Группа изобретений относится к строительству, а именно к технологии изготовления арматурных элементов, применяемых в строительных конструкциях: для армирования термоизоляционных стеновых панелей, монолитных бетонных и сборных зданий; для использования в конструктивных элементах зданий в виде отдельных стержней, для соединения внутренней стены с облицовочным слоем через утеплитель в системе трехслойных стен (гибкие связи); для армирования грунта оснований зданий и сооружений, в том числе оснований автомагистралей и дорог; для анкеровки в грунте подпорных стен и сооружений.
Наиболее близким по совокупности существенных признаков заявляемой технологической линии является техническое решение технологической линии для производства композитной арматуры по патенту РФ на полезную модель №129129. Данная линия включает последовательно установленное следующее оборудование: раму с бобинами ровинга, выравнивающее устройство, камеру сушки, пропиточную ванну с натяжным устройством, отжимное устройство, формирователь жгутов с намотчиком, полимеризационную камеру, охлаждающее устройство, тянущий механизм и узел резки. Формирователь жгутов выполнен в виде двух, установленных на подшипниковые опоры параллельно друг другу наружных вращающихся труб с размещенными на них намотчиками, причем каждый намотчик содержит установленные на одном конце катушко-держатель и укладчик обмоточного жгута, а на другом - противовес. Внутри каждой наружной вращающейся трубы соосно с ней на фиксаторах и центрующих подшипниках установлены неподвижные трубы, к торцам которых подсоединены сменные формовочные узлы с отверстиями, соответствующими типоразмеру арматуры. После формовочных узлов стержни арматуры перед полимеризационной камерой контактируют с одной парой направляющих роликов с их наружной стороны, а с другой - парой направляющих роликов - с их внутренней стороны по ходу движения стержней арматуры. Камера сушки снабжена электронным регулятором температуры. Полимеризационная камера состоит из четырех секций и снабжена электронным регулятором температуры. Тянущий механизм снабжен электронным измерителем длины. Линия снабжена бухтонамотчиком, установленным после узла резки.
Недостаток данного технического решения в том, что изготавливаемая данной линией продукция не обладает высокой прочностью сцепления с бетоном.
Заявляемая технологическая линия для производства композитной арматуры, как и известные, включает последовательно установленное следующее оборудование: раму с бобинами ровинга, выравнивающее устройство, участок нагрева ровинга, пропиточную ванну, отжимное устройство, формирователь жгутов с намотчиком, полимеризационную камеру, тянущий механизм и узел резки.
Задача, решаемая первым изобретением группы, заключается в возможности выпуска нового типа композитной арматуры с повышенными потребительскими свойствами.
Достигаемый технический результат заключаются в создании высокопроизводительной технологической линии для непрерывного производства качественной композитной арматуры с повышенной надежностью сцепления с бетоном, надежности работы.
Достигается технический результат тем, что технологическая линия для производства композитной арматуры включает, по меньшей мере, две пары формирователя жгутов с намотчиками, устройство скручивания жгутов с образованием плоских или пространственных фигур, направляющие, установленные в полимеризационной камере и перемещающиеся с арматурой до ее отверждения.
Достигается технический результат также тем, что направляющие могут одновременно выполнять роль тянущего механизма.
Достигается технический результат также тем, что линия может включать укладчик и вращающуюся раму заданного профиля для формирования гибких связей. Рама может одновременно выполнять роль тянущего механизма.
Благодаря тому, что технологическая линия содержит, по меньшей мере, две пары формирователя жгутов с намотчиками, одновременно формирующих два и более жгута, и устройство скручивания жгутов с образованием плоских или пространственных фигур удается получить композитную арматуру нового типа с повышенными потребительскими свойствами.
Благодаря направляющим, установленным в полимеризационной камере и перемещающимися с арматурой до ее полимеризации (отверждения), удается получить качественную композитную арматуру с повышенной надежностью сцепления с бетоном.
Направляющие служат для формирования заданного сложного профиля арматуры с образованием плоских или пространственных фигур, одновременно могут выполнять роль тянущего механизма, позволяя тем самым исключить дополнительный узел - тянущий механизм.
Линия может включать укладчик и вращающую раму заданного профиля для формирования гибких связей, что упрощает их производство. Рама может одновременно выполнять роль тянущего механизма, что также позволяет исключить дополнительный узел - тянущий механизм.
Известна композитная арматура по патенту РФ на полезную модель №124711, которая имеет выполненные из волокон жгуты, пропитанные смолой (связующим), жгуты соединены между собой путем их свивки вокруг друг друга и фиксации в этом положении отвержденной смолой, между витками жгутов образованы углубления. Жгуты в зоне их соединения по всей длине арматуры образуют общий винтообразный соединительный слой из отвержденной смолы и волокон двух жгутов. В поперечном сечении арматура образована парой контактирующих между собой через соединительный слой жгутов, каждый из которых имеет в поперечном сечении овальную форму. Площадь поперечного сечения каждого жгута выбрана в пределах 40-49% от общей площади поперечного сечения арматуры, площадь поперечного сечения соединительного слоя выбрана в пределах 20-2,0% от общей площади поперечного сечения арматуры.
Недостатком данной композитной арматуры является низкая степень сцепления с бетоном.
Заявляемая композитная арматура, как и известные, содержит выполненные из волокон жгуты, пропитанные связующим (смолой), соединенные между собой путем их свивки вокруг друг друга и фиксации в этом положении отвержденным связующим (смолой).
Задача, решаемая вторым изобретением группы, заключается в увеличении прочности армированных изделий, снижении затрат.
Техническим результатом является повышение сцепления арматуры с бетоном, уменьшение цены.
Достигается технический результат тем, что соединяясь (пересекаясь) между собой через определенные промежутки, два или более жгута образуют плоские или пространственные фигуры.
Достигается технический результат также тем, что жгуты могут быть соединены между собой через определенные промежутки путем склеивания или использования бандажа.
Достигается технический результат также тем, что рельеф поверхности жгутов может быть создан дополнительным обмоточным жгутом или жгутами, один из которых имеет большее натяжение.
Достигается технический результат тем, что рельеф поверхности жгута или жгутов создан дополнительным обмоточным жгутом или жгутами, по меньшей мере, один из которых имеет большее натяжение (второй вариант).
Благодаря тому, что, соединяясь между собой через определенные промежутки, два или более жгута образуют плоские или пространственные фигуры, обеспечивается улучшенное сцепление арматуры с бетоном, повышается прочность армированных изделий (строений), исключается срыв арматуры в отвержденном бетоне при работе бетонной конструкции.
Жгуты могут быть соединены между собой через определенные промежутки путем склеивания или использования бандажа, что увеличивает прочность арматуры и обеспечивает улучшенное сцепление арматуры с бетоном.
Создание рельефа поверхности жгутов обмоточным жгутом или жгутами, имеющими большее натяжение (более прямую форму), чем основной жгут, также увеличивает прочность сцепления арматуры с бетоном.
Жгуты могут иметь круглое или овальное или квадратное сечение, что расширяет ассортимент выпускаемой арматуры и позволяет производить выбор арматуры для каждой конструкции.
Создание рельефа поверхности жгута или жгутов дополнительным обмоточным жгутом или жгутами, по меньшей мере, один из которых имеет большее натяжение, придает арматуре форму спирали (штопора), что также обеспечивается улучшенное сцепление арматуры с бетоном, повышает прочность армированных изделий.
Известны гибкие связи «Гален», которые выполнены из отрезков композитной арматуры определенной длины, имеющих утолщения на концах.
Недостатком данных элементов композитной арматуры является низкая степень сцепления с бетоном и высокая стоимость за счет трудоемкости производства.
Задача, решаемая третьим изобретением группы, и достигаемый технический результат заключаются в увеличении прочности армированных многослойных конструкций и изделий при разнонаправленных нагрузках, надежности сцепления гибких связей с бетоном, уменьшении цены.
Достигается технический результат тем, что гибкие связи на основе композитной арматуры представляют собой фрагменты (элементы) композитной арматуры по п. 5, выполненные в виде фигуры Х-образной, П-образной формы, формы замкнутого или разомкнутого овала или овалов, или композиции форм.
Достигается технический результат тем, что гибкие связи на основе композитной арматуры представляют собой фрагменты (элементы) композитной арматуры по п. 9, выполненные в форме спирали (второй вариант).
Достигается технический результат также тем, что гибкие связи, выполненные из жгутов композитной арматуры, представляют собой элементы, выполненные в виде фигур Х-образной, П-образной формы, формы замкнутого или разомкнутого овала или овалов, или композиции форм (третий вариант).
Выполнение гибких связей в виде фрагментов заявляемой композитной арматуры по п. 5, представляющих собой фигуры Х-образной, П-образной формы, формы замкнутого или разомкнутого овала или овалов, или композиции форм, повышает сцепление с бетоном и позволяет производить выбор арматуры для каждой конструкции.
Выполнение гибких связей в виде элементов заявляемой композитной арматуры по п. 9, представляющих собой спирали, обеспечивает улучшенное сцепление арматуры с бетоном.
Выполнение гибких связей в виде фрагментов жгутов композитной арматуры, представляющих собой фигуры Х-образной, П-образной формы, формы замкнутого или разомкнутого удлиненного овала или овалов или композиции форм, повышает сцепление с бетоном и упрощает производство.
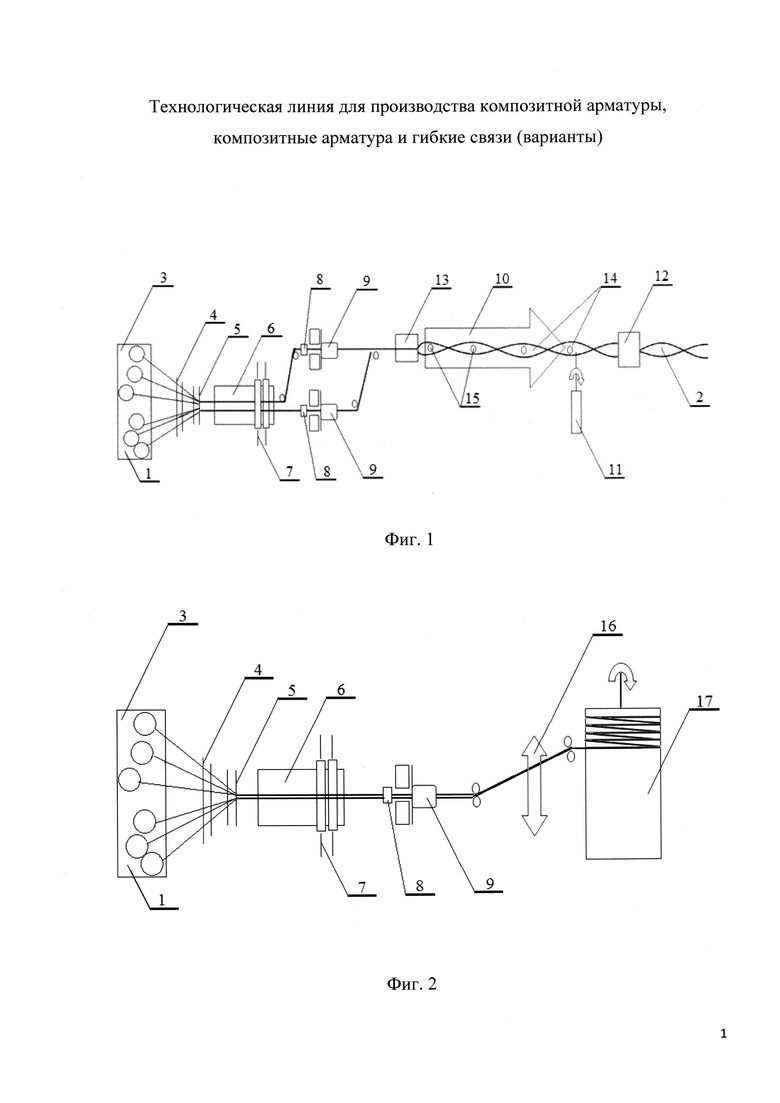
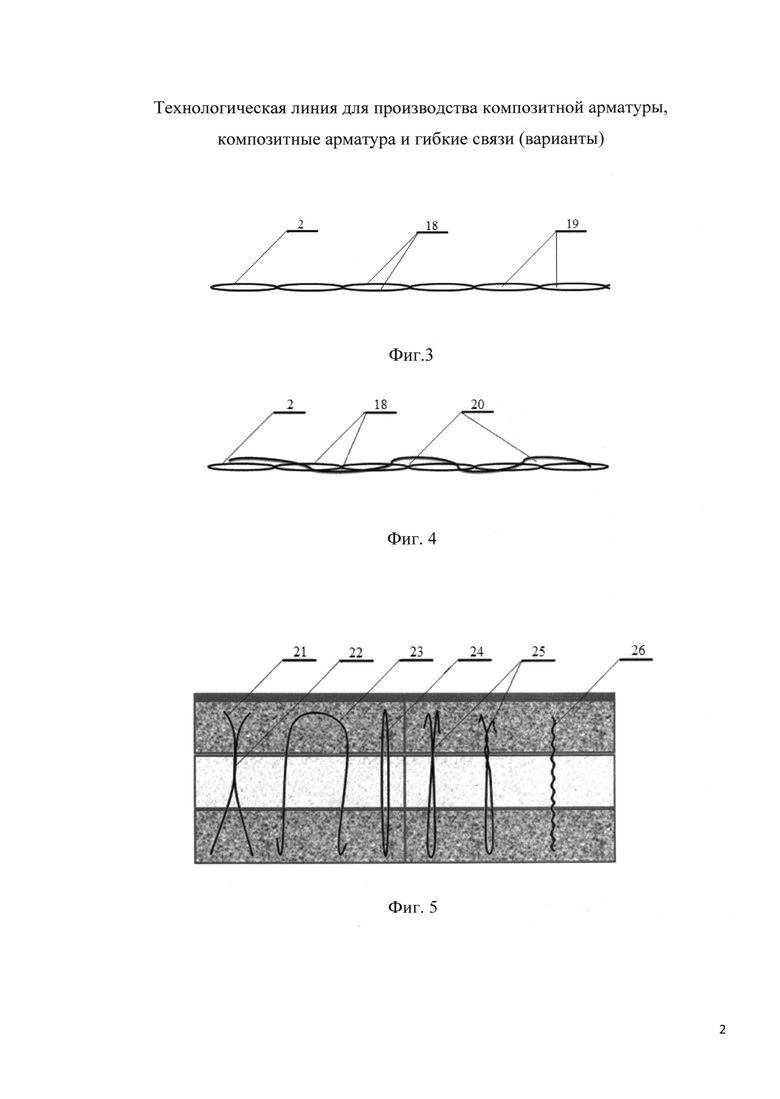
Предлагаемая группа изобретений поясняется с помощью чертежей. На фиг. 1 и фиг. 2 представлен общий вид, заявляемой технологической линии для производства композитной арматуры, на фиг. 3 и фиг. 4 представлен общий вид заявляемой композитной арматуры, на фиг. 5 - общий вид гибких связей в многослойном блоке.
Технологическая линия 1 (фиг. 1) для производства композитной арматуры 2 содержит последовательно установленное следующее оборудование: раму с бобинами ровинга 3, выравнивающее устройство 4, участок нагрева ровинга 5, пропиточную ванну 6, отжимное устройство 7, по меньшей мере, две пары формирователя жгутов 8 с намотчиками 9, полимеризационную камеру 10, тянущий механизм 11 и узел резки 12. Технологическая линия 1 также включает устройство скручивания жгутов 13 с образованием фигур 14. Направляющие 15 (формирователи профиля арматуры 2), установлены в полимеризационной камере 10 и перемещаются с арматурой 2 до ее отверждения. Направляющие 15 могут одновременно выполнять роль тянущего механизма 11.
Технологическая линия 1 может включать укладчик 16 (фиг. 2) и вращающую раму 17 заданного профиля для формирования гибких связей, которая может служить одновременно тянущим механизмом 11.
Композитная арматура 2 содержит выполненные из волокон (на чертеже не показаны) жгуты 18 (фиг. 3), пропитанные смолой и соединенные между собой путем их свивки вокруг друг друга. Соединяясь (пересекаясь) между собой через определенные промежутки, два или более жгута 18 образуют плоские 19 или пространственные 20 (фиг. 4) фигуры. Жгуты 18 фиксируются отвержденной смолой или путем склеивания или использования бандажа.
Волокно арматуры 2 представляет собой нить из органического или неорганического материала, длина волокна может быть по всей длине арматуры 2 или она может быть известным образом выполнена из нескольких соединенных друг с другом нитей (на чертеже не показано). В поперечном сечении арматура 2 образована двумя или более идентичными по форме жгутами 18, закрученными вокруг продольной оси арматуры 2, при этом чередуется плотное соединение жгутов 18 друг с другом, зафиксированное отвержденной смолой или путем склеивания или использования бандажа и плоские 19 или пространственные 20 фигуры.
Гибкие связи 21 (фиг. 5) представляют собой фрагменты (элементы) заявляемой композитной арматуры 2 по п. 5. Гибкие связи 21 выполнены в виде фигуры Х-образной 22, П-образной 23 формы, формы замкнутого 24 или разомкнутого удлиненного овала или овалов (на чертеже не показано), или композиции форм 25. Аналогично могут быть выполнены гибкие связи 21 из жгутов 18 композитной арматуры 2, минуя стадию изготовления арматуры 2.
Композитная арматура 2 по п. 9 содержит выполненные из волокон жгуты 18, пропитанные связующим, рельеф поверхности жгута 18 (или жгутов) создан дополнительным обмоточным жгутом 18 или жгутами, по меньшей мере, один из которых имеет большее натяжение (на чертеже не показано).
Гибкие связи 26 представляют собой элементы (фрагменты) заявляемой композитной арматуры 2 по п. 9 и выполнены в форме спирали.
Технологическая линия 1 работает следующим образом.
Ровинги из минеральных, например стекловолоконных или базальтовых волокон с бобин рамы 3 через выравнивающее устройство 4 поступают на участок нагрева 5, где происходит удаление из них влаги. Выравнивание и нагрев может производиться одним устройством. Затем жгуты ровинга поступают в пропиточную ванну 6, заполненную полимерным связующим, пропитываются им и проходят через отжимное устройство 7, где отделяются излишки связующего, которое возвращается в ванну 6. Далее жгуты ровинга поступают в формирователи жгутов 8 с намотчиками 9. Устройство скручивания жгутов 13 формирует профиль арматуры 2 (плоские 19 или пространственные 20 фигуры) при помощи направляющих 15, установленных в полимеризационной камере 10, где арматура 2 вместе с направляющими 15 подвергаются термообработке. Направляющие 15 могут выполнять роль тянущего механизма 11.
Сформированный жгут через укладчик 16 может поступать на вращающую раму 17 заданного профиля. После полимеризации арматура 2 разрезается на отдельные петли (гибкие связи) 21. Вращающаяся рама 17 заданного профиля может выполнять роль тянущего механизма 11.
Работает арматура 2 следующим образом. Отрезки арматуры 2 располагают в опалубке и заливают бетоном или иным вяжущим материалом. В процессе отверждения бетона благодаря наличию плоских 19 или пространственных 20 фигур или благодаря спиралевидной форме образуют прочное соединение арматуры 2 с бетоном.
Гибкие связи 21 используют для производства многослойных блоков (Теплостен, Полиблок и пр.) или возведения на стройплощадке многослойной строительной конструкции, благодаря их Х-образной, П-образной форме, форме замкнутого или разомкнутого удлиненного овала, спиралевидной форме образуется прочное соединение слоев бетона или кладки через утеплитель, исключающее расслоение блока или кладки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ | 2014 |
|
RU2597341C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ | 2015 |
|
RU2597385C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2005 |
|
RU2287646C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2015 |
|
RU2620804C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2008 |
|
RU2389853C1 |
| УСТРОЙСТВО СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2547036C2 |
| УСТРОЙСТВО СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2534130C2 |
| Технологическая линия для изготовления композитной арматуры | 2016 |
|
RU2637226C1 |
| КОМПОЗИТНАЯ АРМАТУРА И ПОТОЧНАЯ ЛИНИЯ ДЛЯ ЕЕ ПРОИЗВОДСТВА | 2012 |
|
RU2522641C1 |
| УСТРОЙСТВО ПОДКРУТКИ НИТЕЙ РОВИНГА НЕСУЩЕГО СТЕРЖНЯ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ ПОДКРУТКИ | 2013 |
|
RU2531711C2 |
Предложена технологическая линия для производства композитной арматуры и гибких связей, композитные арматура и гибкие связи. Технологическая линия для производства композитной арматуры и гибких связей содержит последовательно установленное следующее оборудование: раму с бобинами ровинга, выравнивающее устройство, участок нагрева ровинга, пропиточную ванну, отжимное устройство, формирователь жгутов с намотчиком, полимеризационную камеру, тянущий механизм и узел резки. Линия включает, по меньшей мере, две пары формирователя жгутов с намотчиками, устройство скручивания жгутов с образованием плоских или пространственных фигур, направляющие, установленные в полимеризационной камере и перемещающиеся с арматурой до ее отверждения. Композитная арматура содержит выполненные из волокон жгуты, пропитанные связующим, соединенные между собой путем их свивки вокруг друг друга и фиксации в этом положении отвержденным связующим, при этом, периодически соединяясь между собой, два или более жгута образуют плоские или пространственные фигуры. Гибкие связи или гибкие связи на основе композитной арматуры представляют собой элементы композитной арматуры, выполненные в виде фигуры Х-образной, П-образной формы, формы замкнутого или разомкнутого овала или овалов. 4 н. и 5 з.п. ф-лы, 5 ил.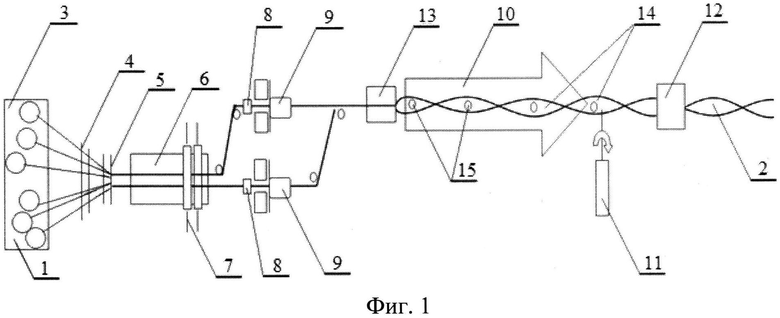
1. Технологическая линия для производства композитной арматуры и гибких связей, содержащая последовательно установленное следующее оборудование: раму с бобинами ровинга, выравнивающее устройство, участок нагрева ровинга, пропиточную ванну, отжимное устройство, формирователь жгутов с намотчиком, полимеризационную камеру, тянущий механизм и узел резки, отличающаяся тем, что включает, по меньшей мере, две пары формирователя жгутов с намотчиками, устройство скручивания жгутов с образованием плоских или пространственных фигур, направляющие, установленные в полимеризационной камере и перемещающиеся с арматурой до ее отверждения.
2. Технологическая линия по п. 1, отличающаяся тем, что направляющие одновременно выполняют роль тянущего механизма.
3. Технологическая линия по п. 1, отличающаяся тем, что включает укладчик и вращающую раму для формирования гибких связей, установленные после формирователя жгутов с намотчиками.
4. Технологическая линия по п. 3, отличающаяся тем, что рама одновременно выполняет роль тянущего механизма.
5. Композитная арматура, содержащая выполненные из волокон жгуты, пропитанные связующим, соединенные между собой путем их свивки вокруг друг друга и фиксации в этом положении отвержденным связующим, отличающаяся тем, что, периодически соединяясь, между собой два или более жгута образуют плоские или пространственные фигуры.
6. Композитная арматура по п. 5, отличающаяся тем, что жгуты соединены между собой путем склеивания или использования бандажа.
7. Композитная арматура по п. 5, отличающаяся тем, что рельеф поверхности жгутов может быть создан дополнительным обмоточным жгутом или жгутами, один из которых имеет большее натяжение.
8. Гибкие связи на основе композитной арматуры, отличающиеся тем, что представляют собой элементы композитной арматуры по п. 5, выполненные в виде фигуры Х-образной, П-образной формы, формы замкнутого или разомкнутого овала или овалов.
9. Гибкие связи, выполненные из жгутов композитной арматуры, отличающиеся тем, что представляют собой элементы, выполненные в виде фигур Х-образной, П-образной формы, формы замкнутого или разомкнутого овала или овалов.
| Погрузочная машина для корнеплодов | 1959 |
|
SU129129A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОГО АРМАТУРНОГО ЭЛЕМЕНТА С ПЕРИОДИЧЕСКОЙ ПОВЕРХНОСТЬЮ И АРМАТУРНЫЙ ЭЛЕМЕНТ С ПЕРИОДИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2011 |
|
RU2482247C2 |
| Устройство для автоматического управления к механическому штабелировщику | 1959 |
|
SU132106A1 |
| Прибор для измерения натяжения, например, подвижной нити | 1959 |
|
SU122316A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2008 |
|
RU2371312C1 |
| 1971 |
|
SU417612A1 | |
| СТЕРЖЕНЬ ДЛЯ АРМИРОВАНИЯ БЕТОНА | 2005 |
|
RU2286315C1 |

