Изобретение относится к области электродуговой наплавки порошковой проволокой деталей, работающих в условиях трения металла о металл в контакте с коррозионной средой, и может быть использовано в энергетической, химической, нефтяной отраслях промышленности, например, для восстановления и упрочнения уплотнительных поверхностей запорной и дросселирующей аппаратуры, торцевых уплотнителей контактных пар различных насосов, шнеков.
Известна порошковая проволока (авторское свидетельство СССР №277978, B23k 35/36, опубл. Б.И. №25, 1970 г.), состав шихты которой взят в следующем соотношении, мас. %:
Металл, наплавленный порошковой проволокой с шихтой предложенного состава, обладает высокой твердостью (7000-8000 МПа) и высокой относительной износостойкостью, но низкой коррозионной стойкостью. Кроме того, наплавка такой композиции на стальные детали представляет значительные трудности, вызванные малой смачиваемостью карбида бора железом и низкими значениями пластической деформации получаемого металла, что обусловливает образование в наплавленном слое трещин и снижает его способность к релаксации упругих напряжений при механической нагрузке (Шеенко И.Н., Орешкин В.Д., Репкин Ю.Д. Современные наплавочные материалы на основе тугоплавких соединеий. - Киев: Наукова думка, 1970. - 163-164 с.).
Наиболее близким по химическому составу является изобретение (авторское свидетельство СССР №338336, B23K 35/36, 1972 г.), защищающее порошковую проволоку для износостойкой наплавки посадочных поверхностей из углеродистых и низколегированных сталей, работающих в условиях трения металла о металл, состоящую из стальной оболочки и шихты, содержащей феррохром, ферромарганец, мрамор, плавиковый шпат, железный порошок и ферромолибден в следующем соотношении, мас.%:
Однако, металл, наплавленный известной порошковой проволокой, имеет недостаточную твердость (до 40 HRC) и износостойкость, особенно в условиях мокрого трения металла о металл при наличии коррозионной среды.
Кроме того, наличие мрамора в шихте этой порошковой проволоки способствует росту концентрации кислорода в металле, окисляющего активные легирующие элементы, что приводит к снижению пластичности и вязкости наплавленного слоя.
Техническим результатом данного изобретения является повышение износостойкости наплавленного металла, работающего на истирание в контакте с коррозионной средой.
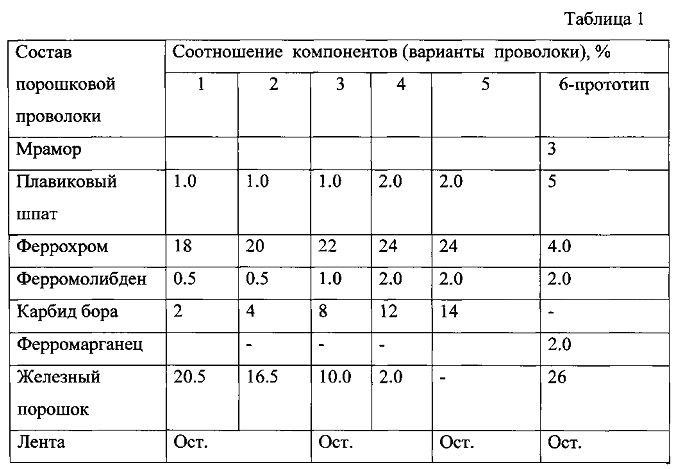
Указанный технический результат достигается за счет того, что в порошковой проволоке для наплавки деталей, состоящей из стальной оболочки и шихты, включающей плавиковый шпат, феррохром, ферромолибден и железный порошок, согласно заявляемому техническому решению шихта дополнительно содержит карбид бора при следующем соотношении компонентов, мас.%:
Благодаря тому, что в шихте проволоки значительно увеличивается количество феррохрома и дополнительно вводится карбид бора, удается получить новый наплавленный металл композиционного типа, который приобретает повышенную износостойкость и коррозионную стойкость.
Увеличение содержания в шихте феррохрома обеспечивает получение в наплавленном металле мартенситной структуры, обладающей достаточно высокой коррозионной стойкостью, характерной для сталей (20-40)Х13. Образуя в наплавленном металле твердые карбиды, хром также повышает ее износостойкость.
Отсутствие ферромарганца в предложенной проволоке, по сравнению с известной, вызвано необходимостью снижения до минимума возможности образования в наплавленном металле остаточного аустенита.
Наличие молибдена в порошковой проволоке повышает твердость и прочность наплавленного слоя, поскольку основной упрочняющей фазой для данного металла, наряду с карбидами становится фаза Лавеса типа Fe2Mo. Молибден также является поверхностно-активным элементом по отношению к железу, препятствует выделению карбидов и интерметаллидов по границам зерен, что, в свою очередь повышает не только прочность, но и пластичность наплавленного металла. Кроме того, молибден предупреждает рост зерна при кристаллизации и повышает технологическую прочность (стойкость к горячим трещинам) наплавленного металла.
Введение в предложенную проволоку карбида бора в количестве 4,0-12,0% ведет к выделению в структуре наплавленного металла боридной эвтектики, которая, располагаясь в виде каркаса между кристаллами, воспринимает часть нагрузки от удельных давлений и контактного взаимодействия и рассредоточивает ее на большую площадь поверхности, что увеличивает стойкость наплавленного металла, работающего в условиях истирания, против задирания. Кроме того, боридная эвтектика препятствует «зернограничной ползучести», повышает стойкость против межкристаллитной коррозии. При этом хром и молибден под воздействием рабочих нагрузок образуют мелкодисперсные труднорастворимые высокопрочные карбиды, бориды и карбобориды, способствующие увеличению износостойкости наплавленного металла. Содержание карбида бора в шихте менее 4,0% не обеспечивает нужного уровня износостойкости, а при повышении свыше 12,0% возрастает процентное содержание углерода в наплавке, что приводит к появлению трещин, охрупчиванию наплавленного металла и падению его износостойкости.
Плавиковый шпат является технологической добавкой, которая снижает опасность образования пор, способствует хорошему формированию валика наплавленного металла и повышает устойчивость горения дуги в процессе наплавки.
Железный порошок необходим для получения расчетного коэффициента заполнения порошковой проволоки, что обеспечивает получение наплавленного металла требуемого химического состава.
Предложенная порошковая проволока обеспечивает комплексное упрочнение наплавленного металла за счет образования в мартенситной матрице карбидных, карбоборидных и интерметаллидных фаз.
Было изготовлено пять вариантов новой порошковой проволоки.
В качестве оболочки использовали стальную ленту марки 08 кп размером 15×0,5 мм по ГОСТ 503-81. Коэффициент заполнения такой порошковой проволоки составляет 42%. Для изготовления порошковой проволоки используются как ферроматериалы, так и чистые порошки металлов. Состав шихты варьируется в зависимости от способа наплавки с учетом коэффициентов перехода легирующих элементов в наплавленный металл.
Наплавка предложенной проволокой может производиться как под флюсом, так и в среде защитных газов.
Новая порошковая проволока всех изготовленных вариантов прошла сварочно-технологические испытания при наплавке под флюсом темплетов из стали 45 размером 20×60×250. При наплавке образцов использовали источник питания дуги ВДУ-506 и сварочный полуавтомат ПДФ-512. Порошковая проволока обеспечивает хорошие сварочно-технологические свойства при наплавке на постоянном токе обратной полярности на режимах Iд=290÷310 А, Uд=30÷32 В.
Испытания на износостойкость проводили на лабораторной установке в условиях мокрого трения металла о металл (толкатель-кулачок) при удельном давлении на изнашиваемых поверхностях 1 МПа. Полученные результаты выражались в виде коэффициента относительной износостойкости ε, численно равного отношению весовых потерь эталона (сталь 30X13) и испытуемого металла за одинаковое время.
Механические свойства определяли на образцах, прошедших отпуск при 250°C.
Приведенные в таблице 2 результаты испытаний показывают, что составы порошковой проволоки NN 2-4 являются оптимальными и обеспечивают получение наплавленного металла с достаточно высокой твердостью и износостойкостью, не склонного к пористости и трещинообразованию.
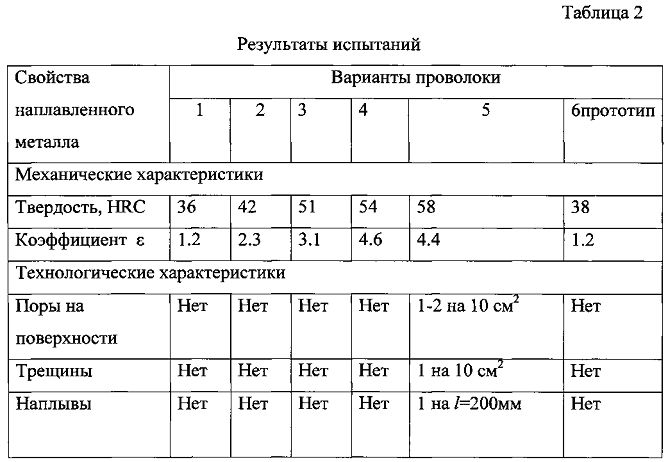
Анализ результатов испытаний показал, что по сравнению с использованием порошковой проволоки-прототипа применение предлагаемой новой порошковой проволоки позволит увеличить твердость с 38 до 42-54 HRC, коэффициент относительной износостойкости ε с 1.2 до 2.3-4.6.
Наплавленный металл, полученный новой порошковой проволокой, может использоваться в закаленном от температур 1000-1100°C и отпущенном состоянии. После закалки твердость, в зависимости от содержания углерода составляет 52÷60 HRC, после отпуска при 250°C - 42÷54 HRC, а после отпуска при 600°C - 34÷40 HRC.
Технологические испытания новой порошковой проволоки показали, что в процессе наплавки обеспечивается устойчивое горение дуги, хорошее формирование валика наплавного металла, отсутствие трещин и наплывов, шлаковая корка хорошо покрывает наплавленный валик и удаляется без затруднения.
Использование предложенной порошковой проволоки для наплавки уплотнительных поверхностей деталей запорной арматуры трубопроводного транспорта позволяет повысить их износостойкость и срок службы в 2-3 раза и соответственно снизить затраты на их восстановление, примерно на 20-30%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРОШКОВАЯ ПРОВОЛОКА | 2007 |
|
RU2356715C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2011 |
|
RU2467855C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2020 |
|
RU2739362C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2682941C1 |
| Порошковая проволока | 2016 |
|
RU2641590C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2011 |
|
RU2467854C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2679372C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2016 |
|
RU2632311C1 |
| Порошковая проволока | 2022 |
|
RU2801387C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 2015 |
|
RU2619547C1 |
Изобретение относится к порошковым проволокам. Порошковая проволока состоит из стальной оболочки и порошкообразной шихты, содержит компоненты в следующем соотношении, мас.%: плавиковый шпат 1,0-2,0; феррохром 20,0-24,0; ферромолибден 0,5-2,0; карбид бора 4,0-12,0; железный порошок 0-16,5; стальная оболочка - остальное. Для изготовления порошковой проволоки используются как ферроматериалы, так и чистые порошки металлов. Состав шихты варьируется в зависимости от способа наплавки с учетом коэффициентов перехода легирующих элементов в наплавленный металл. Изобретение направлено на повышение износостойкости наплавленного металла, работающего на истирание в контакте с коррозионной средой. 2 табл.
Порошковая проволока для наплавки деталей, работающих в условиях трения металла о металл в контакте с коррозионной средой, состоящая из стальной оболочки и шихты, включающей плавиковый шпат, феррохром, ферромолибден и железный порошок, отличающаяся тем, что шихта дополнительно содержит карбид бора при следующем соотношении компонентов, мас.%:
| ПОРОШКОВАЯ ПРОВОЛОКА для НАПЛАВКИ | 0 |
|
SU338336A1 |
| ПОРОШКОВЫЙ ЭЛЕКТРОД для НАПЛАВКИ | 0 |
|
SU327028A1 |
| Материал для наплавки | 1973 |
|
SU447235A1 |
| US 4317688 А1, 02.03.1982 | |||
| US 4741974 A1, 03.05.1988. | |||

