Изобретение относится к обработке металлов давлением и может быть использовано в авиационной и энергетической промышленности при изготовлении дисков роторов газотурбинных двигателей (ГТД), газотурбинных установок (ГТУ) и роторов турбин тепловых и атомных электростанций.
Известен способ изготовления диска путем секционной штамповки предварительно осаженной цилиндрической заготовки (см., например, Охрименко Я.М. Технология кузнечно-штамповочного производства. -М.: Машиностроение, 1976. - 556 с.).
Недостатком указанного способа является необходимость изготовления специализированной массивной оснастки для каждой номенклатуры дисков и низкая производительность процесса, особенно для дисков ГТД, имеющих малую толщину полотна (8-10 мм).
Известен способ изготовления диска ГТД путем изотермической раскатки предварительно осаженной заготовки на специализированном стане (см. Патент РФ №2254195, МПК 21Н 1/02 Способ изготовления осесимметричных деталей. Опубл. 20.06.2005, Бюл. №17).
Недостатком указанного способа также является низкая производительность и необходимость предварительной подготовки структуры материала под раскатку, так как последнюю проводят в режиме сверхпластичности.
Известен способ изготовления диска путем предварительной осадки заготовки и ее раскатки на колесопрокатном стане (см. кн. Бибик Г.А. И др. Производство железнодорожных колес. - М.: Металлургия, 1982. - С.111-121).
Недостатком способа является его ограниченная применимость - к железнодорожным сталям и невозможность использования для раскатки жаропрочных никелевых и титановых сплавов, имеющих узкие термомеханические параметры обработки.
Техническим результатом, на достижение которого направлено заявляемое решение, является универсальность применения предлагаемого способа к различным сталям и сплавам при минимальных энергосиловых параметрах обрабатывающего оборудования на формоизменение заготовок и обеспечение заданного техническими требованиями уровня физико-механических свойств и структуры сплавов для дисков ГТД.
Указанный технический результат достигается тем, что способ изготовления диска газотурбинного двигателя из сталей и сплавов, включающий формовку заготовки стакана и ее последующее формоизменение с получением окончательных размеров диска путем раздачи и разворачивания стенки стакана в плоское кольцо.
В способе при формовке заготовки стакана его стенку выполняют переменной толщины с увеличением последней от дна к краю стакана.
В способе для диска с ободом формуют заготовку стакана с фланцем на стенке стакана.
В способе после формовки заготовки стакана производят вытяжку на оправке стенки стакана.
В способе после формовки заготовки стакана производят вытяжку на оправке стенки стакана с формовкой на ней кольцевого бурта.
В способе после раздачи и разворачивания стенки стакана в плоское кольцо производят окончательную калибровку заготовки диска в штампе.
В способе раздачу и разворачивание стенки стакана из аустенитных сталей и никелевых сплавов производят в холодном состоянии после предварительной закалки.
В способе при формовке заготовки стакана получают стенку конической формы.
В способе формовку заготовки стакана осуществляют из исходной заготовки, в которой оси дендритов 1-го порядка расположены в тангенциальном направлении относительно оси исходной заготовки.
В способе при изготовлении диска с центральным отверстием формуют заготовку стакана с отверстием в дне стакана.
Использование заготовки стакана с последующей раздачей и разворачиванием его стенки в кольцеобразное полотно диска позволяет получать диски ГТД с тонким полотном на кузнечно-прессовом оборудовании малой мощности при максимальной деформации краевой, наиболее нагруженной (при работе ГТД) зоны диска. Такое распределение деформаций позволяет получить, практически на любом сплаве, переменный уровень механических свойств по радиусу с максимумом на краю (ободе) диска. С минимальной величиной зерна в этой зоне и максимальным коэффициентом вязкости разрушения. Что крайне важно для дисков ГТД, на ободе которых крепят лопатки и, в свою очередь, пазы которых являются концентраторами напряжений при вращении ротора.
Выполнение стенки стакана переменной толщины обусловлено разницей утонения стенки стакана при ее раздаче - разворачивании и необходимости получения в конечном изделии - диске одинаковой толщины полотна. При этом, так как максимальное утонение будет иметь место на краю диска, то в этом месте толщина стенки у исходной заготовки стакана должна быть максимальной.
Выполнение заготовки стакана с фланцем позволяет после операции раздачи - разворачивания трансформировать фланец в обод диска.
Операции вытяжки на оправке позволяют получить заготовку стакана с минимальной толщиной стенки и, следовательно, - минимальной толщиной полотна диска.
Выполнение бурта при вытяжке позволит трансформировать его в выступ на полотне диска после раздачи - разворачивания стенки стакана.
Калибровка необходима для придания заготовке диска точных чертежных размеров.
Раздача и разворачивание стенки стакана «в холодную» применительно к сталям аустенитного класса и никелевым сплавам обеспечит получение после окончательной термообработки, - закалки и старения, - наиболее оптимальный уровень свойств и структуры с наилучшим уровнем последних на краю (ободе) диска. После горячей формовки заготовки стакана с максимальной температуры нагрева ввиду неоднороднодности температурного поля, скорости и степени деформации по сечению заготовки будет иметь место значительная разнозернистость. После нагрева на температуру закалки зерно по сечению заготовки выровняется, а после закалки будет зафиксирована однородная крупнозернистая структура и достигнута максимальная пластичность и минимальная прочность у этих сталей и сплавов. Такой комплекс свойств позволяет осуществлять операции раздачи - развертывания «в холодную». При этом максимум деформации после этих операций будет иметь место на ободе диска и поэтому после окончательной термообработки: закалки - старения достигается максимальный уровень свойств в этой зоне изделия.
Выполнение стенки стакана конической формы позволяет при раздаче - развертывании регулировать величину максимально возможной деформации растяжения для краевой зоны диска и уменьшить вероятность складкообразования при малой толщине стенки.
Формирование осей дендритов 1-го порядка в исходной заготовке в тангенциальном направлении, трансформируемой в этом же направлении для диска после раздачи - разворачивания, обусловлено действием максимальных рабочих напряжений в диске в этом направлении при работе ГТД.
Выполнение отверстия в дне стакана для дисков с центральным отверстием позволит не только снизить объем последующей механической обработки, но и позволит строго по центру фиксировать пуансоны при раздаче - развертывании стенки стакана, тем самым обеспечивая симметричную схему деформации заготовки.
Основные переходы формовки представлены на чертежах.
Фиг.1 - формовка, раздача и развертывание стенки заготовки стакана.
Фиг.2 - калибровка заготовки диска в штампе,
где 1 - обод; 2 - полотно: 3 - ступица.
Способ осуществляют следующим образом.
Предварительно прокатанную или прокованную круглую мерную заготовку диаметром D и длиной L с расположением осей дендритов 1-го порядка слитка вдоль оси нагревают до максимальной температуры, передают на молот или пресс и на плоских бойках путем продольной осадки - плющения и последующей обкатки осаженной заготовки получают поковку диаметром D1 и длиной L1 с расположением осей дендритов 1-го порядка в тангенциальном направлении. Затем поковку вновь нагревают до максимальной ковочной температура и путем штамповки (обратного выдавливания) на прессе формуют заготовку стакана с дном близким по размерам к размерам ступицы диска и конусной стенкой переменной толщины S с максимальной толщиной на краю стенки стакана Smax и минимальной, близкой к толщине полотна диска Smin - у его дна.
Затем заготовку стакана нагревают до температуры закалки сплава и либо «в холодную», либо непосредственно с нагрева с использованием конического пуансона и плоских бойков производят раздачу - разворачивание стенки стакана в плоское кольцо. После чего производят повторный нагрев полученной заготовки до температуры, не выше температуры закалки сплава, и осуществляют окончательную калибровку заготовки диска в штампе.
Конкретная реализация способа рассмотрена на следующих примерах:
Пример 1: изготовление диска компрессора из сплава ВТ 9.
Штамповка диска имеет следующие размеры:
Обод (1) диаметром 650-620 мм и толщиной 50 мм, ступицу (3) диаметром 200 мм и толщину 40 мм, соответственно - остальное полотно диска (2) толщиной 15 мм. Диаметр отверстия в ступице 70 мм.
Мерную заготовку диаметром 150 мм и высотой 400 мм нагрели в газовой печи до температура 1100°С и осадили в торец до высоты 200 мм. Затем полученную бочкообразную заготовку расплющили на плоских бойках в пластину толщиной 220 мм и обкатали на диаметр 200 мм, после чего провели правку торцов. Эти операции обеспечили трансформацию волокна исходной заготовки из продольного направления в тангенциальное. Провели визуальный контроль поковки и передали на штамповочный участок гидравлического пресса 30 МН.
Нагрели полученную поковку до температуры 1150°С и провели штамповку заготовки в форме конического стакана с буртом (фиг.1). С наружным диаметром на краю стакана 350 мм и толщиной стенки от 15 до 25 мм и буртом 50 мм. После штамповки провели визуальный контроль заготовки, обмер и зачистку заусенцев. Затем заготовку нагрели до температуры 980°С (ниже А3) и на том же прессе с помощью конического пуансона и плоских бойков провели раздачу - разворачивание стенки стакана на плоское кольцо. При этой температуре и скоростях деформации ниже 10-1c-1 титановые сплавы обладают сверхпластичностью. Поэтому после получения плоской заготовки - развертки диска провели ее окончательную калибровку в штампе на том же прессе и нагревом до температуры 980°С.
Проведенный контроль штамповки диска подтвердил ее соответствие заданным размерам. Поверхностных дефектов на штамповке не обнаружено.
Пример 2: изготовление поковки диска ротора перспективной газовой турбины из сверх чистой высокохромистой (11% Сr) стали М - 152.
Поковка диска диаметром 2500 мм и высотой 450 мм была изготовлена из слитка электрошлакового переплава массой 20 т.
После газовой резки прибыльной и донной частей слитка была получена заготовка длиной 2900 мм и диаметром 1000 мм.
Слиток нагрели в печи до температуры 1200°С и выдержкой 30 часов. После чего передали под пресс 50 МН под осадку в подкладном кольце. Осадили по высоте 1800 мм.
Затем повторно нагрели до 1200°С и произвели осадку на плоских плитах до высоты 1500 мм и диаметра 1400 мм. В этом же нагреве произвели неполную прошивку заготовки сплошным прошивнем диаметром 400 мм и глубиной 1000 мм.
Полученную заготовку стакана нагрели до температуры 1050°С и сначала на нижней плоской плите верхним конусным пуансоном произвели раздачу стенки стакана на конус, а затем плоским верхним бойком ее окончательный разворот в плоское кольцо.
Аналогичные диски по традиционной технологии - осадки изготавливают на прессах 120 МН.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА-КОЛЬЦА ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2021 |
|
RU2763950C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2018 |
|
RU2687117C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДНИЩА (КРЫШКИ) РЕАКТОРА ИЗ СЛИТКА | 2009 |
|
RU2412777C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ИЗ ЖАРОПРОЧНОГО ТИТАНОВОГО СПЛАВА | 2023 |
|
RU2829614C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДИСКА ИЗ СЛИТКА | 2009 |
|
RU2397038C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ | 2008 |
|
RU2366530C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВЫХ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 1990 |
|
RU2036048C1 |
| СПОСОБ ОБРАБОТКИ ДАВЛЕНИЕМ ТИТАНОВЫХ СПЛАВОВ | 2008 |
|
RU2380189C1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1811430A3 |
Изобретение относится к обработке металлов давлением и может быть использовано в авиационной и энергетической промышленности при изготовлении дисков роторов газотурбинных двигателей и роторов турбин тепловых и атомных электростанций. Производят формовку заготовки стакана. Затем осуществляется формоизменение заготовки путем ее раздачи и разворачивания стенки в плоское кольцо. Стенку стакана формуют с увеличением толщины от дна к краю стакана. Для диска с ободом заготовку получают с фланцем на стенке стакана. После формовки производят вытяжку на оправке стенки стакана. После раздачи и разворачивания заготовки производят окончательную калибровку в штампе. В результате обеспечивается возможность получения дисков из различных сталей и сплавов с заданными физико-механическими свойствами и структурой. 9 з.п. ф-лы, 2 ил.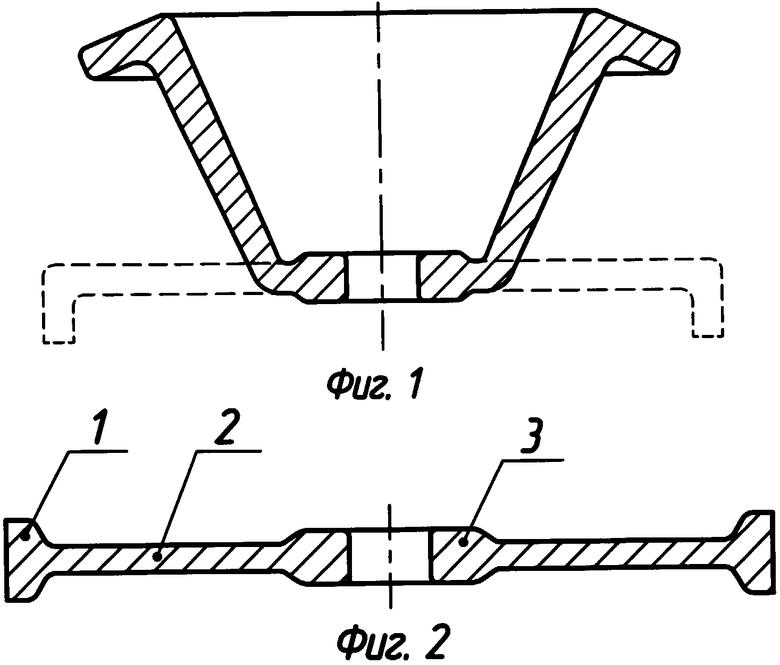
1. Способ изготовления диска газотурбинного двигателя из сталей и сплавов, включающий формовку заготовки стакана и ее последующее формоизменение с получением окончательных размеров диска путем раздачи и разворачивания стенки стакана в плоское кольцо.
2. Способ по п.1, в котором при формовке заготовки стакана его стенку выполняют переменной толщины с увеличением последней от дна к краю стакана.
3. Способ по п.1, в котором для диска с ободом формуют заготовку стакана с фланцем на стенке стакана.
4. Способ по п.1, в котором после формовки заготовки стакана производят вытяжку на оправке стенки стакана.
5. Способ по п.1, в котором после формовки заготовки стакана производят вытяжку на оправке стенки стакана с формовкой на ней кольцевого бурта.
6. Способ по п.1, в котором после раздачи и разворачивания стенки стакана в плоское кольцо производят окончательную калибровку заготовки диска в штампе.
7. Способ по п.1, в котором раздачу и разворачивание стенки стакана из аустенитных сталей и никелевых сплавов производят в холодном состоянии после предварительной закалки.
8. Способ по п.1, в котором при формовке заготовки стакана получают стенку конической формы.
9. Способ по п.1, в котором формовку заготовки стакана осуществляют из исходной заготовки, в которой оси дендритов 1-го порядка расположены в тангенциальном направлении относительно оси исходной заготовки.
10. Способ по п.1, в котором при изготовлении диска с центральным отверстием формуют заготовку стакана с отверстием в дне стакана.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2254195C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ ИЗ ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 1989 |
|
SU1637360A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2005 |
|
RU2285736C1 |
| US 2005284203 A1, 29.12.2005. | |||

