Область техники изобретения
Изобретение касается системы валков для прокатки угловых профилей из прокатываемого материала, содержащей установленный горизонтально верхний и установленный горизонтально нижний калиберные валки, совместно определяющие межвалковый зазор с открытыми калибрами, с расположением в плоскости прокатки перпендикулярно продвижению прокатываемого материала, а также по меньшей мере пару установленных не горизонтально обжимных валков, обжимающих прокатываемый материал с боков и определяющих плоскость прокатки, расположенную перпендикулярно направлению продвижения прокатываемого материала. Подобные угловые профили представляют собой, например, уголки с равными или не равными полками или подобные профили.
Уровень техники
Прокатка угловых профилей такого типа уже давно известна. При этом прокатка осуществляется в закрытых калибрах способом прокатки в двухвалковом прокатном стане.
Кроме того, например, в DE 3627729 C2 раскрыт сортовой сталепрокатный стан, в котором используются (универсальные) прокатные клети при необходимости в реверсивном прокатном процессе для образования желаемой формы поперечного сечения.
Применение многократно установленных друг за другом универсальных прокатных клетей для изготовления двутавровых балочных профилей раскрыто, например, в DE-OS 1427875.
Хотя применение двухвалковых прокатных клетей или универсальных прокатных клетей при прокатке угловых профилей из черновых профилей с обычно квадратным или прямоугольным поперечным сечением считается предпочтительным в отношении точности формы и размера образованного углового профиля, однако в отношении универсальности изготовления различных профилей и в отношении количества профильных калибров, необходимых для процесса обработки давлением, эти клети с в основном горизонтально установленными рабочими валками имеют недостатки, которые повышают затраты на изготовление различных угловых профилей. Для всех способов при закрытой калибровке является как раз обычным, что в зависимости от углового размера в угловом профиле требуется от пяти до девяти профильных калибров для того, чтобы из прямоугольного сечения получить угловой профиль.
Необходимым калибрам требуется при этом большая длина бочек прокатных валков, и они могут быть применимы лишь в ограниченных диапазонах толщины полок. Однако многие угловые профили изготавливаются с различной толщиной полок, что еще больше повышает число калибров и тем самым затраты на валки. Поэтому на практике уже предпринимались попытки модифицировать в прокатных станах процесс прокатки уголков тем, что на одной двухвалковой черновой клети получают прямоугольное поперечное сечение первого прохода с малым углом либо предварительно профилированное поперечное сечение первого прохода со сравнительно большим углом, которые затем обычным способом формируют за три прохода в одинаковых калибрах группы прокатных станов дуо-уни-дуо методом приближения до толщины полки готового уголка, и в завершение в отдельном отделочном калибре дуо обрабатывают до размеров готового уголка.
Однако недостаток этого варианта заключается в том, что при таком варианте прокатки обжимная клеть прокатного стана, выполняемая обычно как простая двухвалковая клеть, должна быть выполнена как затратная универсальная клеть. Другой существенный недостаток этого универсального способа прокатки заключается в том, что большие не приводные вертикальные валки должны приводиться в действие горизонтальными валками обжимной клети. Из-за этого в обжимной клети должна также прокатываться обжатая часть стенки профиля, что в вертикальных межвалковых зазорах приводит к утолщенным концам изготовленного профиля. Эти утолщения, в свою очередь, дополнительно усиливаются из-за необходимого поперечного обжатия и связанного с ним расплющивания прокатываемого материала. Наконец, из-за такого вида универсального способа прокатки невозможно заданным и контролируемым образом устанавливать заранее выбранные радиусы на вершинах полок уголков.
Задача изобретения
Задача изобретения заключается в усовершенствовании прокатки углового профиля в отношении устройства и способа таким образом, чтобы изготовление угловых профилей с равными и не равными полками, при необходимости с отличающейся толщиной обеих полок, в прокатных станах в конструкции реверсивного или непрерывного режима работы с возможностью допусков и в широком размерном диапазоне осуществлялось упрощенным и модифицированным образом.
Данная задача решается посредством системы валков, включая признаки пункта 1 формулы изобретения, и способа, включая признаки пункта 15 формулы изобретения. Предпочтительные формы выполнения изобретения представлены в зависимых пунктах формулы изобретения.
Сущность изобретения
В отношении устройства изобретением представлена система валков для прокатки угловых профилей из прокатываемого материала, в частности из стали, при которой плоскость прокатки, определенная по меньшей мере парой калиберных валков с открытым или закрытым калибром, не конгруэнтна плоскости прокатки, определенной по меньшей мере парой обжимных роликов. Более того, обжимные ролики установлены попарно перед - и/или позади межвалкового зазора, определенного калиберными валками. Согласно изобретению эта прокатная клеть может выполнять прокатку угловых профилей как в реверсивном, так и в непрерывном режиме движения.
Изобретение предпочтительно позволяет осуществлять с помощью предлагаемой усовершенствованной системы валков прокатку радиусных форм как с не обработанными, так и с закругленными краями. Уголки с равными или не равными полками с одинаковой или разной толщиной полок и с не обработанными вершинами полок или с вершинами полок с определенными закругленными краями могут быть прокатаны благодаря предлагаемому усовершенствованию системы валков при открытом или закрытом калибре, но с основными стандартными конструкциями клетей прокатных установок реверсивного, полунепрерывного или непрерывного действия. При этом под необработанными контурами понимаются такие контуры, которые являются результатом свободного расплющивания при формовке без намеренного воздействия на геометрию контура.
Предпочтительно из поперечных сечений первого прохода, достаточных по размеру с геометрической точки зрения, в черновых проходах прокатки применяют требуемые для соответствующей изготавливаемой угловой величины проходы для угловой калибровки с открытым или закрытым калибром в обычной известной форме. Эти формы поперечного сечения, обозначенные как задающие проходы, по своей форме геометрически предпочтительно подогнаны под последующие калибры, однако при этом предпочтительны также способы, при которых калибры геометрически подогнаны под форму поперечного сечения, заданную задающими проходами. Это в итоге означает, что предлагаемая открытая или закрытая калибровка также уже согласована с имеющимися геометрическими формами или ее использование возможно без дополнительных модификаций.
Принятые в уровне техники вертикальные валки, размещенные на прокатных клетях на центральной оси горизонтального валка попарно друг против друга, при которых тем самым определенная рабочими валками плоскость прокатки конгруэнтная плоскости прокатки, определенной обжимными валками, согласно изобретению заменяются предпочтительно вертикально установленными обжимными валками, которые размещены перед - и/или позади так называемых Н-образных валков и могут быть подведены к зоне бочек калиберных или Н-образных валков.
В предпочтительном варианте осуществления изобретения обжимные ролики размещены попарно позади калиберных валков, в результате чего плоскость прокатки, определенная по меньшей мере парой обжимных роликов, лежит в направлении движения прокатываемого материала за плоскостью прокатки калиберных валков. В альтернативном и также предпочтительном варианте осуществления изобретения обжимные ролики размещены попарно перед калиберными валками, в результате чего плоскость прокатки, определенная по меньшей мере парой обжимных роликов, лежит в направлении движения прокатываемого материала перед плоскостью прокатки калиберных валков. Однако особо предпочтительной является форма выполнения, при которой по меньшей мере пара обжимных роликов размещена перед и по меньшей мере пара обжимных роликов размещена за калиберными валками, что особо положительно способствует реверсивному режиму работы предлагаемой системы валков.
Однако предлагаемая система валков может точно так же использоваться в непрерывном режиме прокатки, при этом не существует никаких препятствий в отношении промышленного оборудования. Если, например, система валков с обжимными роликами, размещенными перед и за калиберными валками, используется в непрерывном режиме работы, то в данном случае при необходимости пара обжимных роликов, расположенная перед калиберными валками, может быть надежно удалена из зоны угловых кромок и тем самым не может воздействовать на результат прокатки. Разумеется, то же самое аналогичным образом действительно и для пары обжимных роликов, расположенных в направлении прокатки за калиберными валками.
Предпочтительно, если предлагаемая система валков расположена на общем основании клети и таким образом может также использоваться как в некоторой степени модифицированная универсальная прокатная клеть внутри прокатного стана. Благодаря этому предпочтительному варианту осуществления может также обеспечиваться переналадка или замена, включая клети, или замена полного набора валков.
Особое преимущество в размещении пар обжимных роликов перед- и/или за плоскостью прокатки калиберных валков заключается в том, что обжимные ролики при необходимости могут быть установлены относительно друг друга на расстоянии, меньшем ширины бочек калиберных валков. В обычных универсальных прокатных клетях установка обжимных роликов относительно друг друга, как правило, ограничивалась определением параметров рабочих валков, при этом, в частности, не было возможности применять обжимные ролики при ширине профилей, которая была меньше ширины бочек рабочих валков. Согласно изобретению данная проблема решается особо простыми средствами, при этом повышается возможность использования предлагаемой системы валков без необходимости встраивания калиберных валков с меньшей шириной бочек для более узких профилей. Прокатанная ширина может быть тем самым меньше ширины бочки по горизонтали, благодаря чему предотвращается существенный недостаток известной ранее из уровня техники универсальной калибровочной прокатки с обычной Н-образной и V-образной системой валков и межвалковым зазором между V-образными валками и торцевыми поверхностями Н-образных валков.
Одновременно благодаря этому одинаковым набором валков могут прокатываться также уголки с разной длиной полок, причем это, в частности, обеспечивает преимущественно в том случае, если обжимные ролики отдельно и также внутри соответствующих пар обжимных роликов могут быть подведены к прокатываемому материалу.
Н-образные валки клетей имеют одинаково сконструированные открытые просечные калибры для уменьшения толщины до желаемой толщины готового уголка. При этом, как правило, во всех клетях ширина бочек выбирается такой величины, чтобы в зоне бочек Н-образных валков формовались также продольные длины полок, соответствующие размерному ряду, специфическому по расчетным параметрам.
По сути предлагаемого изобретения обжимные валки не должны быть расположены вертикально и перпендикулярно калиберным валкам. Напротив, рассматриваются формы исполнения как охваченные идеей изобретения, при которых обжимные ролики имеют лишь наклонное положение своих продольных осей к продольной оси верхнего или нижнего калиберного валка, благодаря чему в принципе становится возможной V-образная форма размещения пары или пар обжимных роликов по отношению друг к другу. Преимущество наклонного положения продольных осей обжимных роликов заключается в меньшем изгибе полок в обратную сторону в чистовом пропуске. Это предпочтительно, в частности, при угловых профилях с большой длиной полок.
В принципе благодаря способности предлагаемой системы валков устанавливать обжимные ролики под наклоном к прокатываемому материалу обеспечивается возможность изготовления большого многообразия профилей без необходимости замены всего оборудования. При этом предпочтительно совершается воздействие на среднюю протяженную ширину профиля и тем самым на длину полок со стороны вертикальных, однако по меньшей мере установленных под наклоном обжимных роликов. Зависящие от ширины размерные ряды определяются преимущественно возможной зоной вертикальной установки системы валков, предпочтительно в модифицированной универсальной прокатной клети, поскольку обжимным роликам не препятствует ширина Н-образных бочек.
Форма обжимных роликов предлагаемой системы валков не является строго цилиндрической с круглым поперечным сечением, а может по меньшей мере на части длины обжимных роликов отклоняться от этой формы. Согласно изобретению вертикальным обжимным роликам в зависимости от примененной горизонтальной формы калибра калиберных валков придается цилиндрическая или конически ровная форма, если концы полок изготавливаемого углового профиля желательно выполнять с не обработанными краями или с неопределенным радиусом краев. Однако для выполнения определенных концов полок с заданными радиусами выбега установленные вертикально обжимные ролики могут быть также снабжены уступом и в месте уступа выполнены с определенным радиусом перехода. Но снабженные уступом обжимные ролики с радиусом перехода могут применяться также для горизонтальных форм калибров калиберных валков с горизонтальным и параллельным положением полок углового профиля относительно продольной оси соответствующих калиберных валков. Использование снабженных уступами, установленных вертикально обжимных роликов с определенным радиусом перехода между полками углового профиля, может потребовать нового, не принятого ранее режима работы калиберных валков и обжимных роликов. В зависимости от выбранной калибровки калиберных валков и обжимных роликов при этом могут быть выбраны предпочтительно различные методы и установочные режимы работы:
а) Применение ровного обжимного ролика в цилиндрическом исполнении и калибра рабочего валка при горизонтальном, параллельном положении полок углового профиля относительно оси калиберных валков:
Горизонтальные и вертикальные установки применяются аналогично обычному универсальному валку. В этом случае рабочие направления горизонтальных и вертикальных установок перпендикулярны толщине полки изготавливаемого углового профиля и вытянутой ширине его заготовки, в результате чего они становятся эффективными непосредственно и в соотношении 1:1 в соответствии с изменениями установочных перемещений. При этом линия прокатки остается центрической в соответствии с первоначальной направленностью и не меняется из-за возможных установочных изменений.
б) Применение ровного обжимного ролика в коническом исполнении и калибра рабочего валка с горизонтально наклонным положением полок относительно оси Н-образных валков:
При этом горизонтально-вертикальные установки через определенный фактор воздействуют на толщину полки и вытянутую ширину заготовки изготавливаемого углового профиля. Рабочее направление установочных движений при этом не перпендикулярно подвергающимся воздействию параметрам профиля, а именно толщине полки и вытянутой ширине заготовки. Используемая полностью автоматизированная система регулирования установки и межвалкового зазора предпочтительно учитывает это воздействие и упрощает манипулирование всей системой управления. В этом варианте осуществления также линия прокатки остается центрической в соответствии с первоначальной направленностью и не меняется из-за возможных установочных изменений.
в) Применение калиброванного уступами вертикального обжимного ролика в цилиндрическом исполнении и калибра горизонтального рабочего валка с горизонтальным, параллельным положением полок относительно оси Н-образных валков:
Здесь изменения горизонтально-вертикальных установок действуют непосредственно в соотношении 1:1 на толщину полки и вытянутую ширину заготовки, поскольку установочные рабочие направления лежат перпендикулярно толщине полки углового профиля от ширины его вытянутой заготовки. Благодаря снабженным уступом калиброванным вертикальным обжимным роликам в этом варианте осуществления нижний контур профиля нижнего рабочего валка постоянно определен в его положении. Это соответственно обусловливает то, что лишь верхний горизонтальный валок устанавливается для уменьшения толщины полки. Предпочтительно применяемая полностью автоматизированная система регулирования установки и межвалкового зазора учитывает это при необходимости и в таком случае блокирует нижнюю горизонтальную установку рабочих валков. Середина линии прокатки перемещается в соответствии с изменениями установки верхнего горизонтального валка систематически в направлении к горизонтальному нижнему калиберному валку.
г) Применение ступенчато калиброванного вертикального обжимного ролика в коническом исполнении и калибра горизонтального рабочего валка с горизонтальным, наклонным положением полок прокатываемого углового профиля к оси Н-образных валков:
При этом горизонтальные и вертикальные установки через заданный фактор воздействуют на толщину полки и вытянутую ширину заготовки прокатываемого углового профиля. Рабочее направление установочных движений при этом действует не перпендикулярно подвергающимся воздействию параметрам профиля, а именно, толщине полки и вытянутой ширине заготовки. Благодаря ступенчато калиброванным вертикальным обжимным роликам нижний профиль контура нижнего горизонтального калиберного валка по своему положению определенно сопоставим с вертикальными обжимными роликами.
Изменения вертикальной установки обжимных роликов воздействуют на упомянутое сопоставление и компенсируются преимущественно корректировками позиционирования нижнего горизонтального калиберного валка. Уменьшение толщины полок углового профиля осуществляется преимущественно исключительно установками верхнего горизонтального калиберного валка. Предпочтительно применяемая полностью автоматизированная система регулирования установок и межвалкового зазора учитывает при этом все эти воздействия и способствует особо простому манипулированию способом. При этом середина линии прокатки смещается в соответствии с изменениями установок верхнего горизонтального калиберного валка в направлении к нижнему горизонтальному рабочему валку, причем корректировки позиционирования нижнего рабочего валка, обусловленные изменениями вертикальных размеров, могут иметь при данных условиях противоположное или усиливающее действие.
В общем следует заметить, что имеющиеся прокатные станы с универсальными прокатными клетями по своей конструкции характеризуются чередованием универсальных и обжимных прокатных клетей. При выборе достаточных параметров обжимных клетей относительно их максимальной прокатной силы и максимального прокатного момента они могут быть подключены к процессу прокатки для уменьшения толщины полок углового профиля. Универсальные прокатные клети, обусловленные их машинными конструктивными параметрами относительно максимальной прокатной силы и максимального прокатного момента, выполняют при этом основную формовочную работу при изготовлении углового профиля из чернового профиля. В универсальных клетях, кроме того, наряду с уменьшением толщины полок также средняя, вытянутая ширина профиля целенаправленно подгоняется под различные угловые параметры.
Поскольку каждая предлагаемая система валков содержит расположенные попарно обжимные ролики перед- и/или за установленными горизонтально калиберными валками (образующими калибр прокатки), то применение предлагаемой системы валков оказывает весьма эффективное действие на вытянутую ширину углового профиля, хотя при малых обжимных роликах максимальная вертикальная прокатная сила, прикладываемая к обычным вертикальным валкам с большим диаметром валка и большой шириной бочки, может быть значительно превышена.
Поскольку универсальные прокатные станы согласно уровню техники содержат, как правило, удвоенное количество универсальных клетей по сравнению с обжимными клетями, то согласно изобретению необходимое уменьшение ширины преимущественно распределяется на удвоенное количество пропусков по сравнению с обычным известным универсальным способом прокатки углового профиля. Благодаря размещению обжимных роликов перед и/или за горизонтальными калиберными валками имеется также возможность сразу же скомпенсировать расширения, вызванные за пропуск уменьшением толщины полок. Этим количество возможных вертикальных пропусков при применении предлагаемой системы валков еще раз удваивается. Это имеет преимущества в технологии обработки давлением, в частности, при изготовлении полок малой толщины, при которых обжатия по ширине должны намеренно выдерживаться минимальными.
Дополнительные возможности конструктивного оформления обжимных роликов в непрерывной системе, например, с отличающимся диаметром или смещенным расположением перед и/или за клетью(клетями), служащей(служащими) опорой для горизонтальных калиберных валков, также расширяют применимость при изготовлении различных угловых профилей.
В особо предпочтительном варианте осуществления изобретения предлагаемая система валков является частью прокатного стана, который содержит по меньшей мере одну прокатную клеть с предлагаемой системой валков и по меньшей мере один чистовой калибр. Альтернативно предлагаемая система валков может быть также частью компактного или тандемного узла, который содержит по меньшей мере одну предлагаемою систему валков и чистовой калибр, а также размещенную между системой валков и чистовым калибром пару обжимных роликов. Особо предпочтительно во втором альтернативном варианте, если компактный чистовой узел содержит две предлагаемых системы валков и одну пару обжимных роликов, размещенную между этими двумя системами валков. Это способствует применимости предлагаемой системы валков в уже известных концепциях установок при полной достижимости вышеназванных целей.
В прокатных станах реверсивного действия, обычно с компактной группой из трех клетей с двумя универсальными клетями и одной обжимной клетью, горизонтальные рабочие валковые калибры на универсальных клетях и на обжимной клети обычно выполняются одинаковыми. В таком случае вторая универсальная клеть должна использоваться как двухвалковая клеть, для того чтобы вместить чистовой калибр. Однако согласно изобретению этого можно избежать, если обжимная клеть (с расположенными горизонтально обжимными валками, так называемый «эджер») выполнена с возможностью перемещения, имеется достаточная длина бочек и обжимная клеть имеет достаточно большие размеры в отношении технологического оборудования. В этом случае чистовой калибр может быть размещен на обжимной клети (эджере) и вторая прокатная клеть может быть использована для эффективной черновой прокатки вместе с предлагаемой системой валков. Кроме того, это дополнительное размещение чистового калибра на выступающей части обжимной клети способствует тому, что для этого типа прокатки угловых профилей также может применяться группа прокатных клетей из двух клетей с предлагаемой системой прокатных валков и обжимной клетью (эджером).
Это имеет место также в том случае, если дополнительно к компактной группе имеется отдельная чистовая клеть. Поскольку при больших углах процесс отгибания полок углового профиля в положение на 90° в чистовой клети регулировать весьма затруднительно, то вытяжной калибр в первой и второй прокатной клети компактной группы может быть выбран также разным в геометрии острого угла. Длительный процесс отгибания может тогда предпочтительно полностью или частично осуществляться в обжимной клети. Подготовленная отгибаемость в положение на 90° может подготавливаться также, кроме того, предпочтительно при использовании перемещаемого обжимателя с горизонтально установленными обжимными валками (эджер) с достаточной длиной бочек, во втором калибре на самой обжимной клети. В этом случае в последнем пропуске предпочтительно вторая прокатная клеть с предлагаемой системой валков прогоняется перед угловым профилем вхолостую и процесс отгибания подготавливается в черновом калибре на плющителе и завершается на отдельной чистовой клети. Преимущества этого особого решения заключаются, в частности, в малом износе калибров в чистовом калибре и в более плоском конструктивном исполнении калибров прокатных клетей с открытым или закрытым калибром, усовершенствованных согласно изобретению, что в целом способствует более эффективной эксплуатации валков.
С точки зрения способа изобретение реализуется благодаря тому, что для изготовления угловых профилей применяют систему валков, содержащую установленный горизонтально верхний и установленный горизонтально нижний калиберные валки, совместно определяющие межвалковый зазор с открытыми или закрытыми калибрами, располагающийся в плоскости прокатки перпендикулярно продвижению прокатываемого материала, и по меньшей мере пару установленных не горизонтально обжимных валков, обжимающих прокатываемый материал с боков и определяющих плоскость прокатки, расположенную перпендикулярно направлению продвижения прокатываемого материала, причем плоскость прокатки, определенная по меньшей мере парой калиберных валков, и плоскость прокатки, определенная парой обжимных роликов, не конгруэнтны. Согласно изобретению прокатываемый материал формуется при этом до и/или после пропуска через горизонтально установленные калиберные валки посредством по меньшей мере пары установленных не горизонтально обжимных валков.
Вытекающие из этого преимущества соответствуют тем, которые уже были изложены в связи с предлагаемым устройством.
Краткое описание чертежей
Изобретение подробно поясняется ниже на основании двух чертежей, на которых схематически представлены предпочтительные варианты осуществления изобретения.
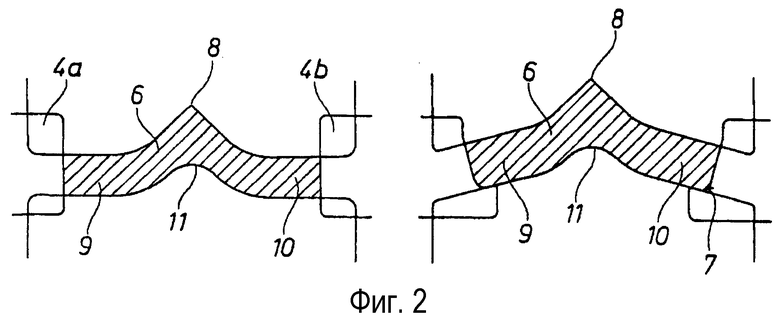
Фиг.1 представляет предлагаемую универсальную прокатную клеть в виде сбоку.
Фиг.2 представляет различные формы калибров обжимных роликов в предлагаемой универсальной прокатной клети.
Вариант осуществления изобретения
На фиг.1 представлена предлагаемая система 1 валков, при которой верхний установленный горизонтально калиберный валок 2 и нижний установленный горизонтально калиберный валок 3 определяют межвалковый зазор и плоскость прокатки, располагающуюся перпендикулярно направлению перемещения (показано стрелкой «ход перемещения») прокатываемого материала 6. Представленная здесь система 1 валков, размещенная в общей клети, используется как прокатная клеть реверсивного действия, через которую прокатываемый материал 6 проходит как слева направо, как показано на чертеже, так и справа налево через плоскость прокатки, определенную верхним калиберным валком 2 и нижним калиберным валком 3. На чертеже слева со смещением к плоскости прокатки, определенной калиберными валками 2 и 3, размещена пара левых обжимных роликов 4, из которых на чертеже показан лишь передний обжимной ролик. Аналогично и на том же расстоянии от плоскости прокатки верхнего калиберного валка 2 и нижнего калиберного валка 3 установлена правая пара обжимных роликов 5, плоскость прокатки которых также располагается перпендикулярно направлению перемещения прокатываемого материала 6 и не конгруэнтна плоскости прокатки, определенной верхним и нижним калиберными валками 2, 3. Из-за небольших продольных параметров соответствующих обжимных роликов 4, 5 и размера смещения соответствующих плоскостей прокатки пар обжимных роликов 4, 5 к плоскости прокатки, определенной верхними и нижними калиберными валками 2, 3, подача соответствующих пар обжимных роликов 4, 5 друг к другу может осуществляться ближе, чем ширина бочки верхних и нижних калиберных валков 2, 3. Тем самым создается предлагаемая система 1 валков с открытым калибром.
На Фиг.2 представлены соответственно пары обжимных роликов 4а, 4b и 5а, 5b, причем пары обжимных роликов 4а, 4b имеют ровную, цилиндрическую калибровку с вертикальным расположением ее продольной оси относительно углового профиля 6. Благодаря калибровке обжимных роликов 4а, 4b образуются полки 9, 10 углового профиля, располагающиеся параллельно и на одной прямой относительно друг друга и соединенные между собой по вершине 8 на верхней стороне углового профиля 6 и угловому радиусу 11 на нижней стороне углового профиля 6. На правом изображении на Фиг.2 применены калиберные обжимные валки 5а, 5b, продольные оси которых, как и продольные оси обжимных роликов 4а, 4b на левом изображении, расположены вертикально. Однако при такой калибровке обжимных роликов 5а, 5b образуются полки 9, 10 углового профиля 6, которые расположены не параллельно и не на одной прямой друг к другу, но которые, однако, аналогично форме выполнения, показанной на левой стороне Фиг.2, также соединены между собой по острой вершине 8 на верхней стороне углового профиля 6 и угловому радиусу 11 на нижней стороне углового профиля 6. Кроме того, калибровка обжимных роликов 5а, 5и способствует образованию радиуса 7 вершины полки на нижней стороне соответствующей полки 9, 10 углового профиля 6.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ БАЛОК СО ШЛЯПНЫМ ПРОФИЛЕМ | 2021 |
|
RU2807300C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| Способ изготовления горячекатаного двутавра из фасонной заготовки | 2020 |
|
RU2758605C1 |
| СПОСОБ ПРОКАТКИ ДВУХГРЕБНЕВЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2005 |
|
RU2283706C1 |
| Способ прокатки угловой стали | 1987 |
|
SU1447435A1 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
| Способ прокатки двутавровых профилей | 1981 |
|
SU1002055A1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| СПОСОБ Х-Н-ПРОКАТКИ ДВУТАВРОВЫХ СТАЛЬНЫХ ПРОФИЛЕЙ С ПАРАЛЛЕЛЬНЫМИ ПОЛКАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2264871C2 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
Группа изобретений предназначена для прокатки угловых профилей. Клеть для прокатки угловых профилей содержит расположенные на общем основании установленные горизонтально верхний (2) и нижний (3) калиброванные валки, совместно определяющие плоскость прокатки, перпендикулярную направлению продвижения прокатываемого материала (6), и межвалковый зазор с открытыми или закрытыми калибрами, располагающийся в этой плоскости, и по меньшей мере пару установленных не горизонтально обжимных роликов (4, 5), обжимающих прокатываемый материал (6) с боков и определяющих плоскость прокатки, расположенную перпендикулярно направлению продвижения прокатываемого материала (6), причем плоскость прокатки, определяемая парой калиброванных валков (2, 3), и плоскость прокатки, определяемая по меньшей мере парой обжимных роликов (4, 5), не совпадают, а плоскость прокатки, определяемая парой обжимных роликов (4, 5), расположена в направлении движения прокатываемого материала (6) за и/или перед плоскостью прокатки калиброванных валков (2, 3). Компактный тандемный прокатный стан содержит по меньшей мере одну такую прокатную клеть, а изготовление профилей также предусматривает использование таких прокатных клетей для возможности производства изделий с расширением размерного ряда. 4 н. и 14 з.п. ф-лы, 2 ил.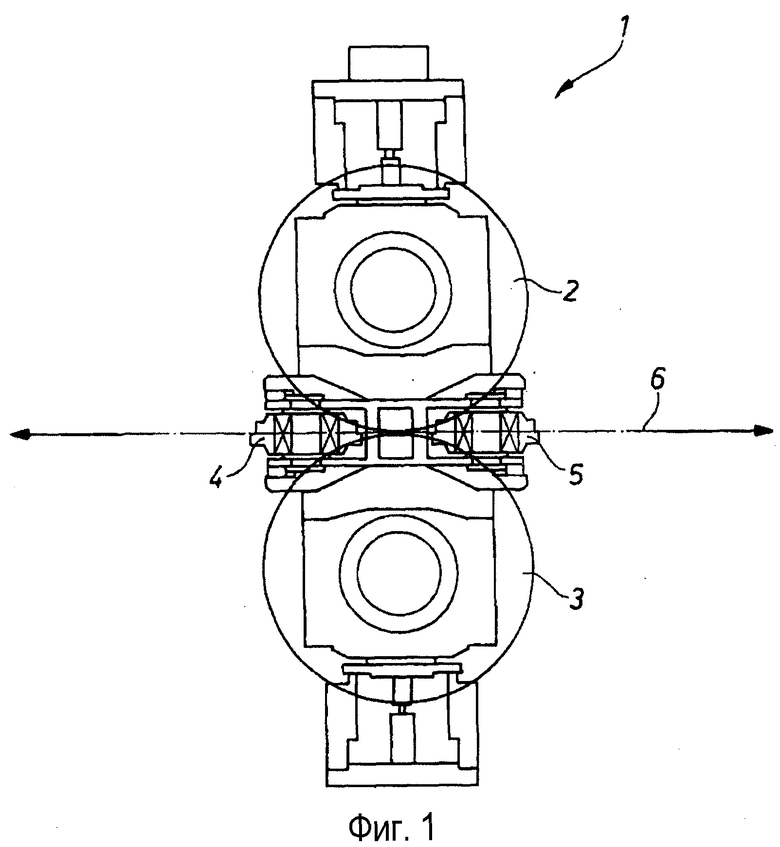
1. Клеть для прокатки угловых профилей, содержащая расположенные на общем основании установленные горизонтально верхний (2) и нижний (3) калиброванные валки, совместно определяющие плоскость прокатки, перпендикулярную направлению продвижения прокатываемого материала (6), и межвалковый зазор с открытыми или закрытыми калибрами, располагающийся в этой плоскости, и по меньшей мере пару установленных не горизонтально обжимных роликов (4, 5), обжимающих прокатываемый материал (6) с боков и определяющих плоскость прокатки, расположенную перпендикулярно направлению продвижения прокатываемого материала (6), причем плоскость прокатки, определяемая парой калиброванных валков (2, 3), и плоскость прокатки, определяемая по меньшей мере парой обжимных роликов (4, 5), не совпадают, при этом плоскость прокатки, определяемая парой обжимных роликов (4, 5), расположена в направлении движения прокатываемого материала (6) за и/или перед плоскостью прокатки калиброванных валков (2, 3).
2. Клеть по п.1, отличающаяся тем, что плоскость прокатки, определенная парой обжимных роликов (4, 5), расположена в направлении движения прокатываемого материала (6) за плоскостью прокатки калиброванных валков (2, 3).
3. Клеть по п.1 или 2, отличающаяся тем, что плоскость прокатки, определенная парой обжимных роликов (4, 5), расположена в направлении движения прокатываемого материала (6) перед плоскостью прокатки калиброванных валков (2, 3).
4. Клеть по п.1, отличающаяся тем, что она выполнена с возможностью использования в режиме непрерывной и/или реверсивной прокатки.
5. Клеть по п.1, отличающаяся тем, что она расположена на общем основании клети.
6. Клеть по п.1, отличающаяся тем, что калибр углового профиля выполнен с полками одинакового поперечного сечения.
7. Клеть по п.1, отличающаяся тем, что калибр углового профиля выполнен с полками неодинакового поперечного сечения.
8. Клеть по п.1, отличающаяся тем, что одна из пар обжимных роликов (4, 5) выполнена с возможностью установки относительно друг друга на расстоянии, меньшем ширины бочек калиброванных валков (2, 3).
9. Клеть по п.1, отличающаяся тем, что обжимные ролики (4, 5) по меньшей мере на части своей длины снабжены калиброванными профилями, которые предпочтительно выполнены попарно одинаковыми.
10. Клеть по любому из пп.6-9, отличающаяся тем, что радиус (11) вершины полки калибра углового профиля выполнен с необработанной кромкой или с закругленной кромкой.
11. Клеть по п.1, отличающаяся тем, что обжимные ролики (4, 5), предпочтительно независимо друг от друга, выполнены с возможностью углового смещения их продольных осей вплоть до 90° к соответствующим продольным осям калиброванных валков (2, 3) по отношению к прокатываемому материалу (6).
12. Компактный тандемный прокатный стан, содержащий по меньшей мере одну прокатную клеть по любому из пп.1-11.
13. Стан по п. 12, отличающийся тем, что в него включены по меньшей мере одна черновая клеть и пара горизонтальных обжимных валков.
14. Стан по п.12, отличающийся тем, что в него включены по меньшей мере одна черновая клеть и чистовая клеть.
15. Способ изготовления угловых профилей посредством прокатной клети, содержащей расположенные на общем основании установленные горизонтально верхний (2) и нижний (3) калиброванные валки, совместно определяющие плоскость прокатки, перпендикулярную направлению продвижения прокатываемого материала (6), и межвалковый зазор с открытыми или закрытыми калибрами, располагающийся в этой плоскости, и по меньшей мере пару установленных не горизонтально обжимных роликов (4, 5), обжимающих прокатываемый материал (6) с боков и определяющих плоскость прокатки, расположенную перпендикулярно направлению продвижения прокатываемого материала (6), причем плоскость прокатки, определяемая парой калиброванных валков (2, 3), и плоскость прокатки, определяемая по меньшей мере парой обжимных роликов (4, 5), не совпадают, а плоскость прокатки, определяемая парой обжимных роликов (4, 5), расположена в направлении движения прокатываемого материала (6) за и/или перед плоскостью прокатки калиброванных валков (2, 3), при этом формование прокатываемого материала (6) осуществляют до и/или после пропуска через горизонтально установленные калиброванные валки (2, 3) посредством по меньшей мере пары установленных не горизонтально обжимных роликов (4, 5).
16. Способ по п.15, отличающийся тем, что при применении профилированных обжимных роликов (4, 5) результирующее формование прокатываемого материала (6) осуществляют, включая чистовую прокатку после черновой прокатки в черновой прокатной клети, посредством установленных горизонтально калиброванных валков и обжимных роликов (4, 5) и с использованием пары горизонтальных обжимных валков.
17. Способ по п.15, отличающийся тем, что результирующее формование прокатываемого материала (6) осуществляют, включая чистовую прокатку после черновой прокатки в черновой прокатной клети, посредством установленных горизонтально калиброванных валков и обжимных роликов (4, 5) и с использованием чистовой клети.
18. Способ изготовления угловых профилей с использованием компактного тандемного прокатного стана по любому из пп.12-14, в котором формование прокатываемого материала (6) осуществляют до и/или после пропуска через горизонтально установленные калиброванные валки (2, 3) посредством по меньшей мере пары установленных не горизонтально обжимных роликов (4, 5).
| СПОСОБ КАЛИБРОВКИ ЧИСТОВЫХ ВАЛКОВ ДЛЯ ПРОКАТКИ НЕРАВНОПОЛОЧНОЙ УГЛОВОЙ СТАЛИ | 1993 |
|
RU2054979C1 |
| Способ прокатки | 1987 |
|
SU1829972A3 |
| МНОГОФУНКЦИОНАЛЬНАЯ КЛЕТЬ ПРОКАТНОГО СТАНА ДЛЯ ПРОКАТКИ ДВУТАВРОВОЙ ШИРОКОПОЛОЧНОЙ БАЛКИ И СПОСОБ ПРОКАТКИ ДВУТАВРОВОЙ ШИРОКОПОЛОЧНОЙ БАЛКИ С ПОМОЩЬЮ МНОГОФУНКЦИОНАЛЬНОЙ КЛЕТИ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189286C2 |
| JPS 53131263 A, 15.11.1978 | |||

