Настоящее изобретение относится к способу изготовления алюминийсодержащих сотовых элементов, при осуществлении которого по меньшей мере частично профилированные листы фольги набирают в пакет и/или свертывают в рулон с образованием сотовой структуры с проходящими примерно параллельно ее оси каналами, листы фольги по меньшей мере частично вставляют в трубчатый кожух и по меньшей мере на отдельных участках неразъемно соединяют друг с другом. Подобные металлические сотовые элементы используются, например, в качестве носителей каталитических нейтрализаторов отработавших газов (ОГ), образующихся при работе двигателей внутреннего сгорания (ДВС).
Известные сотовые элементы и прежде всего металлические носители каталитических нейтрализаторов имеют сотовую структуру, образованную, например, спирально или S-образно (если смотреть в поперечном сечении сотовой структуры) свернутыми в рулон тонкими гладкими и/или гофрированными листами фольги, которые в цилиндрическом трубчатом кожухе круглого или овального сечения неразъемно соединены друг с другом сваркой, пайкой, спеканием, склеиванием или иным аналогичным методом.
Для повышения стойкости подобного сотового элемента к воздействию термической знакопеременной нагрузки уже предлагалось неразъемно соединять образующие его сотовую структуру листы фольги друг с другом, а при необходимости - и с трубчатым кожухом лишь на определенных отдельных участках, например, с торцовой стороны, что при возникновении термической нагрузки обеспечивает возможность беспрепятственного и по существу независимого теплового расширения трубчатого кожуха и сотовой структуры и тем самым позволяет предотвратить пластические знакопеременные деформации сотовой структуры, приводящие к ее разрушению и разъединению.
Известны далее методы неразъемного соединения расположенной в трубчатом кожухе сотовой структуры с ее торцовой стороны путем выдержки сотового элемента в высокотемпературной печи в ходе реализации длящегося несколько часов периодического процесса. При этом из некоторого количества отдельных сотовых элементов комплектуют их партию и загружают в печь. Во избежание химических реакций, например нежелательной кристаллизации или окисления прежде всего на поверхности листов фольги, процесс выполнения неразъемного соединения проводят в печи в содержащей, например, аргон и/или водород защитной атмосфере либо в вакууме. Подобная технология связана с высокими аппаратурными затратами и соответственно с высокими расходами.
Помимо этого известны непрерывные способы изготовления сотовых элементов, предусматривающие использование индукторов при выполнении неразъемного соединения листов фольги. Индукторы предназначены для нагрева сотового элемента по меньшей мере на отдельных участках, на которых в конечном итоге должно быть получено неразъемное соединение листов фольги, до температуры, при которой, например, предусмотренный на таких отдельных участках припой начинает течь, а после охлаждения образует подобное соединение. В зависимости от типа неразъемного соединения при этом необходимо варьировать частоту подаваемого на индукторы переменного напряжения и относительно близко подводить их к соответствующим отдельным участкам сотового элемента. В результате не исключена возможность неравномерного выполнения неразъемных соединений на соответствующих отдельных участках сотовой структуры.
Исходя их вышеизложенного, в основу настоящего изобретения была положена задача разработать способ изготовления сотовых элементов, который позволял бы подвергать обработке содержащую алюминий фольгу и прежде всего был бы пригоден для его осуществления в непрерывном режиме с повышением качества выполняемых неразъемных соединений.
Указанная задача решается с помощью способа, заявленного в п.1 формулы изобретения. Предпочтительные варианты осуществления предлагаемого в изобретении способа представлены в зависимых пунктах формулы изобретения.
Предлагаемый в изобретении способ изготовления металлических сотовых элементов заключается в том, что выбирают по меньшей мере частично профилированные листы фольги из материала на основе алюминия, по меньшей мере частично профилированные листы фольги набирают в пакет и/или свертывают в рулон с образованием сотовой структуры с каналами, листы фольги нагревают с открытой торцовой стороны каналов по меньшей мере одним радиационным нагревателем, нагревая при этом сотовую структуру на по меньшей мере одном ее отдельном участке таким образом, что этот по меньшей мере один отдельный участок по истечении примерно 2-30 с нагревается до температуры в пределах от примерно 450 до примерно 600°С, и неразъемно соединяют листы фольги друг с другом на по меньшей мере одном отдельном участке.
Под фольгой из материала на основе алюминия в последующем описании и формуле изобретении подразумевается фольга из материала с содержанием алюминия по меньшей мере 90 массовых процентов (мас.%). В предпочтительном варианте на долю алюминия в таком материале приходится в среднем по меньшей мере около 95 мас.% или даже по меньшей мере около 99 мас.%. В некоторых случаях может даже потребоваться выбирать фольгу из материала с еще более высоким содержанием алюминия, например с содержанием алюминия более 99,9 мас.%. Ниже, если конкретно не указано иное, под "фольгой" всегда подразумевается именно такая алюминийсодержащая фольга.
В состав материала фольги может также входить по меньшей мере один из следующих химических элементов: марганец (Mn), кремний (Si), магний (Mg), медь (Cu), титан (Ti), железо (Fe). Для изготовления сотовых элементов можно использовать, например, фольгу следующих типов: АА3005 (AlMn-1 Mg-0,5), АА3003 (AlMn-1 Cu), АА3103 (AlMn-1) и АА8001 (AlFeSi).
По результатам проведенных испытаний неожиданно было установлено, что при изготовлении подобных сотовых элементов можно достичь относительно высокой скорости их нагрева. Так, например, при использовании соответствующих источников тепла, которые более подробно рассмотрены ниже, фольгу можно нагревать менее чем за 2 секунды до необходимой температуры. Благодаря этому удается значительно сократить цикл изготовления сотового элемента. Однако при, например, не абсолютно равномерном распределении зон контакта листов фольги между собой или между ними и окружающим их трубчатым кожухом сотовый элемент может также потребоваться нагревать с несколько меньшей скоростью, при которой сотовый элемент достигает требуемой температуры лишь по истечении 15-30 с. Помимо этого нагревать сотовый элемент с пониженной скоростью следует лишь при особых условиях, поскольку с уменьшением скорости нагрева сотового элемента интенсифицируются процессы окисления поверхности фольги, значительно затрудняющие последующий равномерный подвод тепла.
Согласно изобретению сотовый элемент нагревают до температуры в пределах примерно от 450 до 600°С. При этом конкретная температура, до которой необходимо нагревать сотовый элемент, зависит от припоя, который при необходимости используется для неразъемного соединения листов фольги. При использовании, например, припоя на основе цинка сотовый элемент при определенных условиях вполне может оказаться достаточным нагревать, предпочтительно с повышенной скоростью, до температуры в пределах от примерно 450 до примерно 530°С. При использовании же для соединения листов фольги между собой, например, припоя на основе алюминия-кремния сотовый элемент следует нагревать, при необходимости с пониженной скоростью, до температуры в пределах от примерно 560 до примерно 600°С. В соответствии с этим именно при использовании припоев на основе алюминия-кремния сотовый элемент необходимо нагревать до температуры, которая лишь незначительно ниже температуры плавления самой фольги. Так, в частности, в последнем случае температура, до которой требуется нагревать сотовый элемент, менее чем на 70°С, прежде всего менее чем на 50°С или даже менее чем на 30°С, ниже температуры плавления соединяемых между собой листов фольги.
Благодаря короткой продолжительности нагрева до столь высоких температур и целенаправленному нагреву задаваемых отдельных участков сотовой структуры удается значительно повысить эффективность процесса изготовления сотового элемента и снизить потребление расходуемой на его изготовление энергии. Преимущество предлагаемого в изобретении способа с учетом указанных аспектов состоит также в том, что он пригоден прежде всего для серийного, соответственно массового производства металлических сотовых элементов.
Для нагрева сотовой структуры предлагается далее использовать радиационные нагреватели, испускающие направленное инфракрасное тепловое излучение, с созданием при этом заметного перепада температур снаружи по меньшей мере одного отдельного участка сотовой структуры вблизи него. Подвод тепла в пространственно очень ограниченных из-за в основном параллельного распространения лучей инфракрасного теплового излучения пределах обеспечивает исключительно равномерное распределение тепловой энергии, а тем самым и исключительно единообразное образование соединений в пределах нагретых отдельных участков сотовой структуры. Следовательно, предлагаемый в изобретении способ позволяет изготавливать металлические сотовые элементы с высококачественными неразъемными соединениями листов фольги при малой продолжительности процесса нагрева сотового элемента.
В еще одном варианте осуществления предлагаемого в изобретении способа им изготавливают сотовый элемент, сотовая структура которого имеет проходящие примерно параллельно оси каналы, направляя при этом тепловое излучение на торец сотовой структуры таким образом, что она нагревается только на отдельных участках на осевую глубину, которая меньше осевой протяженности каналов. Таким путем можно изготавливать сотовые элементы, у которых их листы фольги соединены между собой, например, только вблизи торца, обеспечивая при этом прежде всего компенсацию различий в степени теплового расширения листов фольги друг относительно друга. Под "торцом" в данном контексте подразумевается плоскость, в которой в основном расположены торцовые стороны каналов.
В следующем варианте осуществления предлагаемого в изобретении способа листы фольги перед нагревом по меньшей мере частично вставляют в трубчатый кожух, неразъемно соединяют друг с другом, после чего полностью вставляют в трубчатый кожух и неразъемно соединяют с ним некоторое количество листов фольги. При этом можно использовать, например, различные радиационные нагреватели, обеспечивая по меньшей мере при соединении между собой листов фольги относительно однородный нагрев отдельных участков сотовой структуры. В этом варианте для выполнения такого соединения можно использовать радиационный нагреватель несколько меньшей мощности, чем радиационный нагреватель, используемый в последующем для соединения сотовой структуры с трубчатым кожухом.
В следующем варианте осуществления предлагаемого в изобретении способа листы фольги перед нагревом полностью вставляют в трубчатый кожух, который предпочтительно выступает за торцы сотовой структуры.
Преимущество этого варианта состоит в том, что после выполнения неразъемных соединений листы фольги более не требуется перемещать относительно трубчатого кожуха.
В еще одном варианте осуществления предлагаемого в изобретении способа листы фольги перед нагревом располагают снаружи внутренней трубки таким образом, что листы фольги образуют каналы, проходящие в основном перпендикулярно внутренней трубке, с которой неразъемно соединяют некоторое количество листов фольги. Тем самым предлагаемым в изобретении способом можно, например, изготавливать и радиально-проточные сотовые элементы с расположенной по их центру внутренней трубкой, в которой предусмотрены отверстия, через которые входящий во внутреннюю трубку газ попадает в направленные радиально наружу каналы или наоборот.
В наиболее предпочтительном варианте примыкающие к отдельным участкам сотовой структуры участки трубчатого кожуха, соответственно внутренней трубки, одновременно подвергают нагреву, при необходимости путем индукционного нагрева. Таким путем можно также неразъемно соединять некоторое количество листов фольги с трубчатым кожухом, соответственно с внутренней трубкой. В этом варианте листы фольги можно неразъемно соединять между собой, а также с трубчатым кожухом, соответственно с внутренней трубкой за одну технологическую операцию, что прежде всего позволяет сократить продолжительность изготовления сотового элемента. При этом, однако, необходимо учитывать, что продолжительность нагрева сотового элемента до определенной температуры, когда одновременно с фольгой необходимо также нагревать трубчатый кожух, соответственно внутреннюю трубку, при определенных условиях может увеличиться. Обусловлено это прежде всего различной теплоемкостью фольги и трубчатого кожуха, соответственно внутренней трубки.
В еще одном варианте осуществления предлагаемого в изобретении способа по меньшей мере один торец сотовой структуры полностью нагревают на заданную глубину. В этом варианте обеспечивается полное соединение листов фольги с их торцовой стороны. Тем самым удается, например, предотвратить возбуждение колебаний торцовых концов фольги из-за возникающих в потоке ОГ колебаний давления и обусловленное подобными колебаниями торцовых концов фольги возможное разрушение соседних неразъемных соединений под воздействием длительной механической нагрузки. В соответствии с этим неразъемное соединение листов фольги друг с другом по всему торцу сотовой структуры позволяет, например, увеличить срок службы сотового элемента, используемого в качестве носителя каталитического нейтрализатора в системе выпуска ОГ.
При изготовлении сотового элемента, сотовая структура которого имеет проходящие примерно параллельно оси каналы, варьируют глубину нагреваемых отдельных участков, предпочтительно нагревая радиально внешние отдельные участки сотовой структуры на большую глубину, чем ее радиально внутренние отдельные участки. Очевидно, что при изготовлении радиально-проточного сотового элемента также возможно соответствующим образом варьировать глубину его нагрева в осевом направлении и/или в окружном направлении. Варьирование глубины нагрева сотового элемента позволяет, например, получить более стабильное соединение между сотовым элементом и трубчатым кожухом, соответственно внутренней трубкой, по сравнению с неразъемным соединением листов фольги между собой.
В следующем варианте осуществления предлагаемого в изобретении способа тепловое излучение направляют на по меньшей мере один торец сотовой структуры под углом в пределах от 10 до 80°. От выбранного угла падения теплового излучения при этом зависит глубина, на которую нагревается сотовая структура. При направлении теплового излучения на торец сотовой структуры под углом к нему менее 10° тепловое излучение охватывает сравнительно большой отдельный участок торца сотовой структуры. Вследствие этого генерируемая радиационным нагревателем тепловая энергия распределяется на большие по площади отдельные участки, из-за чего уменьшается количество приходящейся на единицу площади тепловой энергии и соответственно увеличивается продолжительность нагрева сотовой структуры. Углов больше 80° также следует избегать, поскольку в этом случае преобладающая часть теплового излучения, соответственно тепловой энергии, проходит напрямую сквозь сотовую структуру и не может использоваться для нагрева фольги. При выборе угла, под которым тепловое излучение следует направлять на торец сотовой структуры, необходимо далее учитывать наружную форму торца сотовой структуры. Так, например, при телескопическом расположении листов фольги, при котором соседние листы фольги расположены с частичным смещением друг относительно друга, в зависимости, например, от величины и направления такого смещения соседних листов фольги друг относительно друга угол падения теплового излучения на торец сотовой структуры следует задавать относительно большим, соответственно малым, тогда как при изготовлении сотового элемента, сотовая структура которого имеет в основном плоский торец, этот угол предпочтительно задавать в пределах от 30 до 60°.
В еще одном варианте осуществления предлагаемого в изобретении способа сотовый элемент перемещают при нагреве относительно по меньшей мере одного радиационного нагревателя. Перемещение сотового элемента относительно радиационного нагревателя позволяет при использовании радиационного нагревателя, который испускает пространственно ограниченное тепловое излучение, при определенных условиях нагревать и большие отдельные участки сотовой структуры, прежде всего весь торец сотовой структуры. В другом варианте для обеспечения равномерного нагрева сотовой структуры на отдельном ее участке большой площади можно также вращать по меньшей мере один радиационный нагреватель относительно сотового элемента вокруг его оси.
В предпочтительном варианте относительное перемещение между сотовым элементом и по меньшей мере одним радиационным нагревателем обеспечивают, вращая сотовый элемент вокруг его собственной оси и/или изменяя угол между осью теплового излучения по меньшей мере одного радиационного нагревателя и осью сотового элемента. Таким путем обеспечивается проникновение теплового излучения вглубь сотовой структуры на требуемую величину вне зависимости от того, находятся ли нагреваемые отдельные участки сотовой структуры вблизи выступающего за ее пределы трубчатого кожуха или в центральной части ее торца.
В следующем варианте осуществления предлагаемого в изобретении способа неразъемные соединения выполняют пайкой, спеканием и/или диффузионной сваркой. При этом перед нагревом сотовой структуры отдельные ее участки для выполнения неразъемных соединений наиболее предпочтительно снабжать припоем, ускорителями диффузии или иными материалами соответствующего назначения. Неразъемные соединения предпочтительно выполнять пайкой, снабжая припоем отдельные участки сотовой структуры перед ее нагревом. Использование пайки позволяет до сравнительно низких значений уменьшить температуру, до которой сотовый элемент необходимо нагревать для выполнения неразъемных соединений, а также позволяет до сравнительно небольшого сократить интервал времени, затрачиваемого на выполнение таких соединений.
При необходимости же нагревать сотовый элемент для выполнения неразъемных соединений до особо высоких температур (в частности, до температур выше 550°С), такие неразъемные соединения предпочтительно выполнять в атмосфере защитного газа. Для этого можно использовать известные защитные газы, прежде всего с определенным содержанием аргона. Ниже более подробно рассмотрено устройство, пригодное для осуществления предлагаемого в изобретении способа.
Устройство для изготовления металлических сотовых элементов, предназначенное прежде всего для осуществления предлагаемого в изобретении способа, имеет позиционирующую поверхность для позиционирования сотового элемента на время его нагрева, а также по меньшей мере один радиационный нагреватель с осью теплового излучения. Такое устройство отличается тем, что позиционирующая поверхность и ось теплового излучения радиационного нагревателя образуют между собой угол в пределах от 10 до 80°. При этом радиационный нагреватель имеет, в частности, такое исполнение, при котором его тепловое излучение падает на торец зафиксированного на позиционирующей поверхности сотового элемента под углом в пределах от 10 до 80°. Радиационный нагреватель обеспечивает быстрый нагрев отдельных участков сотового элемента для выполнения неразъемных соединений.
С целью обеспечить максимально равномерный нагрев отдельных участков сотового элемента позиционирующую поверхность предпочтительно выполнять с изменяемым углом наклона, чтобы указанный выше угол можно было регулировать в том числе и в процессе нагрева сотового элемента. Подобную возможность можно также обеспечить в другом варианте выполнения устройства, выполнив по меньшей мере один инфракрасный радиационный нагреватель с изменяемым углом наклона относительно торца сотовой структуры.
Предлагаемое в изобретении устройство позволяет варьировать расстояние между позиционирующей поверхностью и по меньшей мере одним инфракрасным радиационным нагревателем. При этом наиболее предпочтительно выполнять по меньшей мере один инфракрасный радиационный нагреватель с возможностью перемещения относительно позиционирующей поверхности по заданным траекториям. Таким путем можно, например, варьировать глубину выполнения неразъемных соединений на различных отдельных участках нагретого торца сотовой структуры. В отношении наложения нескольких относительных движений сотового элемента и по меньшей мере одного инфракрасного радиационного нагревателя следует отметить, что такие движения наиболее предпочтительно согласовывать между собой, прежде всего путем регистрации отдельных перемещений с помощью соответствующей измерительной техники и/или путем их координации с помощью единого, предпочтительно компьютерного, блока управления.
Позиционирующая поверхность снабжена также, например, крепежными средствами для фиксации сотового элемента. Такие крепежные средства обеспечивают удержание сотового элемента в требуемом положении относительно по меньшей мере одного инфракрасного радиационного нагревателя. Необходимость в подобных крепежных средствах возникает прежде всего в том случае, когда позиционирующая поверхность является частью конвейера. Такой конвейер позволяет изготавливать металлические сотовые элементы в непрерывном режиме, чему особенно способствует короткая продолжительность нагрева сотового элемента инфракрасными радиационными нагревателями.
В предлагаемом в изобретении устройстве можно, кроме того, предусмотреть зеркала для отклонения, соответственно отражения, теплового излучения. При этом речь идет прежде всего об уже отраженных листами фольги частях теплового излучения. В соответствии с этим применение подобных зеркал позволяет повысить эффективность использования теплового излучения инфракрасных радиационных нагревателей. Однако в принципе на зеркала можно также непосредственно направлять тепловое излучение инфракрасных радиационных нагревателей и таким путем отражать его на нагреваемые отдельные участки сотовой структуры, что позволяет "огибать", например, находящиеся непосредственно на оси теплового излучения выступы или уступы вблизи торца сотового элемента.
При выполнении неразъемных соединений при очень высоких температурах в предлагаемом в изобретении устройстве предусмотрены средства, прежде всего корпус, для создания локальной атмосферы защитного газа. Такой корпус охватывает при этом по меньшей мере те части, которые расположены вблизи отдельных участков сотового элемента, подвергаемого нагреву инфракрасными радиационными нагревателями, при котором следует избегать любых препятствий на пути прямого распространения теплового излучения.
Ниже предлагаемый в изобретении способ более подробно рассмотрен со ссылкой на прилагаемые чертежи. Следует, однако, отметить, что все относящиеся к чертежам пояснения не ограничивают объем изобретения. На прилагаемых к описанию чертежах, в частности, показано:
на фиг.1 - выполненный по одному из вариантов сотовый элемент,
на фиг.2 - выполненное по первому варианту устройство для изготовления сотового элемента и
на фиг.3 - выполненное по второму варианту устройство для изготовления сотового элемента.
На фиг.1 в аксонометрии схематично показан алюминийсодержащий сотовый элемент 1, изготовленный из набранных в пакет и S-образно свернутых в рулон листов фольги 2. Сотовый элемент 1 имеет каналы 5, образованные гладкими и гофрированными листами фольги 2. Каналы 5 и листы фольги 2 образуют соответствующую сотовую структуру 3. Сотовая структура 3 заключена в трубчатый кожух 6, выступающий в осевом направлении за торцы 7 сотового элемента 1. Отдельные открытые торцовые стороны 26 каналов 5 располагаются при этом в основном в одной плоскости с соответствующим торцом 7 сотового элемента 1.
Способ изготовления подобного алюминийсодержащего сотового элемента 1 заключается, например, в том, что
- выбирают по меньшей мере частично профилированные листы фольги из материала на основе алюминия,
- по меньшей мере частично профилированные листы фольги набирают в пакет и S-образно свертывают в рулон с образованием сотовой структуры 3 с проходящими примерно параллельно ее оси 4 (на фиг.1 не показана) каналами 5,
- листы фольги 2 полностью вставляют в трубчатый кожух 6, выступающий за торцы 7 сотовой структуры 3,
- торец 7 сотовой структуры 3 полностью нагревают по меньшей мере одним радиационным нагревателем 8 (на фиг.1 не показан), тепловое излучение которого направлено на открытые торцовые стороны 26 каналов 5 для нагрева сотовой структуры 3 на отдельном участке 9 на осевую глубину 10 (которая меньше осевой протяженности 11 каналов 5) таким образом, что этот отдельный участок 9 уже по истечении примерно 2-30 с нагревается до температуры в пределах от примерно 450 до примерно 600°С, и
- пайкой неразъемно соединяют листы фольги 2 друг с другом, а также их расположенные в радиальном направлении 13 снаружи участки с трубчатым кожухом 6.
На фиг.2 в аксонометрии схематично показано выполненное по первому варианту устройство для изготовления металлических, алюминийсодержащих сотовых элементов 1. Это устройство имеет позиционирующую поверхность 16 для позиционирования сотового элемента 1 в процессе его нагрева, а также инфракрасный радиационный нагреватель 8 с осью 15 теплового излучения. Ось 15 теплового излучения и торец 7 сотового элемента 1, расположенный примерно параллельно позиционирующей поверхности 16, по меньшей мере периодически образуют при этом между собой угол 14, составляющий от 10 до 80°. Сотовый элемент 1 фиксируется на время обработки крепежными средствами 19. Инфракрасный радиационный нагреватель 8 необходимо располагать на таком расстоянии 17 до точки падения теплового излучения на торец 7 сотового элемента 1, при котором обеспечивается максимально быстрый нагрев сотовой структуры 3 на заданную глубину 10.
При этом инфракрасный радиационный нагреватель 8 наиболее предпочтительно перемещать относительно сотового элемента 1 по траектории 18, предпочтительно изменяя при этом угол 14. В показанном на чертеже примере траектория 18 имеет форму окружности, однако в принципе радиационный нагреватель прежде всего при применении системы компьютерного управления его движением можно перемещать и по траектории 18 любой иной формы и сложности. Для более эффективного использования теплового излучения устройство для изготовления сотового элемента имеет зеркало 21, которое в некоторых случаях отражает тепловое излучение обратно в направлении сотовой структуры 3. Поскольку таким путем обеспечивается возможность исключительно быстрого нагрева отдельных участков сотового элемента 1, выполнять неразъемные соединения подобным способом целесообразно в непрерывном режиме. Позиционирующая поверхность 16 представляет собой фрагмент конвейера 22.
На фиг.3 показано выполненное по второму варианту устройство для изготовления радиально-проточного металлического сотового элемента 1. Сотовый элемент 1 имеет при этом несколько слоев из профилированных и гладких листов фольги 2, которые образуют проходящие в основном перпендикулярно расположенной по центру внутренней трубке 27, соответственно проходящие радиально наружу, каналы 5. Сотовый элемент 1 проходит насквозь через позиционирующую поверхность 16 и на время обработки фиксируется относительно нее крепежными средствами 19. Сотовый элемент 1 заключен в корпус 22, который предназначен прежде всего для создания внутри него атмосферы защитного газа. Защитный газ, например аргонсодержащий защитный газ, в атмосфере которого с помощью инфракрасного радиационного нагревателя 8 выполняют неразъемные соединения, подается через сопло 23 со стороны одного из торцов 7 сотового элемента 1 внутрь его центральной внутренней трубки 27 и вновь выходит из сотового элемента наружу через открытые торцовые стороны 26 каналов 5. В корпусе предусмотрены отверстия 24, обеспечивающие беспрепятственный нагрев сотовой структуры 3 вдоль оси 15 теплового излучения. При этом стрелкой 25 обозначено направление вращения сотового элемента 1, например, в процессе нагрева, в ходе которого в предпочтительном варианте варьируют угол 14, под которым на торец 7 сотового элемента 1 направляют тепловое излучение радиационного нагревателя 8, изменяя его в пределах от 10 до 80°. Таким путем обеспечивается равномерный нагрев сотового элемента, а тем самым и получение высококачественного неразъемного соединения. Помимо этого показанное на чертеже устройство для изготовления сотового элемента 1 позволяет одновременно нагревать его с стороны обоих его торцов 7. Благодаря этому удается дополнительно сократить продолжительность изготовления подобного алюминийсодержащего сотового элемента 1.
Изобретение может быть использовано при изготовлении сотовых элементов, применяемых, например, в качестве носителей каталитических нейтрализаторов отработавших газов двигателей внутреннего сгорания. Выбирают по меньшей мере частично профилированные листы фольги из материала на основе алюминия и набирают их в пакет и/или свертывают в рулон с образованием сотовой структуры с каналами. Листы фольги нагревают с открытой торцовой стороны каналов по меньшей мере одним радиационным нагревателем. Нагрев сотовой структуры проводят на по меньшей мере одном ее отдельном участке из условия его нагрева по истечении примерно 2-30 с до температуры в пределах от примерно 450 до примерно 600°С и неразъемно соединяют листы фольги друг с другом. Способ осуществляется в непрерывном режиме с получением неразъемных соединений высокого качества. 16 з.п. ф-лы, 3 ил.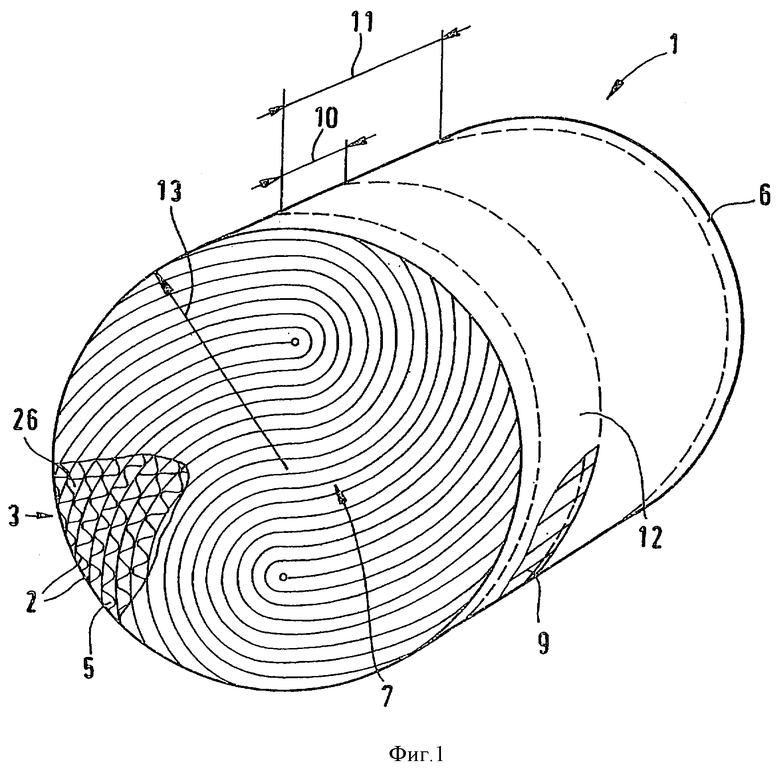
1. Способ изготовления алюминийсодержащих сотовых элементов (1), заключающийся в том, что выбирают, по меньшей мере, частично профилированные листы фольги (2) из материала на основе алюминия, набирают их в пакет и/или свертывают в рулон с образованием сотовой структуры (3) с каналами (5), нагревают листы фольги (2) с открытой торцовой стороны (26) каналов (5) по меньшей мере одним радиационным нагревателем (8), причем сотовую структуру (3) на по меньшей мере одном ее отдельном участке (9) нагревают из условия нагрева этого отдельного участка по истечении примерно 2-30 с до температуры от примерно 450 до примерно 600°С и неразъемно соединяют листы фольги (2) друг с другом на по меньшей мере одном отдельном участке (9).
2. Способ по п.1, в котором для нагрева сотовой структуры (3) используют радиационные нагреватели, испускающие направленное инфракрасное тепловое излучение, с созданием при этом заметного перепада температур снаружи, по меньшей мере, одного отдельного участка (9) вблизи него.
3. Способ по п.1 или 2, в котором изготавливают сотовый элемент, сотовая структура (3) которого имеет проходящие примерно параллельно оси (4) каналы (5), при этом направляют тепловое излучение на торец (7) сотовой структуры (3) из условия ее нагрева только на отдельных участках (9) на осевую глубину (10), которая меньше осевой (4) протяженности (11) каналов (5).
4. Способ по п.1, в котором листы фольги (2) перед нагревом по меньшей мере частично вставляют в трубчатый кожух (6), неразъемно соединяют друг с другом, после чего полностью вставляют в трубчатый кожух (6) и неразъемно соединяют с ним некоторое количество листов фольги (2).
5. Способ по п.1, в котором листы фольги (2) полностью вставляют в трубчатый кожух (6), который предпочтительно выступает за торцы (7) сотовой структуры (3).
6. Способ по п.1, в котором листы фольги (2) перед нагревом располагают снаружи внутренней трубки (27) таким образом, что листы фольги (2) образуют каналы (5), проходящие в основном перпендикулярно внутренней трубке (27), с которой неразъемно соединяют некоторое количество листов фольги (2).
7. Способ по одному из пп.4-6, в котором примыкающие к отдельным участкам (9) сотовой структуры (3) участки (12) трубчатого кожуха (6) или внутренней трубки (27) дополнительно подвергают индукционному нагреву.
8. Способ по п.1, в котором по меньшей мере один торец (7) сотовой структуры (3) полностью нагревают на заданную глубину (10).
9. Способ по п.1, в котором при изготовлении сотового элемента, сотовая структура (3) которого имеет проходящие примерно параллельно оси (4) каналы (5), варьируют глубину (10) нагреваемых отдельных участков (9), предпочтительно нагревая внешние, в радиальном направлении (13), отдельные участки (9) сотовой структуры (3) на большую глубину (10), чем внутренние отдельные участки (9).
10. Способ по п.1, в котором тепловое излучение направляют на по меньшей мере один торец (7) сотовой структуры под углом (14) от 10 до 80°.
11. Способ по п.1, в котором сотовый элемент (1) перемещают при нагреве относительно по меньшей мере одного радиационного нагревателя (8).
12. Способ по п.11, в котором по меньшей мере один радиационный нагреватель (8) вращают относительно сотового элемента (1) вокруг его оси (4).
13. Способ по п.11 или 12, в котором сотовый элемент (1) вращают вокруг его собственной оси (4).
14. Способ по п.11 или 12, в котором изменяют угол (14) между осью (15) теплового излучения и осью (4) сотового элемента (1).
15. Способ по п.1, в котором неразъемные соединения выполняют пайкой, спеканием и/или диффузионной сваркой.
16. Способ по п.15, в котором перед нагревом для выполнения неразъемных соединений отдельные участки (9) снабжают материалами, обеспечивающими их соединение, в частности припоем или ускорителями диффузии.
17. Способ по п.1, в котором неразъемные соединения выполняют в атмосфере защитного газа.
| ВЫПУСКНАЯ ФОРМА ОПТИЧЕСКОГО ОТБЕЛИВАТЕЛЯ ДЛЯ БУМАГИ И ЦЕЛЛЮЛОЗНЫХ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ | 1994 |
|
RU2081137C1 |
| US 3416218 А, 17.12.1968 | |||
| US 4831701 А, 23.05.1989 | |||
| СПОСОБ ПРОИЗВОДСТВА СЕКЦИИ ТЕПЛООБМЕННИКА НА ОСНОВЕ АЛЮМИНИЯ | 1998 |
|
RU2194596C2 |

