ОБЛАСТЬ ТЕХНИЧЕСКОГО ПРИМЕНЕНИЯ
Изобретение относится к сварке железнодорожных рельсов при помощи контролируемой вибрации в сочетании со стыковой сваркой с оплавлением. Говоря конкретнее, данное изобретение относится к улучшенному вибрационному методу стыковой сварки с оплавлением, и данная система применяется для осевого соединения концов секций железнодорожных рельсов.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Железнодорожные рельсы обычно изготавливаются из стандартной или высокоуглеродистой стали, так как она считается долговечным и трудноизнашиваемым материалом. В последние годы содержание углерода в железнодорожных рельсах было увеличено для, помимо прочих причин, увеличения долговечности и равно примерно 0,8 и 1%. Однако увеличение содержания углерода сделало более трудным сварку швов между секциями железнодорожных рельсов в местах, где заново сваренные швы испытывают высокие осевые нагрузки от поездов и груженных товаром составов; далее, в дополнение к небольшому содержанию хрома в некоторых железнодорожных рельсах, запущенных в производство, также сделало сварку железнодорожных рельсов более трудной, так как наблюдались неровные сварные швы.
Техника соединения и разъединения железнодорожных рельсов была сильно раскритикована за последние годы из-за постоянных изломов рельсов - частично из-за высоких осевых нагрузок. Возникли вопросы по поводу надежности ремонта путей, на которых и далее будет оказываться большая нагрузка.
Некоторые железнодорожные линии находятся в экстремальных погодных условиях, которые могут вместе с большой осевой нагрузкой быстро увеличить или снизить площадь линии, и даже рельсы из высокоуглеродистой стали время от времени подвергаются риску появления трещин, прогибов и расхождения швов. Последствия неполадок на путях могут привести к железнодорожным крушениям, ведущим к смертям и ущербу для имущества. Таким образом, целостность железнодорожных рельсов считается основополагающим фактором для безопасных пассажирских перевозок и перевозок имущества по пересеченной местности, и, таким образом, настоящее изобретение направлено, помимо прочего, на решение данной проблемы.
Одной из целей изобретения является улучшение процесса стыковой сварки с оплавлением для соединения концов железнодорожных рельсов, что позволяет преодолеть, по крайней мере, некоторые из вышеуказанных проблем или, по крайней мере, предоставить возможность выгодного выбора.
Другой целью изобретение является обеспечение вибрационного оборудования для улучшения процесса стыковой сварки с оплавлением для соединения концов железнодорожных рельсов, что решает, по крайней мере, несколько вышеуказанных проблем или, по крайней мере, предоставляет возможность выгодного выбора.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В соответствии с первым аспектом изобретение обеспечивает стыковую сварку с оплавлением для соединения соосно упорядоченных секций железнодорожных рельсов. Данный процесс включает в себя:
А) соосное упорядочение секций железнодорожного рельса при помощи зажимов, а также прикрепление к железнодорожным рельсам виброоборудования и вибрирование рельса на низкой частоте и амплитуде, которые настраиваются предварительно и регулируются во время процесса при помощи средств контроля вибрации для измерении частоты и амплитуды;
В) сварку секций упорядоченных железнодорожных рельсов как при помощи средств для сварки со сплавлением, так и с применением к секциями железнодорожных рельсов электрического тока и увеличением температуры рельса до подходящей, а также продольное разделение, а затем сварку и сковку при помощи соединения концов железнодорожного рельса силой и применения к секциям железнодорожного рельса вибрации, пока сварка со сплавлением не будет завершена; а после снятия зажимов
С) применение вибрации к сваренным секциям железнодорожного рельса в течение достаточного времени, чтобы позволить теплу уйти из области сварки и облегчить давление на нее.
Предпочтительней, чтобы при шаге С при применении виброоборудования применялась контролируемая вибрация по площади сварки в течение 5-25 минут после завершения сварки.
Желательно, чтобы при шаге С при применении виброоборудования применялась контролируемая вибрация по площади сварки в течение 5-25 минут после паузы в 5 минут при снятии зажимов со сваренных секций железнодорожного рельса.
Предпочтительно, чтобы при шаге А виброоборудование включало в себя привод и дибаланс, применяемый к сердечнику привода, а также к области, где привод прикрепляется к секции железнодорожного рельса рядом с областью сварки.
Желательно, чтобы частота вибрации была измерена тахометром, присоединяемым и отсоединяемым от железнодорожного рельса, а амплитуда вибрации - предпочтительно счетчиком расхода или акселерометром, присоединяемым и отсоединяемым от железнодорожного рельса. Тахометр, счетчик расхода или акселерометр регулируются для передачи сигналов на средства контроля вибрации.
Грубо говоря, при шаге А частота вибрации, вызываемой виброоборудованием, составляет 50-800 Гц. Более точная и предпочтительная частота вибрации составляет между 85-90 Гц, а амплитуда вибрации - от 0,5 миллиметров до 2 миллиметров в секунду.
Предпочтительно, чтобы амплитуда применяемой вибрации составляла 0,5 миллиметров в секунду.
В соответствии со вторым аспектом изобретения обеспечивается виброоборудование для стыковой сварки со сплавлением для осуществления процесса стыковой сварки со сплавлением с целью соединения соосно выровненных секций железнодорожных рельсов. Виброоборудование настраивается и устанавливается с оборудованием для стыковой сварки со сплавлением. Оно включает в себя средства контроля, настроенные и совмещенные с виброоборудованием, настроенным для применения вибрации к железнодорожным рельсам до, во время и после сварки, средства контроля, управляющие работой акселерометра, а также средства измерения температуры, показатели которых отображаются на средствах контроля.
КРАТКОЕ ОПИСАНИЕ
Теперь будут показаны предпочтительные и альтернативные конструкции изобретения, конструкции не являются строгими и ссылаются на приложенный чертеж, на котором:
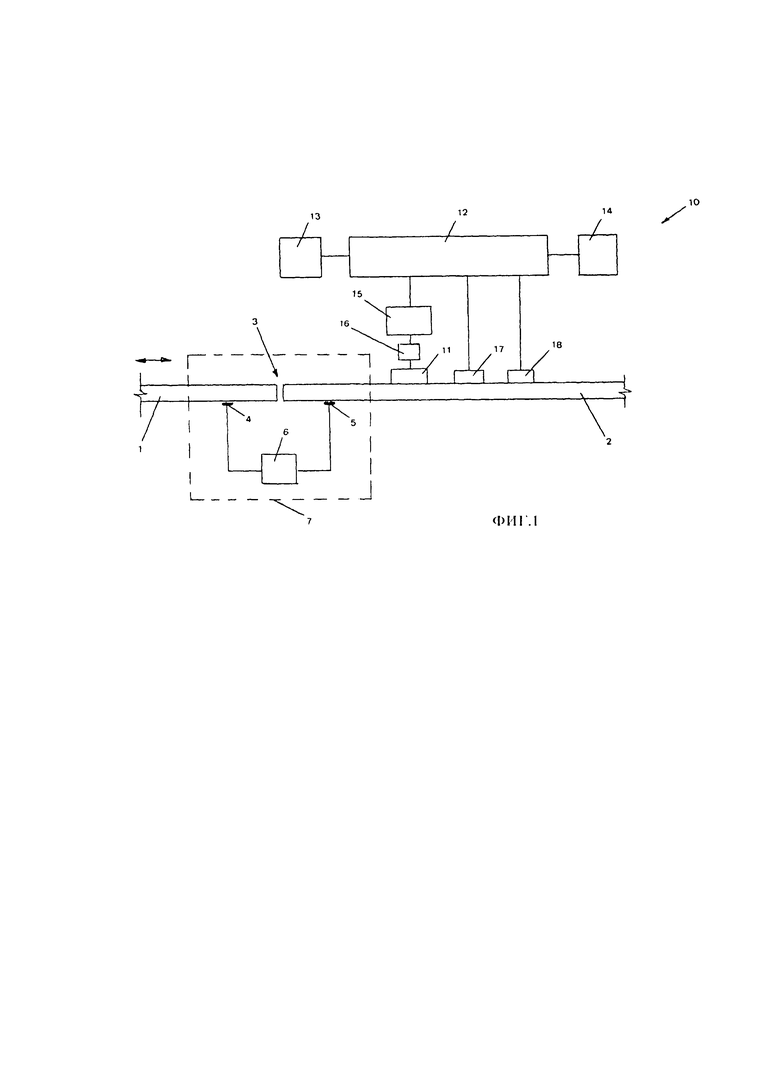
Фиг.1: Показана схематическая диаграмма виброоборудования, настроенного для использования на секциях железнодорожных рельсов, соединенных стыковой сваркой с оплавлением, в соответствии с предпочтительной конструкцией изобретения.
ДЕТАЛЬНОЕ ОПИСАНИЕ
На фиг.1 изображена настройка основных компонентов виброоборудования 10 для использования при осуществлении улучшенного процесса стыковой сварки с оплавлением на секциях железнодорожного рельса 1, 2, свариваемых вместе, в соответствии с нестрогой конструкцией изобретения.
Стальной железнодорожный рельс обычно содержит углерод, и во многих конструкциях рельсы состоят из высокоуглеродистой стали с общим содержанием углерода примерно 0,8-1%. В этом процессе видно, что вибрация может служить для контроля передвижения углерода в стальной конструкции во время сварки, что является желательным моментом процесса. Преимущество состоит в том, что считается, что оборудование и изобретение могут, что желаемо, увеличить механическую силу и долговечности сварки. Преимущества данного процесса могут заключаться в эффективном распределении осевой нагрузки на железнодорожные рельсы в местах применения стыковой сварки с оплавлением.
Некоторые железнодорожные рельсы имеют хром в своем составе. В данных рельсах, известных как рельсы с хромом, хром составляет 0,25-0,55% и добавляется в стальные секции рельса. Данный тип рельсов с хромом имеет проблемы со сварными швами, осевая нагрузка на которые превышает 40 тонн, и, в соответствии с наблюдениями, данный изобретенный метод с использованием виброоборудования может увеличить возможность образования надежного сварного шва между двумя секциями рельса с хромом и/или рельсами из высокоуглеродистой стали и, таким образом, может позволить данному сварному шву выдержать большие осевые нагрузки без ненужной усталости или разрушения металла.
Процесс сварки при использовании изобретения включает в себя применение вибрации и связанное с этим оборудование для применения вибрации к секциям железнодорожного рельса 1 и/или рельса 2, к которым применяется процесс стыковой сварки с оплавлением.
На фиг. 1 предпочтительно, чтобы обе секции железнодорожного рельса 1, 2, свариваемые между собой, были соответственно подготовлены и соосно упорядочены на конце. Важно упорядочить секции железнодорожных рельсов 1, 2. Область сварки 3 указана между концами и на концах секций рельсов 1, 2. Предпочтительно, чтобы концы были обрезаны и/или сточены или обожжены газовым резаком или иным инструментом в соответствии с требованиями, чтобы образовать желаемую поверхность на концах или поверхность для сварки, а также позволить теплу равномерно распространиться по свариваемым поверхностям концов. Желаемое расстояние между секциями концов железнодорожного рельса равно 40-60 мм и, желательно, устанавливается перед нагреванием.
Любое известное подходящее оборудование для стыковой сварки с оплавлением, или аппарат, называемый расширитель 7, установлен на секции железнодорожного рельса 1, 2, и один образец расположен на рельсах 1, 2. Знающий человек установит, что стандартное оборудование для стыковой сварки с оплавлением для поставленных целей доступно. Вся опубликованная информация об оборудовании для стыковой сварки с оплавлением и техник его применения прилагается к данному описанию, и нет необходимости в дальнейшей указывать отсылки к известным и опубликованным техникам.
Оборудование для стыковой сварки с оплавлением в виде расширителя 7 обычно включает в себя электроды 4, 5, крепящиеся к соответствующим сторонам рельсов 1, 2 для подачи энергии на свариваемые секции железнодорожных рельсов 1, 2. Электроды могут быть подключены к соответствующим должным образом контролируемым источникам электропитания 6, для подачи тока силой обычно 100-300 ампер через секции железнодорожных рельсов 1, 2 и через расстояние между секциями рельсов 1, 2.
Температура железнодорожных рельсов 1, 2 в области сварного шва 3 для стадий предварительного нагрева, сварки и обжима/сковывания или в соответствии с требованиями процесса сварки увеличена до примерно 1100°C. Расширитель 7 может создать нагрузки в 50-90 тонн или более в соответствии с требованиями по сварке стали или высокоуглеродистой стали и/или стали с хромом на концах секций железнодорожных рельсов в соответствии с требованиями. Данное изобретение может применяться для сварки рельсов с хромом и рельсов из высокоуглеродистой стали, которые обычно тяжело успешно сваривать стыковой сваркой с оплавлением.
Применяются средства для осевого отделения одной секции железнодорожного рельса от другого рельса и сжатия вместе секций 1, 2 при помощи высокого давления или большой силы, и для возвратно-поступательного движения одной секции железнодорожного рельса 1 в отношении другой фиксированной секции железнодорожного рельса 2, который будет привариваться, может применяться, по крайней мере, одна подвижная плита.
Желательно, чтобы данное изобретение включало в себя средства контроля вибрирования железнодорожных рельсов 1, 2 в виде соответствующего оборудования 10, устанавливаемого на железнодорожный рельс 1, 2 вместе с расширителем 7, для поддержания постоянной вибрации перед, во время и после сварки. Виброоборудование 11 устанавливается при помощи подходящего крепежа, такого как хомуты, болты или винты, или иного подходящего оборудования на соответствующий участок секции железнодорожной линии 1 и/или 2 или рамы расширителя 7 и показано на фиг.1, где оно является съемным и крепится на область головной секции рельса. Виброоборудование 11 может быть прикреплено на соответствующую позицию рамы расширителя 7, который может сильно снизить время, требуемое для перестановки оборудования, когда на железнодорожной рельсе требуется сделать множественные сварные швы.
Желательно, чтобы виброоборудование 10 имело контролируемый источник вибрации, предпочтительно виброгрохот, желательно в форме дибаланса в виде грохота 11, настроенного и устанавливаемого на рельсе 1 и/или 2 и предпочтительно настроенного для вибрирования и применения при амплитуде вибрации на железнодорожном рельсе в, по крайней мере, 0,5 мм в секунду, в начале процесса вибрации. Желательная амплитуда вибрации или скорость составляет 1 мм в секунду, или, в некоторых случаях, нижний уровень вибрации увеличивается, и в этом случае амплитуда вибрации может быть увеличена до примерно 2 мм/секунду в соответствии с требованиями. Предполагается, что амплитуда вибрации может варьироваться в зависимости от факторов, таких как близость расположения виброоборудования к области сварки, которые предпочтительно определить заранее, чтобы избежать расхождения сварного шва.
При неограниченном применении виброоборудование или грохот 11, далее именуемый грохот, могут быть установлены на любую подходящую часть рельса и предпочтительно на головную часть рельса на расстоянии, при котором возможна подходящая скорость, и с учетом веса свариваемой рельсы: 52, 60 или 68 кг или иного веса. Грохот 11 может быть приспособлен к разным типам весов, в соответствии с требованиями, и может передвигаться по рельсе для настройки и применения, по крайней мере, минимальной требуемой скорости. Следует помнить, что для работы некоторых расширителей 7 требуется большая область сварки, и, таким образом, минимальное расстояние, на котором грохот 11 может быть установлен на рельсе, может превышать желаемое - таким образом, для осуществления изобретенного метода требуются больший дибаланс и применимая скорость.
Предпочтительно, чтобы виброоборудование 10 включало в себя средства контроля 12, включающие в себя предпочтительно компьютерные средства, такие как микропроцессор, должным образом запрограммированные для управления работой основных компонентов виброоборудования. Соответствующий дисплей обозначает 13 связанных между собой средств контроля 12, должным образом управляемых для того, чтобы позволить оператору читать показатели и обеспечить соответствующую частоту и длительность вибрации, применимую к секциям железнодорожного рельса 1, 2 перед, во время и после сварки, в соответствии с требованиями. Видно, что процесс может включать в себя контроль различные временных периодов для применения вибрации к секциям железнодорожного рельса 1, 2 в зависимости от применения.
Средства контроля 12 настраиваются для управления каждым шагом процесса вибрирования при стыковой сварке с оплавлением. Желательно, чтобы средства контроля 12 питались источником энергии 14, а при удаленном использовании они могут питаться любыми подходящими долговечными батареями (не показано) или энергогенераторами. Для удаленной проверки на железнодорожных линиях - доступными источниками энергии или иным образом, таким образом позволяя применять переносное виброоборудование. Опционально, заряжаемый источник энергии может быть настроен и подключен к виброоборудованию, используемому в изобретении. Заряжаемым источником энергии, как может понять знающий человек, может быть солнечный элемент (не показан).
Желательно, чтобы виброоборудование имело привод 15, приспособленный для виброоборудования, обычно в форме дибаланса 11, устанавливаемого на сердечник привода 15, который, в свою очередь, осуществляет вибрацию рельса 2, в соответствии с фиг.1. Сила регулируется таким образом, что амплитуда вибрации и частота вибрации могут быть изменены и контролируются при помощи средств контроля 12. Желательно, чтобы виброоборудование контролировалось пользователем, управляющим и регулирующим скорость привода. Таким образом, привод 15 может контролироваться при помощи регулирования скорости средствами контроля 12.
Скорость привода виброоборудования может быть определена при помощи любых средств измерения скорости привода и, при данной конструкции, при помощи тахометра 16, установленного на сердечнике привода 15. Тахометр 16 настроен для измерения скорости сердечника привода, а измеренные показатели сигнала подаются на оборудование для контроля 12.
Амплитуда вибрации, оказываемой на секцию железнодорожного рельса 2, может быть измерена при помощи средств измерения и обнаружения сигнала, желательно - акселерометра, измерителя вибрации или скорости 17. При помощи измерителя вибрации знающий человек также может определить частоту, место размещения и скорость.
Акселерометр 17 создает электрический сигнал при ускорении вибрации железнодорожного рельса, вызванной грохотом 11, и подает сигнал на средства контроля 12. Средства контроля 12 настраиваются для отображения сигналов частоты вибрации на дисплее 13. Обычно предпочтительная амплитуда вибрации составляет, по крайней мере, около 0,5 мм в секунду, хотя предполагается, что виброоборудование 10 может быть настроено на обеспечение желаемой амплитуды вибрации до 2 мм в секунду.
В случае применения измерителя скорости 17 предпочтительно использование достаточно точного измерителя показателей ускорения, скорости и места расположения. Далее, измененные показатели поступают на средства контроля 12, на любой стандартный интерфейс и при помощи любых средств подключения и демонстрации, включая кабель RS-232 и прочие, или предпочтительней через USB-кабель. Предпочтительно, чтобы для подключения между основными компонентами и устройствами передачи могли использоваться любые кабели и подключения, включая проводные и беспроводные варианты - в зависимости от требований или от желания.
Средства измерения температуры 18 предпочтительно использовать для измерения температуры рельса 2 во время работы. Желательно или опционально использование пирометра в качестве средства измерения температуры 18, чтобы показатели сигналов поступали на средства контроля 12, что позволяет температуре рельса отображаться вместе с прочими записанными показателями во время работы виброоборудования 10.
Средства отображения 13 могут быть настроены для обеспечения графического отображения амплитуды скорости (например, в мм в секунду) в отношении к частоте вибрации (в герцах) и любым прочим желаемым характеристикам, относящейся к информации, полученной во время работы виброоборудования 10 при стыковой сварке с оплавлением, и особенно в течение стадии сварки и сковывания для соединения концов рельса 2 и рельса 1.
Виброоборудование 10 спроектировано, чтобы позволить осуществление постоянного вибрирования рельса 2 и, в частности, зоны под воздействием температуры на область сварки 3, на любой подходящей частоте вибрации, а также предпочтительная частота вибрации может составлять 50-800 Гц. Предпочтительно, чтобы частота вибрации была установлена на 85-90 Гц. Желательно, чтобы контроль вибрационных параметров посредством регулирования частоты и амплитуды во время процесса сварки осуществлялся таким образом, чтобы оптимизировать желаемый результат улучшением стыковой сварки с оплавлением.
Предполагается, что при осуществлении изобретенного метода виброоборудование 10 работает в начале операции по сварке и продолжает работать в течение требуемого времени, пока сварка не будет завершена. Опционально и желательно прекратить ослабление вибрационного усилия на новый сварочный шов в течение около 5 минут после того, как зажимы будут сняты с железнодорожного рельса, чтобы на короткий период времени избежать быстрого охлаждения, после чего вибрация применяется снова для ослабления усилия и охлаждения нового сварочного шва, а также дл прочих целей, указанных в данном описании изобретения.
Предусмотрены другие временные периоды. Временные периоды частично зависят от времени распространения тепла от новой области стыковой сварки с оплавлением или зоне под воздействием температуры.
Область сварки шва 3 на железнодорожном рельсе из углеродистой стали постоянно вибрируется или пульсируется, пока не произойдет облегчение напряжения шва или области сварки 3. Данный временной период составляет около 25-30 минут или иное время, в соответствии с требованиями.
Предполагается, что стыковая сварка с оплавление улучшится и усилится благодаря оборудованию и изобретению, а также, возможно, увеличенная крепость сварки снизит вероятность трещины или излома шва в результате усталости металла, особенно на железнодорожных рельсах с большими осевыми нагрузками.
Преимуществом настоящего изобретения может являться снижение остаточного напряжения на сварочный шов, помощь при соединении, снижение количества слабых швов и контроль повторного затвердения оплавления при сварке. Укрепленная сварка может иметь преимущество при нагрузках на железнодорожные линии более 37 тонн, и даже около 45-50 тонн, если это позволяет инфраструктура, с учетом проектирования шпал и основания, конструкции железнодорожного моста или прочих факторов.
Считается, что вибрация может хорошо повлиять на термодинамические свойства секций железнодорожных рельсов 1, 2. Может быть заметно, что зернистая структура рельсов обновляется и достигается большая механическая сила сварного шва.
Предпочтительно, чтобы при обстоятельствах, когда соединяемые секции рельса 1, 2 имеют разные марки стали, используемые процедуры сварки и материалы соответствовали рельсу из стали более прочной марки.
Выгода также заключается в том, что изобретение может быть применено к секциям железнодорожных рельсов на месте или к секциям железнодорожных рельсов в цеху или в любом другом месте, и преимущество данного виброоборудования, используемого в изобретении, заключается в том, что оно может быть переносным и данное виброоборудование может легко перемещаться на месте, где необходима стыковая сварка железнодорожных рельсов с оплавлением.
Вышеуказанное относится к оборудованию и компонентам, имеющим известные эквиваленты, которые применяются, как если бы были указаны в настоящем документе. Соответственно, в вышеуказанные конструкции и варианты процесса и прочие аспекты настоящего изобретения могут быть внесены изменения, не отклоняясь при этом от указанных в настоящем документе принципов.
Следует понять, что вышеуказанное описание должно представлять собой пример, а не строгое руководство. Дополнительные преимущества настоящего изобретения станут очевидными для знающих людей после понимания принципов, в соответствии с обсуждением и иллюстрациями. Таким образом, понимается, что изобретение не ограничивается описанными или изображенными на чертежах конструкциями, но также относится ко всем альтернативным вариантам и модификациям в рамках указанной патентной формулы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИСПЫТАНИЙ МЕТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ ПОД НАГРУЗКОЙ | 2003 |
|
RU2333121C2 |
| Способ контактной стыковой сварки рельсов | 2016 |
|
RU2641586C1 |
| СПОСОБ ПОВТОРНОГО НАГРЕВА СВАРНОЙ ЗОНЫ РЕЛЬСОВ | 2012 |
|
RU2545855C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗОНЫ СВАРКИ РЕЛЬСА, УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЗОНЫ СВАРКИ РЕЛЬСА И СВАРНОЕ СОЕДИНЕНИЕ РЕЛЬСА | 2010 |
|
RU2485187C2 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2019 |
|
RU2725821C1 |
| СПОСОБ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ РЕЛЬСОВОЙ СТАЛИ | 2010 |
|
RU2507045C2 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2020 |
|
RU2743440C1 |
| СПОСОБ ТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2757644C1 |
| СПОСОБ И СИСТЕМА ДЛЯ СВАРКИ РЕЛЬСОВ ДЛЯ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ | 1999 |
|
RU2185266C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2017 |
|
RU2683668C1 |
Изобретение может быть использовано для соединения секций железнодорожных рельсов стыковой сваркой оплавлением с использованием виброоборудования. Предварительно осуществляют настройку и прикрепление виброоборудования на железнодорожный рельс. Производят контролируемое вибрирование железнодорожного рельса при соответствующей низкой частоте и амплитуде вибрации. Соединяют железнодорожные рельсы между собой при помощи средств стыковой сварки оплавлением. В процессе сварки регулируют частоту и амплитуду вибрации средствами контроля. За счет вибрации осуществляют продольное сближение и разведение концов рельсов до завершения сварки. Не более чем через 5 минут после ослабления зажимов на сваренные секции накладывают с помощью упомянутого оборудования контролируемые вибрации в течение 5-25 мин для охлаждения и снятия напряжений, что обеспечивает образование качественного сварочного шва. 3 н. и 5 з.п. ф-лы, 1 ил.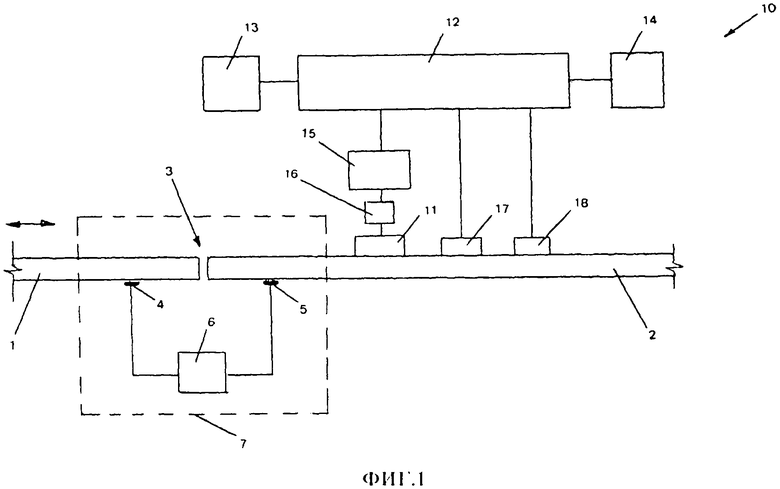
1. Способ стыковой сварки оплавлением секций железнодорожного рельса, включающий следующие этапы:
a) соосное выравнивание секций железнодорожных рельсов и установка их с зазором с помощью зажимов, закрепление на железнодорожных рельсах виброоборудования, наложение на рельсы контролируемых вибраций низкой частоты и низкой амплитуды, которые настраивают предварительно и регулируют во время процесса сварки при помощи средств контроля вибрации, настроенных на измерение частоты и амплитуды вибрации,
b) сваривание между собой секций железнодорожных рельсов при помощи средств стыковой сварки оплавлением путем пропускания электрического тока с увеличением температуры нагрева до необходимой при продольном сближении и разведении концов рельсов за счет упомянутой вибрации и их последующую проковку путем увеличения усилия сжатия свариваемых концов рельсов, при этом вибрации накладывают до завершения стыковой сварки оплавлением, после чего ослабляют зажимы,
c) наложение на сваренные секции железнодорожного рельса с помощью упомянутого виброоборудования контролируемых вибраций в течение 5-25 мин для охлаждения и снятия напряжений в области сварки сразу после ослабления зажимов или через 5 мин после ослабления зажимов.
2. Способ по п. 1, в котором используют виброоборудование, содержащее дисбаланс, установленный на вращательной виброустановке, при этом привод подключают к секции железнодорожного рельса в зоне, прилегающей к области сварки.
3. Способ по п. 1, в котором частоту вибрации измеряют съемным тахометром, подсоединяемым к железнодорожному рельсу, а амплитуду вибрации съемным измерителем скорости или акселерометром, подсоединяемым к железнодорожному рельсу, при этом тахометр, измеритель скорости или акселерометр настроены с возможностью подачи сигналов на средства контроля вибрации.
4. Способ по п. 1, в котором частота вибрации составляет 50-800 Гц.
5. Способ по п. 1, в котором частота вибрации составляет 85-90 Гц, а амплитуда вибрации 0,5-2 мм в секунду.
6. Способ по п. 1, в котором амплитуда вибрации составляет примерно 0,5 мм в секунду.
7. Виброоборудование для стыковой сварки оплавлением секций железнодорожного рельса способом по п. 1, выполненное с возможностью установки на соединяемых секциях железнодорожного рельса, содержащее источник вибрации в виде дисбаланса, установленного на вращательной виброустановке, и средства контроля в виде микропроцессора, запрограммированного для управления виброоборудованием и настроенного совместно со средствами стыковой сварки оплавлением с возможностью контроля температуры нагрева рельсов, амплитуды и частоты вибрации, и отображения на дисплее параметров процесса сварки.
8. Сварное стыковое соединение секций железнодорожных рельсов, полученное способом сварки по п. 1.
| GB 1464847 A, 16.02.1977 | |||
| Способ контактной стыковой сварки оплавлением | 1986 |
|
SU1391829A1 |
| СПОСОБ СНИЖЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ | 2009 |
|
RU2424885C1 |
| RU 2009128814 А, 10.02.2011 | |||
| Способ управления процессом контактной стыковой сварки непрерывным оплавлением | 1980 |
|
SU903025A1 |

