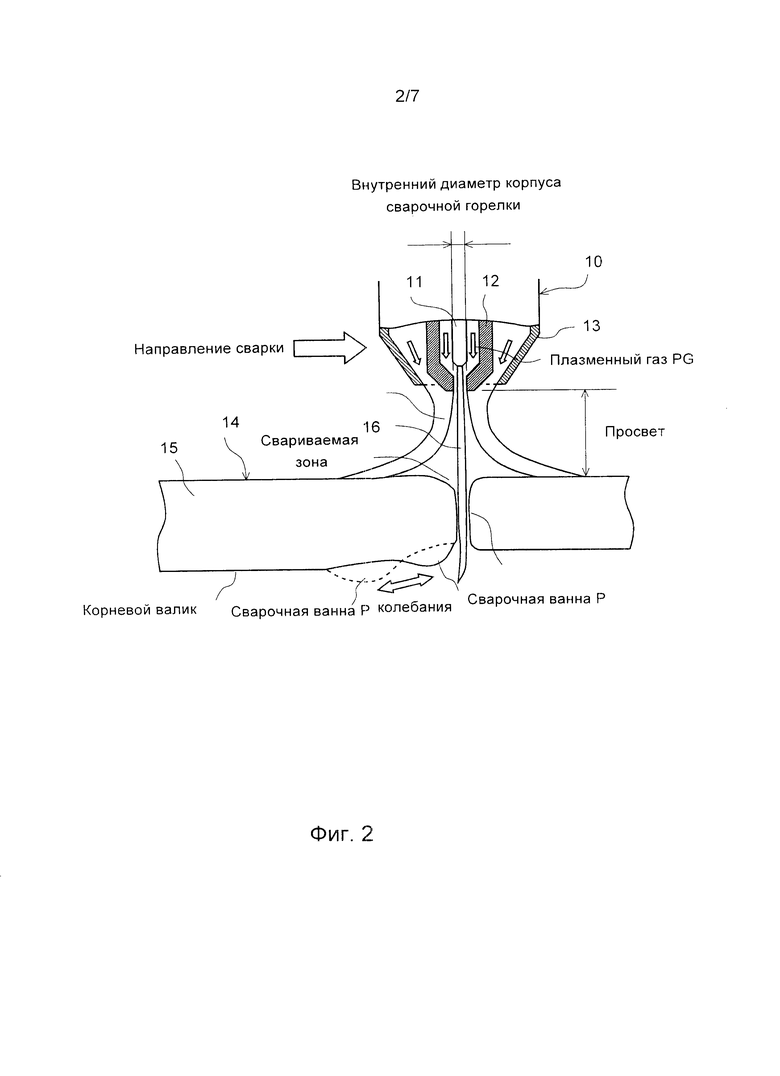
В частности, когда сварка со сквозным проплавлением производится описанной выше плазменной дугой, как показано на Фиг. 2, сварочная ванна Р образуется на корневом шве расплавленным основным металлом 15, который плавится от тепла плазменной дуги 16, создаваемой сварочной горелкой 10. Сварочная ванна выступает в продольном направлении относительно основного металла 15 и образуется проникающей сварочной дугой в направлении сварки. Авторы обнаружили, что вибрация сварочной ванны Р в переднем и заднем направлениях относительно направления сварки позволяет получить устойчивый корневой валик постоянной (требуемой) высоты. Если вибрация сварочной ванны Р слишком велика, расплавленный металл стекает каплями. Таким образом, авторы обнаружили, что для создания устойчивого корневого валика требуемой высоты, вибрация сварочной ванны Р должна иметь собственную частоту (например, 30-40 Гц). Собственная частота сварочной ванны зависит от материала основного металла 15, размера (массы) сварочной ванны Р, вязкости сварочной ванны и других факторов. Придя к такому заключению, авторы выполнили дополнительные обширные исследования колебаний сварочной ванны Р. Затем изобретатели обнаружили, что колебания сварочной ванны Р в значительной степени зависят от частоты импульсов импульсного тока, если импульсный ток используется в качестве сварочного тока для сварки со сквозным проплавлением.
Для достижения названной цели, первый аспект настоящего изобретения представляет способ плазменно-дуговой сварки для непрерывной сварки свариваемой зоны свариваемой заготовки в защитном газе проникающей плазменной дугой. При таком способе сварки, в качестве сварочного тока используется импульсный сварочный ток, а частота импульсов импульсного сварочного тока регулируется таким образом, чтобы она соответствовала собственной частоте колебаний сварочной ванны.
При таком способе сварки, можно управлять колебаниями сварочной ванны во время сварки со сквозным проплавлением таким образом, чтобы колебания сварочной ванны были синхронны частоте импульсов импульсного тока. Соответственно, может быть надежно получен устойчивый корневой валик требуемой высоты, без стекания каплями и неровностей.
Второй аспект настоящего изобретения представляет еще один способ плазменно-дуговой сварки для непрерывной сварки свариваемых заготовок в защитном газе проникающей плазменной дугой. Этот способ сварки включает в себя этап подачи импульсного тока в качестве сварочного тока (этап подачи импульсного тока) и этап регулировки частоты импульсов импульсного тока в соответствии с собственной частотой колебаний сварочной ванны (этап регулировки частоты импульсов), образованной в корне сварного шва во время сварки.
При таком способе сварки, можно регулировать (вызывать) колебания сварочной ванны, образуемой в корневом шве во время сварки в соответствии с частотой импульсного тока. Таким образом, можно надежно получить устойчивый корневой валик требуемой высоты, без стекания каплями и неровностей.
Третий аспект настоящего изобретения представляет еще один способ плазменно-дуговой сварки, определяемый первым или вторым аспектом изобретения, при котором частота импульсов импульсного сварочного тока регулируется таким образом, чтобы такая частота импульсов импульсного сварочного тока была больше или равна 0,8 собственной частоты сварочной ванны и не превышала 3,0 собственной частоты сварочной ванны. Регулируя частоту импульсов импульсного сварочного тока таким образом, можно надежно получить корневой валик плавной формы и требуемой высоты, без стекания каплями и неровностей. Причина, по которой частота импульсов импульсного тока составляет от 0,8 собственной частоты сварочной ванны до 3,0 собственной частоты сварочной ванны, заключается в том, что если частота импульсов импульсного сварочного тока выходит за названные пределы, становится большой интерференция между плазменной дугой и сварочной ванной. Большая интерференция между плазменной дугой и сварочной ванной увеличивает вероятность создания неровного валика и стекания каплями.
Четвертый аспект настоящего изобретения представляет еще один способ плазменно-дуговой сварки, определяемый третьим аспектом изобретения, отличается тем, что этот способ также включает в себя регулирование пикового или базового значения импульсного сварочного тока или ширины импульсов импульсного тока, в дополнение к регулированию частоты импульсов импульсного сварочного тока. Такое регулирование позволяет надежно получить корневой валик плавной формы и требуемой высоты, без стекания каплями и неровностей, даже если частота импульсов импульсного сварочного тока близка к предельным значениям названного диапазона, т.е. диапазона значений от 0,8 собственной частоты сварочной ванны до 3,0 собственной частоты сварочной ванны.
Пятый аспект настоящего изобретения представляет еще один способ плазменно-дуговой сварки, определяемый первым или вторым аспектом изобретения, отличается тем, что частота импульсов импульсного сварочного тока регулируется таким образом, чтобы частота импульсов импульсного тока была больше или равна 1,0 собственной частоты сварочной ванны и не превышала 2,0 собственной частоты сварочной ванны. Регулируя частоту импульсов импульсного сварочного тока таким образом, можно надежно получить корневой валик плавной формы и требуемой высоты, без стекания каплями и неровностей.
Шестой аспект настоящего изобретения представляет еще один способ плазменно-дуговой сварки, определяемый пятым аспектом изобретения, отличается тем, что этот способ также включает в себя регулирование пикового или базового значения импульсного сварочного тока или ширины импульсов импульсного сварочного тока, в дополнение к регулированию частоты импульсов импульсного сварочного тока. Такое регулирование позволяет надежно получить корневой валик плавной формы и требуемой высоты, без стекания каплями и неровностей, даже если частота импульсов импульсного сварочного тока близка к предельным значениям названного диапазона, т.е. диапазона значений от 1,0 собственной частоты сварочной ванны до 2,0 собственной частоты сварочной ванны.
Седьмой аспект настоящего изобретения представляет устройство для плазменно-дуговой сварки, предназначенное для непрерывной сварки свариваемой зоны свариваемой заготовки с проникающей сварочной дугой в свариваемой зоне свариваемой заготовки посредством использования сварочной горелки. Сварочная горелка сконфигурирована таким образом, чтобы создавать плазменную дугу. Устройство для плазменно-дуговой сварки содержит блок подачи импульсного тока для подачи импульсного тока в качестве сварочного тока и блок регулировки частоты импульсов для регулирования частоты импульсов импульсного тока на уровне частоты, которая синхронна со сварочной ванной.
При наличии устройства, описанного выше, можно регулировать (вызывать) колебания сварочной ванны, образуемой в корневом шве во время сварки для синхронизации с частотой импульсного тока, как во втором аспекте настоящего изобретения. Таким образом, можно получить корневой валик плавной формы и требуемой высоты, без стекания каплями и неровностей.
ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ
Настоящее изобретение использует импульсный ток в качестве сварочного тока и регулирует частоту импульсов импульсного тока в соответствии с частотой, которая синхронна со сварочной ванной, образуемой в корневом шве во время сварки. Таким образом, оказывается возможным получить корневой валик плавной формы и требуемой высоты, без стекания каплями и неровностей, при выполнении сварки со сквозным проплавлением.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
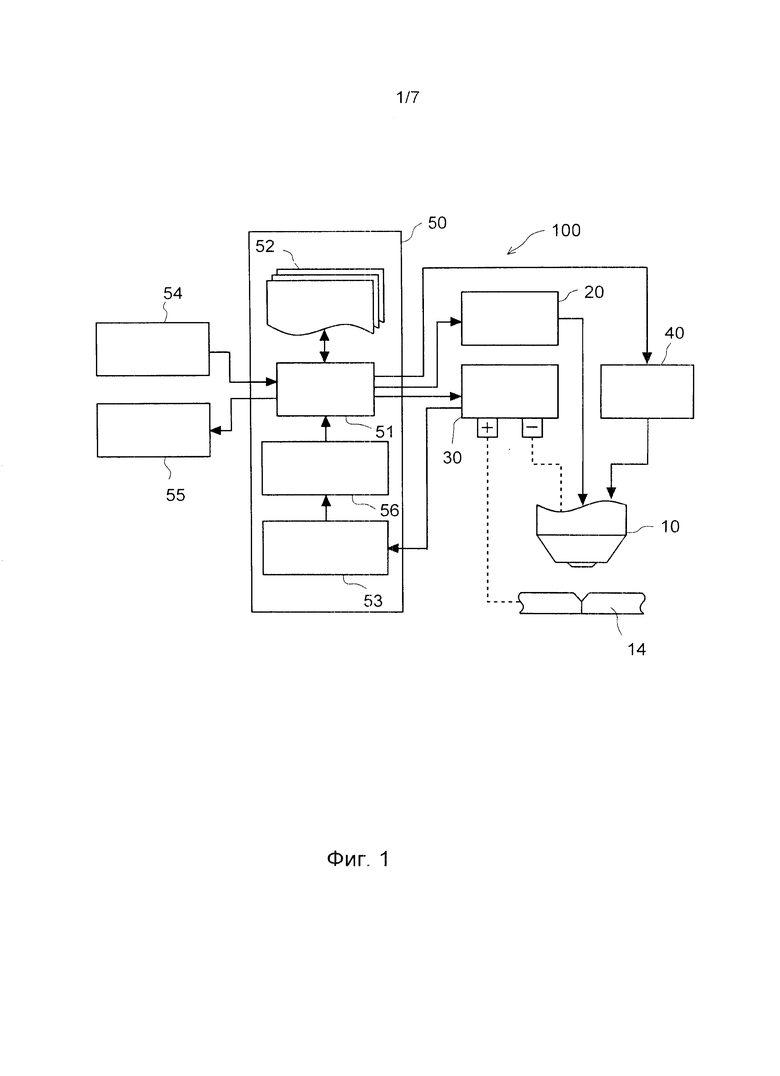
Фиг. 1 представляет собой блок-схему устройства для плазменно-дуговой сварки 100 согласно одному из вариантов осуществления настоящего изобретения.
Фиг. 2 представляет собой концептуальное изображение поведения сварочной ванны Р, образуемой в корневом шве 15 во время сварки.
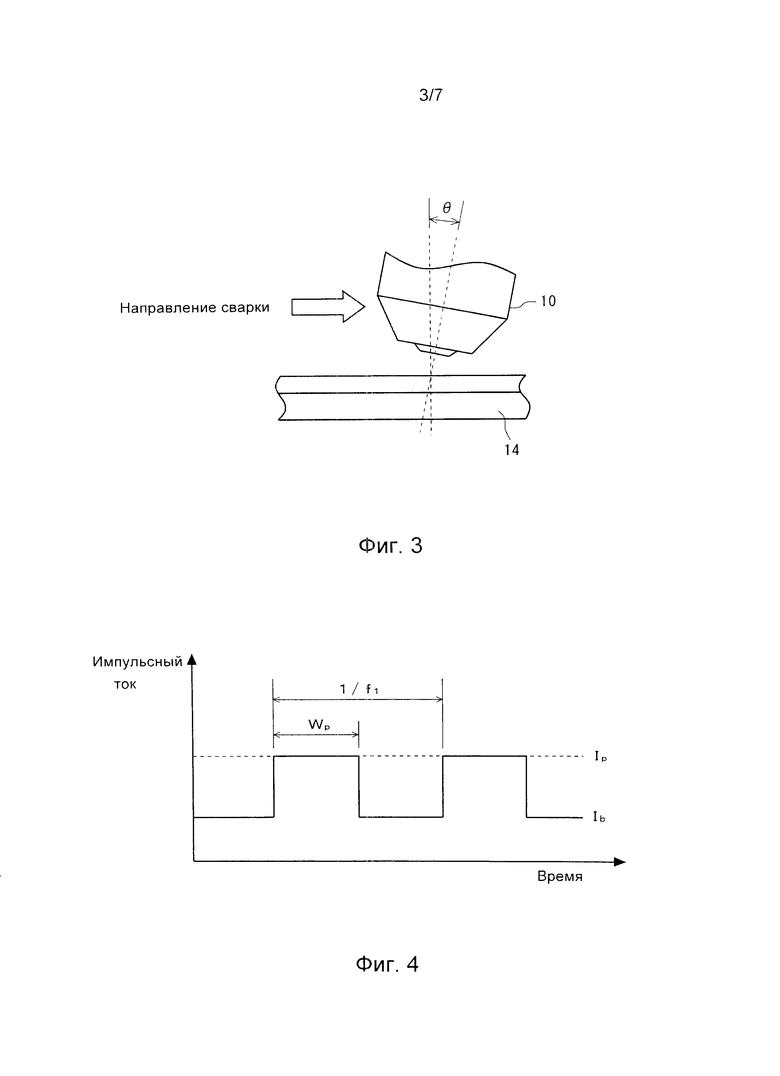
Фиг. 3 представляет собой концептуальное изображение сварки, где сварочная горелка 10 наклонена относительно свариваемой заготовки 14 под заданным углом θ (тета).
Фиг. 4 показывает форму колебаний импульсного тока, используемого в способе согласно настоящему изобретению.
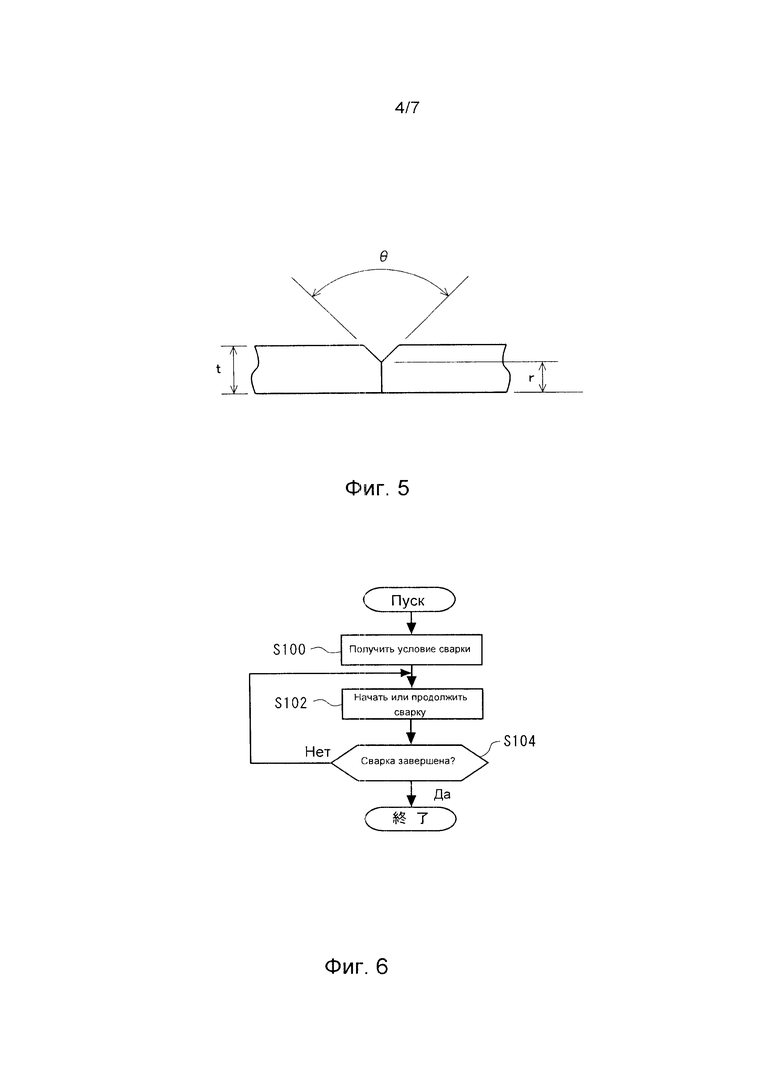
Фиг. 5 представляет собой увеличенный частичный вид свариваемой заготовки 14, приведенный в качестве примера условий сварки в отношении свариваемой заготовки.
Фиг. 6 представляет собой технологическую схему, изображающую процесс, выполняемый при способе плазменно-дуговой сварки по настоящему изобретению.
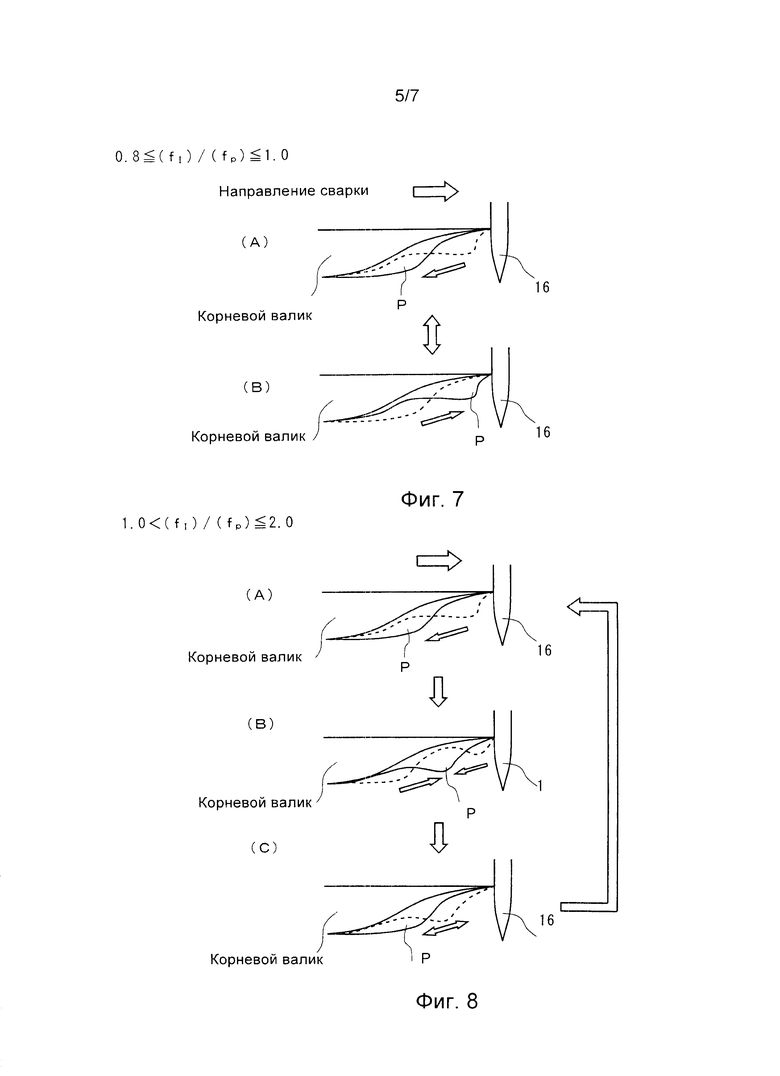
Фиг. 7 представляет собой концептуальное изображение, показывающее поведение нижней сварочной ванны, когда частота импульсного сварочного тока больше или равна 0,8 собственной частоты сварочной ванны и не превышает 1,0 собственной частоты сварочной ванны.
Фиг. 8 представляет собой концептуальное изображение, показывающее поведение нижней сварочной ванны, когда частота импульсного сварочного тока больше или равна 1,0 собственной частоты сварочной ванны и не превышает 2,0 собственной частоты сварочной ванны.
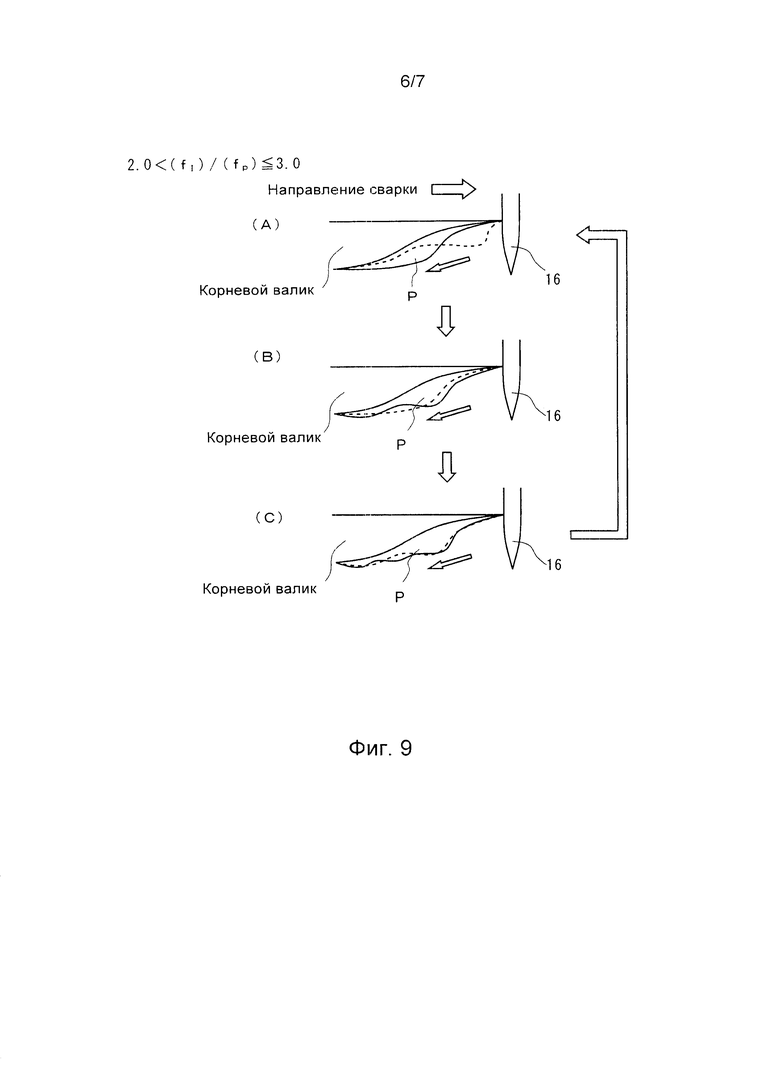
Фиг. 9 представляет собой концептуальное изображение, показывающее поведение нижней сварочной ванны, когда частота импульсного тока больше или равна 2,0 естественной частоты сварочной ванны и не превышает 3,0 естественной частоты сварочной ванны.
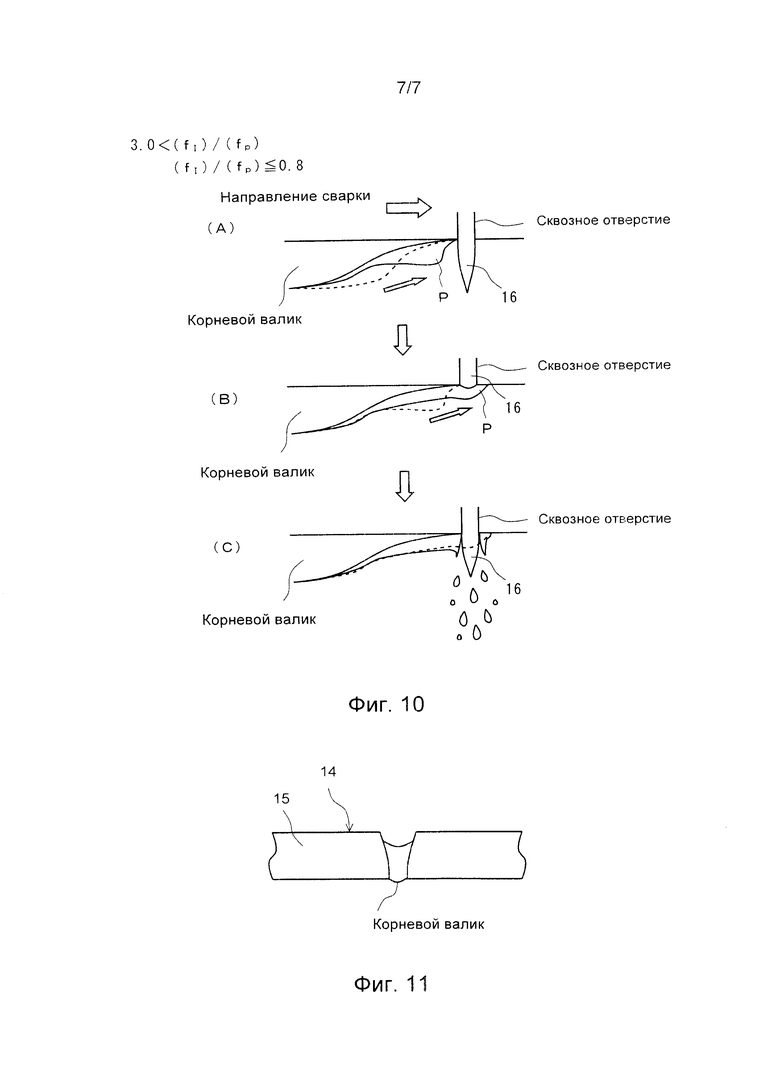
Фиг. 10 представляет собой концептуальное изображение, показывающее поведение нижней сварочной ванны, когда частота импульсного сварочного тока больше или равна 0,8 собственной частоты сварочной ванны и не превышает 3,0 собственной частоты сварочной ванны.
Фиг. 11 представляет собой поперечное сечение свариваемой зоны, принятое в направлении сварки после завершения сварки со сквозным проплавлением согласно настоящему изобретению.
ПРЕДПОЧТИТЕЛЬНЫЙ СПОСОБ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Способ плазменно-дуговой сварки и устройство для плазменно-дуговой сварки согласно вариантам осуществления настоящего изобретения далее описываются со ссылкой на сопроводительные чертежи. Фиг. 1 представляет собой блок-схему, изображающую конфигурацию устройства для плазменно-дуговой сварки 100 согласно настоящему изобретению. Как показано на фиг.1, устройство для плазменно-дуговой сварки 100 содержит в качестве своих основных компонентов сварочную горелку 10, блок привода 20 для перемещения сварочной горелки 10, источник электропитания 30 для подачи электроэнергии к сварочной горелке и свариваемой заготовке для выполнения сварки, блок подачи газа 40 для подачи плазменного газа к сварочной горелке 10 и сварочный контроллер 50 для управления сварочной горелкой 10.
Как показано на Фиг. 2, сварочная горелка 10 имеет вольфрамовый электрод 11, который покрыт корпусом сварочной горелки 12. Сварочная горелка 10 также имеет защитную крышку 13 для защиты корпуса сварочной горелки 12. Для создания вспомогательной дуги между вольфрамовым электродом и корпусом сварочной горелки 12 используется высокочастотный генератор (не показан). Затем рабочий газ - например, аргон (Ar) втекает в корпус сварочной горелки 12. Рабочий газ обозначен на чертеже как PG (плазменный газ). Плазменный газ PG ионизируется теплом дуги, становясь хорошим проводником тока дуги, и между вольфрамовым электродом 11 и матрицей (основным свариваемым материалом) 15 при сверхвысокой температуре (10000-20000 градусов C) образуется плазменная дуга 16. Допускается проникновение плазменной дуги 16 в основной металл 15 от передней (верхней) поверхности основного металла к задней (нижней) поверхности для обеспечения возможности выполнения сварки со сквозным проплавлением. Между корпусом сварочной горелки 12 и защитной крышкой 13 подается защитный газ SG, который может содержать аргон (Ar) и водород (H2), аргон (Ar) и кислород (O2), аргон (Ar) и двуокись углерода (CO2) или т.п. Защитный газ SG защищает свариваемую зону от атмосферных воздействий для обеспечения качества сварки.
Как показано на Фиг. 3, например, блок привода 20 поддерживает и фиксирует сварочную горелку 10 на заданном расстоянии от свариваемой заготовки 14 и под заданным углом θ относительно свариваемой заготовки 14. Блок привода 20 вызывает движение (перемещение) сварочной горелки 10 вдоль линии сварки свариваемой заготовки 14 с заданной скоростью в ответ па управляющий сигнал, поступающий от сварочного контроллера 50. Следует отметить, что блок привода 20 может неподвижно поддерживать свариваемую заготовку 14 и может вызывать перемещение сварочной горелки 10 относительно свариваемой заготовки 14. Следует также отметить, что блок привода 20 может неподвижно поддерживать сварочную горелку 10 и может вызывать перемещение свариваемой заготовки 14, либо вызывать одновременное перемещение сварочной горелки 10 и свариваемой заготовки 14.
Источник электропитания для сварки 30 подает заданное напряжение для обеспечения необходимого тока для создания плазменной дуги 16 между сварочной горелкой 10 и основным металлом 15. Значение тока и значение напряжения точно регулируются сварочным контроллером 50. Источник электропитания для сварки 30 подает импульсный сварочный ток, имеющий, например, прямоугольную форму колебаний, как показано на Фиг. 4. На Фиг. 4 изображен один из примеров формы колебаний импульсного сварочного тока, подаваемого источником электропитания для сварки 30. Ip обозначает пиковый ток, Ib обозначает базовый ток, wp обозначает ширину импульса, a f1 обозначает частоту импульсов. Блок подачи газа 40 снабжает сварочную горелку 10 сварочным газом - таким, как плазменный газ и защитный газ. Расход газа, время подачи газа, а также другие параметры блока подачи газа соответствующим образом регулируются сварочным контроллером 50.
В состав сварочного контроллера 50 входят центральный блок управления 51, блок памяти (база данных) 52, блок измерения выходного напряжения 53, анализатор частоты напряжения сварки 56, блок ввода 54 и блок вывода 55. Центральный блок управления 51 содержит устройства обработки информации (например, ЦП, ПЗУ, ОЗУ и интерфейс ввода/вывода) для компьютерной системы и другие компоненты. Центральный блок управления 51 управляет вышеупомянутыми компонентами 10-40 и другими компонентами на основании команд, вводимых с блока ввода 54 и/или соответствующих управляющих программ.
Блок памяти (база данных) 52 представляет собой запоминающее устройство, содержащее жесткий диск и полупроводниковые запоминающие устройства, которые делают возможными запись и считывание данных. В блоке памяти 52 хранятся не только различные управляющие программы, но и, по меньшей мере, различные условия сварки, а также данные о различных естественных частотах сварочной ванны, образуемой на задней поверхности основного металла 15 во время сварки, для соответствующих условий сварки. Программы и данные в блоке памяти могут записываться и считываться.
Как таковой, блок памяти (база данных) 52 хранит, по меньшей мере, множество условий сварки и информацию о собственных частотах сварочной ванны Р, которые соответствуют тем или иным условиям сварки, в форме базы данных. Каждое из условий сварки (каждый набор условий) уникальным образом определяет собственную частоту сварочной ванны Р. Условия сварки могут включать условия, относящиеся к свариваемой заготовке 14, и условия, относящиеся к сварочной работе. Условия, относящиеся к свариваемой заготовке 14, могут включать материал (тип основного металла), толщину пластины t (см. Фиг. 5), угол паза θ (тета) и длину корня r. Условия, относящиеся к сварочной работе, могут включать сварочный ток, скорость сварки, расход запального газа, состав запального газа, состав защитного газа, внутренний диаметр корпуса сварочной горелки, просвет (зазор между основным металлом 15 и корпусом сварочной горелки 12), а также угол наклона сварочной горелки 10 относительно свариваемой заготовки 14 (см. Фиг. 3).
Блок измерения выходного напряжения 53 измеряет, постоянно или в нужное время, выходное напряжение источника электропитания для сварки 30 и отправляет измеренное выходное напряжение на анализатор частоты напряжения сварки 56 и центральный блок управления 51. Блок ввода 54 может иметь различные типы устройств ввода - таких, как клавиатура и мышь. Условия сварки и рабочие команды/инструкции вводятся с блока ввода 54. Блок вывода 55 может иметь различные типы устройств вывода - таких, как монитор (например, катодно-лучевая трубка или ЖК-дисплей) и громкоговоритель. Блок вывода 55 отображает условия сварки, вводимые с устройства ввода 54, для подтверждения точного ввода условий сварки. Блок вывода 55 также отображает такую информацию, как различные ситуации в ходе выполняемой сварки. Следует отметить, что блок вывода 55 может иметь сенсорный экран или другие подобные устройства в качестве монитора, что придает блоку вывода дополнительную функцию, т.е. функцию ввода. В этом случае, блок вывода 55 может также функционировать в качестве блока ввода 54.
На технологической схеме на Фиг. 6 показан пример способа плазменной плазменно-дуговой сварки, выполняемого устройством для плазменно-дуговой сварки 100, имеющим описанную выше конфигурацию. После получения условий, относящихся к свариваемой заготовке 14, и команды на запуск сварки от устройства ввода 54, сварочный контроллер 50 (центральный блок управления 51) устройства для сварки 100 приступает к первому шагу - Шагу S100, для выбора и извлечения оптимального условия сварочной работы, которое наилучшим образом соответствует условиям, относящимся к свариваемой заготовке 14, из блока памяти (базы данных) 52. Затем контроллер переходит к Шагу S102.
В Шаге S102, контроллер использует источник электропитания для сварки 30 для задания частоты импульсов импульсного тока, которая должна быть равной частоте, обеспечивающей синхронизацию со сварной ванной Р, и запускает сварку. Затем сварочный контроллер 50 (центральный блок управления 51) переходит к последнему шагу - Шагу S104, чтобы определить, завершена ли сварочная работа. Если установлено, что сварочная работа завершена (YES/ДА), контроллер завершает обработку. Если установлено, что сварочная работа не завершена (NO/HET), контроллер возвращается к Шагу S102 и продолжает сварочную работу.
На Фиг. 7А-7В, Фиг. 8А-8С и Фиг. 9А-9С показано влияние частоты импульсов (f1) импульсного сварочного тока на поведение сварочной ванны Р, соответственно. В частности, на Фиг. 7А и 7В схематично показано поведение (колебания) сварочной ванны Р, когда частота импульсов (f1) импульсного сварочного тока больше или равна 0,8 собственной частоты (fp) сварочной ванны Р и не больше 1,0 собственной частоты (fp) сварочной ванны Р (0,8≤f1/fp≤1,0).
Как показано на Фиг. 7А, волна (колебание) создается в сварочной ванне Р приводной силой, создаваемой импульсным сварочным током при протекании пикового тока Ip. Эта волна движется в направлении, противоположном направлению сварки. Когда волна прибывает к заднему концу сварочной ванны Р, часть волны становится твердой и создает корневой валик. Остальная волна отражается задним концом сварочной ванны Р, как показано на Фиг.7В, с базовым током Ib. Эта волна движется в направлении сварки и, в конце концов, ослабляется, так как волна вступает в интерференцию с плазменной дугой 16, которая проникает в сквозное отверстие. Описанное выше колебание повторяется, образуя корневой валик, который имеет плавную форму и требуемую высоту, без стекания каплями и неровностей.
На Фиг. 8А-8С схематично показано поведение (колебания) сварочной ванны Р, когда частота импульсов (f1) импульсного сварочного тока больше 1,0 собственной частоты (fp) сварочной ванны Р и не больше 2,0 собственной частоты (fp) сварочной ванны Р (1,0<f1/fp≤2,0). Как показано на Фиг. 8А, которая подобна Фиг. 7А, волна (колебание) создается в сварочной ванне Р приводной силой, создаваемой импульсным сварочным током при протекании пикового тока Ip. Эта волна движется в направлении, противоположном направлению сварки. Когда волна прибывает к заднему концу сварочной ванны Р, часть волны становится твердой и создает корневой валик. Остальная волна отражается задним концом сварочной ванны Р с базовым током Ib. Отраженная волна движется в направлении сварки. Как показано на Фиг. 8В, отраженная волна встречается (сталкивается) с новой волной расплавленного металла примерно в центре сварочной ванны Р, до того как отраженная волна прибудет к переднему концу сварочной ванны Р. Новая волна создается следующим пиковым током Ip со стороны сквозного отверстия и течет в направлении, противоположном направлению сварки. Когда эти две волны встречаются друг с другом, они ослабляются, как показано на Фиг. 8С, и общее колебание сварочной ванны Р уменьшается (подавляется). Таким образом, предотвращается сквозной прожиг, и интерференция для плазменной дуги 16 уменьшается, даже если количество расплавленного металла велико. Соответственно, может быть образован корневой валик, который имеет плавную форму и требуемую высоту, без стекания каплями и неровностей.
На Фиг. 9А-9С схематично показано поведение (колебания) сварочной ванны Р, когда частота импульсов (f1) импульсного сварочного тока больше 2,0 собственной частоты (fp) сварочной ванны Р и не больше 3,0 собственной частоты (fp) сварочной ванны Р (2,0<f1/fp≤3,0). Как показано на Фиг. 9А, которая подобна Фиг. 7А, волна (колебание) создается в сварочной ванне Р приводной силой, создаваемой импульсным сварочным током при протекании пикового тока Ip. Эта волна движется в направлении, противоположном направлению сварки. Однако, в примере, показанном на Фиг. 9А, время пика (ширина импульса wp/частота импульсов f1) непродолжительно, поэтому количество металла, который плавится при протекании пикового тока, невелико. Таким образом, как показано на Фиг. 9В, колебание сварочной ванны Р меньше, чем в примерах, показанных на Фиг. 7А и Фиг. 8А. Соответственно, отражающаяся волна (возвратная волна) от заднего конца сварочной ванны гасится (уравновешивается) одной или несколькими новыми волнами расплавленного металла, которые создаются, когда металл плавится последующим пиковым током Ip. Таким образом, в сварочной ванне Р, как показано на Фиг. 9С, создается волна (колебания), движущаяся в направлении заднего конца сварочной ванны, которая синхронна частоте импульсов, за счет чего образуется корневой валик, который имеет плавную форму и требуемую высоту, без стекания каплями и неровностей.
На Фиг. 10А-10С схематично показано поведение (колебание) нижней сварочной ванны Р, когда частота импульсов (f1) импульсного сварочного тока меньше или равна 0,8 собственной частоты (fp) сварочной ванны Р и больше 3.0 собственной частоты (fp) сварочной ванны Р. На Фиг. 10А-10С сварочная ванна Р не синхронна частоте импульсов (f1), но стремится вибрировать с собственной частотой (fp). Таким образом, как показано на Фиг. 10А и 10В, расплавленный металл в сварочной ванне Р может вступать в интерференцию с плазменной дугой 16 и может временно закрывать сквозное отверстие. В результате, плазменная дуга моментально выталкивает расплавленный металл, когда плазменная дуга снова создает сквозное отверстие, как показано на Фиг. 10С. Это может приводить к недостаткам сварки - таким, как разбрызгиванию и стеканию каплями. Таким образом, трудно получить корневой валик, который имеет плавную форму и требуемую высоту.
В настоящем изобретении, как было указано выше, в качестве сварочного тока используется импульсный ток, а частота импульсного тока регулируется таким образом, чтобы совпасть с частотой, которая обеспечивает синхронизацию со сварочной ванной Р во время выполнения сварки. Как таковое, настоящее изобретение может позволить получить корневой валик, который имеет плавную форму и требуемую высоту, без стекания каплями и неровностей, как показано на Фиг. 11, при выполнении сварки со сквозным проплавлением.
Следует отметить, что значение пикового тока (Ip) импульсного тока может регулироваться, значение базового тока (Ib) импульсного тока может регулироваться, или ширина импульса импульсного тока может регулироваться, как показано на Фиг. 4, в дополнение к регулированию частоты импульсов импульсного тока для поддержания последней в заданных пределах. Даже когда частота импульсов импульсного сварочного тока близка к предельным значениям вышеупомянутого диапазона (между 0,8 собственной частоты сварочной ванны Р и 3,0 собственной частоты сварочной ванны Р), т.е. даже когда частота импульсов импульсного сварочного тока близка к значениям, соответствующим 0,8 или 3,0 собственной частоты сварочной ванны Р, все равно можно получить корневой валик, который имеет плавную форму и требуемую высоту, без стекания каплями и неровностей, если осуществляются названные дополнительные меры регулирования, т.е. регулируются значения одного или нескольких из следующих параметров: пиковое значение тока (Ip), базовое значение тока (Ib) и ширина импульса. Следует отметить, что среди блоков (или шагов), которые составляют настоящее изобретение, описанных в разделе «РЕШЕНИЕ ПРОБЛЕМ», блок (шаг) подачи импульсного тока для подачи импульсного тока в качестве сварочного тока представляет собой источник электропитания для сварки 30, показанный на Фиг. 1.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
100 Устройство для плазменно-дуговой сварки
100 Сварочная горелка
12 Корпус сварочной горелки
13 Защитная крышка
14 Свариваемая заготовка
15 Основной металл
16 Плазменная дуга
20 Блок привода перемещения сварочной горелки
30 Источник электропитания для сварки
40 Блок подачи сварочного газа
50 Сварочный контроллер
51 Центральный блок управления
52 Блок памяти (База данных)
53 Блок измерения выходного напряжения
54 Блок ввода
55 Блок вывода
56 Анализатор частоты напряжения сварки
Р Сварочная ванна
PG Плазменный газ
SG Защитный газ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АДАПТИВНОЙ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2008 |
|
RU2410216C2 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Способ дуговой сварки стыковых вертикальных соединений | 2023 |
|
RU2811485C1 |
| Способ механизированной дуговой сварки с короткими замыканиями в среде инертных и защитных газов | 2015 |
|
RU2613247C2 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| Способ регулирования процесса электродуговой сварки | 1978 |
|
SU791478A1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ СВАРКИ МЕТАЛЛОВ | 1997 |
|
RU2103129C1 |
| СПОСОБ СВАРКИ ПЛАЗМЕННОЙ ДУГОЙ | 2006 |
|
RU2327553C2 |
| Способ гибридной лазерно-дуговой сварки | 2017 |
|
RU2640105C1 |
Изобретение относится к способу плазменно-дуговой сварки. Осуществляют непрерывную сварку свариваемых заготовок в защитном газе проникающей плазменной дугой с использованием импульсного сварочного тока. В качестве сварочного тока используют импульсный ток. Частоту импульсов импульсного тока регулируют таким образом, чтобы она составляла частоту, синхронизированную с собственной частотой сварочной ванны (Р) во время сварки. Регулирование частоты импульсов сварочного тока осуществляют в диапазоне от 0,8 до 3,0 собственной частоты колебаний сварочной ванны. При этом обеспечивается регулирование вибрации сварочной ванны во время сварки со сквозным проплавлением за счет синхронизации с частотой импульсов импульсного тока. В результате, при выполнении плазменно-дуговой сварки со сквозным проплавлением получают устойчивый корневой валик требуемой высоты, без стекания каплями и неровностей. 2 н. и 3 з.п. ф-лы, 11 ил.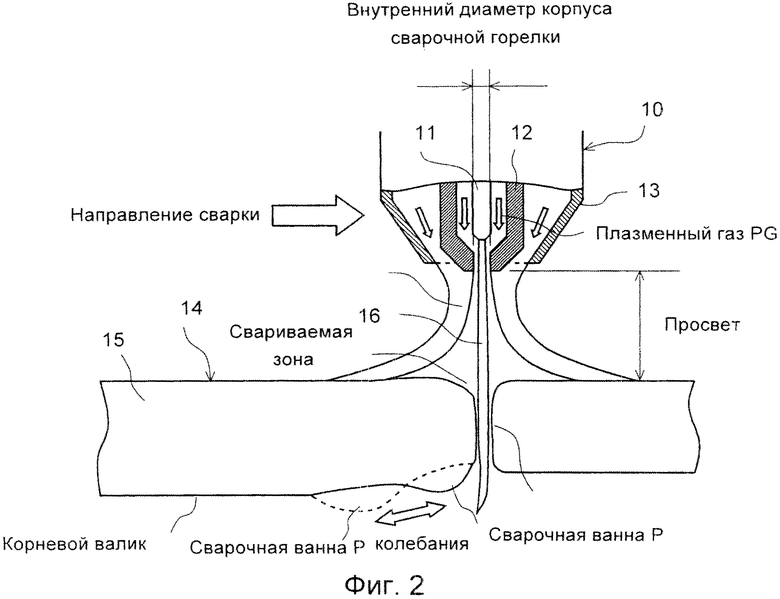
1. Способ плазменно-дуговой сварки, включающий непрерывную сварку свариваемых заготовок в защитном газе проникающей плазменной дугой с использованием импульсного сварочного тока, отличающийся тем, что в процессе сварки осуществляют регулирование частоты импульсов сварочного тока, при этом величину частоты импульсов сварочного тока изменяют в диапазоне от 0,8 до 3,0 собственной частоты колебаний сварочной ванны, образованной в корне сварного шва.
2. Способ по п. 1, отличающийся тем, что дополнительно осуществляют регулирование пикового или базового значения импульсов сварочного тока или ширины импульсов сварочного тока.
3. Способ по п. 1 или 2, отличающийся тем, что величину частоты импульсов сварочного тока изменяют в диапазоне от 1,0 до 2,0 собственной частоты колебаний сварочной ванны, образованной в корне сварного шва.
4. Способ по п. 3, отличающийся тем, что дополнительно осуществляют регулирование пикового или базового значения импульсов сварочного тока или ширины импульсов сварочного тока.
5. Устройство для плазменно-дуговой сварки, содержащее связанные со сварочным контроллером сварочную горелку для создания плазменной дуги, источник электропитания для подачи импульсного сварочного тока и блок подачи сварочного плазменного газа, при этом сварочный контроллер включает в себя блок измерения выходного напряжения и блок регулирования частоты импульсов сварочного тока в соответствии с собственной частотой колебаний сварочной ванны, образованной в корне сварного шва.
| Засыпной аппарат доменной печи | 1978 |
|
SU839259A1 |
| Способ сварки в среде защитных газов неплавящимся электродом | 1987 |
|
SU1558603A1 |
| Способ сварки плавлением несколькими последовательно расположенными электродами | 1972 |
|
SU437587A1 |
| 0 |
|
SU156917A1 | |
| ИМПУЛЬСНО-ПЕРИОДИЧЕСКИЙ ПЛАЗМОТРОН | 2007 |
|
RU2343651C1 |
| Способ выделения нейтральных масел из фенолятного раствора | 1934 |
|
SU43424A1 |
| Курительная трубка | 1926 |
|
SU6818A1 |

