[0001] Настоящая заявка испрашивает приоритет по предварительной заявке на патент США №61/539239, поданной 26 сентября 2011 года под названием «ТРАВЛЕНИЕ НЕРЖАВЕЮЩЕЙ СТАЛИ В ОКИСЛИТЕЛЬНОЙ ЭЛЕКТРОЛИТИЧЕСКОЙ ВАННЕ С КИСЛОТОЙ» («STAINLESS STEEL PICKLING IN AN OXIDIZING, ELECTROLYTIC ACID BATH»), описание которой приводится в настоящем документе посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
[0002] Отжиг полосы металла, такой как полоса нержавеющей стали, может привести к образованию оксидов на поверхности полосы металла. Эти оксиды включают, например, оксиды железа, хрома, никеля и других оксидов родственных металлов, и удаляются или раскисляются перед использованием полосы. Оксиды нержавеющей стали, тем не менее, могут быть устойчивы к традиционным видам обработки кислотой. Кроме того, эти оксиды имеют большое сродство к основному металлу, и поэтому может потребоваться механическое расщепление окалины, такое как дробеструйная обработка, гибка в вальцах или правка полосы стали или обработка в ванне с электролитом и/или расплавом соли перед травлением (удалением оксидов с поверхности полосы) для уменьшения содержания этих оксидов или для придания поверхности из оксидов большей пористости перед травлением полосы.
[0003] Традиционно, оксиды на поверхности нержавеющей стали удаляются, или "стравливаются", с использованием азотной кислоты в комбинации с плавиковой кислотой; или с использованием комбинации пероксида водорода, серной кислоты, и плавиковой кислоты, как было описано в патенте США 6,645,306 под названием «Схема травления марок нержавеющей стали с помощью перекиси водорода», выданного 11 ноября 2003 года, приведенного здесь в качестве ссылки. Такие кислоты, в особенности плавиковая кислота, являются дорогими. В свою очередь, азотная кислота считается экологически небезопасной.
[0004] Настоящее изобретение описывает способ травления нержавеющей стали путем получения смеси кислоты, такой как серная кислота (H2SO4), избытка пероксида водорода (H2O2), и по меньшей мере одного комплекта электродов, содержащего по меньшей мере один из катода или анода, и подачи тока на полосу металла (такую как нержавеющая полоса стали), проходящую через раствор. Благодаря избыточному содержанию H2O2, весь сульфат железа (II) превращается в сульфат железа (III) (Fe2(SO4)3), который и выступает в роли окислителя. Способ позволяет снизить общее количество используемых химических реагентов для способа травления по сравнению с известными способами травления и, в частности, уменьшить использование азотной кислоты (HNO3) и/или плавиковой кислоты (HF) по сравнению с известными способами травления. Более того, определенные ферритные нержавеющие стали могут подвергаться травлению без использования HF в способе травления, с помощью вышеупомянутой смеси кислоты, такой как серная кислота (H2SO4), избытка пероксида водорода (H2O2), и по меньшей мере комплекта электродов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0005] В то время как описание завершается формулой изобретения, в которой охарактеризовано настоящее изобретение, полагают, что настоящее изобретение будет более понятным из следующего описания конкретных примеров совместно с прилагаемыми чертежами, в которых одинаковые номера позиций определяют одинаковые элементы и в которых:
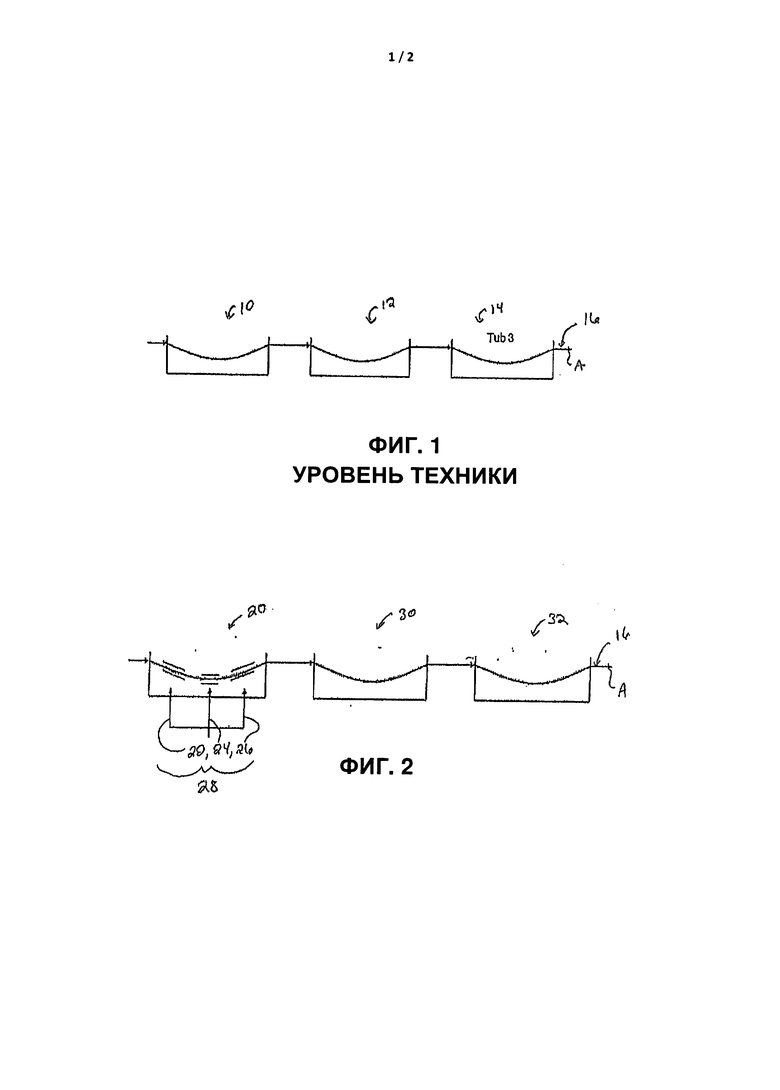
[0006] ФИГ. 1 изображает схему установки трех ванн для травления нержавеющей полосы стали, известного из уровня техники;
[0007] ФИГ. 2 изображает схему установки трех ванн для травления стальной полосы, где первая ванна включает комплект электродов катод-анод-катод; и
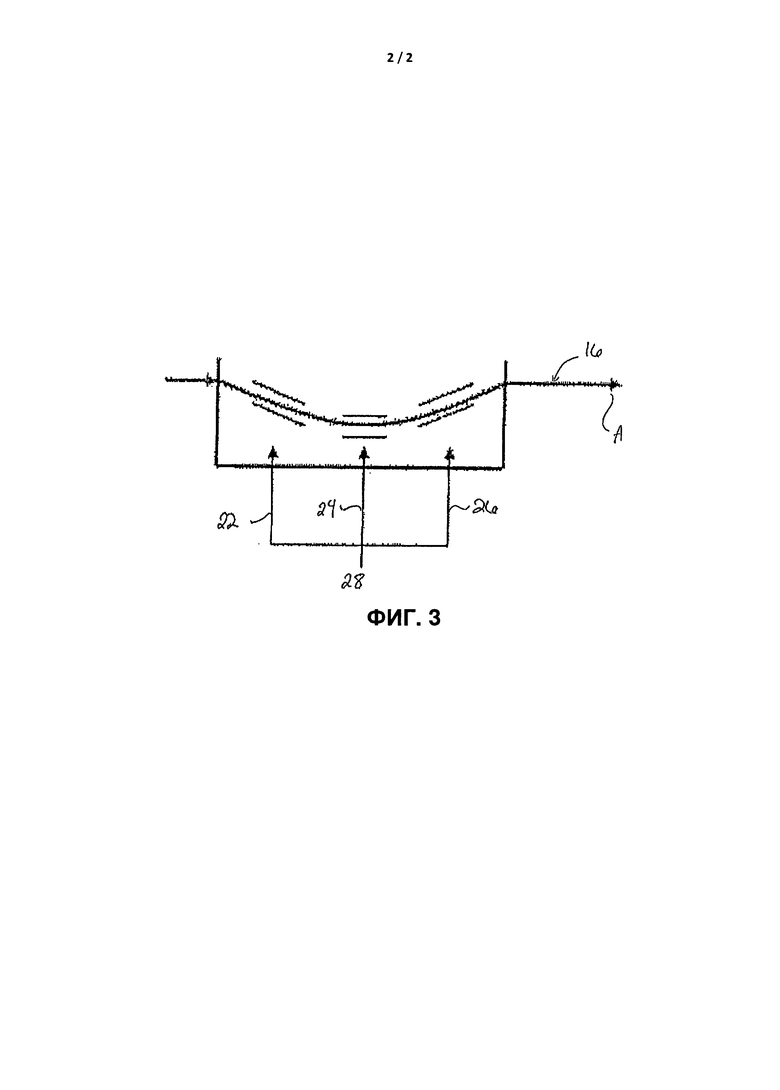
[0008] ФИГ. 3 изображает схему электролитической установки из одной ванны для травления нержавеющей полосы стали.
[0009] Чертежи не предполагают какого-либо ограничения объема притязаний, и предполагается, что различные варианты реализации изобретения могут быть осуществлены множеством других путей, включая те, что не отражены на чертежах. Прилагаемые чертежи, включенные в описание и являющиеся его частью, иллюстрируют несколько аспектов настоящего изобретения, и вместе с описанием служат для объяснения принципов изобретения; следует понимать, однако, что настоящее описание не ограничено лишь приведенными вариантами установок.
ПОДРОБНОЕ ОПИСАНИЕ
[00010] Следующее описание конкретных примеров не следует рассматривать как ограничение объема настоящего изобретения. Другие примеры, признаки, аспекты, варианты реализации и преимущества нового способа травления станут очевидны для специалистов в данной области техники из нижеследующего описания. Как станет понятно, изобретение допускает и другие различные и очевидные аспекты без отступления от настоящего изобретения. Соответственно, чертежи и описание следует рассматривать как носящие иллюстративный характер и не ограничивающие.
[00011] Настоящее изобретение относится к способу травления металла, и, в частности к травлению горячекатаной, горячекатаной и подвергнутой отжигу, холоднокатаной и подвергнутой отжигу нержавеющей полосы стали, которое осуществляется непрерывно. Способ включает по меньшей мере один резервуар для травления и необязательно может включать по меньшей мере один резервуар для предварительного травления, резервуар для очистки щетками, резервуар для очистки от загрязнений, установку фильтрации или теплообменник. Например, способ может включать серию стадий предварительного травления механическим и/или химическим способом, один или более резервуаров для травления и стадию последующей обработки, заключающуюся в промывке и сушке обработанного материала, при этом все из указанного хорошо известно в данной области техники. Стадия предварительной обработки может включать, например, дробеструйную обработку, выравнивание растяжением, обработку в ванне с расплавом или стадию любой подходящей предварительной обработки, которая будет известна специалисту в данной области техники с учетом сущности изобретения согласно настоящему описанию. На таких стадиях предварительной обработки механически разбивают и/или удаляют окалину и/или химически уменьшают слой пленки на полосе металла, что подготавливает полосу металла для более эффективного травления.
[00012] Природа оксидов и виды обработки для их удаления с основного металла зависят от состава сплава основного металла. Нержавеющая сталь в большом количестве содержит хром (Cr), и при ее нагреве образуются оксиды с большим содержанием Cr. Оксиды с большим содержанием Cr относительно устойчивы/пассивны к воздействию большинства кислот. Как правило, в случае таких оксидов требуется применение комбинации кислот, таких как азотная кислота (HNO3) и фтороводородная кислота (HF) для полного их удаления. Действие HF состоит в проникновении сквозь защитный оксид с большим содержанием хрома с последующим обеспечением возможности растворения основного металла, обедненного хромом, под действием окисляющих кислот, таких как HNO3 и предотвращением преждевременной пассивации основного металла до полного удаления слоя оксидов. HF является дорогим химическим реагентом, а HNO3 стараются не использовать по экологическим соображениям.
[00013] Описанный способ обеспечивает снижение требуемой концентрации кислот, в частности HNO3 и HF, без негативного влияния на производительность благодаря использованию дополнительного устройства для травления из по меньшей мере одной электродной установки, имеющей по меньшей мере один катод и по меньшей мере один анод, избыток окислителя, такого как H2O2. Избыток окислителя создает другой окислитель, и мощность другого окислителя, такого как Fe2(SO4)3, способствует агрессивному воздействию на оксид с большим содержанием и, таким образом освобождает/очищает основной металл от оксида. Данный способ позволяет уменьшить количество химических реагентов, используемых в способе травления в отличие от известных способов травления, и снизить количество азотной кислоты (HNO3) и/или фтороводородной кислоты (HF) по сравнению с известными способами травления.
[00014] В известных способах травления горячекатаный металлический материал, горячекатаный и подвергнутый отжигу металлический материал и/или холоднокатаный и подвергнутый отжигу металлический материал, такой как полоса нержавеющей стали, обрабатываются комбинацией смеси кислот и подвергаются серии операций в травильных резервуарах или ваннах. В одном известном способе, первый резервуар может содержать серную кислоту (H2SO4) и HF. Второй резервуар может содержать HNO3 и HF. Последний резервуар может содержать HNO3 для пассивации поверхности полосы металла, которая потом подвергается промывке и сушке. На ФИГ. 1 показан известный из уровня техники способ травления, включающий три резервуара. Первый резервуар 10 содержит H2SO4 и может дополнительно содержать HF. Второй резервуар 12 содержит HNO3 и HF. Третий резервуар 14 содержит HNO3. Полоса 16 нержавеющей стали непрерывно проходит через каждый из первого резервуара 10, второго резервуара 12 и третьего резервуара 14 в направлении стрелки А.
[00015] Описанный способ позволяет уменьшить или исключить необходимость использования ванны с HNO3 и HF во втором резервуаре для ферритной нержавеющей стали и обеспечивает снижение концентраций, необходимых в такой ванне с HNO3 и HF для травления аустенитных и мартенситных нержавеющих сталей.
[00016] Описанный способ следует за стадией (стадиями) предварительной обработки, описанных выше в п. [00011]. После стадии (стадий) предварительной обработки, полосу металла погружают в первую ванну для электролитического травления, содержащую смесь кислот и окислитель. Кислотная среда может содержать, например, H2SO4, и дополнительно может содержать HF. Определенные марки ферритных нержавеющих сталей не требуют присутствия HF на данной стадии способа. Одним из окислителей может быть, например, сульфат железа (III) (Fe2(SO4)3), который может быть получен путем непрерывной подачи другого окислителя, такого как пероксид водорода (H2O2), и содержание H2O2 можно поддерживать в избытке по отношению к растворенным металлам так, что концентрация H2O2 будет превышать ту, что необходима для превращения всего металла железа (II) до металла железа (III). Например, как только пленка оксидов на полосе стали растворяется в результате способа травления, металл железа (II) растворяется в смеси для травления в виде сульфата железа (II). Сульфат железа (II) замедляет химическую реакцию, связанную со скоростью травления. Сульфат железа (II) способен превращаться в сульфат железа (III) под действием окислителя, такого как H2O2 или HNO3, например. Преимуществом является то, что сульфат железа (III) выступает в качестве катализатора для скорости реакции химического травления. Избыточное количество H2O2 обеспечивает превращение сульфата железа (II) полностью в сульфат железа (III).
[00016] Электроды служат для подачи тока на полосу металла, когда полоса погружена в ванну. Комплект электродов может включать по меньшей мере один из катода или анода, в то время как полоса металла может выступать в роли другого из катода или анода для пропускания тока. Например, в периодическом способе травления, витки стальной проволоки или стальные детали погружают в ванну, содержащую смесь для травления, как отдельные элементы, а не как непрерывную полосу. В таком случае, катод может присутствовать в смеси, а стальная деталь может выполнять роль анода. Дополнительно, или альтернативно, в периодическом способе травления или непрерывном способе, может быть использован комплект электродов из по меньшей мере одного катода и по меньшей мере одного анода, например. Схема электродов может быть представлена в виде схемы комплекта электродов катод-анод-катод, хотя специалисту в данной области техники будет очевидна альтернативная или дополнительная возможность использования другой схемы с учетом сущности изобретения, описанного в настоящем документе. Например, может быть использована одинарная схема электродов, включающая один катод и один анод. При использовании ванны для электролитического травления, описанной выше, контроль отношения ионов трехвалентного железа к ионам двухвалентного железа не требуется.
[00018] Применение такого решения как первая ванна для травления преимущественно удаляет окалину с большинства ферритных нержавеющих сталей и значительно уменьшает слой окалины для аустенитных нержавеющих сталей, для которых затем может потребоваться вторая ванна для травления, содержащая пониженные концентрации кислот, таких как HNO3 и/или HF, для полного удаления каких-либо остаточных слоев оксида/окалины. В то время как описанный способ не требует использования третьей ванны с HNO3 для получения очищенной и травленой полосы металла в случае ферритных нержавеющих сталей, такая третья ванна может применяться для пассивации поверхности полосы металла, подвергнутой обработке.
[00019] На ФИГ. 2 показан пример описанного способа, в котором применяют ванну для электролитического травления после отжига и обработки расплавом соли стальной полосы 16. Первый резервуар включает ванну с H2SO4 и HF, в которой находятся комплекты электродов 22, 24 и 26, расположенных согласно схеме 28, через которую полоса нержавеющей стали 16 проходит непрерывно и в направлении стрелки А. Первый резервуар 20 может содержать, например, от примерно 10 г/л до примерно 200 г/л H2SO4, или от примерно 30 г/л до примерно 120 г/л H2SO4, или от примерно 25 г/л до примерно 35 г/л H2SO4; от примерно 0 г/л до примерно 100 г/л HF, от примерно 0,01 г/л до примерно 100 г/л H2O2, или от примерно 1 г/л до примерно 100 г/л H2O2, или от примерно 5 г/л до примерно 100 г/л H2O2, и по меньшей мере комплект электродов из одного катода и одного анода. Включение HF в электролитическую ванну потребует использование специального совместимого материала, устойчивого к химическому воздействию, но при этом сохраняющего электропроводность. Комплект электродов 22 является катодным комплектом электродов, комплект электродов 24 является анодным комплектом электродов, и комплект электродов 26 является катодным комплектом электродов. Полоса стали 16 проходит через установку 28, и с помощью каждого из электродов 22, 24, 26 на полосу стали 16 подается ток. Например, можно подавать ток в диапазоне от примерно 10 до примерно 200 Кл/дм2 и плотностью тока от примерно 1 до примерно 100 А/дм2 или от примерно 1 до примерно 10 А/дм2. Температуру раствора можно поддерживать от примерно 21°C (70°F) до примерно 82°C (180°F) или от примерно 26°C (80°F) до примерно 24°F (130°F) для контроля распада H2O2 при его введении в систему. Количество растворенных металлов может быть равно либо меньше 80 г/л, в диапазоне от примерно 0 до 80 г/л или в диапазоне от примерно 5 до примерно 40 г/л.
[00020] Второй резервуар 30 может содержать, например, HNO3 для использования при обработке ферритных нержавеющих сталей. Второй резервуар 30 может содержать, например, от примерно 10 г/л до примерно 130 г/л HNO3. Использование второго резервуара для обработки ферритных нержавеющих сталей является необязательным, если нет необходимости осветления и пассивации полосы стали в способе травления, а не при последующей естественной реакции с воздухом, при которой применение второго резервуара будет необходимым. Для марок аустенитных нержавеющих сталей общее количество HNO3 и HF, содержащееся во втором резервуаре, может быть снижено по сравнению с известными способами травления. Например, как будет описано ниже относительно Примера 1, количество HF может быть снижено на примерно 50% по сравнению с известным способом таким образом, что общий расход HNO3 и HF во втором резервуаре снижается. HF может содержаться в концентрации от, например, примерно 1 г/л до примерно 100 г/л или от примерно 5 г/л до примерно 30 г/л или от примерно 5 г/л до примерно 25 г/л. В резервуаре 32 может содержаться HNO3 для применения, например, при обработке ферритной нержавеющей стали, либо может быть использована HF для применения, например, при обработке аустенитной нержавеющей стали. Резервуар 32 может содержать от примерно 10 г/л до примерно 130 г/л HNO3. HF в третьем резервуаре 32 может содержаться в концентрации, например, от примерно 1 г/л до примерно 100 г/л или от примерно 5 г/л до примерно 30 г/л или от примерно 5 г/л до примерно 25 г/л. Или в третьем резервуаре 32 HF может вообще отсутствовать, и количество HNO3 может быть снижено на примерно 20% по сравнению с известным способом таким образом, что общий расход кислот в третьем резервуаре снижен по отношению к способам, известным из уровня техники.
[00021] В способе, описанном в данной заявке, альтернативно может использоваться один резервуар, показанный на ФИГ. 3, как единственный резервуар 40. Такой способ с использованием одного резервуара может применяться, в частности, для полосы стали 16, которая является ферритной нержавеющей сталью. Резервуар 40 включает раствор ванны, описанный выше для первого резервуара 20 на ФИГ. 2. После выхода из резервуара 40, как будет понятно специалисту в данной области техники с учетом излагаемой в настоящем описании сущности изобретения, полоса стали 16 поступает в секцию для обработки, заключающейся в промывке и сушке.
[00022] ПРИМЕРЫ
[00023] В приведенных ниже примерах полярность электролита изменили по меньшей мере один раз способом, известным специалисту в данной области техники с учетом излагаемых в настоящем описании сведений.
[00025] В первом примере, в котором показаны фактические данные, было обнаружено, что в способе электролитического травления ("ЭТ") в настоящем изобретении общий расход химических соединений ниже, и проводят способ при более низкой температуре, что позволило получить лучшие результаты, по сравнению с известным из уровня техники способом травления (называемый ниже «Базовым способом»)
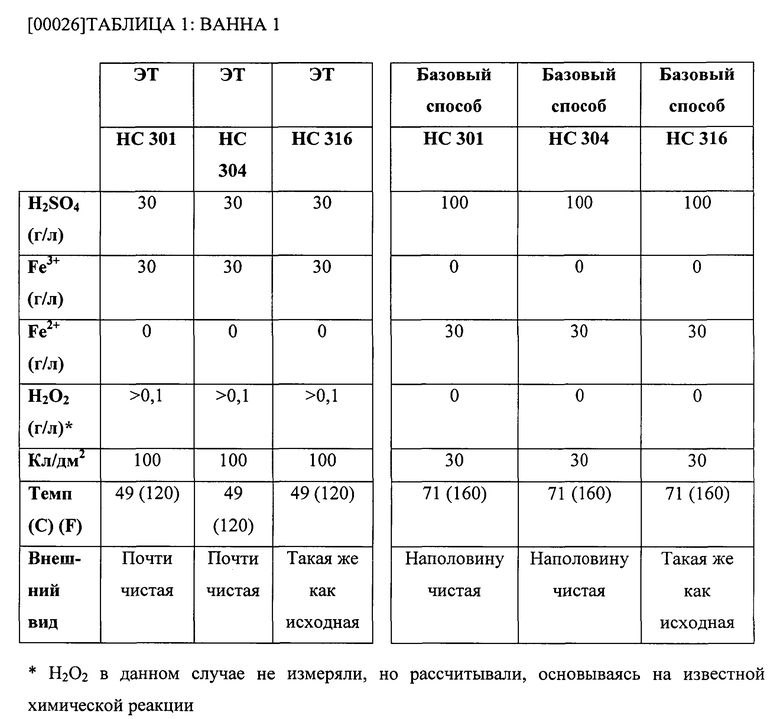
[00027] Нержавеющие стали по классификации ASTM марок 301, 304 и 316, при этом марки и химический состав таких сталей хорошо известны в данной области, испытывали по базовому способу и способу электролитического травления. По результатам базового способа получили остаточное количество ионов Fe2+ 30 г/л, что свидетельствует о том, что H2O2 присутствовал не в избытке (что также соответствует 0 г/л H2O2). По результатам электролитического травления получили количество ионов Fe2+ 0 г/л, что свидетельствует об избыточном количестве H2O2 (что также подтверждается количеством H2O2 5 г/л). По базовому способу для нержавеющей стали марки 301 использовали первую ванну, содержащую 100 г/л H2SO4 и 30 Кл/дм2 при температуре 71°C (160°F), что привело к частичному очищению поверхности стали. Для способа электролитического травления использовали первую ванну, содержащую сниженное количество H2SO4 30 г/л, 30 г/л Fe3+ и характеризующуюся повышенным значением 100 Кл/дм2 при пониженной температуре 49°C (120°F), что позволило получить по существу полностью очищенную поверхность стали. Аналогичные результаты получили для нержавеющей стали марки 304 при тех же значениях. Для нержавеющей стали марки 316 поверхность стали после травления при таких же технологических режимах осталась такой же, как и до проведения обработки, что свидетельствует о неудовлетворительной очистке. Материалы, используемые в данном первом примере, могут быть затем полностью очищены в одной или более последующих ваннах, которые содержали меньшее количество HNO3 и HF, по сравнению с последующими ваннами, используемыми в известных способах травления. "Общее количество HF" описано в следующих примерах и является комбинацией "свободного HF" и части, связанной с растворенными металлами. В зависимости от метода анализа, можно измерить "общее количество HF" и "свободный HF".
[00028] Для полной очистки материала следующий способ травления проводили при нижеуказанных концентрациях для каждой из ванн 2 и 3. Условия очистки в целом свидетельствовали о приемлемом внешнем виде с точки зрения производства, что будет очевидно специалисту в данной области техники.
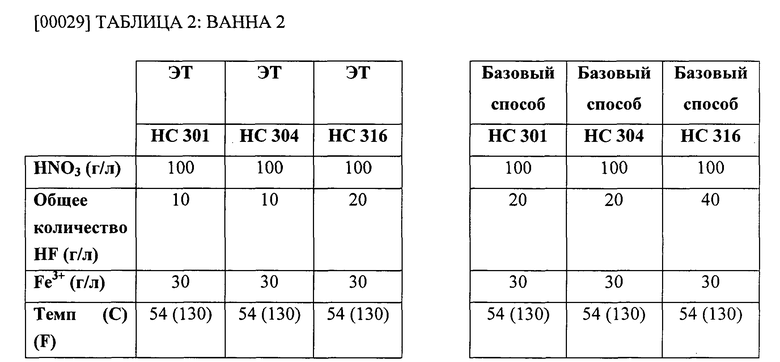
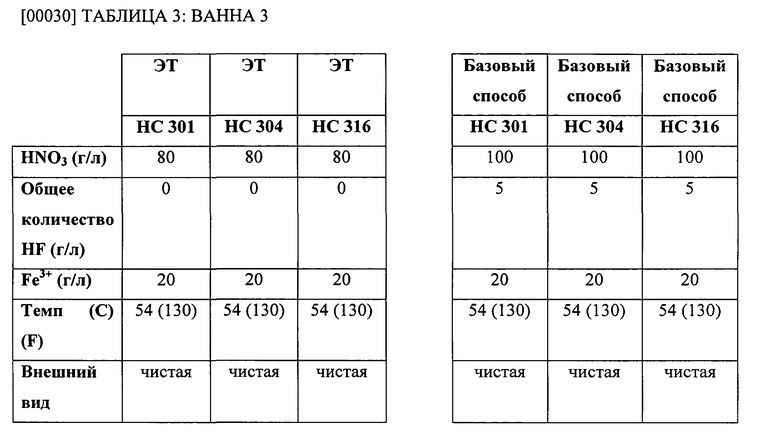
[00031] В способе электролитического травления, раскрытого в первом примере, потребляемое количество HF снизилось более чем в половину, по сравнению с количеством, потребляемым по базовому способу во второй ванне, и HF полностью отсутствовал в смеси в третьей ванне. Концентрацию HNO3 можно было снизить на примерно 20% во второй ванне.
[00032] ПРИМЕР 2
[00033] В следующем втором примере предложен случай, когда для электродов использовали совместимый материал. Во втором примере показан способ электролитического травления с двумя ваннами, при котором вторая ванна содержит только HNO3, что привело к существенному очищению поверхности нержавеющей стали. Поскольку во второй ванне HF не использовали, наблюдалось снижение общего расхода кислот по сравнению с известным способом, в котором во второй ванне применяли обе кислоты - HNO3 и HF. Поскольку травление нержавеющей стали марки 316 является более трудным, добавление HF во вторую ванну является необязательным.
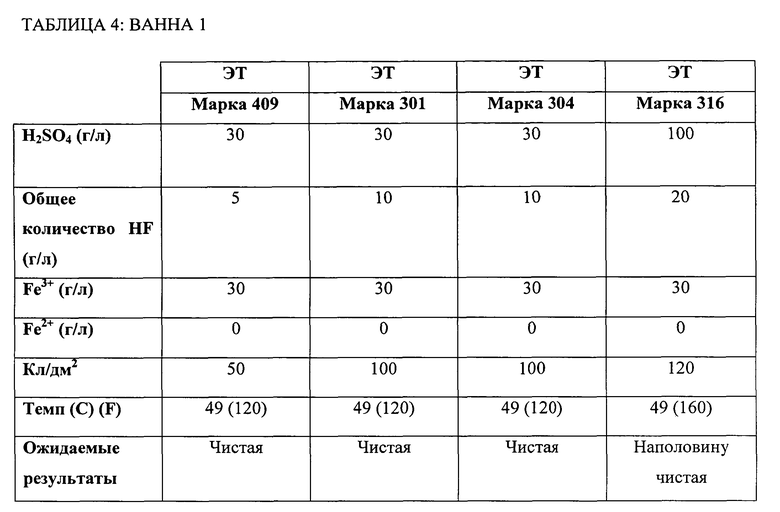
[00035] Для каждой марки стали (301, 304, 316 и 409), используемой для эксперимента, использовали 30 г/л H2SO4 и 30 г/л Fe3+ при температуре раствора 49°C (120°F). Для трудно травящейся нержавеющей стали марки 316 использовали 20 г/л HF и 120 Кл/дм2. Для нержавеющих сталей марок 301 и 304 использовали 10 г/л HF и 100 Кл/дм2. Для нержавеющей стали марки 409, которая значительно легче травится, использовали 5 г/л HF и 50 Кл/дм2. Для существенного и дополнительного полного очищения полос стали по второму примеру, вторая и/или третья ванны могут содержть меньшее по сравнению с известными способами травления количество HF. Например, можно не использовать HF в одной или более последующих ваннах при травлении нержавеющей стали марки 409. Для травления нержавеющей стали марки 301 и 304 можно использовать от примерно 0 г/л до примерно 10 г/л HF, и для нержавеющей стали марки 316 можно использовать от примерно 10 г/л до примерно 30 г/л HF. Эта концентрация могла представлять собой снижение на величину от примерно 20% до примерно 50% для данных марок нержавеющей стали по сравнению с известными способами травления.
[00037] Третий пример, приведенный ниже и основанный на фактических данных, подчеркивает, что способ электролитического травления способствует снижению общего количества потребляемых химических реагентов. Так, в базовом способе использовали сульфат натрия (Na2SO4), и нержавеющую сталь марок 304 и 409 подвергали испытаниям по базовому способу и по способу электролитического травления.
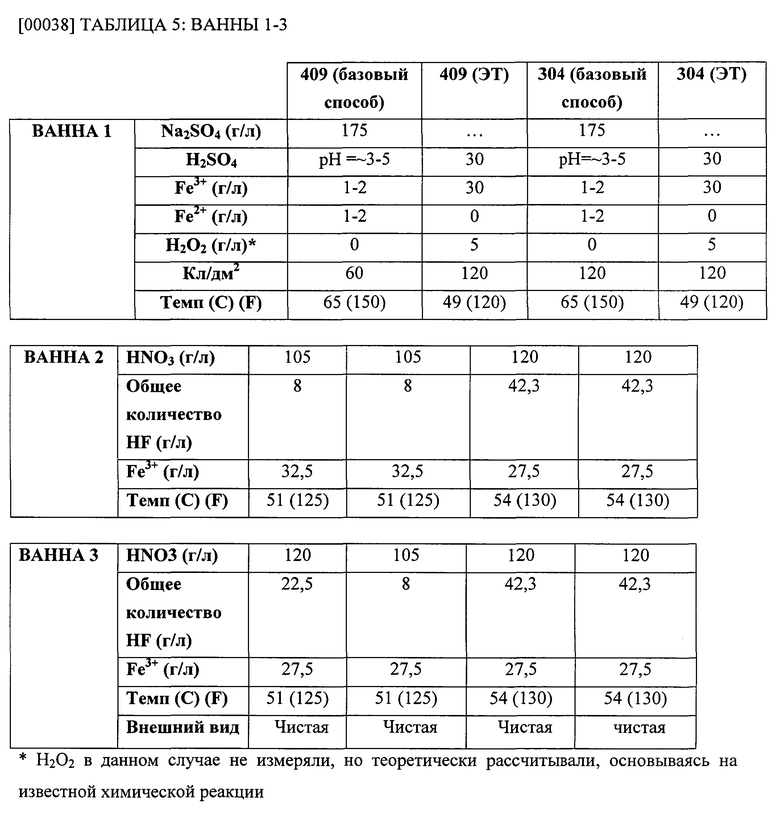
[00039] Для ванны 2 и 3 примечательно, что HNO3 ведет себя как окислитель, что способствует полному превращению ионов двухвалентного железа в ионы трехвалентного железа. Для нержавеющей стали марки 304 по базовому способу в первой ванне использовали 175 г/л Na2SO4, 1-2 г/л Fe3+, 1-2 г/л Fe2+, 0 г/л H2O2, 120 Кл/дм2 и температуру поддерживали 65°C (150°F). Во второй и третьей ваннах в каждой содержалось по 120 г/л HNO3, 42,3 г/л HF, 27,5 г/л Fe3+ при температуре 54°C (130°F). В результате получили визуально чистую поверхность.
[00041] Для нержавеющей стали марки 409 по базовому способу в первой ванне использовали 175 г/л Na2SO4, 1-2 г/л Fe3+, 1-2 г/л Fe2+, 0 г/л H2O2, 60 Кл/дм2 и температуру поддерживали 65°C (150°F). Во второй ванне содержалось 105 г/л HNO3, 8 г/л HF, 32,5 г/л Fe3+ при температуре 51°C (125°F). В третьей ванне содержалось 120 г/л HNO3, 22,5 г/л HF, 27,5 г/л Fe3+ при температуре 51°C (125°F). В результате получили визуально чистую поверхность.
[00041] Для нержавеющей стали марки 409 по базовому способу в первой ванне использовали 175 г/л Na2SO4, 1-2 г/л Fe3+, 1-2 г/л Fe2+, 0 г/л H2O2, 60 Кл/дм2 и температуру поддерживали 65°C (150°F). Во второй ванне содержалось 105 г/л HNO3, 8 г/л HF, 32,5 г/л Fe3+ при температуре раствора 51°C (125°F). В третьей ванне содержалось 120 г/л HNO3, 22,5 г/л HF, 27,5 г/л Fe3+ при температуре раствора 51°C (125°F). В результате получили визуально чистую поверхность.
[00042] Для нержавеющей стали марки 409 по электролитическому способу в первой ванне использовали 30 г/л H2SO4, 30 г/л Fe3+, 0 г/л Fe2+, 5 г/л H2O2 и 60 Кл/дм2 и поддерживали пониженную температуру 51°C (120°F). Во второй ванне содержалось 105 г/л HNO3, 8 г/л HF, 32,5 г/л Fe3+ при температуре 51°C (125°F). В третьей ванне при температуре раствора 51°C (125°F) содержалось 27,5 г/л Fe3+ при пониженном содержании HNO3 105 г/л и 8 г/л HF. В способе электролитического травления было израсходовано меньшее общее количество кислот по сравнению в базовым способом. Например, в третьей ванне в способе электролитического травления концентрация HNO3 была снижена на 15 г/л по сравнению с концентрацией, использованной в третьей ванне в базовом способе, и концентрация HF была снижена на 14,5 г/л по сравнению с концентрацией, использованной в третьей ванне в базовом способе. Это привело к снижению общей концентрации используемых кислот на 29,5 г/л в третьей ванне по электролитическому способу травления, по сравнению с общей концентрацией кислот, использованных в базовом способе. Более того, в результате была получена визуально чистая поверхность.
[00044] Четвертый пример, приведенный ниже, свидетельствует о том, что способ электролитического травления позволяет снизить предполагаемые концентрации используемых химических реагентов. В базовом способе использовали сульфат натрия (Na2SO4), и нержавеющую сталь марок 304 и 409 подвергали испытаниям по базовому способу и по электролитическому способу травления.
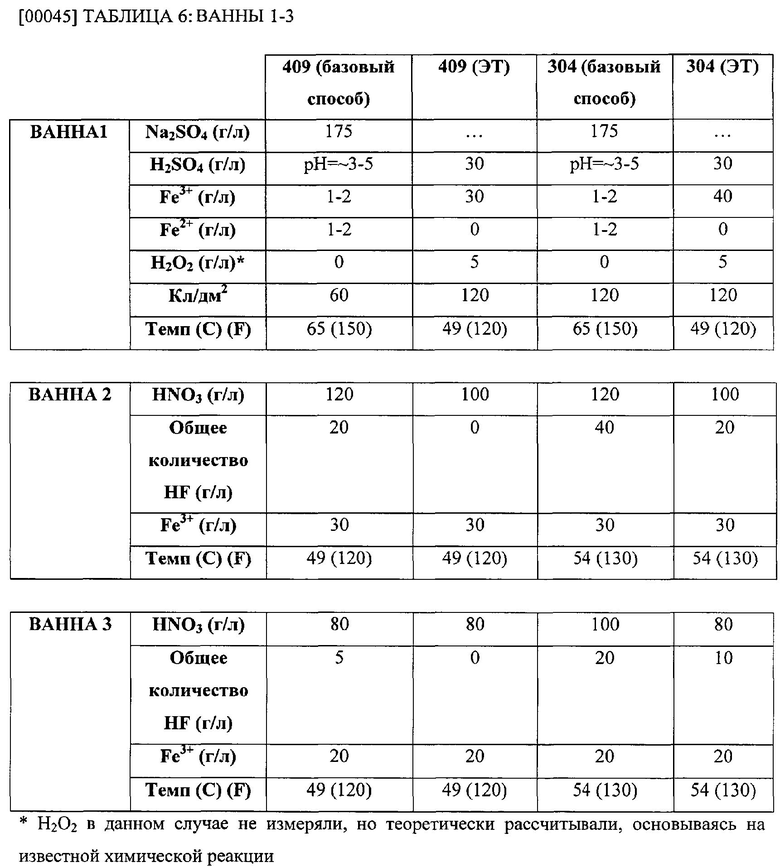
[00046] Для нержавеющей стали марки 304 по базовому способу в первой ванне использовали 175 г/л Na2SO4, 1-2 г/л Fe3+, 1-2 г/л Fe2+, 0 г/л H2O2, 120 Кл/дм2 и температуру поддерживали 65°C (150°F). Во второй ванне содержалось 120 г/л HNO3, 40 г/л HF, 30 г/л Fe3+ при температуре 54°F (130°F) и в третьей ванне содержалось 100 г/л HNO3, 20 г/л HF, 20 г/л Fe3+ при температуре 54°C (130°F). В результате предполагается получение визуально чистой поверхности.
[00047] Для нержавеющей стали марки 304 по электролитическому способу в первой ванне использовали 30 г/л H2SO4, 40 г/л Fe3+, 0 г/л Fe2+, избыток H2O2 (>0,1 г/л), 120 Кл/дм2 и поддерживали пониженную температуру 49°C (120°F). Во второй ванне содержалось 100 г/л HNO3, 20 г/л HF, 30 г/л Fe3+ при температуре 54°C (130°F) и в третьей ванне содержалось 80 г/л HNO3, 10 г/л HF, 20 г/л Fe3+ при температуре 54°C (130°F). В способе электролитического травления количество используемых химических реагентов снизили по сравнению с базовым способом, в том числе каждого из компонентов HNO3 и HF во второй и в третьей ваннах. Например, во второй ванне в способе электролитического травления концентрацию HNO3 снизили на 20 г/л по сравнению с концентрацией, использованной во второй ванне в базовом способе, и концентрация HF была снижена на 10 г/л по сравнению с концентрацией, использованной во второй ванне в базовом способе. Это привело к снижению общей концентрации используемых кислот на 30 г/л во второй ванне по электролитическому способу травления, по сравнению с общей концентрацией кислот, использованных в базовом способе. Кроме того, в третьей ванне в способе электролитического травления концентрация HNO3 снижена на 20 г/л по сравнению с концентрацией, использованной в третьей ванне в базовом способе, и концентрация HF была снижена на 5 г/л по сравнению с концентрацией, использованной в третьей ванне в базовом способе. Это привело к общему снижению концентрации используемых кислот на 25 г/л в третьей ванне по электролитическому способу травления, по сравнению с общей концентрацией кислот, использованных в базовом способе. В результате предполагается получение визуально чистой поверхности.
[00048] Для нержавеющей стали марки 409 по базовому способу в первой ванне использовали 175 г/л Na2SO4, 0 г/л Fe3+, 40 г/л Fe2+, 0 г/л H2O2, 60 Кл/дм2 и поддерживали температуру 65°C (150°F). Во второй ванне содержалось 120 г/л HNO3, 20 г/л HF, 30 г/л Fe3+ при температуре раствора 49°C (120°F). В третьей ванне содержалось 80 г/л HNO3, 5 г/л HF, 20 г/л Fe3+ при температуре 49°C (120°F). В результате предполагается получение визуально чистой поверхности.
[00049] Для нержавеющей стали марки 409 по электролитическому способу в первой ванне использовали 30 г/л H2SO4, 30 г/л Fe3+, 0 г/л Fe2+, 5 г/л H2O2 и 120 Кл/дм2 и поддерживали пониженную температуру 49°C (120°F). Во второй ванне содержалось 100 г/л HNO3, 0 г/л HF, 30 г/л Fe3+ при температуре 49°C (120°F). В третьей ванне при температуре раствора 49°C (120°F) содержалось 20 г/л Fe3+ и пониженные количества HNO3 80 г/л и 0 г/л HF. В способе электролитического травления общее количество используемых химических реагентов снизили по сравнению с базовым способом, в том числе снизили использование каждого из компонентов HNO3 и HF во второй ванне и использование HF в третьей ванне. Например, во второй ванне в способе электролитического травления концентрацию HNO3 снизили на 20 г/л по сравнению с концентрацией, использованной во второй ванне в базовом способе, и концентрация HF была снижена на 20 г/л (до 0 г/л) по сравнению с концентрацией, использованной во второй ванне в базовом способе. Это привело к общему снижению концентрации потребляемых кислот на 40 г/л во второй ванне по электролитическому способу травления, по сравнению с общей концентрацией кислот, использованных в базовом способе. Кроме того, концентрация HF в третьей ванне по электролитическому способу травления была снижена на 5 г/л по сравнению с концентрацией, использованной в третьей ванне в базовом способе. Это привело к общему снижению концентрации потребляемых кислот до 5 г/л в третьей ванне по электролитическому способу травления, по сравнению с общей концентрацией кислот, использованных в базовом способе. В результате предполагается получение визуально чистой поверхности.
[00050] Таким образом, для нержавеющей стали марки 409 при электролитическом способе травления можно исключить использование HF на 100%. Для остальных марок ферритных сталей и низколегированных марок аустенитных сталей, таких как нержавеющая сталь марки 301 и нержавеющая сталь марки 304, концентрацию HF можно снизить на 20% или более по сравнению с базовыми способами. Для аустенитной нержавеющей стали марки 316 существенное снижение концентрации может не наблюдаться. В некоторых случаях концентрацию HNO3 могли снизить для способа электролитического травления на 10-20% по сравнению с базовым способом.
[00051] Основываясь на раскрытых и описанных различных вариантах реализации настоящего изобретения, дополнительные варианты воплощения описанных здесь способов и систем могут быть выполнены специалистом в данной области техники путем внесения подходящих изменений, не отклоняясь при этом от объема настоящего изобретения. Некоторые из таких возможных изменений были упомянуты, и остальные будут очевидны специалистам в данной области техники. Например, рассмотренные выше примеры, варианты реализации, параметры, материалы, размеры, соотношения, стадии и т.п. являются иллюстративными. Таким образом, объем настоящего изобретения следует рассматривать в пределах пунктов формулы изобретения, приведенной ниже, и не ограничивать показанными и описанными в описании и чертежах особенностями структуры и осуществления способов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТРАВЛЕНИЯ СТАЛИ | 1997 |
|
RU2181150C2 |
| СПОСОБ ТРАВЛЕНИЯ СТАЛИ | 1996 |
|
RU2110618C1 |
| РАСТВОР И СПОСОБ ТРАВЛЕНИЯ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1991 |
|
RU2072397C1 |
| СПОСОБ ОТЖИГА И ТРАВЛЕНИЯ ХОЛОДНОКАТАНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ И ОБОРУДОВАНИЕ ДЛЯ ТРАВЛЕНИЯ | 2021 |
|
RU2833434C2 |
| СПОСОБ ПРОТРАВЛИВАНИЯ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1993 |
|
RU2126460C1 |
| АГЕНТ ДЛЯ ТРАВЛЕНИЯ, СОДЕРЖАЩИЙ МОЧЕВИНУ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2259422C2 |
| СПОСОБ ОТЖИГА С ПОСЛЕДУЮЩИМ ТРАВЛЕНИЕМ ПОЛОСОВОЙ ГОРЯЧЕКАТАНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ И ОБОРУДОВАНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2021 |
|
RU2836295C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТРАВЛЕНИЯ МЕТАЛЛОВ | 2005 |
|
RU2375506C2 |
| СПОСОБ РЕГЕНЕРАЦИИ ОТРАБОТАННЫХ РАСТВОРОВ, СОДЕРЖАЩИХ СЕРНУЮ КИСЛОТУ | 1999 |
|
RU2149221C1 |
| СПОСОБ ОБРАБОТКИ АППАРАТУРЫ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ ЭКСПЛУАТАЦИИ В РАСТВОРАХ ПЕРЕКИСИ ВОДОРОДА | 1991 |
|
RU2068030C1 |
Изобретение относится к электролитическим способам обработки металлов и может быть использовано для травления полосы из нержавеющей стали. Способ включает травление полосы из нержавеющей ферритной стали в ванне смесью, содержащей H2SO4 и избыток по меньшей мере одного окислителя, при этом на сталь подают электрический ток, а указанная смесь не содержит HF. Второй вариант способа включает обработку указанной стали в ванне смесью, содержащей H2SO4 и избыток по меньшей мере одного окислителя, обеспечивающего превращение всего количества сульфата железа (II) в сульфат железа (III) (Fe2(SO4)3), и подачу тока на сталь, причем концентрация H2SO4 составляет от 10 г/л до 200 г/л. Технический результат: снижение общего количества химических реагентов, содержащихся в электролите травления. 2 н. и 23 з.п. ф-лы, 6 табл., 4 пр., 3 ил.
1. Способ электролитического травления полосы из нержавеющей ферритной стали, характеризующийся тем, что при травлении указанную полосу подвергают обработке в ванне смесью, находящейся в указанной ванне, при этом указанная смесь содержит H2SO4 и избыток по меньшей мере одного окислителя, при этом на сталь подают электрический ток, а указанная смесь не содержит HF.
2. Способ по п.1, отличающийся тем, что указанный по меньшей мере один окислитель обеспечивает превращение всего количества сульфата железа (II) в сульфат железа (III) (Fe2(SO4)3).
3. Способ по п.2, отличающийся тем, что концентрация Fe2(SO4)3 составляет от 5 г/л до 100 г/л.
4. Способ по п. 1, отличающийся тем, что указанный по меньшей мере один окислитель представляет собой Н2О2.
5. Способ по п. 1, отличающийся тем, что концентрация H2SO4 составляет от 10 г/л до 200 г/л.
6. Способ по п. 1, отличающийся тем, что используют для травления единственную ванну.
7. Способ по п. 1, отличающийся тем, что травление стали проводят непрерывно.
8. Способ по п. 1, отличающийся тем, что стадия подачи тока на сталь включает подачу тока посредством по меньшей мере одного из катода или анода.
9. Способ по п. 8, отличающийся тем, что сталь используют в качестве катода или анода.
10. Способ электролитического травления полосы из нержавеющей стали, включающий обработку указанной стали первой смесью, находящейся в первой ванне, при этом указанная первая смесь содержит H2SO4, избыток по меньшей мере одного окислителя, при этом указанный по меньшей мере один окислитель обеспечивает превращение всего количества сульфата железа (II) в сульфат железа (III) (Fe2(SO4)3), и подачу тока на сталь, причем концентрация H2SO4 составляет от 10 г/л до 200 г/л.
11. Способ по п. 10, отличающийся тем, что концентрация Fe2(SO4)3 составляет от 5 г/л до 100 г/л.
12. Способ по п. 10, отличающийся тем, что указанный по меньшей мере один окислитель представляет собой Н2О2.
13. Способ по п. 10, отличающийся тем, что первая смесь дополнительно содержит HF.
14. Способ по п. 13, отличающийся тем, что концентрация H2SO4 составляет от 25 г/л до 35 г/л и при этом концентрация HF составляет от 0 г/л до 100 г/л.
15. Способ по п. 10, отличающийся тем, что стадия подачи тока на сталь включает подачу тока посредством по меньшей мере одного из катода или анода.
16. Способ по п. 15, отличающийся тем, что сталь используют в качестве катода или анода.
17. Способ по п. 10, дополнительно включающий обработку стали второй смесью, находящейся во второй ванне, причем вторая смесь содержит по меньшей мере один из HNO3 и HF, при этом концентрация HNO3 составляет от 10 г/л до 130 г/л и при этом концентрация HF составляет от 0 г/л до 30 г/л.
18. Способ по п. 17, отличающийся тем, что первая смесь дополнительно содержит HF.
19. Способ по п. 17, отличающийся тем, что нержавеющая сталь представляет собой ферритную нержавеющую сталь, и вторая смесь содержит HNO3.
20. Способ по п. 17, отличающийся тем, что нержавеющая сталь представляет собой аустенитную нержавеющей сталь, и вторая смесь содержит HNO3 и HF, и при этом концентрация HF во второй смеси находится в диапазоне от 5 г/л до 25 г/л.
21. Способ по п. 17, дополнительно включающий обработку стали третьей смесью, находящейся в третьей ванне, причем указанная третья смесь содержит HNO3 и при этом концентрация HNO3 составляет от 10 г/л до 130 г/л.
22. Способ по п. 10, отличающийся тем, что травление стали проводят непрерывно.
23. Способ по п. 10, при котором температура первой смеси находится в диапазоне от 21°C (70°F) до 82°C (180°F) или в диапазоне от 26°C (80°F) до 54°C (130°F).
24. Способ по п. 10, отличающийся тем, что после обработки указанной полосы первой смесью количество полностью растворенных металлов в первой смеси равно или меньше 80 г/л.
25. Способ по п. 10, отличающийся тем, что стадия подачи тока на сталь включает подачу тока посредством электродов, которые включают схему катод-анод-катод и выполнены с возможностью подачи тока в диапазоне от 10 Кл/дм2 до 200 Кл/дм2 с плотностью тока в диапазоне от 1 А/дм2 до 100 А/дм2.
| Способ удаления окалины с поверхности плоского проката | 1990 |
|
SU1807098A1 |
| Способ удаления окалины с поверхности плоского проката | 1990 |
|
SU1807098A1 |
| СПОСОБ ТРАВЛЕНИЯ СТАЛИ | 1996 |
|
RU2110618C1 |
| СПОСОБ ТРАВЛЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ СТАЛИ | 1991 |
|
RU2085616C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

