Настоящее изобретение относится к обработке металлов давлением и может быть использовано при прокатке труб в станах продольной прокатки (СПП).
Из существующего уровня техники известен способ производства труб на трубопрокатном агрегате с двумя последовательно расположенными раскатными станами продольной прокатки (тандем) либо с автомат-станом. Способ включает в себя прокатку гильзы-трубы в два прохода в валках с калибрами на короткой цилиндроконической оправке. Коэффициент вытяжки при прокатке гильзы-трубы в первом проходе составляет λ1=1,12÷1,50, а во втором - λ2=1,07÷1,15 [ТИ 161-Т2-1542-2008 «Изготовление горячедеформированных труб на ТПА-140»].
Недостатком такого способа продольной прокатки труб являются сравнительно низкие коэффициенты вытяжки при прокатке труб на короткой цилиндроконической оправке. Кроме того, в процессе прокатки происходит утолщение стенок гильзы-трубы в выпусках калибра. Причиной тому является интенсивное затекание металла в выпуски калибра при обжатии трубы. Это приводит к снижению точности труб по толщине стенки.
Известен способ раскатки гильзы-трубы в два прохода в валках с многогранными калибрами на короткой цилиндроконической оправке (патент РФ №2332271, опубл. 27.08.2008). Коэффициент вытяжки в первом проходе составляет λ1=1,20-1,90, во втором - λ2=1,00-1,07, то есть больше, чем у аналога.
Недостатком такого способа продольной прокатки труб является то, что коэффициент вытяжки во втором проходе имеет низкие значения - 1,00÷1,07.
Изготовление валков с многогранной калибровкой затруднено. Это сдерживает внедрение изобретения.
Задачей, на решение которой направлено заявляемое изобретение, является увеличение суммарного коэффициента вытяжки при прокатке труб на стане «тандем» или автомат-стане, а также повышение точности труб за счет уменьшения утолщения стенок гильзы-трубы в выпусках калибра.
Сущность изобретения поясняется чертежом, на котором изображено:
Фиг. 1 - схема процесса продольной прокатки с овализацией гильзы непосредственно перед валками СПП.
Способ продольной прокатки труб осуществляют следующим образом: гильзе 1 (фиг. 1,а) непосредственно перед валками 3 стана продольной прокатки на короткой цилиндроконической оправке 4 придают овальную форму, при этом отношение длин большей оси овального сечения гильзы (АВ) к его меньшей оси (CD) находится в диапазоне от 1,15 до 1,25, а большая ось овального сечения гильзы проходит через вершины калибра (фиг. 1,б), что улучшает захват заготовки, обеспечивает равномерное заполнение калибра и минимизацию разностенности трубы после прокатки. По предлагаемому способу продольной прокатки коэффициент вытяжки в первом проходе составляет λ1=1,50÷2,00, а во втором - λ2=1,07÷1,15.
Предлагаемый способ продольной прокатки труб был исследован с помощью программного комплекса «DEFORM-3D» при компьютерном моделировании процесса. Проведено исследование формоизменения заготовки при овализации и прокатке трубы на короткой цилиндроконической оправке. В результате было установлено, что овализация гильзы-трубы непосредственно перед обжатием в валках с калибрами на короткой цилиндроконической оправке в первом проходе позволяет повысить коэффициенты вытяжки до 2,00 и снизить утолщение стенки гильзы-трубы в выпусках калибра. При этом не требуется уменьшать коэффициент вытяжки во втором проходе. Также было установлено, что утолщение стенки в выпуске калибра в первом проходе значительно уменьшается при использовании коэффициента овализации заготовки от 1,15 до 1,25. При коэффициенте овализации гильзы-трубы более 1,25 нарушается первичный захват, а при коэффициенте овализации менее 1,15 уменьшается предельно допустимый коэффициент вытяжки в первом проходе с 2,00 до 1,55.
Технический результат, достигаемый применением предлагаемого способа прокатки труб, заключается в повышении точности труб за счет уменьшения утолщения стенок гильзы-трубы в выпусках калибра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ продольной прокатки труб с натяжением | 2018 |
|
RU2710815C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ПЕРЕДЕЛЬНЫХ ДЛИННОМЕРНЫХ ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2001 |
|
RU2226132C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2013 |
|
RU2564194C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ | 2006 |
|
RU2332271C1 |
| Способ винтовой прошивки в четырехвалковом стане | 2021 |
|
RU2759820C1 |
| Способ производства бесшовных горячедеформированных коррозионно-стойких труб из стали аустенитного класса | 2022 |
|
RU2788284C1 |
| Способ производства труб | 1979 |
|
SU839631A1 |
| Способ винтовой прошивки | 1976 |
|
SU590024A1 |
| КАЛИБР ТРУБОПРОКАТНОГО СТАНА | 2013 |
|
RU2530591C2 |
| СПОСОБ ПРОКАТКИ ТРУБ НА РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ | 2013 |
|
RU2532610C1 |

Изобретение относится к обработке металлов давлением и может быть использовано при прокатке труб в станах продольной прокатки. Способ включает прокатку гильзы-трубы в валках с калибрами, придание гильзе овальной формы непосредственно перед валками стана продольной прокатки труб. Повышение равномерности заполнения калибра в процессе продольной прокатки на короткой цилиндроконической оправке, уменьшение утолщения стенок гильзы-трубы в выпусках калибра обеспечивается за счет того, что гильзу-трубу овализуют, при этом отношение большей оси овального сечения гильзы трубы к меньшей должно находиться в диапазоне от 1,15 до 1,25. При прокатке большая ось овального сечения гильзы-трубы проходит через вершины калибров. 1 ил. 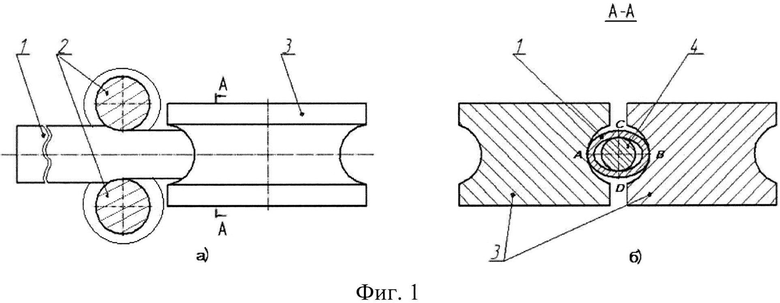
Способ продольной прокатки труб, включающий прокатку гильзы-трубы в два прохода в валках с калибрами на короткой цилиндроконической оправке, отличающийся тем, что гильзе-трубе непосредственно перед прокаткой придают овальность с отношением большой оси овального сечения к его меньшей оси в диапазоне от 1,15 до 1,25, при этом прокатку производят с прохождением большей оси овального сечения гильзы-трубы через вершины калибров с коэффициентом вытяжки в первом проходе λ1=1,50÷2,00, а во втором - λ2=1,07÷1,15.
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ | 2006 |
|
RU2332271C1 |
| Способ изготовления круглых труб | 1988 |
|
SU1616743A1 |
| Способ непрерывной холодной прокатки труб | 1984 |
|
SU1222338A1 |
| yfetPOHGTBO ДЛЯ СООРУЖЕНИЯ ТОННЕЛЯ | 0 |
|
SU365076A1 |

