Область техники, к которой относится изобретение
Настоящее изобретение относится к области техники очистки поверхности полосовой стали, а более конкретно к способу отжига и травления холоднокатаной нержавеющей полосовой стали и оборудованию для травления.
Уровень техники
Качество поверхности нержавеющей стали является одним из ключевых факторов, влияющих на улучшение характеристик продукции. В процессе прокатки на поверхности холоднокатаной нержавеющей полосовой стали образуется слой плотной пленки оксида металла, такое оксидное покрытие серьезно ухудшает качество поверхности холоднокатаной нержавеющей полосовой стали и увеличивает износ зажимных валиков.
После отжига и механического дробления окалины холоднокатаной нержавеющей полосовой стали процесс травления аустенитной нержавеющей стали представляет собой травление Na2SO4 (электролиз) → чистка щеткой → травление смешанной кислотой (HNO3+HF); процесс травления феррита и мартенсита представляет собой травление Na2SO4 (электролиз) → чистка щеткой → травление HNO3 (электролиз) с последующей многоступенчатой промывкой и сушкой. Существующий процесс травления имеет такие недостатки, как высокий расход кислоты, высокая частота замены щеточных валков и высокое энергопотребление.
Кроме того, условия травления холоднокатаной нержавеющей полосовой стали являются достаточно вредными, а травление занимает много времени. Поэтому существует острая необходимость в разработке эффективного оборудования и процесса травления, которые позволят замедлить загрязнение окружающей среды высокотемпературными и высококонцентрированными химическими реагентами, ускорить скорость промывки и получить полосовую сталь с высоким качеством поверхности.
Сущность изобретения
Целью настоящего изобретения является создание низкозатратного и эффективного способа отжига и травления холоднокатаной нержавеющей полосовой стали.
Конкретные решения являются следующими:
Способ отжига и травления холоднокатаной нержавеющей полосовой стали, который включает в себя следующие этапы:
этап 1) после поступления холоднокатаной нержавеющей полосовой стали в печь отжига для регулирования и контроля ее состава температуру холоднокатаной нержавеющей полосовой стали на выходе из секции охлаждения печи отжига контролируют в пределах 60-200°C путем регуляции охлаждающей способности секции охлаждения печи отжига;
этап 2) холоднокатаную нержавеющую полосовую сталь, выходящую из секции охлаждения печи отжига, после теплоизоляционной регулировки помещают непосредственно в ванну предварительного травления для травления при температуре выше температуры травильного раствора; травильным раствором в ванной предварительного травления является HCl, концентрация HCl составляет 20-60 г/л, кроме того, травильный раствор содержит Fe2+ и Fe3+; при этом температура на входе холоднокатаной нержавеющей полосовой стали в ванну предварительного травления превышает 100°C;
этап 3) холоднокатаную нержавеющую полосовую сталь, прошедшую травление в ванной предварительного травления, выжимают отжимными валиками и затем подают для травления в электролизер с нейтральной солью; затем, после повторного прохода через отжимные валики, ее подают в каскадную переливную систему непрерывного травления, состоящую из ванн, соединенных последовательно для непрерывного травления; нейтральной солью в электролизере с нейтральной солью является Na2SO4, травильным раствором каскадной переливной системы непрерывного травления является HCl, концентрация HCl составляет 20-150 г/л, кроме того, травильный раствор содержит Fe2+ и Fe3+; при этом соотношение Fe2+ и Fe3+ корректируют с помощью добавления окислителя для регулирования окислительно-восстановительных характеристик травильного раствора, при этом указанная каскадная переливная система непрерывного травления состоит из ванн, соединенных последовательно, образуя каскадные переливы и многоступенчатые ванны для травления; концентрация кислоты в многоступенчатых ваннах для травления последовательно увеличивается, а общее содержание железа последовательно уменьшается, при этом каскадная переливная система непрерывного травления имеет, как минимум, две секции ванн для травления, при этом травильный раствор первой секции представляет собой восстановительную систему, а травильный раствор последней секции представляет собой сильную окислительную систему, и при этом каскадная переливная система непрерывного травления имеет, как минимум, две секции ванн для травления, при этом травильный раствор первой секции представляет собой восстановительную систему, а травильный раствор последней секции представляет собой сильную окислительную систему; и
этап 4) холоднокатаную нержавеющую полосовую сталь, прошедшую травление в каскадной переливной системе непрерывного травления, подают в резервуар пассивации для пассивации и, наконец, подают в многоступенчатую систему промывки для промывки, а затем сушки и намотки.
Усовершенствование: раствор для пассивации в резервуаре пассивации на этапе 4) представляет собой азотную кислоту, перекись водорода, лимонную кислоту или их комбинацию.
Усовершенствование: многоступенчатая система промывки на этапе 4) состоит из 3-6-ступенчатой каскадной переливной системы ополаскивания, в которой напор промывочной воды последней ступени составляет 5-10 бар, а напор промывочной воды всех остальных ступеней составляет 2-6 бар.
Усовершенствование: на этапе 2) общее содержание железа в Fe2+ и Fe3+ контролируют методом добавления многокомпонентной слабой кислоты на линии, а также методом циркуляционной фильтрации и сепарации.
Настоящее изобретение также предлагает оборудование для отжига и травления холоднокатаной нержавеющей полосовой стали, которое включает в себя устройство передачи полосовой стали, а также разматыватель, сварочный аппарат, петлеуловитель, печь отжига, теплоизоляционную камеру, терморегулятор, ванную предварительного травления, электролизер, каскадные переливные ванны непрерывного травления, резервуар пассивации, бак промывки и сушилку, последовательно расположенные вдоль направления движения полосовой стали, и также включает в себя систему диспетчерского управления и датчик окислительного потенциала, данная система диспетчерского управления подключена к каждой кислотной ванне каскадной переливной системы непрерывного травления, окислительно-восстановительные характеристики травильного раствора в каскадных переливных ваннах непрерывного травления соединены с автоматическим клапаном для добавления окислителя, датчик окислительного потенциала выполнен с возможностью определения окислительно-восстановительных характеристик травильного раствора путем определения окислительно-восстановительного потенциала кислотного раствора в каскадных переливных ваннах непрерывного травления и использования системы диспетчерского управления для добавления окислителя в соответствующие ванны для травления каскадных переливных ванн непрерывного травления.
По сравнению с предшествующим уровнем техники способ отжига и травления холоднокатаной нержавеющей полосовой стали, предусмотренный настоящим изобретением, имеет следующие преимущества: Способ отжига и травления холоднокатаной нержавеющей полосовой стали, предусмотренный настоящим изобретением, устраняет необходимость в сушильном устройстве на выходе из печи отжига, процессе механического удаления окалины и механическом щеточном аппарате секции травления и использует каскадную переливную технологическую систему непрерывного травления, не содержащую азотную и плавиковую кислоту, для быстрой промывки полосовой стали; в то же время контролируется температура полосовой стали на выходе из печи отжига, так что высокотемпературная полосовая сталь находится в непосредственном контакте с низкотемпературным травильным раствором, что вызывает сильную физико-химическую реакцию на поверхности стали и быстрое травление для удаления грубой окалины оксида железа с поверхности стали; эффективность травления повышается за счет регулирования окислительно-восстановительных характеристик травильного раствора в каскадной переливной системе непрерывного травления, что позволяет эффективно удалить оставшуюся окалину оксида железа на аустенитной, ферритной и мартенситной нержавеющей полосовой стали, этот способ полностью использует отходящее тепло печи отжига и снижает температуру кислоты, экономя энергию и достигая цели низкозатратного и высокоэффективного травления холоднокатаной нержавеющей полосовой стали.
Описание прилагаемых графических материалов
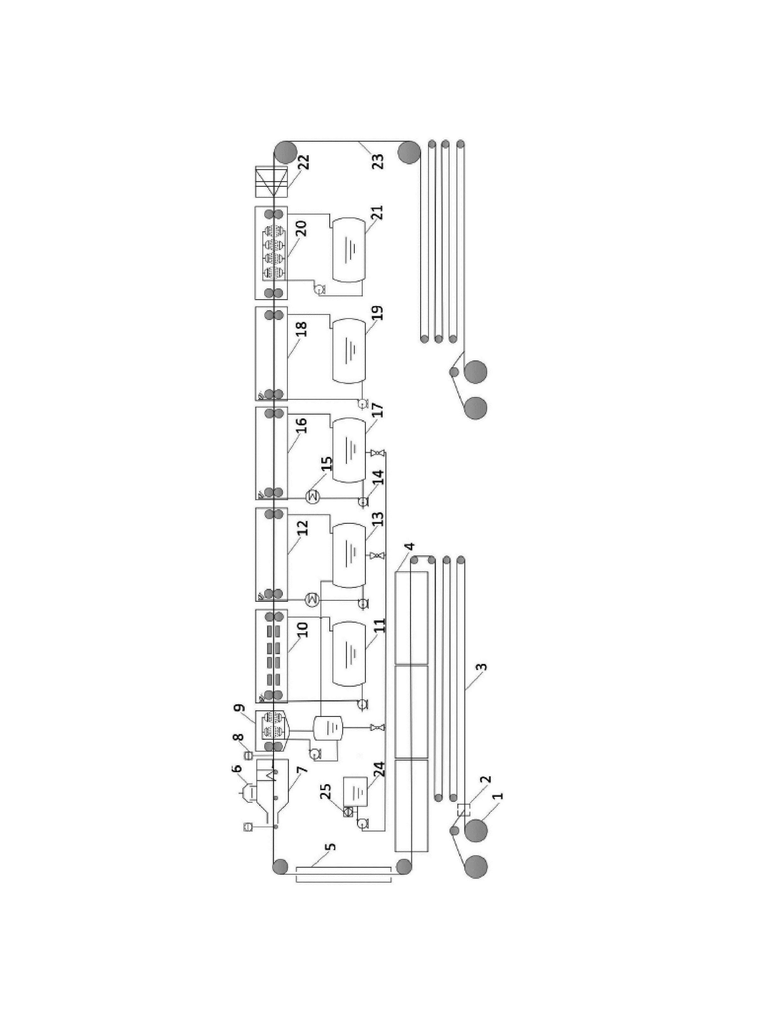
На чертеже представлена схема оборудования для отжига и травления холоднокатаной нержавеющей полосовой стали.
Конкретные методы осуществления
Для детального пояснения различных вариантов осуществления настоящего изобретения приведен прилагаемый чертеж. Этот прилагаемый чертеж является частью раскрытия настоящего изобретения и главным образом используется для иллюстрации вариантов осуществления и может использоваться для объяснения принципов работы вариантов осуществления в сочетании с соответствующими пояснениями в описании. Что касается данного содержания, то специалисты в данной области техники смогут понять другие возможные методы осуществления и преимущества настоящего изобретения. Составляющие компоненты на чертеже представлены не в масштабе, а для обозначения аналогичных компонентов обычно используются аналогичные символы.
Для более подробной иллюстрации настоящего изобретения приведен прилагаемый чертеж в сочетании с конкретными методами осуществления.
Вариант осуществления 1
Настоящий вариант осуществления предлагает процесс отжига и травления холоднокатаной нержавеющей полосовой стали, этот процесс травления контролирует температуру полосовой стали на выходе из печи отжига, позволяя высокотемпературной полосовой стали напрямую поступать непосредственно в ванну для травления и устраняет необходимость в сушильном устройстве на выходе из печи отжига, процессе механического удаления окалины и механическом щеточном аппарате секции травления, а также обеспечивает быструю промывку полосовой стали за счет использования каскадной переливной технологической системы непрерывного травления, не содержащей азотную и плавиковую кислоту, одновременно уменьшая потребление энергии и кислоты для получения полосовой стали с высоким качеством поверхности; в частности, он включает в себя следующие этапы:
этап 1) после поступления холоднокатаной нержавеющей полосовой стали в печь отжига для регулирования и контроля ее состава температура холоднокатаной нержавеющей полосовой стали на выходе из секции воздушного охлаждения печи отжига контролируется в пределах 60-200°C путем регуляции охлаждающей способности секции охлаждения печи отжига; В настоящем варианте осуществления холоднокатаная нержавеющая полосовая сталь, выходящая из секции охлаждения печи отжига, контролируется воздушным охлаждением, охлаждением распылением под высоким давлением и температурным контролем в теплоизоляционной камере для контроля температуры холоднокатаной нержавеющей полосовой стали, поступающей в резервуар, что позволяет холоднокатаной нержавеющей полосовой стали поступать в ванну предварительного травления при высокой температуре для травления.
этап 2) холоднокатаная нержавеющая полосовая сталь после теплоизоляционной камеры поступает при высокой температуре непосредственно в ванну предварительного травления для травления. В настоящем варианте осуществления ванна предварительного травления имеет конструкцию с большим конусным дном; травильным раствором в ванной предварительного травления является HCl, концентрация HCl составляет 20-60 г/л, кроме того, травильный раствор содержит Fe2+ и Fe3+; когда высокотемпературная холоднокатаная нержавеющая полосовая сталь вступает в непосредственный контакт с низкотемпературным травильным раствором, это вызывает сильную физико-химическую реакцию на поверхности стали и быстрое травление для удаления грубой окалины оксида железа с поверхности стали. Предпочтительно, чтобы температура на входе холоднокатаной нержавеющей полосовой стали превышала 100°С, так что, когда холоднокатаная нержавеющая полосовая сталь вступает в контакт с травильным раствором, это вызывает сильную физико-химическую реакцию на поверхности стали и быстрое травление для удаления грубой окалины оксида железа с поверхности стали.
В настоящем варианте осуществления на этапе 2) общее содержание железа в Fe2+ и Fe3+ контролируется методом добавления многокомпонентной слабой кислоты на линии, а также методом циркуляционной фильтрации и сепарации.
этап 3) холоднокатаная нержавеющая полосовая сталь, прошедшая травление в ванной предварительного травления, выжимается отжимными валиками и затем поступает для травления в электролизер с нейтральной солью; затем, снова пройдя через отжимные валики, она поступает в каскадную переливную систему непрерывного травления, состоящую из ванн, соединенных последовательно для непрерывного травления.
В настоящем варианте осуществления нейтральной солью в электролизере с нейтральной солью является Na2SO4, каскадная переливная система непрерывного травления включает в себя 2-4 секции низкотемпературных ванн для травления, травильным раствором низкотемпературных ванн для травления является HCl, концентрация HCl составляет 20-150 г/л, кроме того, травильный раствор содержит Fe2+ и Fe3+; соотношение Fe2+ и Fe3+ корректируется с помощью добавления окислителя для регулирования окислительно-восстановительных характеристик травильного раствора и обеспечения эффекта травления.
В настоящем варианте осуществления процесс травления обеспечивает низкозатратное и высокоэффективное удаление окалины оксида железа с холоднокатаной нержавеющей полосовой стали за счет электролиза нейтральной соли, многоступенчатого травильного раствора соляной кислоты и регулирования окислительно-восстановительными характеристиками травильного раствора.
Предпочтительно, чтобы каскадный перелив осуществлялся в ваннах каскадной переливной системы непрерывного травления через соединительные патрубки, концентрация кислоты последовательно увеличивалась, а общее содержание железа последовательно снижалось.
Оптимально, чтобы окислительные свойства травильного раствора в ванне низкотемпературного травления секций 2-4 постепенно повышались, еще оптимальнее, чтобы травильный раствор второй секции представлял собой восстановительную систему, а травильный раствор последней секции представлял собой сильную окислительную систему.
этап 4) холоднокатаная нержавеющая полосовая сталь, прошедшая травление в каскадной переливной системе непрерывного травления, поступает в резервуар пассивации для пассивации и, наконец, поступает в многоступенчатую систему промывки для промывки, а затем сушки и намотки.
В настоящем варианте осуществления раствор для пассивации в резервуаре пассивации представляет собой азотную кислоту, перекись водорода, лимонную кислоту или их комбинацию.
Многоступенчатая система промывки состоит из 3-6-ступенчатой каскадной переливной системы промывки, которая оснащена датчиками для контроля pH и электропроводимости промывочной воды, при этом напор промывочной воды предыдущих ступеней составляет 2-6 бар, а напор промывочной воды последней ступени составляет 5-10 бар, тем самым достигается лучший эффект промывки.
Процесс отжига и травления холоднокатаной нержавеющей полосовой стали, предусмотренный настоящим вариантом осуществления, устраняет необходимость в сушильном устройстве на выходе из печи отжига, процессе механического удаления окалины и механическом щеточном аппарате секции травления, а также обеспечивает быструю промывку полосовой стали за счет использования каскадной переливной технологической системы непрерывного травления, не содержащей азотную и плавиковую кислоту, в то же время контролируется температура полосовой стали на выходе из печи отжига, так что высокотемпературная полосовая сталь вступает в непосредственный контакт с низкотемпературным травильным раствором, что вызывает сильную физико-химическую реакцию на поверхности стали и быстрое травление для удаления грубой окалины оксида железа с поверхности стали; эффективность травления повышается за счет регулирования окислительно-восстановительных характеристик травильного раствора в каскадной переливной системе непрерывного травления, что позволяет эффективно удалить оставшуюся окалину оксида железа на аустенитной, ферритной и мартенситной нержавеющей полосовой стали, этот процесс полностью использует отходящее тепло печи отжига и снижает температуру кислоты, экономя энергию и достигая цели низкозатратного и высокоэффективного травления холоднокатаной нержавеющей полосовой стали.
Вариант осуществления 2
На прилагаемом чертеже показано оборудование для травления, используемое для реализации процесса отжига и травления холоднокатаной нержавеющей полосовой стали согласно вышеупомянутому варианту осуществления 1, которое включает в себя устройство передачи полосовой стали (не показано на прилагаемом чертеже), а также разматыватель 1, сварочный аппарат 2, петлеуловитель 3, печь отжига 4, теплоизоляционную камеру 5, терморегулятор, ванную предварительного травления 9, электролизер 10, 1# кислотную ванну 12, 2# кислотную ванну 16, резервуар пассивации 18, бак промывки 20 и сушилку 22, последовательно расположенные вдоль направления движения полосовой стали 23.
При этом терморегулятор снабжен вентилятором 6 и нагревателем 7, регулировать температуру полосовой стали можно регулируя мощность вентилятора и нагревателя 7, на терморегуляторе также установлен измеритель температуры пластины 8 для определения и регулирования температуры пластины полосовой стали; бак циркуляции электролита 11 соединен с электролизером 10 с помощью циркуляционного насоса; 1# кислотная ванна 13 соединена с 1# кислотной ванной 12 с помощью циркуляционного насоса, а 2# кислотная ванна 17 соединена с 2# кислотной ванной 16 с помощью циркуляционного насоса 14, резервуар пассивации 19 соединен с резервуаром пассивации 18 с помощью циркуляционного насоса, бак промывки 21 соединен с баком промывки 20 с помощью циркуляционного насоса. Следует отметить, что, хотя на прилагаемом чертеже показаны только две кислотные ванны: 1# кислотная ванна 12 и 2# кислотная ванна 16, количество кислотных ванн не ограничено и может быть увеличено или уменьшено в зависимости от фактического количества стадий травления. Между каждой кислотной ванной и баком для кислоты также предусмотрен теплообменник 15, обеспечивающий сохранение низкой температуры травильного раствора в кислотной ванне после травления.
Полосовая сталь 23 разматывается разматывателем 1 и транспортируется устройством передачи на последующий этап после работы сварочным аппаратом 2 и петлеуловителем 3; сначала она проходит термическую обработку в печи отжига 4, после завершения термообработки она выходит из секции охлаждения печи отжига 4, температура полосовой стали, выходящей из секции охлаждения печи отжига, контролируется объемом циркуляции кессона печи отжига и теплоизоляционной камерой 5, чтобы максимизировать использование отходящего тепла печи отжига и поддерживать определенный уровень высокой температуры выходящей полосовой стали; с помощью терморегулятора высокотемпературная полосовая сталь вступает в контакт с низкотемпературным травильным раствором, что вызывает сильную физико-химическую реакцию на поверхности стали и быстрое травление для удаления грубой окалины оксида железа с поверхности стали.
Горячая высокотемпературная полосовая сталь последовательно травится в ванне предварительного травления 9, электролизере 10, 1# кислотной ванне 12 и 2# кислотной ванне 16, а затем поступает в резервуар пассивации 18 для улучшения белизны и антикоррозионных свойств полосовой стали и, наконец, поступает в бак промывки 20 и сушилку 22 для получения полосовой стали с высоким качеством поверхности.
Настоящий вариант осуществления также включает в себя систему диспетчерского управления 24 и датчик окислительного потенциала 25, данная система диспетчерского управления подключена к каждой кислотной ванне многоступенчатых ванн для травления, окислительно-восстановительные характеристики травильного раствора в каждой ванне для травления соединены с автоматическим клапаном для добавления окислителя, датчик окислительного потенциала определяет окислительно-восстановительные характеристики травильного раствора путем определения окислительно-восстановительного потенциала кислотного раствора в каждой ванне для травления и использует систему диспетчерского управления для добавления окислителя в соответствующие ванны для травления многоступенчатых ванн для травления; таким образом, можно автоматически контролировать окислительно-восстановительные характеристики травильного раствора в каждой ванне для травления многоступенчатых ванн для травления, тем самым обеспечивая эффективность и постоянство очистки полосовой стали.
Хотя предпочтительные варианты осуществления настоящего изобретения были конкретно показаны и описаны, специалистам в данной области техники должно быть очевидно, что, не отступая от принципов и объема настоящего изобретения, в настоящее изобретение могут быть внесены различные изменения по форме и в деталях, определенные прилагаемой формулой изобретения, и все они входят в объем защиты настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТЖИГА С ПОСЛЕДУЮЩИМ ТРАВЛЕНИЕМ ПОЛОСОВОЙ ГОРЯЧЕКАТАНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ И ОБОРУДОВАНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2021 |
|
RU2836295C2 |
| СПОСОБ ТРАВЛЕНИЯ СТАЛИ | 1996 |
|
RU2110618C1 |
| ТРАВЛЕНИЕ НЕРЖАВЕЮЩЕЙ СТАЛИ В ОКИСЛИТЕЛЬНОЙ ЭЛЕКТРОЛИТИЧЕСКОЙ ВАННЕ С КИСЛОТОЙ | 2012 |
|
RU2583500C2 |
| СПОСОБ И ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ ПОЛОСОВОГО ПРОКАТА ПОСЛЕ ТРАВЛЕНИЯ ПРИ ХОЛОДНОЙ ПРОКАТКЕ | 2022 |
|
RU2839595C2 |
| СИСТЕМА И СПОСОБ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ЛИСТОВ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2017 |
|
RU2746876C1 |
| СПОСОБ ТРАВЛЕНИЯ СТАЛИ | 1997 |
|
RU2181150C2 |
| УСТАНОВКА И СПОСОБ ТРАВЛЕНИЯ | 2020 |
|
RU2790139C1 |
| ПОЛОСА ИЗ АУСТЕНИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ, ИМЕЮЩАЯ БЛЕСТЯЩУЮ ПОВЕРХНОСТЬ И ОТЛИЧНЫЕ МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | 2006 |
|
RU2361929C1 |
| РАСТВОР И СПОСОБ ТРАВЛЕНИЯ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1991 |
|
RU2072397C1 |
| СПОСОБ ТРАВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ПОЛОС РУЛОННОЙ СТАЛИ | 2001 |
|
RU2219286C2 |
Группа изобретений относится к области техники очистки поверхности полосовой стали, а более конкретно к способу отжига и травления холоднокатаной нержавеющей полосовой стали и оборудованию для отжига и травления холоднокатаной нержавеющей полосовой стали. Обеспечивается создание эффективного процесса отжига и травления холоднокатаной нержавеющей полосовой стали, в котором эффективность травления повышается за счет возможности регулирования окислительно-восстановительных характеристик травильного раствора в ваннах каскадной переливной системы непрерывного травления. 2 н. и 3 з.п. ф-лы, 1 ил.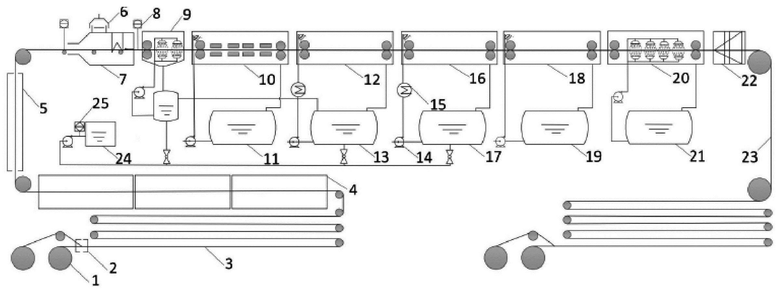
1. Способ отжига и травления холоднокатаной нержавеющей полосовой стали, отличающийся тем, что он включает следующие этапы:
этап 1) после поступления холоднокатаной нержавеющей полосовой стали в печь отжига для регулирования и контроля ее состава температуру холоднокатаной нержавеющей полосовой стали на выходе из секции охлаждения печи отжига контролируют в пределах 60-200°C путем регуляции охлаждающей способности секции охлаждения печи отжига;
этап 2) холоднокатаную нержавеющую полосовую сталь, выходящую из секции охлаждения печи отжига, после теплоизоляционной регулировки помещают непосредственно в ванну предварительного травления для травления при температуре выше температуры травильного раствора, травильным раствором в ванной предварительного травления является HCl, концентрация HCl составляет 20-60 г/л, причем травильный раствор содержит Fe2+ и Fe3+, при этом температура на входе холоднокатаной нержавеющей полосовой стали в ванну предварительного травления превышает 100°C;
этап 3) холоднокатаную нержавеющую полосовую сталь, прошедшую травление в ванной предварительного травления, выжимают отжимными валиками и затем подают для травления в электролизер с нейтральной солью, затем, после повторного прохода через отжимные валики, ее подают в каскадную переливную систему непрерывного травления, состоящую из ванн, соединенных последовательно для непрерывного травления, нейтральной солью в электролизере с нейтральной солью является Na2SO4, травильным раствором каскадной переливной системы непрерывного травления является HCl, концентрация HCl составляет 20-150 г/л, причем травильный раствор содержит Fe2+ и Fe3+, при этом соотношение Fe2+ и Fe3+ корректируют с помощью добавления окислителя для регулирования окислительно-восстановительных характеристик травильного раствора, при этом указанная каскадная переливная система непрерывного травления состоит из ванн, соединенных последовательно, образуя каскадные переливы и многоступенчатые ванны для травления, концентрация кислоты в многоступенчатых ваннах для травления последовательно увеличивается, а общее содержание железа последовательно уменьшается, при этом каскадная переливная система непрерывного травления имеет, как минимум, две секции ванн для травления, при этом травильный раствор первой секции представляет собой восстановительную систему, а травильный раствор последней секции представляет собой сильную окислительную систему; и
этап 4) холоднокатаную нержавеющую полосовую сталь, прошедшую травление в каскадной переливной системе непрерывного травления, подают в резервуар пассивации для пассивации и подают в многоступенчатую систему промывки для промывки, а затем сушки и намотки.
2. Способ по п. 1, отличающийся тем, что раствор для пассивации в резервуаре пассивации на этапе 4) представляет собой азотную кислоту, перекись водорода, лимонную кислоту или их комбинацию.
3. Способ по п. 1, отличающийся тем, что многоступенчатая система промывки на этапе 4) состоит из 3-6-ступенчатой каскадной переливной системы ополаскивания, в которой напор промывочной воды последней ступени составляет 5-10 бар, а напор промывочной воды всех остальных ступеней составляет 2-6 бар.
4. Способ по п. 1, отличающийся тем, что на этапе 2) общее содержание железа в Fe2+ и Fe3+ контролируют методом добавления многокомпонентной слабой кислоты на линии, а также методом циркуляционной фильтрации и сепарации.
5. Оборудование для отжига и травления холоднокатаной нержавеющей полосовой стали, отличающееся тем, что включает устройство передачи полосовой стали, а также разматыватель, сварочный аппарат, петлеуловитель, печь отжига, теплоизоляционную камеру, терморегулятор, ванную предварительного травления, электролизер, каскадные переливные ванны непрерывного травления, резервуар пассивации, бак промывки и сушилку, последовательно расположенные вдоль направления движения полосовой стали, и включает систему диспетчерского управления и датчик окислительного потенциала, указанная система диспетчерского управления подключена к каждой кислотной ванне каскадной переливной системы непрерывного травления, окислительно-восстановительные характеристики травильного раствора в каскадных переливных ваннах непрерывного травления соединены с автоматическим клапаном для добавления окислителя, датчик окислительного потенциала выполнен с возможностью определения окислительно-восстановительных характеристик травильного раствора путем определения окислительно-восстановительного потенциала кислотного раствора в каскадных переливных ваннах непрерывного травления и использования системы диспетчерского управления для добавления окислителя в соответствующие ванны для травления каскадных переливных ванн непрерывного травления.
| CN 109628708 A, 16.04.2019 | |||
| Способ оценки степени разветвленности полимеров | 1984 |
|
SU1168823A1 |
| CN 112359362 A, 12.02.2021 | |||
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЛЕНТ И ПОЛОС ИЗ ВЫСОКОКАЧЕСТВЕННОЙ СТАЛИ | 1994 |
|
RU2112812C1 |
| УСТАНОВКА И СПОСОБ НЕПРЕРЫВНОГО ТРАВЛЕНИЯ СТАЛЬНЫХ ПОЛОС | 2008 |
|
RU2451772C2 |
| CN 105256323 A, 20.01.2016 | |||
| CN 103668251 A, 26.03.2014 | |||
| CN 106493183 A, 15.03.2017 | |||
| JP 8283998 A, 29.10.1996 | |||
| СПОСОБ ТРАВЛЕНИЯ СТАЛИ | 1996 |
|
RU2110618C1 |

