Изобретение относится к прокатному производству и может быть использовано в автоматизированных системах управления качеством прокатываемых полос на непрерывных тонколистовых станах.
Известны устройства для регулирования плоскостности полос, содержащие секционный измеритель распределения натяжений по ширине полосы, блоки расчета регулировочных уставок гидроизгиба и позонного охлаждения, а также системы, осуществляющие это регулирование ([1], Devidson R. "Automatic flatness control". Iron and Steel Engineer, 1986, 10, pp.44-48. [2], Caristedt A.G., Keijser O. "Modern approach to flatness measurement and control in cold rolling", Iron and Steel Engineer, 1991, 4, pp.34-37).
Назначение этих устройств - регулирование плоскостности полос на выходе последней клети непрерывного тонколистового стана, т.е. получение холоднокатаных полос с заданным распределением удельных натяжений по ширине полосы. Однако решение задачи получения плоской полосы также зависит от стабильности протекания процесса прокатки в первых клетях непрерывного стана, которая определяется распределением удельных натяжений по ширине полосы, т.е. зависит от эффективности управления средствами регулирования плоскостности (СРП) первых клетей.
Наиболее близким к предлагаемому устройству по технической сущности является устройство для автоматического регулирования плоскостности полос в первых клетях стана, которое содержит измеритель неплоскостности, измерители усилий и скоростей прокатки, системы гидроизгиба и охлаждения прокатных валков, блок расчета разностей между величинами станочных профилировок, усилий и скоростей прокатки в j-й (j=1,...n-1) и последней (n-й) клетях стана, а также блоки расчета регулировочных уставок гидроизгиба и подачи охлаждающей жидкости для j-й клети и последней (n-й) клети стана ([3], Авторское свидетельство СССР 1705072, класс В21В37/00, 1992).
Известное устройство, принятое в качестве прототипа, позволяет эффективно управлять СРП в первых клетях стана с целью создания оптимального распределения удельных натяжений по ширине полосы с точки зрения устойчивости процесса прокатки и обеспечивает получение полос на выходе последней клети стана с заданной эпюрой удельных натяжений по ее ширине.
Данное устройство работает по принципу программного управления и замкнутого управления по отклонению. Последнее обуславливает транспортное запаздывание в управлении СРП клетей стана, что приводит к повышению доли отбраковки металла по неплоскостности. В частности, если на подкате присутствует локальное утолщение, то уже в первых клетях стана на полосе образуется локальная неплоскостность. Принимая во внимание тот факт, что скорость прокатки на современных непрерывных станах достаточно высока (~20-30 м/с) и для перенастройки дифференцированной подачи охлаждающей жидкости на валки (наиболее эффективный канал СРП для устранения локальной неплоскостности) в клетях требуется определенное время, то некоторая часть полосы из первых клетей с локальной неплоскостностью проходит последнюю клеть без регулирования ([4], Божков А.И., Настич В.П. Плоскостность тонколистового проката. - М. : ИНТЕРМЕТ ИНЖИНИРИНГ, 1998. - 264с.). Это является недостатком рассматриваемого устройства.
Сократить количество прокатанной полосы с локальной неплоскостностью можно путем определения локальных утолщений на подкате на входе в стан и создания условий минимального обжатия утолщенных участков в каждой клети. Первое достигается установкой измерителя толщины по ширине подката на входе в первую клеть, второе - увеличением подачи охлаждающей жидкости на участок валка, соответствующий локальному утолщению на полосе, и уменьшением подачи смазки на этот же участок валка.
Сущность предлагаемого устройства заключается в том, что оно содержит блок технологической автоматики, измерители усилий и скоростей прокатки, измеритель неплоскостности, блок формирования уставок гидроизгиба и охлаждения валков последней клети стана, блок расчета разностей между величинами станочных профилировок, усилий и скоростей прокатки в j-й (j=1,...n-1) и последней (n-й) клетях стана, блок расчета регулировочных уставок гидроизгиба и подачи охлаждающей жидкости для j-й клети, системы гидроизгиба и охлаждения прокатных валков, соединенные с блоком технологической автоматики j-ой (j=1,...n-1) клети стана, видеоустройство системы слежения за процессом прокатки. При этом оно снабжено измерителем толщины подката по ширине, установленным перед первой клетью прокатного стана, выход которого соединен с входом арифметического блока определения локальных утолщений на подкате и запоминания их местоположения. Выход этого блока соединен с входом блока технологической автоматики, предназначенным для подачи сигналов системе охлаждения прокатных валков для максимальной подачи охлаждающей жидкости и системе дифференцированной подачи смазки по длине бочки валков для минимальной подачи смазывающего вещества на участки валков, соответствующие участкам полосы с локальными утолщениями. Система дифференцированной подачи смазки по длине бочки валков имеется в первых клетях стана.
Сопоставительный анализ с прототипом показывает, что заявляемое устройство отличается наличием новых приспособлений и блоков: измеритель толщины подката по ширине, арифметический блок и система для дифференцированной подачи смазки по длине бочки валков.
На фиг.1 представлена схема связей предлагаемого устройства с остальными элементами систем прокатного стана.
Устройство автоматического регулирования плоскостности полос содержит измерители усилий 1 и скоростей 2 прокатки, выходы которых соединены с входами 3.1, 3.2, 3.3, 3.4 первого арифметического блока 3, выход которого соединен с входом 4.1 второго арифметического блока 4, входы 4.2, 4.3 которого соединены с выходами блока 5 формирования уставок гидроизгиба и охлаждения валков в последней клети. Выход измерителя неплоскостности 6 соединен с входом блока 5 и входом 4.4 второго арифметического блока 4. Выход измерителя толщины подката по ширине 7, установленный перед первой клетью стана холодной прокатки, соединен с входом третьего арифметического блока 8. Выходы арифметических блоков 4 и 8 соединены с входом блока 9 технологической автоматики, осуществляющей управление гидроизгиба 10, системой охлаждения 11 и системой дифференцированной подачи смазки 12 по длине валков j-ой клети стана, и видеоустройством 13.
Входы 3.5, 3.6, 3.7, 3.8, 3.9 первого арифметического блока 3, 4.5, 4.6, 4.7, 4.8, 4.9, 4.10, 4.11, 4.12, 4.13 второго арифметического блока 4 и 8.1 третьего арифметического блока 8 соединены с интерфейсом вычислительного средства технологической автоматики.
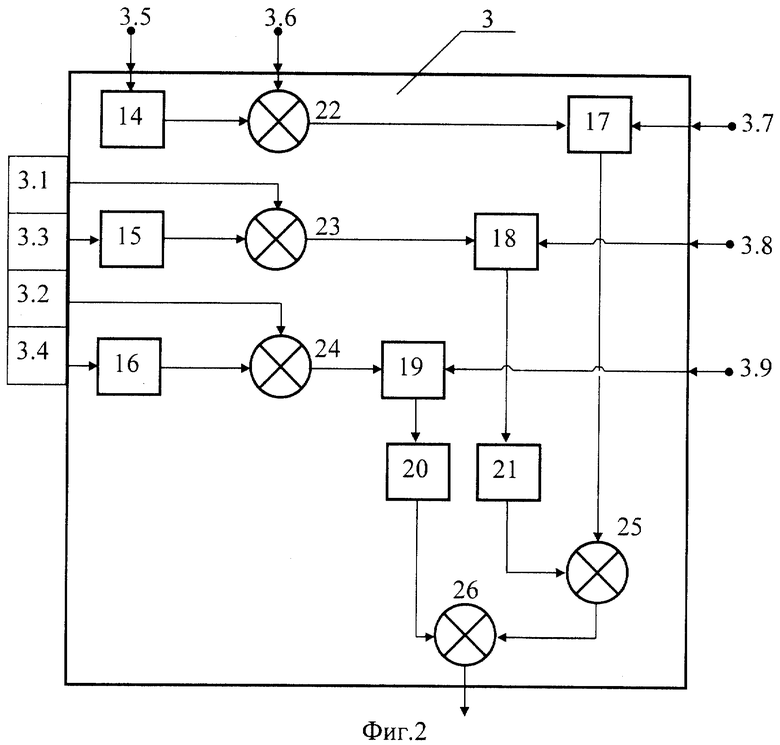
На фиг.2 приведена блок-схема первого арифметического блока расчета разностей между величинами станочных профилировок, усилий и скоростей прокатки j-й и n-й клетей стана. Измерители усилий (Рj, Рn) и скоростей (Vj, Vn) прокатки для j-й и n-й клетей соответственно представлены в виде датчиков 3.1-3.4. Выходы датчиков 3.3-3.4 соединены с входами инверторов 15 и 16, выходы которых соединены с первыми входами сумматоров 23 и 24, вторые входы которых соединены с выходами датчиков 3.1-3.2. Вход инвертора 14 соединен с каналом интерфейса, который выдает сигналы о значениях станочных профилировок рабочих валков n-й клети (Dn). Выход инвертора 14 соединен с первым входом сумматора 22, второй вход которого связан с каналом интерфейса, который выдает сигналы о значениях станочных профилировок рабочих валков j-й клети (Dj). Выходы сумматоров 22, 23 и 24 соединены с первыми входами умножителей 17, 18, 19, вторые входы которых связаны с каналами интерфейса, которые выдают сигналы о значениях коэффициентов передачи от воздействий станочной профилировки (KDj), усилия (KPj) и скорости (KVj) прокатки j-й клети на неравномерность натяжения и форму полосы. Выходы умножителей 18 и 19 соединены с входами инверторов 20 и 21, выходы которых соединены с первыми входами сумматоров 25 и 26, где второй вход сумматора 25 соединен с выходом умножителя 17, а второй вход сумматора 26 соединен с выходом сумматора 25. Выходным каналом первого арифметического блока является выход сумматора 26.
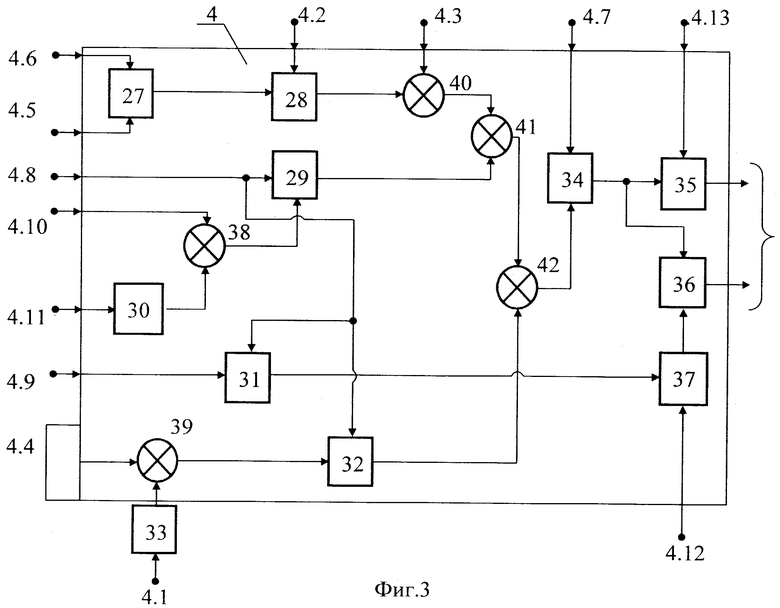
На фиг. 3 представлена блок-схема второго арифметического блока расчета регулировочных уставок гидроизгиба и подачи СОЖ для j-ой клети стана.
Выход первого арифметического блока соединен с входом инвертора 33, выход которого соединен с первым входом сумматора 39, второй вход которого соединен с входом датчика 4.4 измерителя неплоскостности 6, установленного на выходе последней клети стана, который выдает сигналы о неравномерности натяжений по ширине полосы (δσn). Выход сумматора 39 соединен с первым входом делителя 32, второй вход которого связан с каналом интерфейса, который выдает сигналы о значении коэффициента передачи от воздействий гидроизгиба (KFj), валковой системы j-й клети на неравномерность натяжения и форму полосы. С этим же каналом интерфейса связаны первый вход делителя 29 и первый вход делителя 31. Второй вход делителя 29 соединен с выходом сумматора 38, первый вход которого соединен с каналом интерфейса, который выдает сигналы о значении неравномерности натяжений по ширине полосы в j-й клети стана (δσзадj). Второй вход сумматора 38 соединен с инвертором 30, вход которого связан с каналом интерфейса, который выдает сигналы о значении неравномерности натяжений по ширине полосы в n-й клети стана (δσзадn). Второй вход делителя 31 связан с каналом интерфейса, который выдает сигнал о значении коэффициента передачи от воздействий охлаждения (KQj) валковой системы j-й клети на неравномерность натяжения и форму полосы. Первый вход умножителя 28 соединен с первым выходом блока формирования уставок гидроизгиба (Fгn) охлаждения (δQn) валков и n-й клети, который выдает сигнал δQn. Второй вход умножителя 28 соединен с выходом делителя 27, входы которого связаны с каналами интерфейса, и которые выдают сигналы о значениях коэффициентов передачи от воздействий охлаждения (KQj) и гидроизгиба (Fгn) валковой системы n-й клети на неравномерность натяжения и форму полосы. Выходы умножителя 28 и делителей 29, 32 соединены с первыми входами сумматоров 40, 41, 42. Второй вход сумматора 40 соединен с вторым выходом блока формирования уставок гидроизгиба и охлаждения валков в n-й клети, который выдает сигнал Fгn. Выход сумматора 41 соединен с вторым входом сумматора 42, выход которого соединен с первым входом делителя 34, второй вход которого соединен с каналом интерфейса, который и выдает сигнал о значении изменения жесткости полосы за j-й клетью (Δgj). Выход делителя 34 соединен с первым входом умножителя 35 и с первым входом умножителя 36, второй вход которого соединен с выходом умножителя 37, первый вход которого соединен с выходом делителя 31. Вторые входы умножителей 35 и 37 связаны с каналами интерфейса, которые выдают сигналы о значениях весовых коэффициентов уставок гидроизгиба (K1)и охлаждения валков (K2) в j-й клети. Выходы умножителей 35 и 36 являются выходами второго арифметического блока и соединены с входами блока технологической автоматики 9.
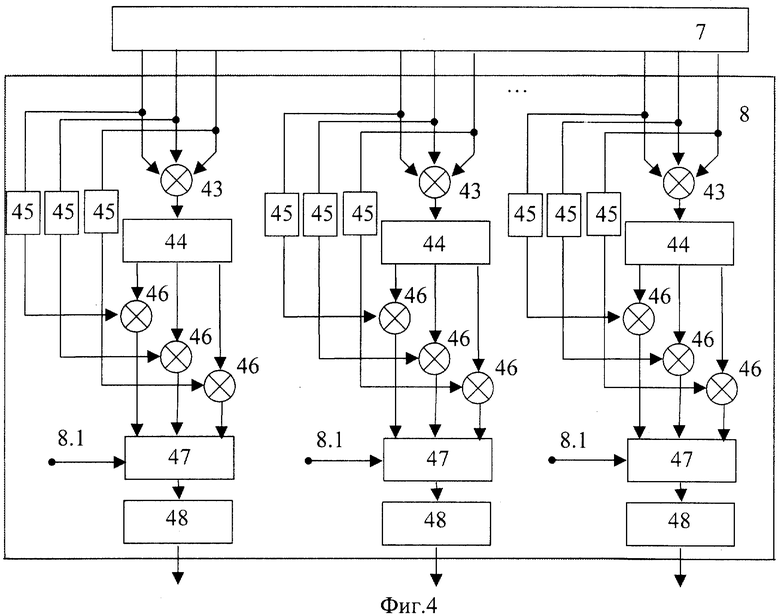
На фиг.4 представлена блок-схема третьего арифметического блока определения локальных утолщений на подкате и запоминания их местоположения.
С измерителя толщины подката по ширине 7 дискретные значения толщины Hi(i= 1,..,N - заданное число измерений на ширине полосы) поступают на входы сумматоров 43 и на входы инверторов 45. Выходы сумматоров 43 соединен с входами делителей 44, выходы которых соединены с первыми входами сумматоров 46, вторые входы которых соединены с выходами инверторов 45. Выходы сумматоров 46 соединены с первыми входами блоков сравнения 47, вторые входы которых соединены с каналом интерфейса 8.1, который выдает сигналы о пороговом значении разности толщины подката (ΔHзад). Выходы блоков сравнения 47 соединены с входами блоков запоминания 48, в которых фиксируются номера i участков по ширине подката, имеющих локальное утолщение. Выходы блоков запоминания 48 являются выходами третьего арифметического блока и соединены с входами блока технологической автоматики 9.
Текущие значения управляющих каналов стабилизации процесса прокатки и регулирования формы полосы с выходов умножителей 35, 36 выражаются в процентах от их максимальных значений, а распределение натяжений по ширине полосы описывают параболой и для простоты задаются через неравномерность
δσj = δσкрj-δσсрj, j = 1, ..., n, (1)
где σкр, σср - удельные натяжения на краю и середине полосы (на практике распределение натяжений по ширине полосы имеет самый разнообразный характер и может задаваться либо в табличном виде, либо полиномами различного порядка).
Весовые коэффициенты K1 и K2 связаны зависимостью
K1=1-K2, (2)
а коэффициенты передачи KDj, Kpj, Kvj, KFj, KQj, KDn, KFn, KQn и коэффициент изменения жесткости полосы Δgj рассчитывают по известной методике.
Устройство автоматического регулирования плоскостности полос работает следующим образом.
Текущие значения усилия и скорости прокатки, измеренные в последней (n-й) клети стана датчиками 3.3 и 3.4 (фиг.2), поступают на входы инверторов 15 и 16 соответственно первого арифметического блока. На вход инвертора 14 подается сигнал, соответствующий задаваемому значению станочной профилировки рабочих валков и последней клети стана, который суммируется в сумматоре 22 с сигналом, соответствующим задаваемому значению станочной профилировки рабочих валков управляемой (j-й) клети стана. Текущие значения усилия и скорости прокатки, измеренные в управляемой клети датчиками 3.1 и 3.2, суммируются с выходными сигналами инверторов 15 и 16 соответственно. Сигналы с выходов сумматоров 22, 23 и 24 подаются на первые входы умножителей 17, 18 и 19, на вторые входы которых подаются сигналы, соответствующие задаваемым значениям коэффициентов передачи KDj, KPj, KVj на неравномерность натяжения в управляемой клети до действия станочной профилировки, усилия и скорости прокатки. Для стана холодной прокатки "2030" ОАО "НЛМК" были получены эмпирические зависимости коэффициентов передачи:
KDj=120hj+0,000182 B,
Kpj=0,09-0,00545hj-0,0000273 В, (3)
j=1,...,n,
Kvj=0,05-0,00364hj-0,0000182 В,
где hj, В - толщина и ширина полосы на выходе j-й клети, мм.
Перемноженные сигналы Kpj, и с выхода сумматора в умножителе Kvj и с выхода сумматора в умножителе инвертируются в инверторах. В сумматоре складываются сигналы с выхода умножителя и выхода инвертора и результирующий сигнал поступает на вход сумматора, где он суммируется с сигналом с инвертора и результирующий сигнал с выхода сумматора поступает на вход инвертора второго арифметического блока. Текущие значения неравномерности натяжения полосы, измеренные датчиком на выходе из стана на различных участках ширины полосы, либо через фиксированные интервалы времени, либо через фиксированное число оборотов измерительного ролика (например, при использовании стрессометрического ролика), поступают на вход сумматора, где суммируются с выходным сигналом инвертора. Результирующий сигнал с сумматора подается на вход делителя, где делится на задаваемый сигнал, соответствующий коэффициенту передачи KFj, на неравномерность натяжения в управляемой клети от действия подачи СОЖ, и на делитель, где на него делится результирующий сигнал с выхода сумматора, на входы которого подается сигнал о заданном значении неравномерности натяжения по ширине полосы δσзадj в управляемой клети и инвертируемый в инверторе сигнал о заданном значении неравномерности натяжения по ширине полосы δσзадn в последней клети.
Для стана холодной прокатки "2030" ОАО "НЛМК" были получены эмпирические зависимости коэффициентов передачи KQj и KFj:
KQj=0,073hj+0,000114 В,
KFj=0,236hj+0,000182 В, (4)
j=1,...,n.
Сигналы о заданных значениях коэффициентов передачи на неравномерность натяжения в n-й клети от усилия гидроизгиба KFn, и от действия подачи СОЖ KQn, подаются на входы делителя, с выхода которого сигнал KQn/KFn попадает на первый вход умножителя, на второй вход которого с блока уставок гидроизгиба и охлаждения валков для последней клети стана подается сигнал об изменении уставки на расход СОЖ δQnQ в последней клети стана. Полученный на выходе умножителя сигнал подается на вход сумматора, где суммируется с выходным сигналом о значении усилия гидроизгиба в последней клети Fгn с блока формирования уставок гидроизгиба и охлаждения валков. Результирующий сигнал с выхода сумматора суммируется с выходным сигналом делителя в сумматоре, с выхода которого результирующий сигнал суммируется в сумматоре с выходным сигналом делителя. Результирующий сигнал с выхода сумматора подается на вход делителя, в котором делится на сигнал о задаваемом (или рассчитанном (3)) значении изменения жесткости полосы на выходе из управляемой клети. Сигнал с выхода делителя подается на вход умножителя, где перемножается с сигналом о заданном значении весового коэффициента K2. С выхода умножителя и выхода делителя сигналы подаются на входы умножителя. Одновременно с выхода делителя сигнал подается на вход умножителя и перемножается с сигналом о заданном значении весового коэффициента K1. Полученные регулировочные сигналы с выходов умножителей подаются на вход блока технологической автоматики, который в свою очередь выдает управляющие сигналы Fгj и δQj на исполнительные механизмы регулирования системами гидроизгиба и подачей СОЖ в j-й клети. Сигналы с измерителя толщины подката по ширине 7, установленного на входе первой клети, поступают в арифметический блок 8 определения локальных утолщений на подкате и запоминания их местоположения (фиг.4). Все дискретные значения толщины подката по ширине Hi (i=1,..,N - заданное число измерений на ширине) разбиваются на группы, состоящие из трех значений. В сумматоре 43 они суммируются, а выходное значение из него в делителе 44 делится на три, таким образом находится величина  (порог сравнения)
(порог сравнения)
где k=1,2...,М - количество участков полосы, для которых вычисляется порог сравнения: М=N/3; m=1,4,7,10,...,N-2.
Инвертируемые значения толщины из инверторов 45 поступают в сумматоры 46, где вычисляется разность между фактическими значениями толщины Нi и порогом сравнения  поступающего из блока 44
поступающего из блока 44
В блоке 47 происходит сравнение ΔHфi с заданным значением ΔHзад, которое вводится оператором или выбирается автоматически в зависимости от толщины подката. Если ΔHфi≤ΔHзад, то локальное утолщение отсутствует и изменения в регулирование процесса не вносятся; если ΔHфi>ΔHзад, то на i-ом участке ширины полосы присутствует локальное утолщение, а значение индекса i запоминается в блоке 48. Из этого блока сигнал об индексе i подается в блок технологической автоматики 9, откуда поступает сигнал в систему охлаждения прокатных валков, в которой производится перераспределение подачи охлаждающей жидкости таким образом, чтобы на участок валков, соответствующий участку полосы с дефектом, подавалось максимальное количество охлаждающей жидкости. Аналогичный сигнал подается в систему дифференцированной подачи смазки по длине бочки валков, в которой производится перераспределение подачи смазки, и на этот участок подается минимальное количество смазки. При выборе значений уставок отдельных каналов регулирования в первую очередь используют систему охлаждения валков, гидроизгиб используют для оперативного регулирования формы полосы в случаях резкого изменения характера распределения натяжения по ширине полосы (смена типоразмера, изменение режима прокатки и т. д.) и снижают до минимума по мере стабилизации теплового профиля валков. Такая альтернатива достигается с помощью весовых коэффициентов К1 и К2, связанных зависимостью (1), которые могут принимать значения в диапазоне 0-1, тем самым изменяя вес канала регулирования (FrjδQj соответственно) в общей системе регулирования.
Использование предлагаемого устройства позволяет по сравнению с известным не только стабилизировать процесс прокатки за счет предварительного обжатия кромок полосы в первых клетях стана с учетом изменения ее жесткости на каждой ступени обжатия, увеличить выход годного за счет снижения вероятности обрыва полосы в межклетевых промежутках по причине появления трещин на ее кромках, улучшить геометрические характеристики проката за счет рационального использования систем регулирования плоскостности полосы, но и создать условия для максимального снижения обжатия утолщенного участка подката и прохождения его через стан без дополнительной вытяжки, что обуславливает предотвращение образования локальной неплоскостности на холоднокатаной полосе.
Источники информации
1. Devidson R. "Automatic flatness control". Iron and Steel Engineer, 1986, 10, pp.44-48.
2. Caristedt A.G., Keijser O. "Modern approach to flatness measurement and control in cold rolling". Iron and Steel Hngineer, 1991, 4, pp.34-37.
3. Авторское свидетельство СССР 1705072, кл. В 21 В 37/00, 1992.
4. Божков А.И., Настич В.П. Плоскостность тонколистового проката. - М.: ИНТЕРМЕТ ИНЖИНИРИНГ, 1998. - 264 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования формы полосы | 1990 |
|
SU1705072A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2312721C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС В ПРОЦЕССЕ ПРОКАТКИ | 2002 |
|
RU2211102C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОФИЛЕМ ВАЛКОВ ЛИСТОПРОКАТНОГО СТАНА | 1998 |
|
RU2133162C1 |
| НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2164182C2 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ МЕЖКЛЕТЕВОГО НАТЯЖЕНИЯ ПОЛОСЫ | 1999 |
|
RU2147951C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| СПОСОБ ПРОКАТКИ ПОЛОС ИЗ ТРАНСФОРМАТОРНОЙ СТАЛИ И СТАН ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2559069C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ НАСТРОЙКИ СКОРОСТЕЙ СМЕЖНЫХ КЛЕТЕЙ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПО ЗАДАННОМУ МЕЖКЛЕТЕВОМУ НАТЯЖЕНИЮ ПОЛОСЫ И ВЕЛИЧИНЕ ПЕТЛИ | 1998 |
|
RU2126304C1 |
| ОПОРНЫЙ УЗЕЛ РАБОЧЕГО ВАЛКА ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2147473C1 |
Изобретение относится к прокатному производству и может быть использовано в автоматизированных системах управления качеством прокатываемых полос на непрерывных тонколистовых станах. Технический результат - улучшение геометрических характеристик проката. Устройство содержит измеритель неплоскостности, измерители усилий и скоростей прокатки, системы гидроизгиба и охлаждения прокатных валков, блок расчета разностей между величинами станочных профилировок, усилий и скоростей прокатки в j-й (j=1,...,n-1) и последней n-й клетях стана, а также блоки расчета регулировочных уставок гидроизгиба и подачи охлаждающей жидкости для j-й клети и последней n-й клети стана. Новым в устройстве является то, что оно снабжено измерителем толщины подката по ширине, установленным перед первой клетью прокатного стана, арифметическим блоком определения локальных утолщений на подкате и запоминания их местоположения и системой дифференцированной подачи смазки по длине бочки валков в первых клетях стана. Предлагаемое устройство позволит стабилизировать процесс прокатки в первых клетях стана, увеличить выход годного и улучшить плоскостность холоднокатаных полос за счет предотвращения образования локальной неплоскостности в первых клетях непрерывного стана. 4 ил.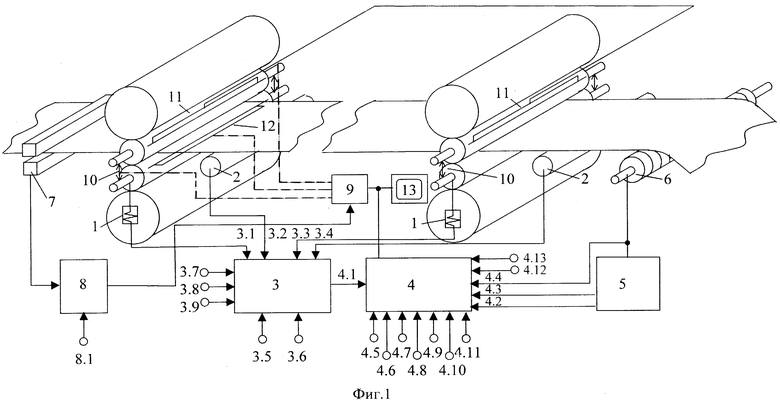
Устройство автоматического регулирования плоскостности полос на n-клетевом прокатном стане, содержащее блок технологической автоматики, измерители усилий и скоростей прокатки, блок формирования уставок гидроизгиба и охлаждения валков последней клети стана, вход которого соединен с выходом измерителя неплоскостности, установленного за последней клетью, системы гидроизгиба и охлаждения прокатных валков, соединенных с блоком технологической автоматики j-й (j= 1, . . . , n-1) клети стана, блок расчета регулирования уставок гидроизгиба и смазочно-охлаждающей жидкости для j-й клети, блок расчета разностей между величинами станочных профилировок, усилий и скоростей прокатки j-й и последней n-й клетей стана, первый и второй входы которого соединены с выходами измерителей усилия и скорости прокатки в j-й клети, третий и четвертый входы соединены с выходами измерителей усилия и скорости прокатки в n-й клети, первый вход блока расчета регулировочных уставок гидроизгиба и подачи смазочно-охлаждающей жидкости для j-й клети стана соединен с выходом блока расчета разностей между величинами станочных профилировок, усилий и скоростей прокатки j-й и последней n-й клетей стана, второй и третий входы - с выходами блока формирования уставок гидроизгиба и охлаждения валков в последней клети, четвертый вход - с выходом измерителя плоскостности, а выход - с входами блока технологической автоматики и видеоустройства системы слежения за процессом прокатки, отличающееся тем, что оно снабжено измерителем толщины подката по ширине, установленным перед первой клетью прокатного стана, выход которого соединен с входом арифметического блока определения локальных утолщений на подкате и запоминания их местоположения, выход которого соединен с входом блока технологической автоматики, предназначенным для подачи сигналов системе охлаждения прокатных валков для максимальной подачи охлаждающей жидкости и системе дифференцированной подачи смазки по длине бочки валков для минимальной подачи смазывающего вещества на участки валков, соответствующие участкам полосы с локальными утолщениями.
| Устройство для автоматического регулирования формы полосы | 1990 |
|
SU1705072A1 |
| Устройство для регулирования формы полосы в процессе непрерывной прокатки | 1990 |
|
SU1729644A1 |
| US 5855131 А, 05.01.1999 | |||
| DE 4424613 А1, 18.01.1996. | |||

