Изобретение относится к прокатному производству и может быть использовано на станах, имеющих только одну универсальную клеть в качестве чистовой при прокатке симметричных профилей сложной формы, преимущественно для подвесных дорог типа - монорельс, характеризующихся наличием стенки с расположенными по краям утолщениями швеллерообразной формы.
Нам не известны способы прокатки профилей такой сложной формы на обычных прокатных станах с использованием только одной универсальной клети в качестве чистовой.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ прокатки профиля для подвесных дорог [1., стр.54., рис.11.97].
По этому способу прокатку профиля осуществляют в 7 фасонных закрытых калибрах и профиль менее сложен по сравнению с предлагаемым. Недостатком этого способа является то, что прокатка профиля осуществляется в калибрах закрытого типа с уклоном боковых стенок калибров к вертикали, не превышающем 3%.
Это приведет к большим съемам при их ремонте и к повышенному расходу валков при прокатке.
Использовать же способ прокатки прототипа к нашим условиям не представляется возможным, так как в одной универсальной чистовой клети из-за чрезмерно больших обжатий невозможно выполнить всю внутреннюю часть швеллерообразных выступов по бокам профиля.
Техническая задача, решаемая изобретением, состоит в возможности получения нового прокатываемого профиля для подвесных дорог с соответствующими прочностными характеристиками при меньшей металлоемкости по сравнению с прототипом.
Технический результат достигается тем, что в способе прокатки симметричных профилей сложной формы для подвесных дорог типа - монорельс, включающем в себя многопроходное обжатие заготовки в валках с калибрами, предусматривающем применение универсального чистового калибра, согласно изобретению начальное формирование профиля в четырех калибрах из фасонного, балочного типа, раската осуществляют за счет интенсивной деформации стенки, наращивания высоты верхних закрытых фланцев и образования боковых нижних фланцев в закрытых фасонных калибрах за счет уширения металла.
В последующих по ходу прокатки трех фасонных калибрах осуществляют постепенный разворот верхних фланцев и сворачивание образованных нижних за счет выпрямления стенки при незначительном ее обжатии в пределах η=1,14÷1,27 и свободном уширении. Полученные верхние и нижние фланцы из калибра 7 ориентируют соответственно в верхние и нижние фланцы швеллерообразной формы утолщений по концам чистового калибра 8.
Известное и предложенное технические решения имеют следующие общие признаки: оба они являются способами прокатки профилей для подвесных дорог - монорельсов, оба включают многопроходное обжатие заготовки в валках с калибрами.
Отличия предложенного способа состоят в том, что помимо применения чистового калибра универсального типа начальное формирование профиля в четырех калибрах из фасонной, балочного типа, заготовки осуществляют за счет интенсивной деформации стенки, наращивания высоты верхних закрытых фланцев и образования за счет уширения боковых фланцев в фасонных калибрах.
В последующих по ходу прокатки трех калибрах осуществляют постепенный разворот верхних фланцев и сворачивание образованных нижних за счет выпрямления стенки при незначительном ее обжатии в пределах η=1,14÷1,27 и свободном уширении.
Полученные верхние и нижние фланцы из калибра 7 ориентируются соответственно в верхние и нижние фланцы швеллерообразной формы утолщений по концам чистового универсального калибра.
Указанные отличительные признаки проявляют во всей совокупности новые свойства, не присущие им в известных совокупностях признаков и заключающиеся в возможности получения нового прокатываемого профиля для подвесных дорог с соответствующими прочностными характеристиками и меньшей металлоемкостью по сравнению с прототипом.
Это свидетельствует о соответствии предложенного технического решения критерию изобретения «новизна».
При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое решение от прототипа, не были выявлены и поэтому они обеспечивают заявляемому техническому решению соответствие критерию «изобретательский уровень».
На фиг.1, «а» представлен предлагаемый способ прокатки симметричных профилей сложной формы для подвесных дорог типа - монорельс (фиг.1, «б»). По этому способу из фасонного, балочного типа, раската начальное формирование профиля осуществляют в четырех калибрах (1-2-3-4) за счет интенсивной деформации стенки, наращивания высоты верхних закрытых фланцев и образования за счет уширения боковых фланцев в фасонных калибрах. В последующих по ходу прокатки трех калибрах (5-6-7) осуществляют постепенный разворот верхних фланцев и сворачивание образованных нижних за счет выпрямления стенки при незначительном ее обжатии и свободном уширении.
Полученные верхние и нижние фланцы из калибра 7 ориентируются соответственно в верхние и нижние фланцы швеллерообразной формы утолщений по концам чистового универсального калибра.
Пример реализации способа при прокатке профиля монорельса М200 (фиг.1 «б»).
Исходный раскат из клети 900 рельсобалочного стана из марки стали 5Гпс с температурой 1030°С и размерами 90-100-60/150 мм.
где 90 - высота верхних фланцев;
100 - толщина шейки;
60 - высота нижних фланцев;
150 - ширина раската
поступает на линию 800-1 клети.
Здесь осуществляется формирование профиля в четырех фасонных калибрах (калибры 1-2-3-4, фиг.1 «а») за счет интенсивной деформации стенки, наращивания высоты верхних закрытых фланцев и образования за счет уширения нижних боковых фланцев. Коэффициенты деформации по стенке в этих калибрах составляют:
η1=1,73; η2=1,5; η3=1,34; η4=2,14.
Затем раскат шлепперами передается на клеть 800-II. Здесь в трех фасонных калибрах (калибры 5-6-7, фиг.1 «а») осуществляют постепенный разворот верхних фланцев и сворачивание образованных нижних фланцев за счет выпрямления стенки при незначительном ее обжатии и свободном уширении, то есть боковые поверхности раската не соприкасаются с боковыми поверхностями калибров. Заполнение металлом этих калибров показано на фиг.1 «а» тонкой линией.
Коэффициенты деформации по стенке в этих калибрах составляют:
η5=1,25; η6=1,14; η7=1,27.
Далее прокатка осуществляется в чистовом калибре универсального типа (калибр 8, фиг.1 «а»), а верхние и нижние фланцы из предчиствого калибра ориентируют соответственно в верхние и нижние фланцы швеллерообразной формы утолщений по концам чистового калибра. Коэффициент деформации стенки профиля при этом составляет: η8=1,13.
Такая конструкция калибров интенсивной деформации раската (калибры 1÷4) и постепенного разворота раската за счет выпрямления стенки при незначительных ее обжатиях и свободном уширении (калибры 5-7) в сочетании с вышеприведенными коэффициентами деформации профиля по стенке обеспечивают точность выполнения всех элементов профиля, устойчивую прокатку полосы в калибрах.
При уменьшении степени деформации стенки в калибрах 5-6-7 относительно коэффициента η=1,14 возможно застревание полосы в калибре при не совсем четкой настройке стана (отсутствие обжатия).
При увеличении степени деформации в калибрах 5-6-7 относительно коэффициента η=1,27 возможно образование волнистости стенки ввиду недостаточной деформации фланцев.
Технико-экономические преимущества предложенного способа состоят в том, что разработан новый способ прокатки симметричных профилей сложной формы преимущественно для подвесных дорог типа - монорельс, что расширяет возможности прокатного производства в деле получения новых прокатываемых профилей для подвесных дорог с соответствующими прочностными характеристиками при меньшей металлоемкости.
Источники информации
1. Н.Е.Скороходов, Б.М.Илюкович и др. Калибровка сложных профилей (справочник. М.: Металлургия, 1979. 232 с .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ДВУТАВРОВ | 2009 |
|
RU2403996C1 |
| Способ изготовления двутавров | 1982 |
|
SU1045961A1 |
| Способ изготовления горячекатаного двутавра из фасонной заготовки | 2020 |
|
RU2758605C1 |
| Способ прокатки фасонных профилей | 1987 |
|
SU1503903A1 |
| Способ прокатки швеллеров | 1984 |
|
SU1186293A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОЙ ЗАГОТОВКИ ФОРМЫ "СОБАЧЬЯ КОСТЬ" ИЗ НЕПРЕРЫВНО ЛИТОГО СЛЯБА | 2018 |
|
RU2677808C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| Способ изготовления двутавровых балок | 1979 |
|
SU904813A1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU966976A1 |
Изобретение относится к прокатному производству и может быть использовано при прокатке симметричных профилей сложной формы, преимущественно для подвесных дорог типа - монорельс. Задачей изобретения является получения профиля с заданными прочностными характеристиками при меньшей металлоемкости. Способ включает многопроходное обжатие заготовки в валках с калибрами, с использованием одного универсального чистового калибра. В соответствии с изобретением формирование профиля начинают в четырех калибрах из раската фасонного, балочного типа, где за счет интенсивной деформации стенки формируют верхние закрытые фланцы, а за счет уширения - нижние боковые фланцы. Затем в последующих трех калибрах осуществляют постепенный разворот верхних фланцев и сворачивание нижних за счет выпрямления стенки при незначительном ее обжатии и свободном уширении. Окончательное формирование профиля осуществляют в чистовом универсальном калибре. Изобретение обеспечивает точность выполнения всех элементов профиля, уменьшение его металлоемкости и устойчивую прокатку полосы в калибрах. 1 ил.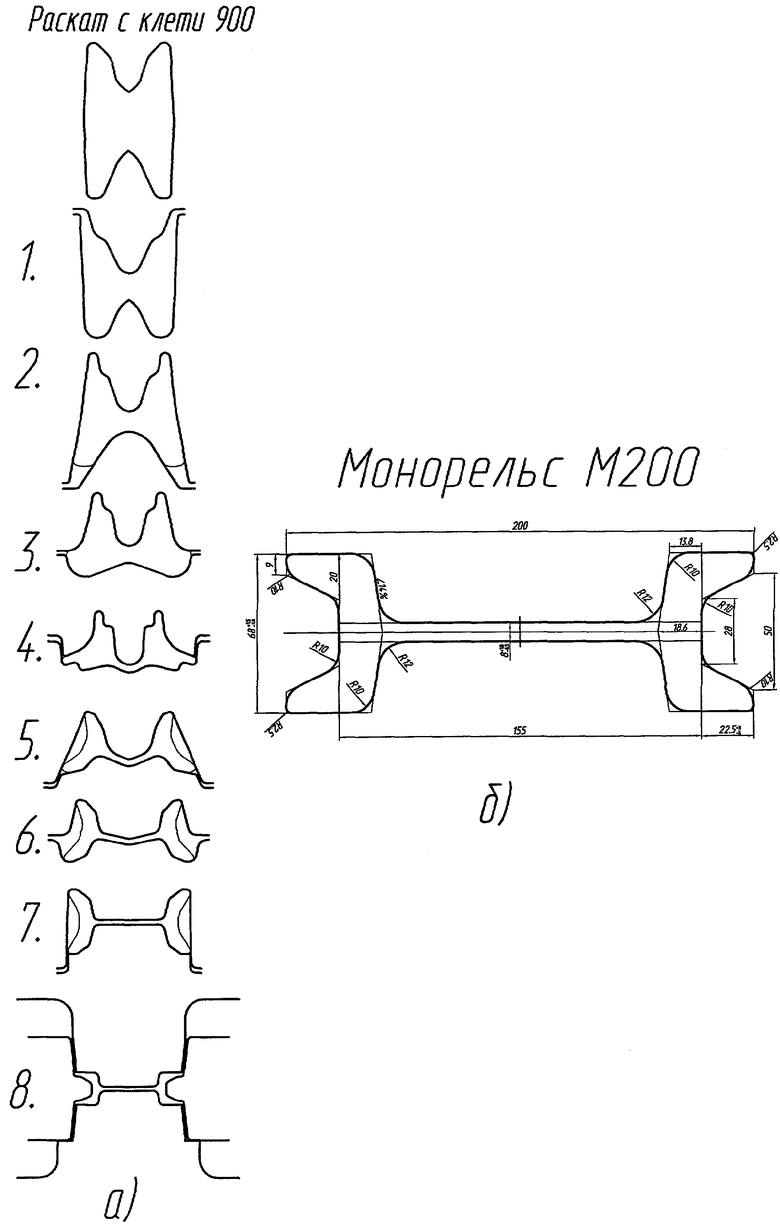
Способ прокатки симметричных профилей сложной формы преимущественно для подвесных дорог типа монорельс, имеющих стенку с расположенными по краям утолщениями швеллерообразной формы, включающий многопроходное обжатие заготовки в валках с калибрами с использованием универсального чистового калибра, отличающийся тем, что формирование профиля начинают в четырех калибрах из раската фасонного, балочного типа за счет интенсивной деформации стенки, наращивания высоты верхних закрытых фланцев и образования за счет уширения нижних боковых фланцев в закрытых фасонных калибрах, затем в последующих по ходу прокатки трех фасонных калибрах осуществляют постепенный разворот верхних фланцев и сворачивание образованных нижних за счет выпрямления стенки при незначительном ее обжатии η=1,14÷1,27 и свободном уширении, а верхние и нижние фланцы из предчистового калибра ориентируют соответственно в верхние и нижние фланцы швеллерообразной формы утолщений по концам чистового калибра.
| СКОРОХОДОВ Н.Е., ИЛЮКОВИЧ Б.М | |||
| и др | |||
| Калибровка сложных профилей | |||
| Справочник | |||
| - М.: Металлургия, 1979, с.232 | |||
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ БАЛОК | 1999 |
|
RU2168379C2 |
| Развернутая форма калибров двутавровых балок | 1958 |
|
SU121109A1 |
| DE 3419501 A1, 28.11.1985. | |||

